Паста для товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат

Формула / Реферат
Паста для товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат, що містить суміш дрібнодисперсного порошку срібла, дрібнодисперсного порошку платини, дрібнодисперсного порошку безсвинцевого скла із вмістом окису бору і окису цинку, органічну зв'язку із вмістом терпінеолу, етилцелюлози і води, яка відрізняється тим, що вона додатково містить дрібнодисперсний порошок вісмутборосилікатного скла при наступному співвідношенні компонентів, мас. %:
дрібнодисперсний порошок срібла
54-78
дрібнодисперсний порошок платини
4-9
дрібнодисперсний порошок безсвинцевого скла
2-7
дрібнодисперсний порошок вісмутборосилікатного скла
1-5
органічна зв'язка
15-25,
при цьому дрібнодисперсний порошок безсвинцевого скла містить окис бору, окис цинку, окис кадмію і окис міді при наступному співвідношенні компонентів, мас. %:
окис бору
25-40
окис цинку
18-38
окис кадмію
25-40
окис міді
2-12,
а дрібнодисперсний порошок вісмутборосилікатного скла містить окис бору, двоокис кремнію, окис вісмуту, окис алюмінію, окис кальцію і окис свинцю при наступному співвідношенні всіх компонентів, мас. %:
окис бору
1-4
двоокис кремнію
7-15
окис вісмуту
58-83
окис алюмінію
1-4
окис кальцію
1-4
окис свинцю
7-15.
Текст
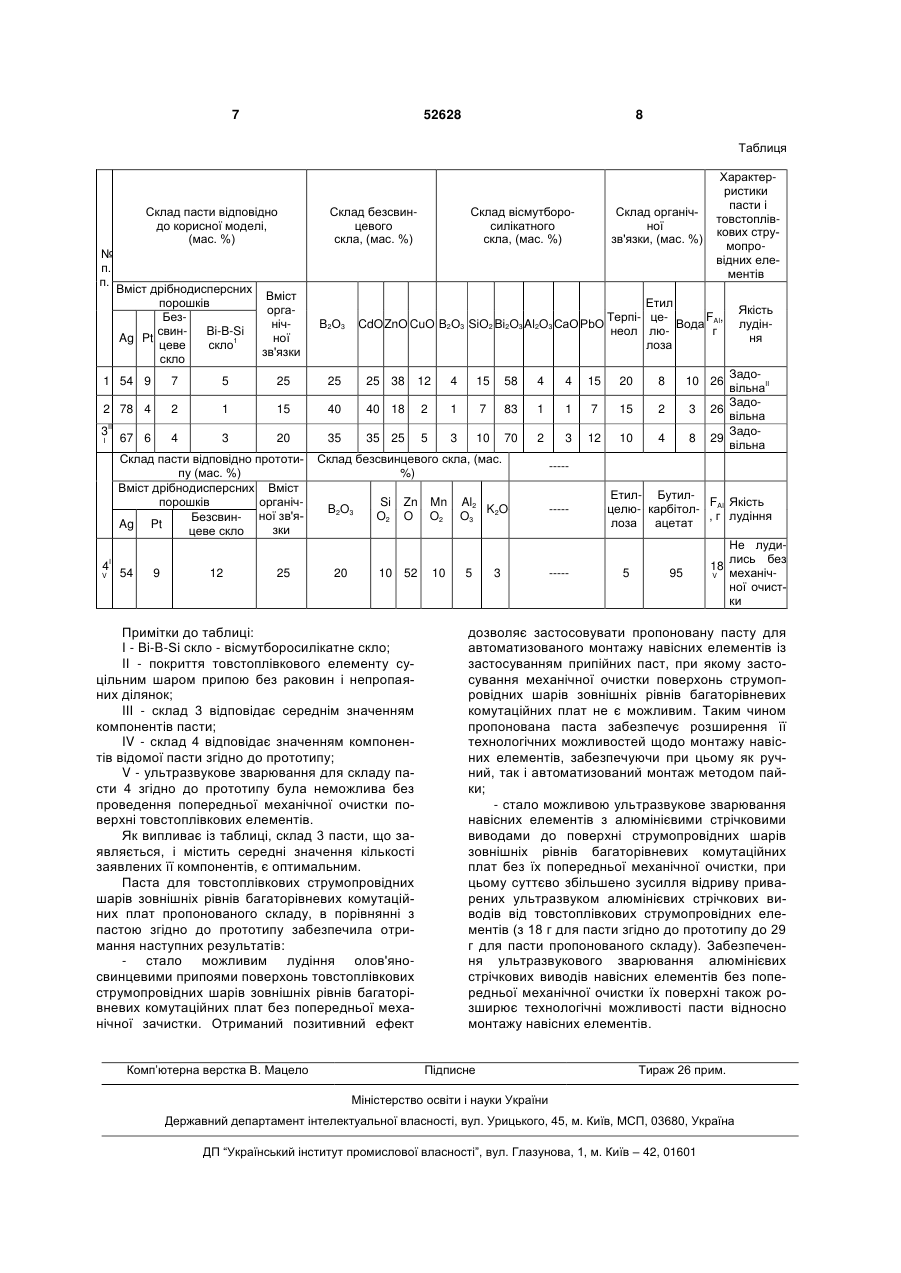
Паста для товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат, що містить суміш дрібнодисперсного порошку срібла, дрібнодисперсного порошку платини, дрібнодисперсного порошку безсвинцевого скла із вмістом окису бору і окису цинку, органічну зв'язку із вмістом терпінеолу, етилцелюлози і води, яка відрізняється тим, що вона додатково містить дрібнодисперсний порошок вісмутборосилікатного скла при наступному співвідношенні компонентів, мас. %: дрібнодисперсний порошок срібла 54-78 дрібнодисперсний порошок платини 4-9 дрібнодисперсний порошок безсвинцевого скла 2-7 дрібнодисперсний порошок вісмутборо1-5 U 2 (19) 1 3 52628 4 карбітолацетату, причому тверда складова пасти свинцю при наступному співвідношенні всіх компомістить 55-99 мас. % суміші дрібнодисперсних понентів, (мас. %): рошків срібла і платини, а також 0,1-15 мас. % дріокис бору 1-4 бнодисперсного порошку безсвинцевого скла (заядвоокис кремнію 7-15 вка США № 2006002217 М.кл. Н01В1/12, окис вісмуту 58-83 опублікована 02.02.2006 p.). окис алюмінію 1-4 Недоліком відомої пасти являються недостатні окис кальцію 1-4 її технологічні можливості відносно забезпечення окис свинцю 7-15 монтажу навісних елементів оскільки на поверхні Технічним результатом корисної моделі є зметовстоплівкових струмопровідних шарів, виготовншення присутності скла на поверхні товстоплівлених із даної пасти, присутня значна кількість кових струмопровідних шарів зовнішніх рівнів, що безсвинцевого скла, через те, що воно характеризабезпечує лудіння олов'яно-свинцевими припоязується незначною густиною і під час високотемми і ультразвукове зварювання поверхні товстоппературної обробки недостатньо інтенсивно осідає лівкових струмопровідних елементів зовнішніх вниз, в значній кількості залишаючись на поверхні рівнів багаторівневих комутаційних плат. сформованого товстоплівкового струмопровідного Забезпечення лудіння олов'яно-свинцевими шару. Внаслідок цього поверхня товстоплівкових припоями і ультразвукового зварювання поверхні струмопровідних шарів, виготовлених із відомої товстоплівкових струмопровідних елементів зовпасти, є склоподібною і її неможливо лудити олонішніх рівнів багаторівневих комутаційних плат в'яно-свинцевими припоями без попередньої медосягається за рахунок додаткового введення в ханічної очистки. Крім того, на склоподібній поверсклад пасти дрібнодисперсного порошку вісмутбохні товстоплівкових струмопровідних шарів, росилікатного скла, яке вміщує окис бору, двоокис виготовлених із відомої пасти, неможливо виконукремнію, окис вісмуту, окис алюмінію, окис кальцію вати монтаж навісних елементів з алюмінієвими і окис свинцю. Це приводить до того, що під час стрічковими виводами методом ультразвукового високотемпературної термообробки пасти дане зварювання. скло розплавляється раніше, ніж безсвинцеве В основу корисної моделі поставлена задача скло, яке вміщує окис бору, окис цинку, окис кадотримати пасту для товстоплівкових струмопровімію, окис міді і є також присутнє в складі пасти, дних шарів зовнішніх рівнів багаторівневих комуале в меншій кількості (до 5 мас. %) в порівнянні із таційних плат шляхом зміни складу пасти, що, за вмістом безсвинцевого скла в пасті згідно до прорахунок зменшення присутності скла на поверхні тотипу (до 15 мас. %). Після розплавлення вісмуттовстоплівкових струмопровідних шарів зовнішніх боросилікатного скла завдяки більшій його густині рівнів, забезпечить їх лудіння олов'янорозплав цього скла осідає вниз, зміщуючись ближсвинцевими припоями і ультразвукове зварюванче до поверхні керамічної пластини. Внаслідок ня, що дозволить значно розширити можливості цього ділянки товстоплівкового струмопровідного використання багаторівневих комутаційних плат. шару, які контактують з поверхнею кераміки, збаПоставлена задача вирішується тим, що паста гачуються склофазою, а на поверхні шару залидля товстоплівкових струмопровідних шарів зовшається незначна кількість безсвинцевого скла, нішніх рівнів багаторівневих комутаційних плат, внаслідок цього поверхня товстоплівкових струмояка містить суміш дрібнодисперсного порошку сріпровідних шарів зовнішніх рівнів багаторівневих бла, дрібнодисперсного порошку платини, дрібнокомутаційних плат стає металоподібною, а її власдисперсного порошку безсвинцевого скла із вмістивості стають більш наближеними до властивостом окису бору і окису цинку, органічну зв'язку із тей металів провідникової фази - срібла і платини. вмістом терпінеолу, етилцелюлози і води, згідно В результаті забезпечується здатність до лудіння і до корисної моделі, вона додатково містить дрібультразвукового зварювання без попередньої менодисперсний порошок вісмутборосилікатного ханічної очистки поверхні товстоплівкових струмоскла, при наступному співвідношенні всіх компонепровідних шарів зовнішніх рівнів, виготовлених із нтів, (мас.%): пропонованої пасти. Внаслідок цього отримується дрібнодисперсний порошок срібла 54-78 можливість проводити монтаж навісних елементів дрібнодисперсний порошок платини 4-9 груповим методом в автоматизованому режимі з дрібнодисперсного порошку безсвивикористанням припійних паст. Таким чином, пронцевого скла 2-7 понована паста забезпечує розширення технологідрібнодисперсного порошку вісмутчних можливостей виготовлених із неї товстоплівборосилікатного скла 1-5 кових струмопровідних шарів зовнішніх рівнів органічна зв'язка 15-25, багаторівневих комутаційних плат відносно монпри цьому дрібнодисперсний порошок безсвитажу навісних елементів. нцевого скла містить окис бору, окис цинку, окис Додаткове введення окису кадмію і окису міді кадмію і окис міді при наступному співвідношенні до складу безсвинцевого скла, дрібнодисперсний всіх компонентів, (мас. %): порошок якого є складовою пропонованої пасти окис бору 25-40 покращує змочування розплавом цього скла часокис цинку 18-38 тинок дрібнодисперсних порошків срібла і платини окис кадмію 25-40 під час високотемпературної термообробки пасти. окис міді 2-12, Як наслідок, збільшується щільність товстоплівкоа дрібнодисперсний порошок вісмутборосилівих струмопровідних шарів зовнішніх рівнів багакатного скла містить окис бору, двоокис кремнію, торівневих комутаційних плат, що також впливає окис вісмуту, окис алюмінію, окис кальцію і окис на покращення їхньої здатності до лудіння олов'я 5 52628 6 но-свинцевими припоями, до ультразвукового зваплати з товстоплівковими струмопровідними елерювання і, крім того, сповільнює розчинення одноментами. Всього було виготовлено 40 тест-плат го із основних функціональних матеріалів струмопо 10 для кожного наведеного в таблиці складу провідних шарів - срібла в розплаві припою. пасти. Промислова придатність пасти, що заявляєтьНа заключному етапі перевірки властивостей ся пояснюється прикладами конкретного виконанкожного складу пасти визначалась можливість ня. лудіння олов'яно-свинцевими припоями і ультразДрібнодисперсний порошок срібла, дрібнодисвукового зварювання поверхні товстоплівкових персний порошок платини, дрібнодисперсний пострумопровідних елементів. Для перевірки можлирошок безсвинцевого скла (із вмістом вказаних у вості лудіння поверхні товстоплівкових струмопротаблиці кількостей окису бору, окису цинку, окису відних елементів олов'яно-свинцевими припоями кадмію і окису міді) і дрібнодисперсний порошок із загальної кількості тест-плат 10 шт. для кожної вісмутборосилікатного скла (із вмістом вказаних у пасти (склади яких вказані в таблиці) було відібратаблиці кількостей окису бору, двоокису кремнію, но по 5 тест-плат. Всього із 40 тест-плат в дану окису вісмуту, окису алюмінію, окису кальцію і окигрупу було відібрано 20 тест-плат. Кожна тестсу свинцю) зважувались в кількостях, вказаних в плата цієї відібраної групи почергово занурюватаблиці для кожного складу пасти, після чого всі лась в спиртово-ацетонову суміш і витримувалась компоненти перемішувались до однорідної суміші і в цій суміші протягом 5 хвилин. Далі кожна плата до неї додавалась органічна зв'язка із вмістом занурювалась в флюс ФКДТ, де витримувалась етилцелюлози, терпінеолу і води в кількостях, вкапротягом 4-5 с, а зразу після цього поміщалась в заних в таблиці. Далі вказані компоненти знову тигель з розплавленим припоєм ПСрОС-3-58, де перемішувалась до отримання однорідної суспенвитримувалась протягом 3-4 с. При цьому темпезії (пасти). Відповідно до даних таблиці всього буратура розплаву припою становила 250±10°С. ло виготовлено 3 зразки паст пропонованого склаПісля виймання плати із розплаву припою її поведу. Для порівняння властивостей паст рхня очищувалась від залишків флюсу промивкою пропонованого складу із властивостями відомої в спиртово-ацетоновій суміші. Далі перевірялась пасти, згідно до прототипу, також було виготовлеякість лудіння шляхом огляду лудженої поверхні но і зразок відомої пасти, склад якої також наведепід мікроскопом МБС-10 при 16-кратному збільний в таблиці. Отримані пасти помішувалась в шенні. Якість лудіння вважалась задовільною, якскляну тару, яка герметично закривалась. що товстоплівкові елементи плати у вигляді квадДля перевірки властивостей паст на установці ратних площадок були повністю покритими рівним трафаретного друкування DFS (Швейцарія) прошаром припою, а на їх поверхнях не було раковин водилось їх друкування, через сітчастий трафарет чи непропаяних ділянок. на пластини із кераміки «Rubalit 708S» (виробник Для перевірки можливості проведення ультракомпанія «CeramTec», Німеччина). Керамічний звукового зварювання поверхні товстоплівкових матеріал даного типу вміщував 96 % глинозему струмопровідних елементів були використані 20 (Аl2О3). Розміри керамічних пластин становили тест-плат другої групи, які не були використані при 60×48×0,63 мм. Надруковані на керамічних пласперевірці якості лудіння (по 5 тест-плат для кожнотинах відбитки пасти являли собою провідникові го складу пасти, вказаного в таблиці). До трьох доріжки (довжиною 75 мм і шириною 0,5 мм), подовільно вибраних струмопровідних елементів ряд із якими були надруковані по 2 товстоплівкокожної тест-плати (у вигляді квадратів розміром вих струмопровідних елементи у вигляді квадратів 250 мкм × 250 мкм) за допомогою установки ультрозмірами 2×2 мм, а також по 128 струмопровідразвукового зварювання УЗСМ-2,5 приварювались них елементів у вигляді квадратів розміром 250 попередньо приготовлені алюмінієві стрічкові вимкм × 250 мкм. Всього для кожної пасти було наводи. Далі за допомогою розривної машини моделі друковано по 10 відбитків. 66,195 (виробництво РФ) перевірялось зусилля Після трафаретного друкування проводилась відриву кожного привареного алюмінієвого стрічвисокотемпературна обробка всіх керамічних плакового виводу від поверхні товстоплівкового елестин з висушеними відбитками паст. Вона відбуваменту. Якість ультразвукового зварювання вважалась в конвеєрній електропечі BTU (Англія) при лась задовільною, якщо усереднене зусилля максимальній температурі від 725°С до 735°С. Час відриву FАl було не менше 25 г. витримки максимальної температури знаходився в Результати оцінки можливості лудіння помежах від 7 до 12хв., а загальний час термообробверхні товстоплівкових струмопровідних елементів ки становив від 70 до 90хв. В результаті високотеі її ультразвукового зварювання для паст пропономпературної обробки керамічних пластин з висуваного складу і для пасти складу згідно до протошеними відбитками паст були виготовлені тесттипу наведені в таблиці. 7 52628 8 Таблиця Склад пасти відповідно до корисної моделі, (мас. %) № п. п. Вміст дрібнодисперсних Вміст порошків оргаБезнічсвинBi-B-Si ної Ag Pt 1 цеве скло зв'язки скло Склад безсвинцевого скла, (мас. %) Склад вісмутборосилікатного скла, (мас. %) Склад органічної зв'язки, (мас. %) Характерристики пасти і товстоплівкових струмопровідних елементів Етил Терпі- цеF , CdO ZnO CuO B2О3 SiO2 Bi2O3 Al2O3 СаО РbО Вода Al неол люг лоза B2О3 Якість лудіння ЗадоІІ вільна Задо26 вільна Задо29 вільна 1 54 9 7 5 25 25 25 38 12 4 15 58 4 4 15 20 8 10 26 2 78 4 2 1 15 40 40 18 2 1 7 83 1 1 7 15 2 3 4 3 20 35 35 25 5 3 10 70 2 3 12 10 4 8 3 II 67 6 I Склад пасти відповідно прототипу (мас. %) Вміст дрібнодисперсних Вміст порошків органічБезсвин- ної зв'яAg Pt зки цеве скло 4 V Склад безсвинцевого скла, (мас. %) B2O3 Si O2 Zn O Mn O2 Al2 K2O O3 ---- ---- Етил- БутилF Якість целю- карбітол- Al , г лудіння лоза ацетат I 54 9 12 25 20 10 52 Примітки до таблиці: I - Bi-B-Si скло - вісмутборосилікатне скло; II - покриття товстоплівкового елементу суцільним шаром припою без раковин і непропаяних ділянок; III - склад 3 відповідає середнім значенням компонентів пасти; IV - склад 4 відповідає значенням компонентів відомої пасти згідно до прототипу; V - ультразвукове зварювання для складу пасти 4 згідно до прототипу була неможлива без проведення попередньої механічної очистки поверхні товстоплівкових елементів. Як випливає із таблиці, склад 3 пасти, що заявляється, і містить середні значення кількості заявлених її компонентів, є оптимальним. Паста для товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат пропонованого складу, в порівнянні з пастою згідно до прототипу забезпечила отримання наступних результатів: - стало можливим лудіння олов'яносвинцевими припоями поверхонь товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат без попередньої механічної зачистки. Отриманий позитивний ефект Комп’ютерна верстка В. Мацело 10 5 3 ---- 5 95 Не лудились без 18 механічV ної очистки дозволяє застосовувати пропоновану пасту для автоматизованого монтажу навісних елементів із застосуванням припійних паст, при якому застосування механічної очистки поверхонь струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат не є можливим. Таким чином пропонована паста забезпечує розширення її технологічних можливостей щодо монтажу навісних елементів, забезпечуючи при цьому як ручний, так і автоматизований монтаж методом пайки; - стало можливою ультразвукове зварювання навісних елементів з алюмінієвими стрічковими виводами до поверхні струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат без їх попередньої механічної очистки, при цьому суттєво збільшено зусилля відриву приварених ультразвуком алюмінієвих стрічкових виводів від товстоплівкових струмопровідних елементів (з 18 г для пасти згідно до прототипу до 29 г для пасти пропонованого складу). Забезпечення ультразвукового зварювання алюмінієвих стрічкових виводів навісних елементів без попередньої механічної очистки їх поверхні також розширює технологічні можливості пасти відносно монтажу навісних елементів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPaste for thick-film current conductive layers of mulltilevel back plane external levels
Автори англійськоюOsechkin Serhii Ivanovych
Назва патенту російськоюПаста для толстопленочных токопроводящих слоев внешних уровней многоуровневых коммутационных плат
Автори російськоюОсечкин Сергей Иванович
МПК / Мітки
МПК: H01B 1/02
Мітки: багаторівневих, товстоплівкових, рівнів, комутаційних, паста, зовнішніх, струмопровідних, плат, шарів
Код посилання
<a href="https://ua.patents.su/4-52628-pasta-dlya-tovstoplivkovikh-strumoprovidnikh-shariv-zovnishnikh-rivniv-bagatorivnevikh-komutacijjnikh-plat.html" target="_blank" rel="follow" title="База патентів України">Паста для товстоплівкових струмопровідних шарів зовнішніх рівнів багаторівневих комутаційних плат</a>
Паста для формування контактів в перехідних комутаційних отворах ізоляційних шарів багаторівневих комутаційних плат
Номер патенту: 52626
Опубліковано: 25.08.2010
Автор: Осєчкін Сергій Іванович
МПК: H01B 1/02
Мітки: формування, багаторівневих, перехідних, плат, ізоляційних, паста, отворах, комутаційних, шарів, контактів
Формула / Реферат:
Паста для формування контактів в перехідних комутаційних отворах ізоляційних шарів багаторівневих комутаційних плат, яка містить суміш дрібнодисперсного порошку срібла, дрібнодисперсного порошку паладію, дрібнодисперсного порошку окису алюмінію, органічної зв'язки із вмістом етилцелюлози і терпінеолу, яка відрізняється тим, що вона додатково містить дрібнодисперсний порошок цинкборосилікатного склокристалічного матеріалу при наступному...
Спосіб виготовлення комутаційних плат
Номер патенту: 49439
Опубліковано: 26.04.2010
Автор: ОДЕСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМ. І.І. МЕЧНИКОВА
МПК: C01G 3/00, H01L 21/205
Мітки: виготовлення, спосіб, комутаційних, плат
Формула / Реферат:
Спосіб виготовлення комутаційних плат, який включає операції: виготовляють діелектричні заготовки з отворами, далі підготовляють поверхні заготовок для нанесення тонкого шару міді, потім осаджують підшар металу на поверхню заготовок і на стінки монтажних (перехідних) отворів, а далі формують рисунок комутаційних плат на поверхні заготовок шляхом нанесення фоторезисту, потім дорощують шар міді на поверхні заготовок і на стінках отворів, далі...
Спосіб металізації керамічних плат
Номер патенту: 51817
Опубліковано: 26.07.2010
Автори: Осєчкін Сергій Іванович, Немеш Віктор Георгійович, Гофман Борис Гершевич
МПК: H05K 3/10
Мітки: металізації, плат, керамічних, спосіб
Формула / Реферат:
Спосіб металізації керамічних плат, що полягає у нанесенні на поверхні плат товстоплівкового провідникового шару трафаретним друкуванням провідниковою пастою, що містить дрібнодисперсний порошок металу і органічну зв'язку, з подальшою високотемпературною обробкою надрукованих відбитків провідникової пасти, паладієвій активації відпаленого товстоплівкового провідникового шару і хімічному нікелюванні активованого товстоплівкового...
Резистивний матеріал для товстоплівкових електронагрівачів
Номер патенту: 25448
Опубліковано: 30.10.1998
Автори: Калашник Ліна Дмитрівна, Яворів Ігор Богданович, Кужель Богдан Степанович, Шередько Микола Андрійович, Левін Євген Михайлович
МПК: H01B 1/06
Мітки: матеріал, резистивний, товстоплівкових, електронагрівачів
Формула / Реферат:
1. Резистивний матеріал для товстоплівкових електронагрівачів, що містить провідну фазу і склозв'язку, який відрізняється тим, що провідною фазою є дисиліцид хрому, а склозв'язка містить компоненти у наступному співвідношенні мас.%: BaO3 45,0 - 50,0 Аl2O3 1,0 - 8,0 ZnO 25,0 - 33,0 MnO 13,0 - 19,0 ...
Скло для товстоплівкових резисторів
Номер патенту: 12849
Опубліковано: 15.03.2006
Автори: Пучкова Надія Сергіївна, Вікулін Іван Михайлович, Сидорець Ростислав Григорович, Смирнов Анатолій Миколайович
МПК: C03C 14/00, H01C 17/06
Мітки: скло, резисторів, товстоплівкових
Формула / Реферат:
1. Скло для товстоплівкових резисторів, яке містить PbO, SiO2 і Ві2О3, яке відрізняється тим, що воно додатково містить CdO і Аl2О3 при наступному співвідношенні компонентів, мас %:PbO 55-65SiO2 20-30Ві2О3 1-3CdO 4-7Аl2О3 5-10.2. Скло за п. 1, яке відрізняється тим, що після подрібнення (помелу) на планетарному млині воно...
Попередній патент: Спосіб переробки суспензії, що містить оксиди магнітних металів
Наступний патент: Спосіб приготування горілки
Випадковий патент: Спосіб керування окружним розподілом шихтових матеріалів на колошнику доменної печі