Спосіб виробництва заготівок із поширених у донній частині зливків
Формула / Реферат
Способ производства заготовок из уширенных в донной части слитков, включающий последовательные обжатия в двух взаимоперпендикулярных направлениях на обжимном стане, обрезку переднего и заднего концов блюма, прокатку на непрерывно-заготовочном и сортовом станах, отличающийся тем, что прокатку слитков на блюминге начинают с уширенной части, обрезку заднего конца блюма с головной частью производят по месту, начиная с которого отсутствует концевой накат, затем блюм деформируют до получения готового сортового проката в известных системах калибров, причем не менее двух раз в системах, в которых один из калибров является пластовым или гладкой бочкой, при этом в пластовых калибрах получают прямоугольное или близкое к прямоугольному сечение со стрелой прогиба по описанному прямоугольнику не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, а закругления прямоугольника по углам не превышающие 0,4 его размера по меньшей оси, с частной или суммарной относительной деформацией до изменения ее направления не менее 0,25.
Текст
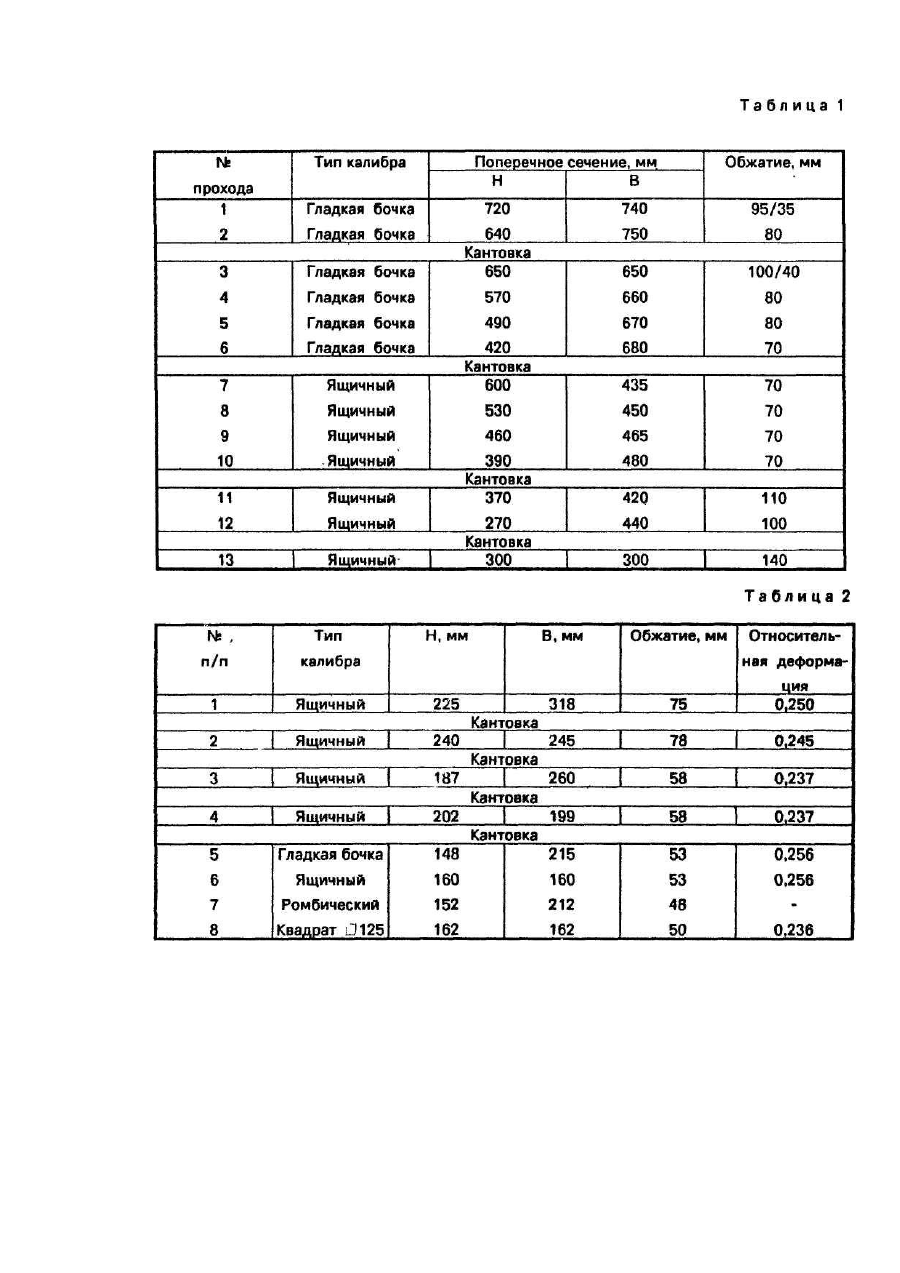
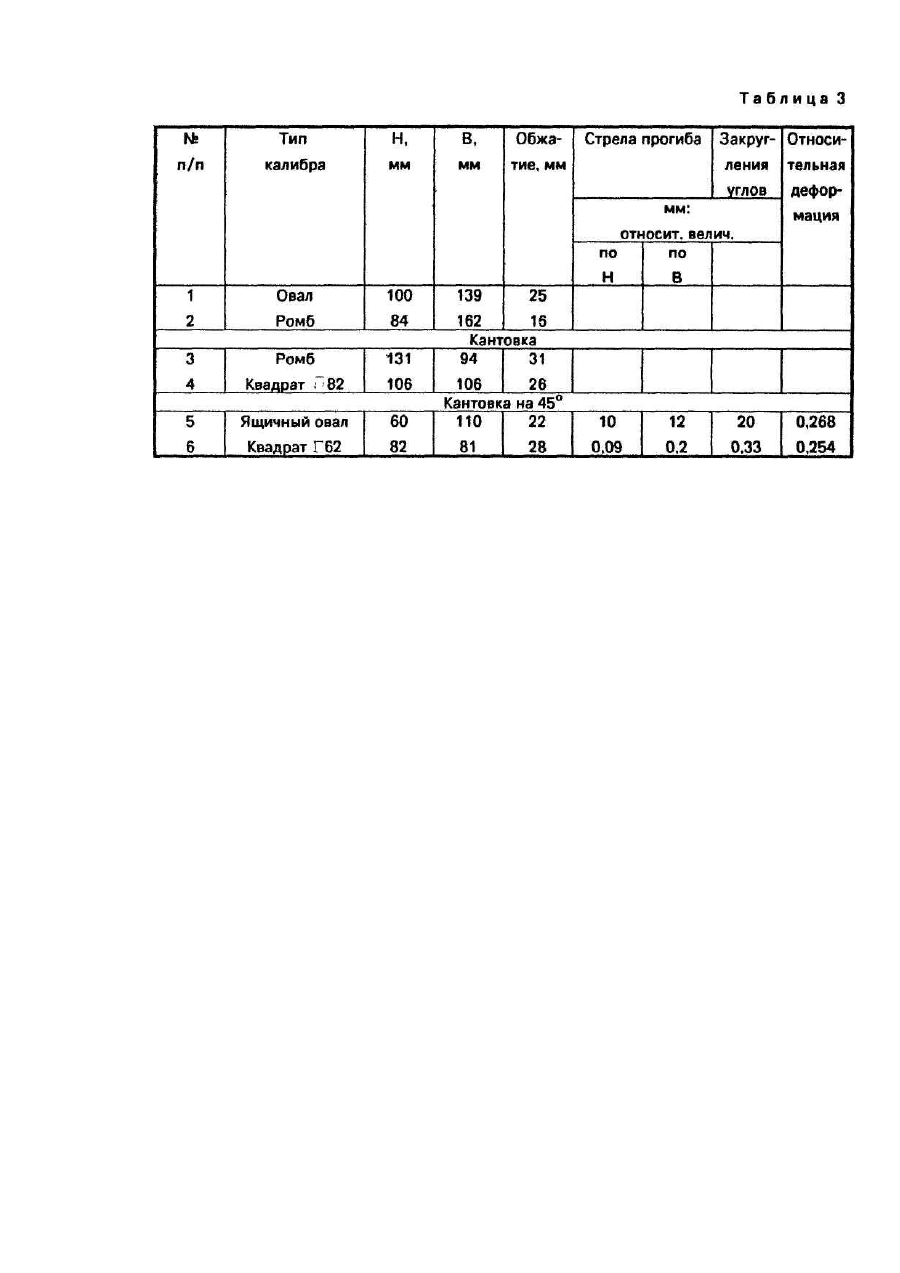
Изобретение относится к прокатному производству и может быть использовано при производстве заготовок и сортового проката из уширенных в донной части слитков. Известен способ прокатки слитков пирамидальной формы, в котором обжатия слитка и кантовки производят последовательно, начиная с уширенной части слитка, с различной величиной обжатий по проходам. Величина обжатий в начальных проходах максимальная, определяемая по условиям захвата и уменьшенная. При этом осуществляют чередование величины обжатий до достижения раскатом толщины, равной 0,7...0,6 исходной толщины слитка. В нечетных проходах прокатку ведут с максимальным обжатием, а в четных - с обжатием равным 0,6...0,65 от максимального (авт.св. СССР, №1713694, кл. В 21 В 1/02, 1990). При данной схеме прокатки происходит увеличенное образование концевого наката из-за чередования больших и малых обжатий, так как после малых обжатий происходит преимущественно удлинение приконтактных слоев, что выражается в удлинении концов, а при последующем большом обжатии происходит подгиб удлиненного конца, что приводит к увеличению концевого наката и, как следствие, к уменьшению выхода годного. Наиболее близким к предлагаемому способа является способ прокатки слитков, уширенных в донной части, включающий прокатку слитков на блюминге в двух взаимоперпендикулярных направлениях, обрезку переднего и заднего концов блюмов на величину: головная часть 5-7%, донная часть 3%, прокатку на непрерывно-заготовочном стане (НЗС) и на сортовом стане. При этом прокатка от блюма до сортового проката может осуществляться с одного нагрева, или же блюмы могут охлаждаться, а затем нагреваться для прокатки на НЗС, в свою очередь заготовки так же могут охлаждаться после прокатки на НЗС и нагреваться для прокатки на сортовом стане (Шефтель И.И. Технология производства проката. М., "Металлургия", 1976, с. 43-75). К недостаткам данного способа относится то, что при прокатке слитков, уширенных в донной части, головной частью вперед увеличивается обрезь на блюме из-за того, при последующей прокатке на НЗС часть блюма с остатками усадочной рыхлости из-за наличия разрывающих усилий в зоне очага деформации валками расслаивается, что вынуждает полностью удалять в блюме остатки усадочной рыхлости. Помимо этого в применяемых системах калибров не осуществляется равномерная деформация на уровне заготовки и/или сортового проката, что не позволяет получать микроструктуру, обеспечивающую высокие пластические свойства металла с остатками усадочной рыхлости. Наличие усадочной рыхлости является браковочным признаком для заготовок и сортового проката, полученного по указанному способу. В основу изобретения поставлена задача усовершенствования способа производства заготовок их уширенных в донной части слитков в котором за счет прокатки слитков уширенной донной частью вперед, обрезки только концевого наката и применения пластической деформации над определенными формами поперечного сечения проката, меняющей механизм полиморфных превращений при последующем охлаждении, что позволяет повысить пластические свойства металла по всей длине заготовки и/или сортового проката несмотря на наличие усадочной рыхлости, и тем самым повысить выход годного металла. Поставленная задача решается тем, что в способе производства заготовок из уширенных в донной части слитков, включающем последовательные обжатия в двух взаимоперпендикулярных направлениях на обжимном стане, обрезку переднего и заднего концов блюма, прокатку на непрерывно-заготовочном и сортовом станах дополнительно прокатку слитков начинают с уширенной части, обрезку заднего конца блюма с головной частью производят по месту, начиная с которого отсутствует концевой накат, затем блюм деформируют до получения готового сортового проката в известных системах калибров, причем не менее двух раз в системах, в которых один из калибров является пластовым или гладкой бочкой, при этом в пластовых калибрах получают прямоугольное или близкое к прямоугольному сечение со стрелой прогиба по описанному прямоугольнику не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, а закругления прямоугольника по углам не превышающие 0,4 его размера по меньшей оси, с частной или суммарной относительной деформацией до изменения ее направления не менее 0,25. Прокатку слитков на блюминге начинают с уширенной донной части до получения блюма, для того, чтобы головная часть с усадочной рыхлостью оказалась в хвостовой части заготовки при прокатке ее на НЗС и сортовом стане. Это необходимо для того, чтобы не было расслоения металла на переднем конце заготовки из-за наличия разрывающих усилий в рычаге деформации. Расслоение металла на переднем конце заготовки приводит к аварийным ситуациям на стане и невозможностью дальнейшей прокатки. Обрезку заднего конца блюма с головной частью производят по месту, начиная с которого отсутствует концевой накат. Это определяется необходимостью удаления концевого наката в связи с тем, что концевой накат при дальнейшей прокатке ведет себя неопределенным образом (непрогнозируемое формообразование), что приводит к аварийным ситуациям на стане. Если обрезать задний конец блюма на большую величину, как это делается по существующим способам, то часть металла, из которого может быть получен готовый сортовой прокат по предлагаемому нами способу, уйдет в обрезь. В предлагаемом способе за счет создания определенной величины равномерной составляющей деформации по сечению и числа раз ее применения при температурах прокатки удается повлиять на микроструктуру металла таким образом, что в нем наблюдается повышение пластических свойств. Полученная по данному способу микроструктура металла характеризуется мелким зерном, что позволяет получать металл, формируемый из головной части блюма с усадочной рыхлостью, с механическими свойствами, удовлетворяющими требованиям стандартов. Получение в пластовых калибрах прямоугольного или близкого к нему сечения приводит к наличию равномерной составляющей деформации по сечению, что при последующей задаче в калибр этого сечения также приведет к появлению равномерной составляющей деформации, При этом микроструктура претерпевает превращения, которые накапливаясь после двухкратного использования будут приводить к изменению микроструктуры. Если суммарная или частичная деформация до изменения ее направления будет не менее 0,25, то в сочетании с не менее чем двухразовой деформацией в системах калибров это приводит к получению микроструктуры обеспечивающей высокие пластические свойства. Если сечение близкое к прямоугольнику выполняется со стрелой прогиба по описанному прямоугольнику не более 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, при этом прогиб может быть вогнутым, выпуклым или выпукловогнутым, а закругления прямоугольника по углам не превышает 0,4 его размера по меньшей оси, то при деформации суммарной или частной до изменения ее направления не менее 0,25 в сочетании с не менее чем двухразовой деформацией в системах калибров это приводит к получению микроструктуры обеспечивающей высокие пластические свойства. Для получения эффекта в микроструктуре оказывается не важным идет ли деформация непрерывно в указанных системах калибров или их комбинаций, осуществляется ли ступенчато или по технологической цепи часть проходов по предлагаемому способу осуществляют с одного нагрева. Способ осуществляется следующим образом. Слиток полуспокойной или кипящей стали отличий в уширенные к низу изложницы, прокатывают на блюминге донной частью вперед. Обжатия ведут в двух взаимноперпендикулярных направлениях. В результате прокатки получают блюм, который передается на ножницы. Блюм обрезается с переднего и заднего концов. На заднем конце блюма с головной частью обрезку производят по месту, начиная с которого отсутствует концевой накат. При этом в блюме остается головная часть с усадочной рыхлостью. На переднем конце обрезку блюма производят по установленным технологическим нормам. Затем блоком передают на НЗС, где получают сортовую заготовку, разрезаемую на летучих ножницах на мерные длины, которые передаются для прокатки на сортовом стане. При этом во время прокатки на НЗС и/или сортовом стане используют не менее двух раз системы калибров, один из которых является пластовым или гладкой бочкой. При этом в пластовых калибрах получают прямоугольное или близкое к прямоугольному сечение со стрелой прогиба по описанному прямоугольнику не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника. Закругления прямоугольника по углам не превышают 0,4 его размера по меньшей оси. Прокатку ведут с частной или суммарной относительной деформацией до изменения ее направления не менее 0,25. В результате в сортовом прокате, полученном из заготовок, имевших усадочную рыхлость, получают мелкозернистую структуру (при принятых режимах охлаждения) и свойства, соответствующие стандартам. В результате увеличивается выход годного металла на 2-5%. Пример конкретного выполнения. Слиток из стали марки 35ГСм, отлитый в уширенные к низу изложницы, имеющий размеры (815х735/755хб75)х2100мм прокатывают на блюминге за тринадцать проходов при этом задают в первом проходе в валки донной частью вперед. При этом использовался режим обжатий, представленный в табл.1. После прокатки на обжимном стане блюм размерами 300x300 длиной 13 метров направляется на 1000 тонные ножницы, где от переднего конца обрезается 300 мм, что составляет 0,023 от длины блюма, а задний конец обрезается на величину, где заканчивается концевой накат, равную 150 мм, что составляет 0,012 от длины блюма. При существующей технологии обрезают не менее 550 мм, что составляет примерно 4,2%. Далее блюм передается на НЗС 730/500, где из него прокатывают заготовку 062. При этом используются режим обжатий представленный в таблицах 2, 3. После прокатки и порезки на летучих ножницах заготовки укладывают в штабели и охлаждают в естественных условиях на воздухе. Скорость охлаждения составляет 3-4°С/мин. Полученные заготовки подвергают осмотру, огневой зачистке и направляют для дальнейшего передела на проволочный стан 250. Здесь за 15 проходов получают арматурный периодический профиль №8. Температура прокатки - 1110°С, после 11 клети - 990°С, температура конца прокатки - 1030°С из-за саморазогрева раската при дальнейшей деформации. При том в 1 и 2 клети с обжатиями по 17мм (суммарное »55%) с описанными размерами НхВ - 26x80мм с вогнутостью по большей стороне равной 1,0мм (0,04Н) и с выпуклостью и фасками по меньшей стороне равными 10мм (0,125). Данное сечение кантуется и задается в квадратный калибр клети №3 с размерами по вершинам Η = 53 мм. После деформации в данной клети (обжатие 0,348) получают 38 мм, который после прокатывают по существующим калибрам до №8. Температура конца прокатки - 1050°С. Катанку после чистовой клети охлаждают до температуры 620-650°С за 1-1,5 с и после смотки в бунт, по пластинчатому транспортеру передают на увязку и далее на крюковой конвейер холодильника. Здесь за 2-3 часа происходит окончательное охлаждение бунта до температуры окружающего воздуха. После охлаждения в периодическом профиле №8 в заготовках, полученных из головной части блюма с усадочной рыхлостью получают механические свойства удовлетворяющие ГОСТ 5781-82 для арматурной стали класса AIII sв= 75-80 кг/мм2, sI - 57-62 км/мм2, d 5 - 18,5-23% (по ГОСТ 5781-82 sв ³ 60 кг/мм2, sв ³ 40 кг/мм2, d 5 >14%). При существующей технологии получения заготовок на НЗС исходный слиток массой 8 тонн перекатывают в блюм сечением 300x300мм длиной »13 м, который затем обрезаю на 1000 тонных ножницах на заднем конце на величину не менее 550 мм, что составляет »4,2% от массы слитка. Масса одного погонного метра блюма сечением 300x300мм »700 кг. По предлагаемой технологии уменьшается головная обрезь на величину не менее 400 мм, что составляет 280 кг на одном слитке или 35 кг/т.
ДивитисяДодаткова інформація
Автори англійськоюHorbenko Valerii Dmytrovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Necheporenko Volodymyr Andriiovych, Spiniakov Viktor Kostiantynovych, Horbenko Valerii Dmytrovych, Spiniakov Viktor Kostiantynovych, Polunovskyi Isaak Yevsiiovych, Teriaiev Oleksandr Mytrofanovych, Mischenko Kateryna Volodymyrivna, Tolpa Anatolii Andriovych, Chupakhin Volodymyr Volodymyrovych
Автори російськоюТолпа Анатолий Андреевич, Горбенко Валерий Дмитриевич, Нечепоренко Владимир Андреевич, Спиняков Виктор Константинович, Горбенко Валерий Дмитриевич, Полуновский Исаак Евсеевич, Спиняков Виктор Константинович, Теряев Александр Митрофанович, Мищенко Екатерина Владимировна, Толпа Анатолий Андреевич, Чупахин Владимир Владимирович
МПК / Мітки
МПК: B04B 1/00
Мітки: виробництва, частини, поширених, донний, спосіб, заготівок, зливків
Код посилання
<a href="https://ua.patents.su/4-17890-sposib-virobnictva-zagotivok-iz-poshirenikh-u-donnijj-chastini-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заготівок із поширених у донній частині зливків</a>
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Бойко Владімір Фйодоровіч, Воронцов Вячєслав Константіновіч, Пєрчєнко Андрєй Александровіч, Брінза Вячєслав Владіміровіч
МПК: B21B 1/00
Мітки: спосіб, прокатки, заготівок, зливків
Формула / Реферат:
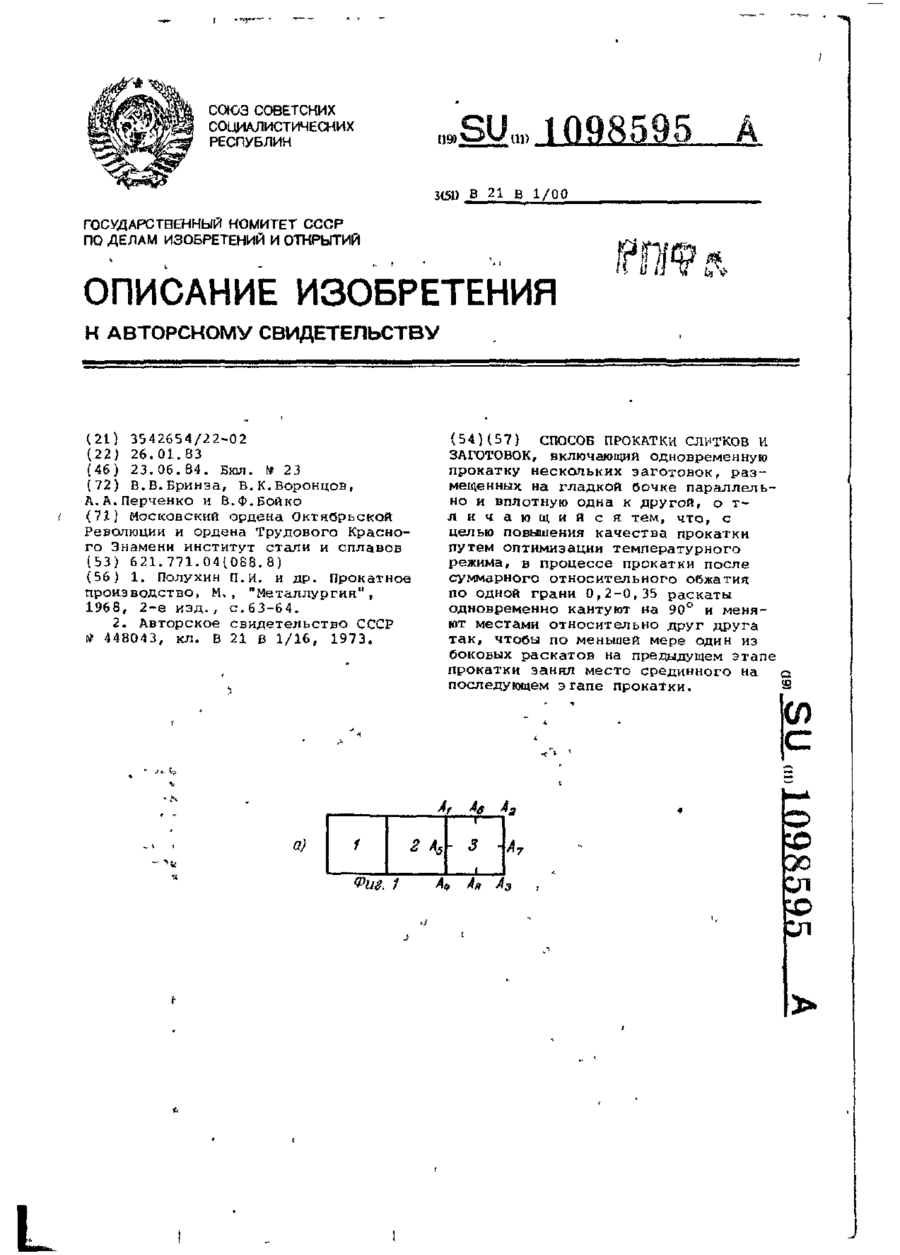
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Проценко Юрій Юрійович, Локтіонов Петро Якович, Тарасов Віктор Іванович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Луценко Віктор Олександрович
МПК: B21B 1/02
Мітки: заготівок, виготовлення, спосіб
Формула / Реферат:
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Грєкін Роман Наумович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Овсій Едуард Вікторович
МПК: B21B 1/02
Мітки: спосіб, виробництва, прокатних, заготівок
Формула / Реферат:
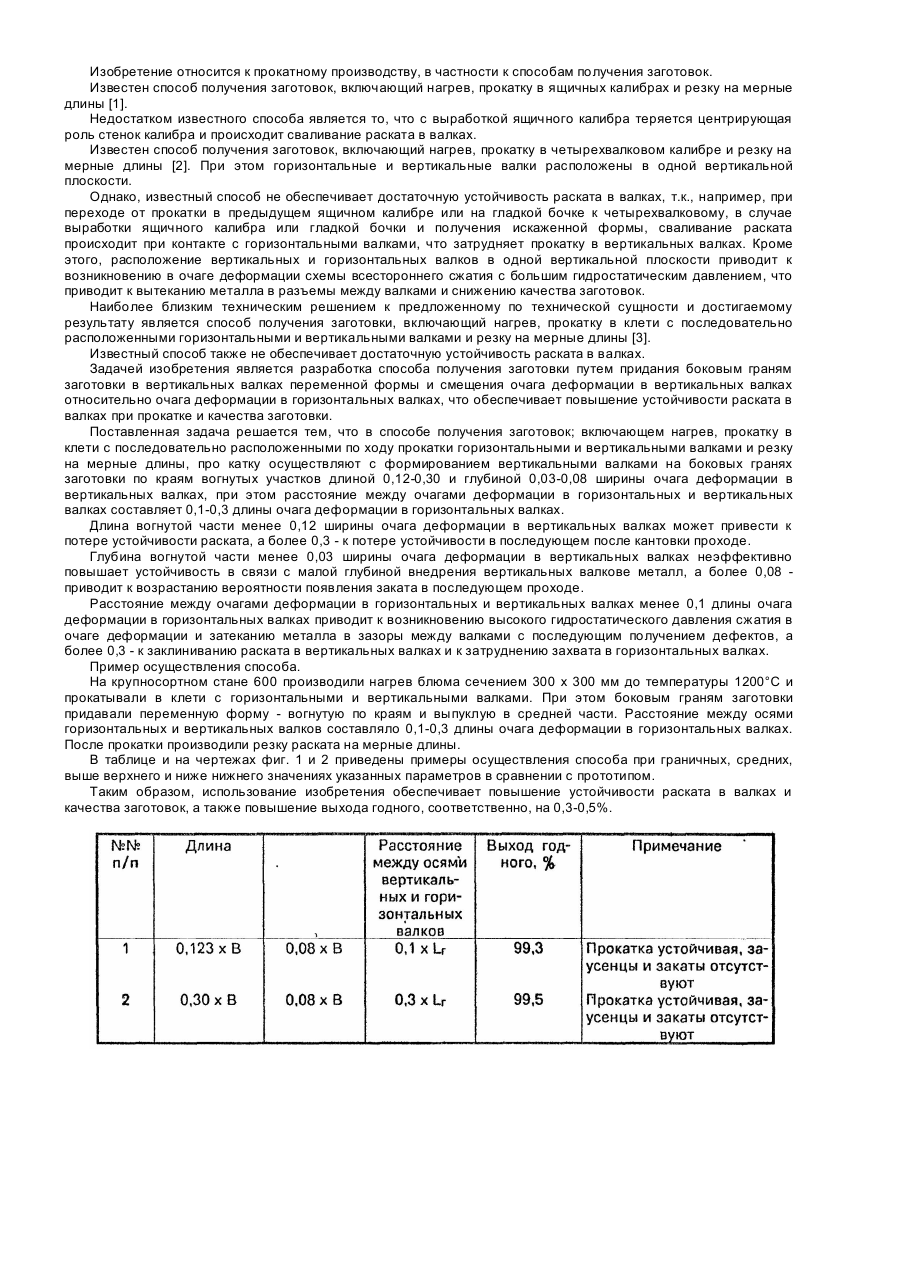
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Чєрнєнко Анатолій Ніколаєвіч, Голотіна Галіна Єгоровна, Брінза Вячєслав Владіміровіч, Рибкін Ніколай Владіміровіч, Полухін Владімір Пєтровіч, Бойко Владімір Фйодоровіч
МПК: B21B 1/02
Мітки: реверсивної, зливків, сталей, прокатки, пластичністю, обмеженою, сплавів, спосіб
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб виробництва заготівок
Номер патенту: 7889
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Крикунов Борис Петрович, Шульгін Григорій Митрофанович, Лістопад Володимір Іванович, Следнев Володимір Петрович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготівок, виробництва, спосіб
Формула / Реферат:
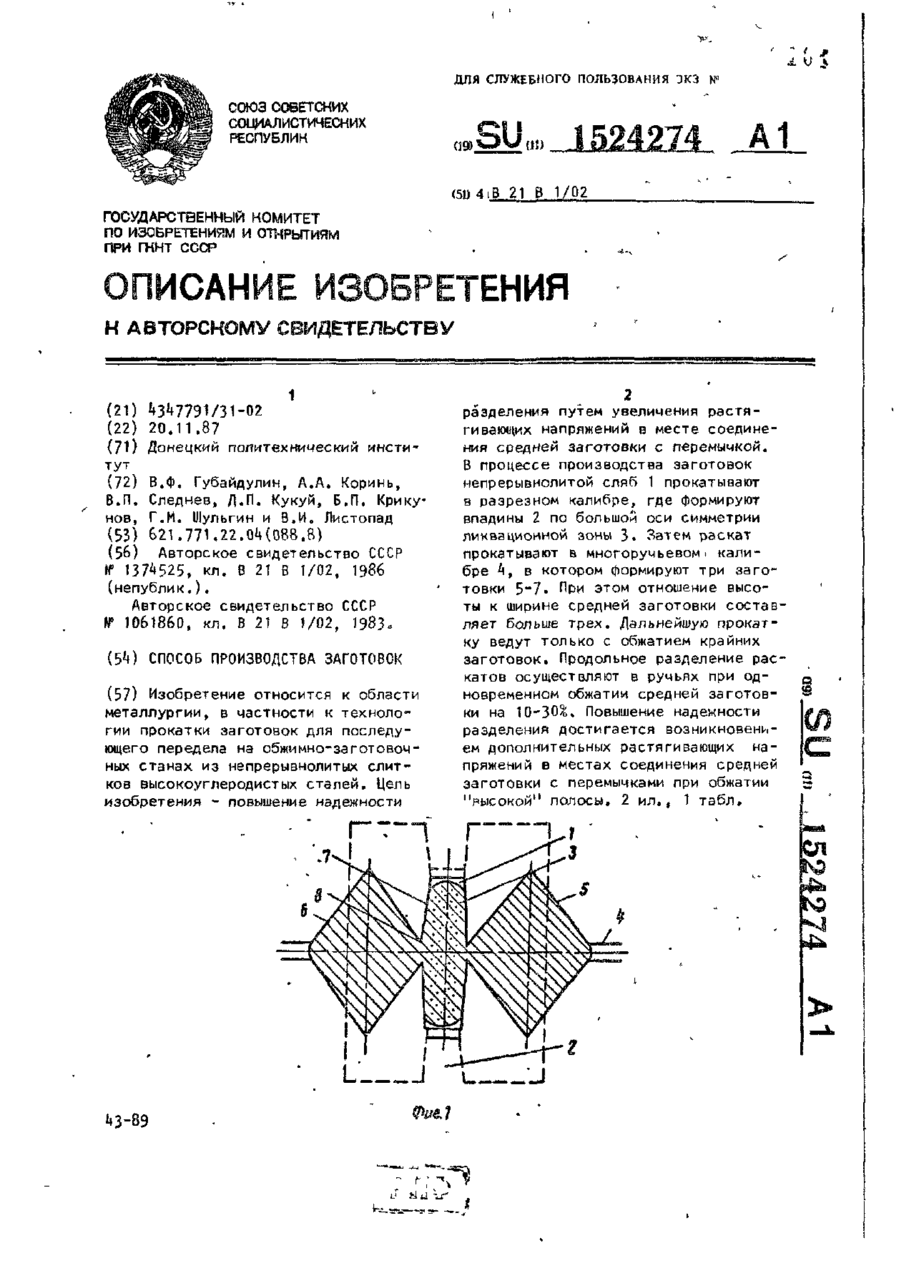
Способ производства заготовок, включающий непрерывную отливку слябов с соотношением сторон 1,5-2,2, деформацию слябов в разрезном калибре с формированием впадин по большей оси симметрии ликвационной зоны, формирование в многоручьевых калибрах трех соединенных перемычками по ширине заготовок с одновременным сосредоточением ликвационной зоны в средней заготовке при обжатии только в крайних ручьях в последующее продольное разделение заготовок...
Попередній патент: Спосіб відновлення прохідності слізно-носового каналу
Наступний патент: Пристрій для очищення, транспортування та сортування коренебульбоплодів
Випадковий патент: Спосіб визначення ступеня свіжості конини