Спосіб прокатки ресорної штаби
Номер патенту: 57309
Опубліковано: 25.02.2011
Автори: Байков Євген Вікторович, Ємченко Андрій Вікторович, Смирнов Євген Миколайович, Мітьєв Анатолій Петрович, Перогів Олександр Анатолійович, Байков Віталій Євгенович, Шум Валентин Борисович

Формула / Реферат
Спосіб прокатки ресорної штаби, яка має форму поперечного перерізу у вигляді трапеції, що включає нагрівання заготовки, її подальшу прокатку у прямокутних калібрах обтискної групи клітей, чергову прокатку в циліндричних валках на гладкій бочці та у валках з калібрами зі скосом кромок чорнової групи клітей і чистовому фасонному калібрі, який відрізняється тим, що прокатку в циліндричних валках на гладкій бочці здійснюють з непогодженими швидкостями обертання, величина якого залежить від різниці ширин готової штаби з боку валків, що мають більшу і меншу швидкості обертання відповідно, становить не менше 1,020.
Текст
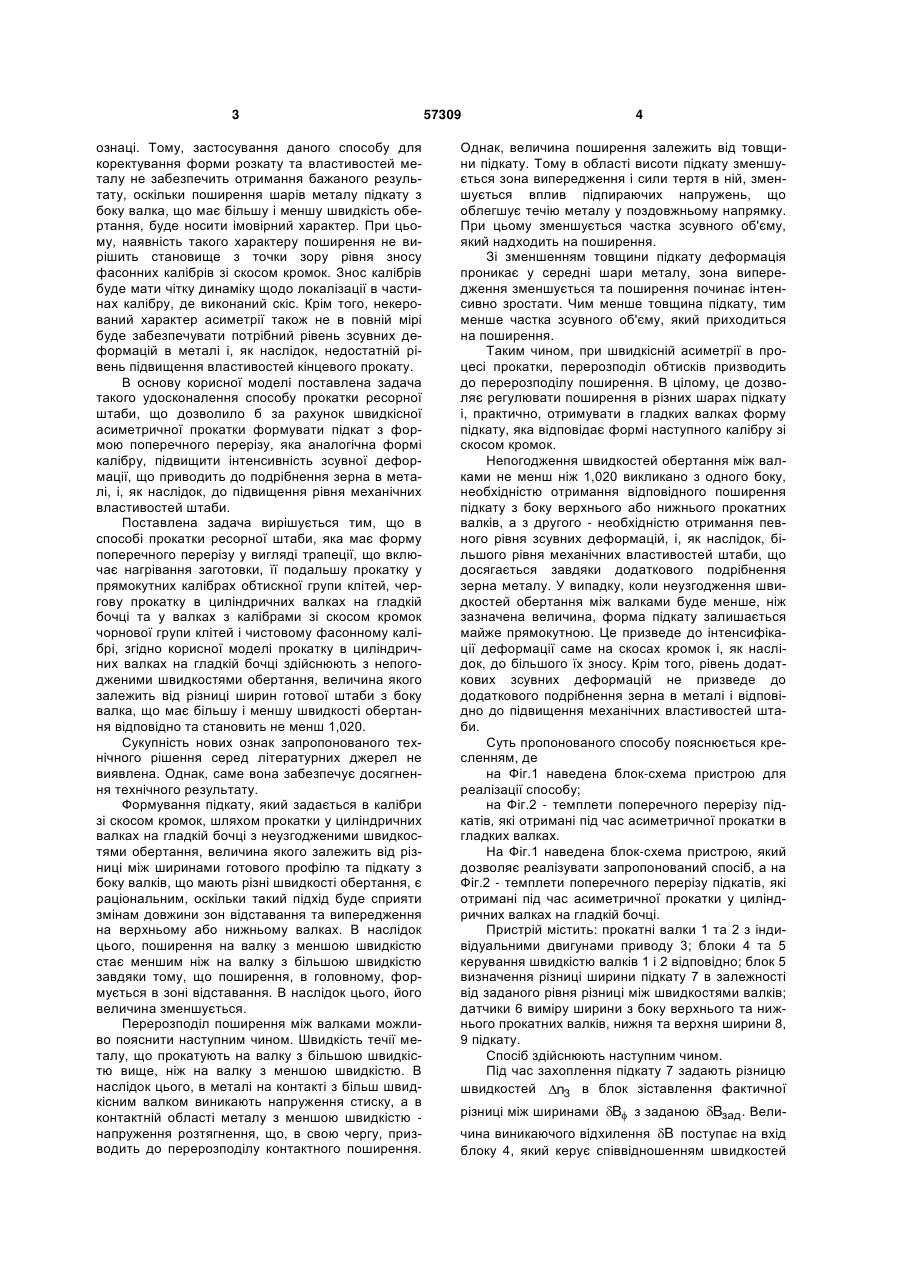
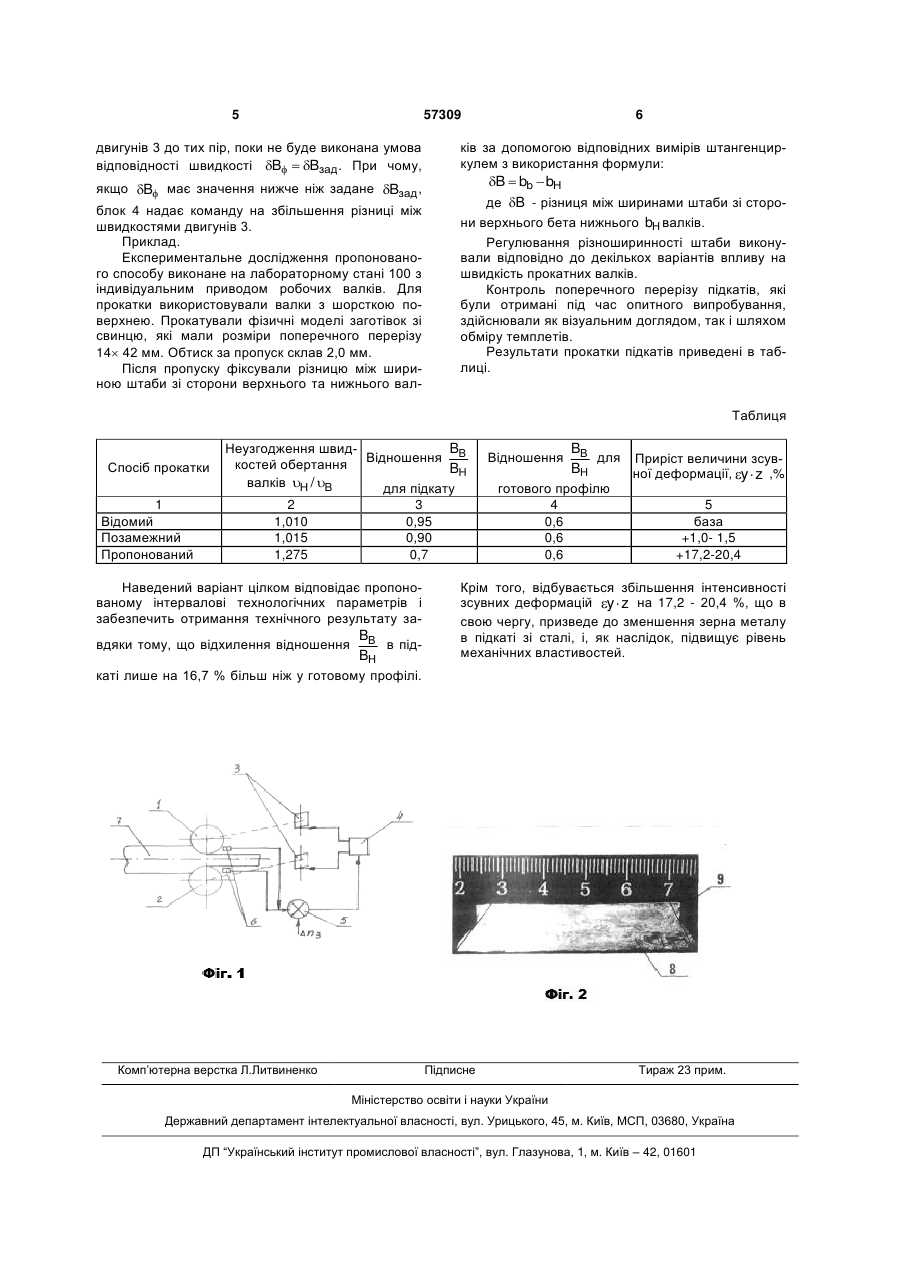
Спосіб прокатки ресорної штаби, яка має форму поперечного перерізу у вигляді трапеції, що включає нагрівання заготовки, її подальшу прокатку у прямокутних калібрах обтискної групи клітей, чергову прокатку в циліндричних валках на гладкій бочці та у валках з калібрами зі скосом кромок чорнової групи клітей і чистовому фасонному калібрі, який відрізняється тим, що прокатку в циліндричних валках на гладкій бочці здійснюють з непогодженими швидкостями обертання, величина якого залежить від різниці ширин готової штаби з боку валків, що мають більшу і меншу швидкості обертання відповідно, становить не менше 1,020. (19) (21) u201007757 (22) 21.06.2010 (24) 25.02.2011 (46) 25.02.2011, Бюл.№ 4, 2011 р. (72) СМИРНОВ ЄВГЕН МИКОЛАЙОВИЧ, ЄМЧЕНКО АНДРІЙ ВІКТОРОВИЧ, МІТЬЄВ АНАТОЛІЙ ПЕТРОВИЧ, ШУМ ВАЛЕНТИН БОРИСОВИЧ, БАЙКОВ ВІТАЛІЙ ЄВГЕНОВИЧ, БАЙКОВ ЄВГЕН ВІКТОРОВИЧ, ПЕРОГІВ ОЛЕКСАНДР АНАТОЛІЙОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ДОНЕЦЬКИЙ МЕТАЛУРГІЙНИЙ ЗАВОД" 3 ознаці. Тому, застосування даного способу для коректування форми розкату та властивостей металу не забезпечить отримання бажаного результату, оскільки поширення шарів металу підкату з боку валка, що має більшу і меншу швидкість обертання, буде носити імовірний характер. При цьому, наявність такого характеру поширення не вирішить становище з точки зору рівня зносу фасонних калібрів зі скосом кромок. Знос калібрів буде мати чітку динаміку щодо локалізації в частинах калібру, де виконаний скіс. Крім того, некерований характер асиметрії також не в повній мірі буде забезпечувати потрібний рівень зсувних деформацій в металі і, як наслідок, недостатній рівень підвищення властивостей кінцевого прокату. В основу корисної моделі поставлена задача такого удосконалення способу прокатки ресорної штаби, що дозволило б за рахунок швидкісної асиметричної прокатки формувати підкат з формою поперечного перерізу, яка аналогічна формі калібру, підвищити інтенсивність зсувної деформації, що приводить до подрібнення зерна в металі, і, як наслідок, до підвищення рівня механічних властивостей штаби. Поставлена задача вирішується тим, що в способі прокатки ресорної штаби, яка має форму поперечного перерізу у вигляді трапеції, що включає нагрівання заготовки, її подальшу прокатку у прямокутних калібрах обтискної групи клітей, чергову прокатку в циліндричних валках на гладкій бочці та у валках з калібрами зі скосом кромок чорнової групи клітей і чистовому фасонному калібрі, згідно корисної моделі прокатку в циліндричних валках на гладкій бочці здійснюють з непогодженими швидкостями обертання, величина якого залежить від різниці ширин готової штаби з боку валка, що має більшу і меншу швидкості обертання відповідно та становить не менш 1,020. Сукупність нових ознак запропонованого технічного рішення серед літературних джерел не виявлена. Однак, саме вона забезпечує досягнення технічного результату. Формування підкату, який задається в калібри зі скосом кромок, шляхом прокатки у циліндричних валках на гладкій бочці з неузгодженими швидкостями обертання, величина якого залежить від різниці між ширинами готового профілю та підкату з боку валків, що мають різні швидкості обертання, є раціональним, оскільки такий підхід буде сприяти змінам довжини зон відставання та випередження на верхньому або нижньому валках. В наслідок цього, поширення на валку з меншою швидкістю стає меншим ніж на валку з більшою швидкістю завдяки тому, що поширення, в головному, формується в зоні відставання. В наслідок цього, його величина зменшується. Перерозподіл поширення між валками можливо пояснити наступним чином. Швидкість течії металу, що прокатують на валку з більшою швидкістю вище, ніж на валку з меншою швидкістю. В наслідок цього, в металі на контакті з більш швидкісним валком виникають напруження стиску, а в контактній області металу з меншою швидкістю напруження розтягнення, що, в свою чергу, призводить до перерозподілу контактного поширення. 57309 4 Однак, величина поширення залежить від товщини підкату. Тому в області висоти підкату зменшується зона випередження і сили тертя в ній, зменшується вплив підпираючих напружень, що облегшує течію металу у поздовжньому напрямку. При цьому зменшується частка зсувного об'єму, який надходить на поширення. Зі зменшенням товщини підкату деформація проникає у середні шари металу, зона випередження зменшується та поширення починає інтенсивно зростати. Чим менше товщина підкату, тим менше частка зсувного об'єму, який приходиться на поширення. Таким чином, при швидкісній асиметрії в процесі прокатки, перерозподіл обтисків призводить до перерозподілу поширення. В цілому, це дозволяє регулювати поширення в різних шарах підкату і, практично, отримувати в гладких валках форму підкату, яка відповідає формі наступного калібру зі скосом кромок. Непогодження швидкостей обертання між валками не менш ніж 1,020 викликано з одного боку, необхідністю отримання відповідного поширення підкату з боку верхнього або нижнього прокатних валків, а з другого - необхідністю отримання певного рівня зсувних деформацій, і, як наслідок, більшого рівня механічних властивостей штаби, що досягається завдяки додаткового подрібнення зерна металу. У випадку, коли неузгодження швидкостей обертання між валками буде менше, ніж зазначена величина, форма підкату залишається майже прямокутною. Це призведе до інтенсифікації деформації саме на скосах кромок і, як наслідок, до більшого їх зносу. Крім того, рівень додаткових зсувних деформацій не призведе до додаткового подрібнення зерна в металі і відповідно до підвищення механічних властивостей штаби. Суть пропонованого способу пояснюється кресленням, де на Фіг.1 наведена блок-схема пристрою для реалізації способу; на Фіг.2 - темплети поперечного перерізу підкатів, які отримані під час асиметричної прокатки в гладких валках. На Фіг.1 наведена блок-схема пристрою, який дозволяє реалізувати запропонований спосіб, а на Фіг.2 - темплети поперечного перерізу підкатів, які отримані під час асиметричної прокатки у циліндричних валках на гладкій бочці. Пристрій містить: прокатні валки 1 та 2 з індивідуальними двигунами приводу 3; блоки 4 та 5 керування швидкістю валків 1 і 2 відповідно; блок 5 визначення різниці ширини підкату 7 в залежності від заданого рівня різниці між швидкостями валків; датчики 6 виміру ширини з боку верхнього та нижнього прокатних валків, нижня та верхня ширини 8, 9 підкату. Спосіб здійснюють наступним чином. Під час захоплення підкату 7 задають різницю швидкостей n3 в блок зіставлення фактичної різниці між ширинами B з заданою Bзад . Величина виникаючого відхилення B поступає на вхід блоку 4, який керує співвідношенням швидкостей 5 57309 двигунів 3 до тих пір, поки не буде виконана умова відповідності швидкості B Bзад . При чому, якщо B має значення нижче ніж задане Bзад , блок 4 надає команду на збільшення різниці між швидкостями двигунів 3. Приклад. Експериментальне дослідження пропонованого способу виконане на лабораторному стані 100 з індивідуальним приводом робочих валків. Для прокатки використовували валки з шорсткою поверхнею. Прокатували фізичні моделі заготівок зі свинцю, які мали розміри поперечного перерізу 14 42 мм. Обтиск за пропуск склав 2,0 мм. Після пропуску фіксували різницю між шириною штаби зі сторони верхнього та нижнього вал 6 ків за допомогою відповідних вимірів штангенциркулем з використання формули: B bb bH де B - різниця між ширинами штаби зі сторони верхнього бета нижнього bH валків. Регулювання різноширинності штаби виконували відповідно до декількох варіантів впливу на швидкість прокатних валків. Контроль поперечного перерізу підкатів, які були отримані під час опитного випробування, здійснювали як візуальним доглядом, так і шляхом обміру темплетів. Результати прокатки підкатів приведені в таблиці. Таблиця Спосіб прокатки 1 Відомий Позамежний Пропонований Неузгодження швидBB костей обертання Відношення B H валків H / B для підкату 2 3 1,010 0,95 1,015 0,90 1,275 0,7 Наведений варіант цілком відповідає пропонованому інтервалові технологічних параметрів і забезпечить отримання технічного результату завдяки тому, що відхилення відношення BB в підBH Відношення BB для Приріст величини зсувBH ної деформації, y z ,% готового профілю 4 0,6 0,6 0,6 5 база +1,0- 1,5 +17,2-20,4 Крім того, відбувається збільшення інтенсивності зсувних деформацій y z на 17,2 - 20,4 %, що в свою чергу, призведе до зменшення зерна металу в підкаті зі сталі, і, як наслідок, підвищує рівень механічних властивостей. каті лише на 16,7 % більш ніж у готовому профілі. Комп’ютерна верстка Л.Литвиненко Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling spring
Автори англійськоюSmyrnov Yevhen Mykolaiovych, Yemchenko Andrii Viktorovych, Mitiev Anatolii Petrovych, Shum Valentyn Borysovych, Baikov Vitalii Yevhenovych, Baikov Yevhen Viktorovych, Perohiv Oleksandr Anatoliiovych
Назва патенту російськоюСпособ прокатки рессорной полосы
Автори російськоюСмирнов Евгений Николаевич, Емченко Андрей Викторович, Митьев Анатолий Петрович, Шум Валентин Борисович, Байков Виталий Евгеньевич, Байков Евгений Викторович, Перогив Александр Анатольевич
МПК / Мітки
МПК: B21B 1/00
Мітки: спосіб, прокатки, ресорної, штаби
Код посилання
<a href="https://ua.patents.su/3-57309-sposib-prokatki-resorno-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки ресорної штаби</a>
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Савенко Юрій Євдокимович, Левіна Валентина Іванівна, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21B 1/30
Мітки: спосіб, штаби, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: гарячої, прокатки, штаб, широкоштабовому, стані, спосіб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович
МПК: B21B 1/30
Мітки: гарячої, стан, прокатки, тонкої, спосіб, здійснення, штаби
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: натягу, клітями, спосіб, гарячої, прокатки, виміру, стана, двома, штаби
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Йєпсен Олаф Норман, Зудау Петер
МПК: B21B 37/68, B21B 37/58
Мітки: швидкістю, якої, прокатки, катаної, металевої, випуску, прокатній, поліпшення, спосіб, кінець, стан, виходить, штаби
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Попередній патент: Спосіб визначення індивідуального рівня психосоціальної значимості вегетативного соматоформного розладу
Наступний патент: Портативний гідропоршневий пристрій для спрямованого руйнування монолітних об’єктів
Випадковий патент: Високочастотна кмон інтегральна схема для генераторів з кварцовою стабілізацією частоти