Спосіб термічної обробки вагонних коліс
Номер патенту: 106798
Опубліковано: 10.10.2014
Автори: Бабаченко Олександр Іванович, Кузьмичов Вячеслав Михайлович, Книш Андрій Володимирович, Перков Олег Миколайович

Формула / Реферат
Спосіб термічної обробки вагонних коліс, що включає нагрів колеса до температури аустенітизації, термічне зміцнення обода, підстужування колеса і відпуск, який відрізняється тим, що підстужування кожного елемента колеса здійснюють водою до температури на 150-100 °C нижче температури відпуску, при цьому підстужують кожний елемент колеса окремим спреєрним пристроєм, в якому регулюють витрату води.
Текст
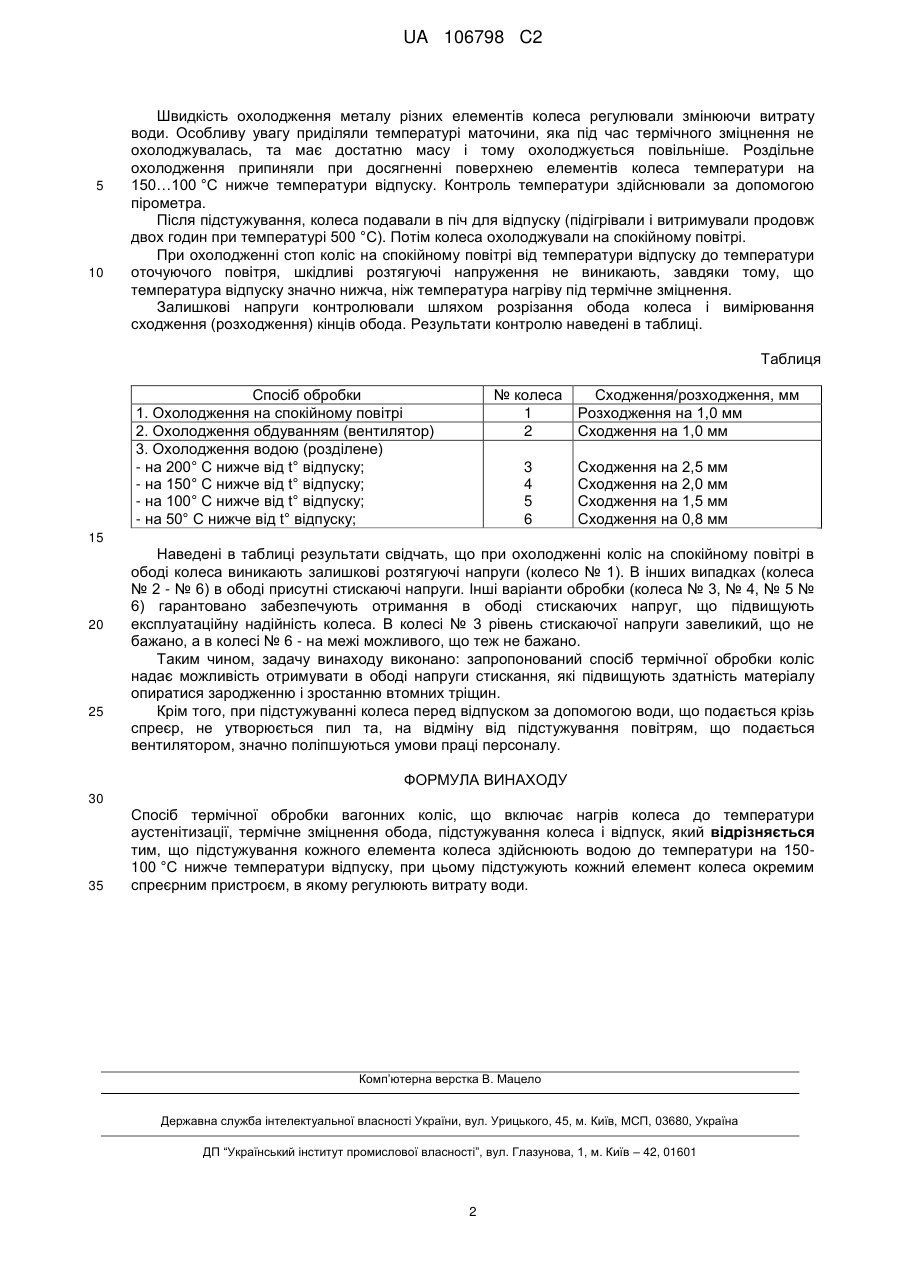
Реферат: Винахід належить до галузі чорної металургії. Спосіб термічної обробки вагонних коліс включає нагрів колеса до температури аустенітизації, термічне зміцнення обода, підстужування кожного з елементів колеса водою до температури на 150-100 °C нижче температури відпуску і відпуск, при цьому підстужують кожний елемент колеса окремим спреєрним пристроєм, в якому регулюють витрату води. Технічним результатом заявленого винаходу є виключення можливості появи в металі коліс залишкових розтягуючих напруг та зменшення кількості пилу у повітрі і рівня шуму на термічній ділянці цеху. UA 106798 C2 (12) UA 106798 C2 UA 106798 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі чорної металургії, зокрема до термічної обробки сталі, і може бути використаний при виготовленні суцільнокатаних залізничних коліс. Відомий спосіб термічної обробки суцільнокатаних вагонних коліс [1. ГОСТ 10791 "Колёса цельнокатаные". Технические условия. 2. Бибик Г.А., Иоффе A.M., Праздников А.В., Староселецкий М.И. Производство железнодорожных колёс, М, Металлургия, 1982, с. 168-170], в якому для забезпечення потрібного комплексу властивостей колеса піддають термічній обробці шляхом зміцнювання і відпуску. Підстужування перед відпуском виконують у спеціальному пристрої шляхом обдування повітрям. При цьому в результаті градієнта температур, що виникає при охолодженні різних за масою елементів колеса (маточини, обода, диска) з різною швидкістю, утворюються несприятливі залишкові розтягуючі напруги, які, складаючись з напругами експлуатації, можуть призвести до раптового руйнування колеса. Найбільш близьким за технічною суттю та результатом, що досягається, є відомий спосіб термічної обробки суцільнокатаних коліс [3. А.С. 1339148, СССР, МПК C21D9/34, опубл. 23.09.87], що включає нагрівання виробу до температури аустенітизації, охолодження і відпуск. Колесо нагрівають до температури аустенітизації, обід охолоджують водою. Маточина і диск після закінчення охолодження мають зависоку для відпуску температуру, тому перед відпуском необхідне подальше підстужування, яке виконують шляхом примусового обдування повітрям (за допомогою вентилятора). Робота вентилятора здійснює постійний неприємний шум, а також підіймає пил у повітря на термічній ділянці. При реалізації цього способу, охолодження елементів колеса відбувається з різною швидкістю, в металі колеса виникає градієнт температур, а це призводить до утворення залишкових розтягуючих напруг, які знижують надійність колеса в експлуатації, ведуть до зародження і росту втомних тріщин, що може призвести до раптового руйнування колеса. Задача запропонованого способу термічної обробки коліс полягає в підвищенні надійності коліс в експлуатації. Технічним результатом використання винаходу є виключення можливості появи в металі коліс залишкових розтягуючих напруг, за рахунок відсутності градієнта температур поміж елементами колеса при його охолодженні перед відпуском, а також поліпшення умов праці робітників на термічній ділянці цеху шляхом зменшення кількості пилу у повітрі і рівня шуму. Задача винаходу вирішується тим, що під час термічної обробки коліс здійснюють нагрів колеса до температури аустенітизації, термічне зміцнення обода, підстужування колеса і відпуск, причому підстужування кожного елемента колеса здійснюють водою до температури на 150-100 °C нижче температури відпуску, а кожний елемент колеса підстужують окремим спреєрним пристроєм, в якому регулюють витрату води. Суть способу полягає в тому, що після нагріву колеса до температури аустенітизації і термічного зміцнення обода, подальше підстужування елементів колеса (маточини, обода і диска) перед відпуском ведуть роздільно до досягнення поверхнею елементів температури на 150-100 °C нижче температури відпуску. Інтенсивність охолодження елементів регулюють, змінюючи витрати води, що подається спреєрними пристроями, що дозволяє завантажувати колеса в піч для відпуску з однаковою температурою всіх елементів: обода, диска, маточини. Такі умови підстужування виключають можливість утворення залишкових розтягуючих напружень, особливо у ободі і диску, що дуже негативно впливає на міцність колеса. Після підстужування колеса подають у піч для нагрівання та відпуску. Підстужування коліс більше ніж на 150 °C нижче за температуру відпуску недоцільне, тому що це збільшує тривалість технологічного процесу і витрати енергії на наступне нагрівання для відпуску. Підстужування елементів колеса до температур менше ніж на 100 °C нижче температури відпуску призведе до неповноцінного відпуску. Спосіб термічної обробки коліс здійснювали при виготовленні суцільнокатаних залізничних коліс у колесопрокатному цеху заводу ВАТ "Інтерпайп НТЗ". Після виплавки сталі зливки зі сталеливарного були надані до колесопрокатного цеху. Їх розрізали на заготовки згідно з призначенням майбутніх коліс. Заготовки нагріли до температури 1200-1250 °C і передали на колесопрокатну лінію. Виготовлені колеса, згідно з технологічною інструкцією, охолоджували на спокійному повітрі і обточували на станках до необхідних за сортаментом геометричних розмірів. Потім колеса були передані на дільницю термічної обробки, де здійснювали їх нагрів в печі до температури аустенітизації. Після чого проводили термічне зміцнення обода з допомогою спреєра при температурі води 23-28 °C. По закінченні зміцнення колеса складали у стопи по 6 штук і розміщували для підстужування в спеціальному пристрої, який має окремі спреєри, для роздільного охолодження водою маточини, диска і обода. 1 UA 106798 C2 5 10 Швидкість охолодження металу різних елементів колеса регулювали змінюючи витрату води. Особливу увагу приділяли температурі маточини, яка під час термічного зміцнення не охолоджувалась, та має достатню масу і тому охолоджується повільніше. Роздільне охолодження припиняли при досягненні поверхнею елементів колеса температури на 150…100 °C нижче температури відпуску. Контроль температури здійснювали за допомогою пірометра. Після підстужування, колеса подавали в піч для відпуску (підігрівали і витримували продовж двох годин при температурі 500 °C). Потім колеса охолоджували на спокійному повітрі. При охолодженні стоп коліс на спокійному повітрі від температури відпуску до температури оточуючого повітря, шкідливі розтягуючі напруження не виникають, завдяки тому, що температура відпуску значно нижча, ніж температура нагріву під термічне зміцнення. Залишкові напруги контролювали шляхом розрізання обода колеса і вимірювання сходження (розходження) кінців обода. Результати контролю наведені в таблиці. Таблиця Спосіб обробки 1. Охолодження на спокійному повітрі 2. Охолодження обдуванням (вентилятор) 3. Охолодження водою (розділене) - на 200° С нижче від t° відпуску; - на 150° С нижче від t° відпуску; - на 100° С нижче від t° відпуску; - на 50° С нижче від t° відпуску; № колеса 1 2 3 4 5 6 Сходження/розходження, мм Розходження на 1,0 мм Сходження на 1,0 мм Сходження на 2,5 мм Сходження на 2,0 мм Сходження на 1,5 мм Сходження на 0,8 мм 15 20 25 Наведені в таблиці результати свідчать, що при охолодженні коліс на спокійному повітрі в ободі колеса виникають залишкові розтягуючі напруги (колесо № 1). В інших випадках (колеса № 2 - № 6) в ободі присутні стискаючі напруги. Інші варіанти обробки (колеса № 3, № 4, № 5 № 6) гарантовано забезпечують отримання в ободі стискаючих напруг, що підвищують експлуатаційну надійність колеса. В колесі № 3 рівень стискаючої напруги завеликий, що не бажано, а в колесі № 6 - на межі можливого, що теж не бажано. Таким чином, задачу винаходу виконано: запропонований спосіб термічної обробки коліс надає можливість отримувати в ободі напруги стискання, які підвищують здатність матеріалу опиратися зародженню і зростанню втомних тріщин. Крім того, при підстужуванні колеса перед відпуском за допомогою води, що подається крізь спреєр, не утворюється пил та, на відміну від підстужування повітрям, що подається вентилятором, значно поліпшуються умови праці персоналу. ФОРМУЛА ВИНАХОДУ 30 35 Спосіб термічної обробки вагонних коліс, що включає нагрів колеса до температури аустенітизації, термічне зміцнення обода, підстужування колеса і відпуск, який відрізняється тим, що підстужування кожного елемента колеса здійснюють водою до температури на 150100 °C нижче температури відпуску, при цьому підстужують кожний елемент колеса окремим спреєрним пристроєм, в якому регулюють витрату води. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюBabachenko Oleksandr Ivanovych, Kuzmychov Viacheslav Mykhailovych, Perkov Oleh Mykolaiovych, Knysh Andrii Volodymyrovych
Автори російськоюБабаченко Александр Иванович, Кузьмичов Вячеслав Михайлович, Перков Олег Николаевич, Книш Андрей Владимирович
МПК / Мітки
Мітки: обробки, термічної, вагонних, коліс, спосіб
Код посилання
<a href="https://ua.patents.su/4-106798-sposib-termichno-obrobki-vagonnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки вагонних коліс</a>
Пристрій для термічної обробки коліс

Номер патенту: 59879
Опубліковано: 10.06.2011
Автор: Александров Борис Іванович
Мітки: термічної, обробки, пристрій, коліс
Формула / Реферат:
Пристрій для термічної обробки коліс, що містить електродвигун, варіатор, задню бабку, встановлені на станинах, гартівний бак з регулятором рівня води і спреєри, який відрізняється тим, що він має три спреєри, виконані у вигляді рядів сопел з кроком 10 мм уздовж ширини обода колеса і вихідним отвором 4 мм з подачею води під високим тиском, направленим по дотичній до кола колеса для видалення пароповітряної подушки, що утворюється, і...
Спосіб термічної обробки суцільнокатаних залізничних коліс
Номер патенту: 91788
Опубліковано: 25.08.2010
Автори: Кузьмичов Вячеслав Михайлович, Узлов Костянтин Іванович, Книш Андрій Володимирович, Узлов Іван Герасимович, Бабаченко Олександр Іванович
Мітки: обробки, залізничних, спосіб, суцільнокатаних, коліс, термічної
Формула / Реферат:
Спосіб термічної обробки суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітізації, термічне зміцнення ободу коліс шляхом вертикального переривчастого спрейєрного охолодження, підстужування коліс на спокійному повітрі і їх відпуск протягом 2 год. 20 хв. - 2 год. 40 хв., який відрізняється тим, що колеса нагрівають до температури аустенітізації 900-910 °С, спрейєрне охолодження ободу коліс виконують водою з...
Спосіб термічної обробки колісних центрів
Номер патенту: 92288
Опубліковано: 11.10.2010
Автори: Кузьмичов Вячеслав Михайлович, Перков Олег Миколайович
МПК: C21D 9/34
Мітки: обробки, термічної, колісних, центрів, спосіб
Формула / Реферат:
1. Спосіб термічної обробки колісних центрів, що включає їхнє нагрівання до температури аустенітизації, охолодження й відпуск, який відрізняється тим, що охолодження маточини, обода й диска колеса здійснюють роздільно з однаковою швидкістю до температури 350-400 °С, при цьому охолодження обода й диска здійснюють за допомогою обдування повітрям, а охолодження маточини виконують шляхом подачі охолоджувальної води в отвір маточини.2....
Спосіб термічної обробки сталевого інструмента
Номер патенту: 103962
Опубліковано: 10.12.2013
Автори: Тищенко Андрій Іванович, Сірош Віталій Олександрович, Гаврилюк Валентин Геннадійович
Мітки: термічної, інструмента, сталевого, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталевого інструмента, що включає нагрівання інструмента до температури аустенітизації, гартування, охолодження до кріогенних температур, витримування його при цих температурах, нагрівання до кімнатної температури, який відрізняється тим, що охолодження інструмента здійснюють до температури від -110 до -170 °C з подальшим витримуванням в часовому інтервалі від 1 до 48 годин, нагрівання до кімнатної температури...
Сталь бейнітна для суцільнокатаних залізничних коліс (варіанти) і спосіб термічної обробки суцільнокатаних залізничних коліс з бейнітної сталі
Номер патенту: 84987
Опубліковано: 10.12.2008
Автори: Єсаулов Геннадій Олександрович, Іськов Михайло Вікторович, Горб Євгеній Васильович, Беспалько Валентина Миколаївна, Губенко Світлана Іванівна, Узлов Іван Герасимович, Пройдак Юрій Сергійович, Сухомлин Георгій Дмитрович, Козловський Альфред Іванович, Чуприна Любов Володимирівна
МПК: C22C 38/24, C22C 38/50, B60B 17/00, B21H 1/00, C21D 9/34, C22C 38/04, C22C 38/22, C21D 1/78, C22C 38/18, C22C 38/08, C22C 38/00, C21D 1/18
Мітки: варіанти, бейнітна, термічної, сталі, сталь, залізничних, бейнітної, спосіб, суцільнокатаних, обробки, коліс
Формула / Реферат:
1. Сталь бейнітна для суцільнокатаних залізничних коліс, що містить вуглець, марганець, кремній, хром, нікель, алюміній, титан, залізо, яка відрізняється тим, що вона додатково містить молібден, ванадій при наступному співвідношенні компонентів, мас. %: C 0,12-0,129 Мn 1,02-1,5 Si 0,24-0,32 Сr 0,37-3,5 ...
Попередній патент: Пристрій для випробувань інвалідних колясок
Наступний патент: Пристрій для миття коренебульбоплодів
Випадковий патент: Спосіб лікування генералізованого пародонтиту