Спосіб виготовлення оправи оптичного елемента
Номер патенту: 13306
Опубліковано: 28.02.1997
Автори: Поліщук Дмитро Давидович, Бабиченко Владислав Михайлович

Текст
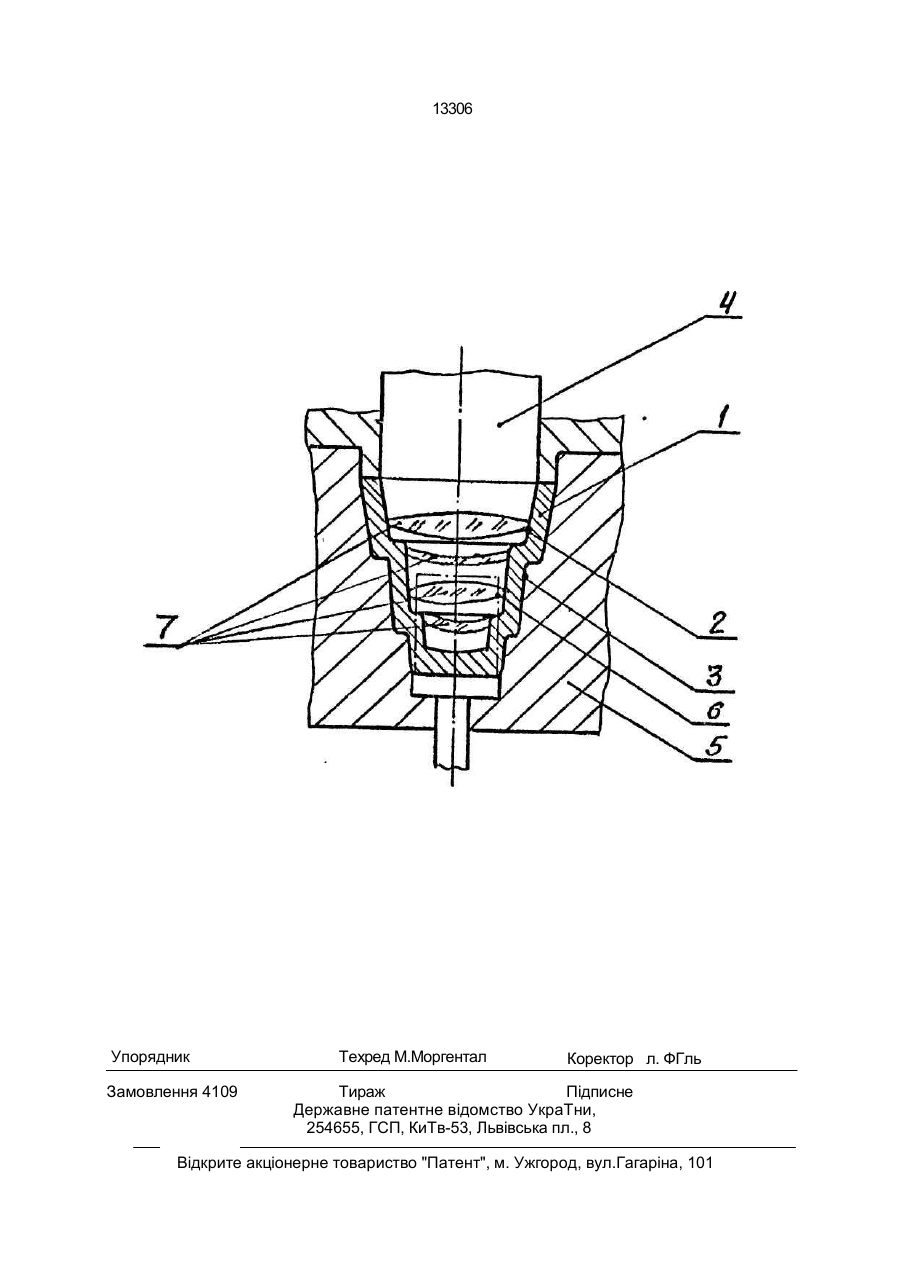
Способ изготовления оправы оптиче ского элемента, включающий формообразо Изобретение относится к оптике, в частности к технологии оптического приборостроения. Известен способ изготовления оптического элемента в оправе, принятый за прототип. Способ заключается в том, что оптические элементы устанавливают в пресс-форму, после чего производят заливку пластмассы под давлением, в едином рабочем процессе. Недостатком такого способа является подверженность оправы изменению геометрии и перераспределению внутренних напряжений с течением времени, а также, отчасти, под воздействием климатических и виброударных нагрузок, что непосредственно отрицательно сказывается на разрешаю щ ей сп о соб нос т и, в ч ас тн ост и, объективов. В основу изобретения поставлена задача создать способ изготовления оправы оптического элемента, позволяющий повысить геометрическую стабильность оправы вание оправы под давлением и последующую ее доработку, о т л и ч а ю щ и й с я тем, что оправу формируют из деформируемого алюминиевого сплава с условным пределом упругости не менее 245,3 м/мм при температуре 20-25°С со скоростью 3-2-10"1 с"1 и стабилизируют скорость на значении 2 *10*1 с* после окончания осадки при т.деф = =0,6-0,8 т.™, где т.деф - температура формирования заготовки, а т.Пл - температура плавления материала заготовки. С > оптического элемента во времени, обеспечить исключение поводок, связанных с перераспределением остаточных напряжений при механической доработке оправы, что, непосредственно приведет к повышению разрешающей способности и стабильности оптических характеристик оптического элемента в оправе. Поставленная задача достигается тем, что в способе изготовления оправы оптического элемента, включающем формирование оправы под давлением и последующую ее доработку, оправа выполнена из материала с градиентом внутренних напряжений -♦ lAUl -*0, оправу формируют из деформируемого алюминиевого сплава с условным пределом упругости не менее 245,3 м/мм 2 при температуре 20-25°С со скоростью 32*10"1с"1и стабилизируют скорость назначении 2 *10" 1 с"1 после окончания осадки при гдеф ' 0,6...0.8 Хшь где: гдеф - температу со со о о о 13306 pa формирования заготовки, a tnn - темперазаготовку устанавливали на дно грагвюры тура плавления материала заготовки матрицы и подвергали формообразованию со скоростями 3-2 *10"1 с"1, причем изменеЧто касается заявляемых скоростей, обеспечивающих динамическую рекристалние скорости производили плавно, стабилизируя скорость 2-10 с*1 на той стадии лизацию и последующее зернограничное формообразования, когда осадка (бочкообскольжение в заявленном интервале темперазование) закончена и начинается заполратур1 динамическая рекристаллизация ханение гравюры матрицы. Т.о., была рактеризуется отсутствием текстуры, ее обеспечена динамическая рекристаллизаналичие может быть установлено металлоf рафическим путем. Эффект зерногранично- 10 ция и последующее зернограничное скольго скольжения наблюдается при величине жение, что позволило практически исключить внутренние напряжения в опразерна не более 15 мкм. Т.о., скорости уставе и за счет этого обеспечить повышение навливаются для каждой марки материалазаготовки методом подбора. разрешающей способности и стабильности 15 оптических характеристик оптического элеИзобретение поясняется чертежом, на мента в оправе (например, объективов). котором показана опраоа оптического элемента и формообразующий инструмент для Заявляемое техническое решение поее изготовления; оптический элемент. зволит получить новое первичное свойство Оправа оптического комплекса 1 содер- 20 - равномерно-напряженное состояние по всему объему оправы (отсутствие зон конжит внутреннюю поверхность 2, формируецентрации напряжений), причем напряжемую пуансоном 4, и наружную поверхность ния сведены до минимума (практически, до 3, формируемую матрицей 5. Оправа форминуля). В связи с этим исключаются поводки руется из заготовки 6. Оптический элемент / 25 при механической доработке (отсутствуют остаточные внутренние напряжения, котоПри смыкании пуансона 4 и матрицы 5 рые могли бы перераспределяться), а также материал заготовки б заполняет гравюру исключается изменение геометрии с течематрицы и копирует контур пуансона. Спонием времени. Реализация заявляемого соб реализован следующим образом Заготовку из материала Д16Т получали из 30 способа особенно актуальна при применении тонкой оптики. прутка. Заготовку нагревали в печи до t° = 460 ±10°С по всему объему. После этого 13306 Упорядник Замовлення 4109 Техред М.Моргентал Коректор л. ФГль Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for optical element barrel
Автори англійськоюBabichenko Vladyslav Mykhailovych, Polischuk Dmytro Davydovych
Назва патенту російськоюСпособ изготовления оправы оптического элемента
Автори російськоюБабиченко Владислав Михайлович, Полищук Дмитрий Давидович
МПК / Мітки
МПК: G02B 7/00
Мітки: оправи, оптичного, елемента, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-13306-sposib-vigotovlennya-opravi-optichnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оправи оптичного елемента</a>
Спосіб виготовлення складеної попередньонапруженої конструкції
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: складеної, конструкції, спосіб, попередньонапруженої, виготовлення
Формула / Реферат:
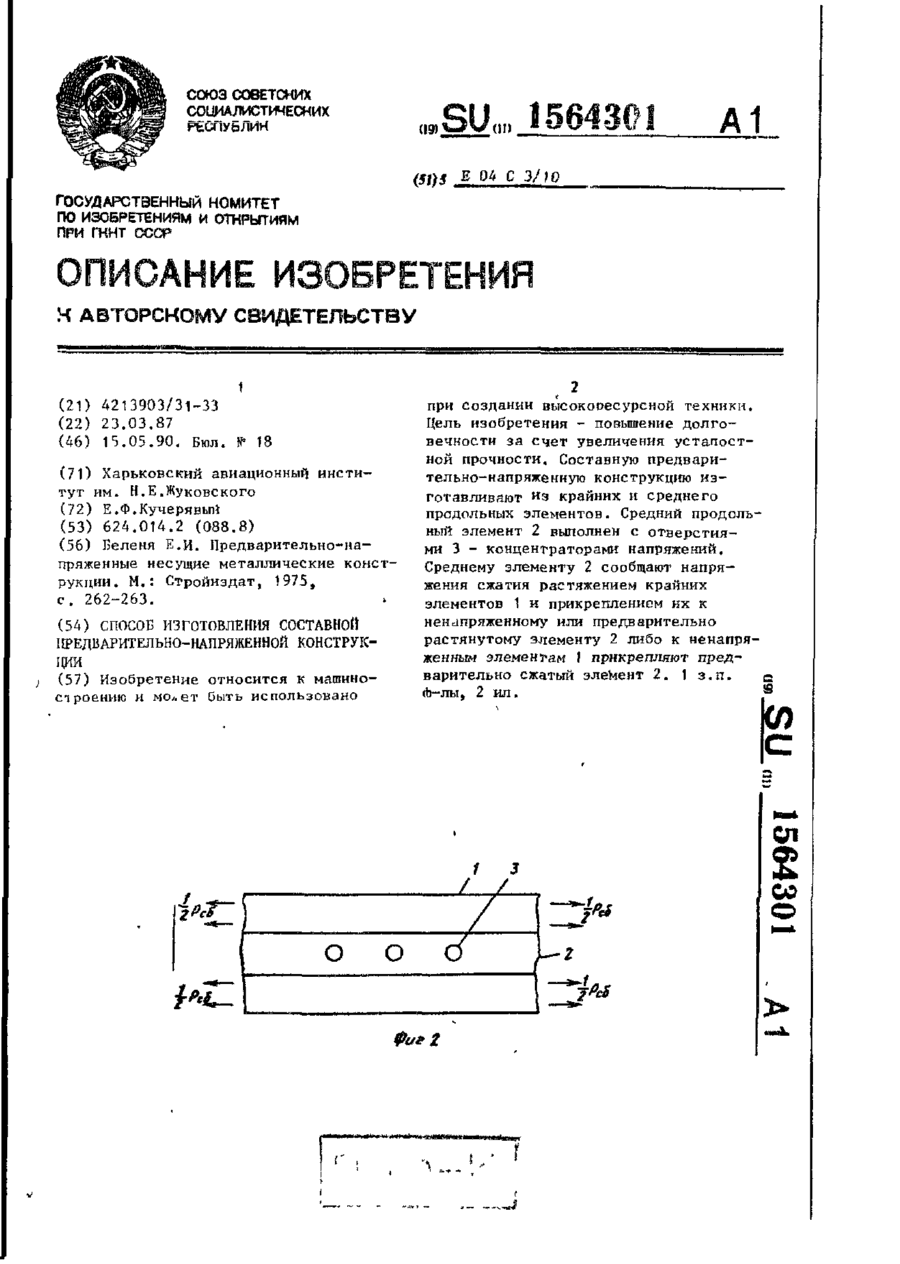
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Дудекевич Олександра Всеволодівна, Кисіль Лідія Володимирівна, Яворів Ігор Богданович, Калашник Ліна Дмитрівна, Левін Євген Михайлович
МПК: H05B 3/22
Мітки: спосіб, нагрівального, елемента, виготовлення
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Спосіб отримання матеріалу для дренажу мембранного елемента
Номер патенту: 377
Опубліковано: 30.04.1993
Автори: Січкарук Галина Володимирівна, Солодихін Микола Іванович, Глубіш Петро Андрійович, Михайлов Валерій Петрович
МПК: B01D 61/00
Мітки: елемента, спосіб, отримання, мембранного, матеріалу, дренажу
Формула / Реферат:
1. Способ получения материала для дренажа мембранного элемента путем пропитки текстильного материала из полиэтилентерефталевых нитей составом на основе термореактивной смолы, катализатора отверждения и воды с последующей сушкой и термообработкой под натяжением, отличающийся тем, что, с целью повышения гидравлической проницаемости материала для дренажа и повышения его производительности, пропитку осуществляют составом, содержащим в качестве...
Спосіб виготовлення сегнетокерамичної мішені
Номер патенту: 12068
Опубліковано: 25.12.1996
Автор: Левченко Георгій Тимофійович
МПК: C23C 14/36
Мітки: мішені, спосіб, сегнетокерамичної, виготовлення
Формула / Реферат:
Способ изготовления сегнетокерамической мишени, включающий формовку заготовки, ее обжиг, измельчение, повторные операции формовки и обжига и обработку заготовки током разряда в вакууме, отличающийся тем, что, с целью повышения производительности процесса, обработку заготовки током разряда в вакууме проводят при давлении не более 6,65•10-1 Па.
Спосіб виготовлення попередньо напруженого двотаврового елементу
Номер патенту: 3106
Опубліковано: 26.12.1994
Автор: Чайка Борис Степанович
МПК: E04C 3/04
Мітки: напруженого, спосіб, попередньо, виготовлення, елементу, двотаврового
Формула / Реферат:
1. Способ изготовления предварительно напряженного двутаврового элемента, включающий предварительное напряжение двух стержней таврового сечения, объединение их стыковым сварным швом по линии контакта стенок и снятие нагрузки предварительного напряжения, отличающийся тем, что, с целью снижения материалоемкости элемента и расширения егo функциональных возможностей, стержни таврового сечения используют с криволинейными вогнутыми...
Попередній патент: Спосіб бездеградаційного експрес-визначення азоту в листках злаків
Наступний патент: Кільцевий клапан
Випадковий патент: Спосіб діагностики гострого одонтогенного остеомієліту нижньої щелепи