Комплект вертикальних валків для редукування сляба по ширині
Номер патенту: 60586
Опубліковано: 25.06.2011
Автори: Бобух Іван Олексійович, Бобух Олексій Іванович, Буртасенков Валерій Сергійович, Грігор'єв Костянтин Олександрович, Мацко Сергій Володимирович, Чернов Костянтин Володимирович, Шульга Тетяна Анатолівна


Формула / Реферат
Комплект вертикальних валків для редукування сляба по ширині, що утворюють калібр із канавками шириною 0,6...0,7 ширини катаючої поверхні калібра і глибиною 0,015 радіуса катаючої поверхні калібра, який відрізняється тим, що твірні калібра виконані з наступними геометричними параметрами: ![]() , де
, де
![]() - ширина катаючої поверхні калібра;
- ширина катаючої поверхні калібра;
![]() - глибина калібра;
- глибина калібра;
![]() - кут нахилу твірної калібра, що визначає випуск твірної калібра
- кут нахилу твірної калібра, що визначає випуск твірної калібра ![]() ;
;
![]() - товщина редукованого сляба.
- товщина редукованого сляба.
Текст
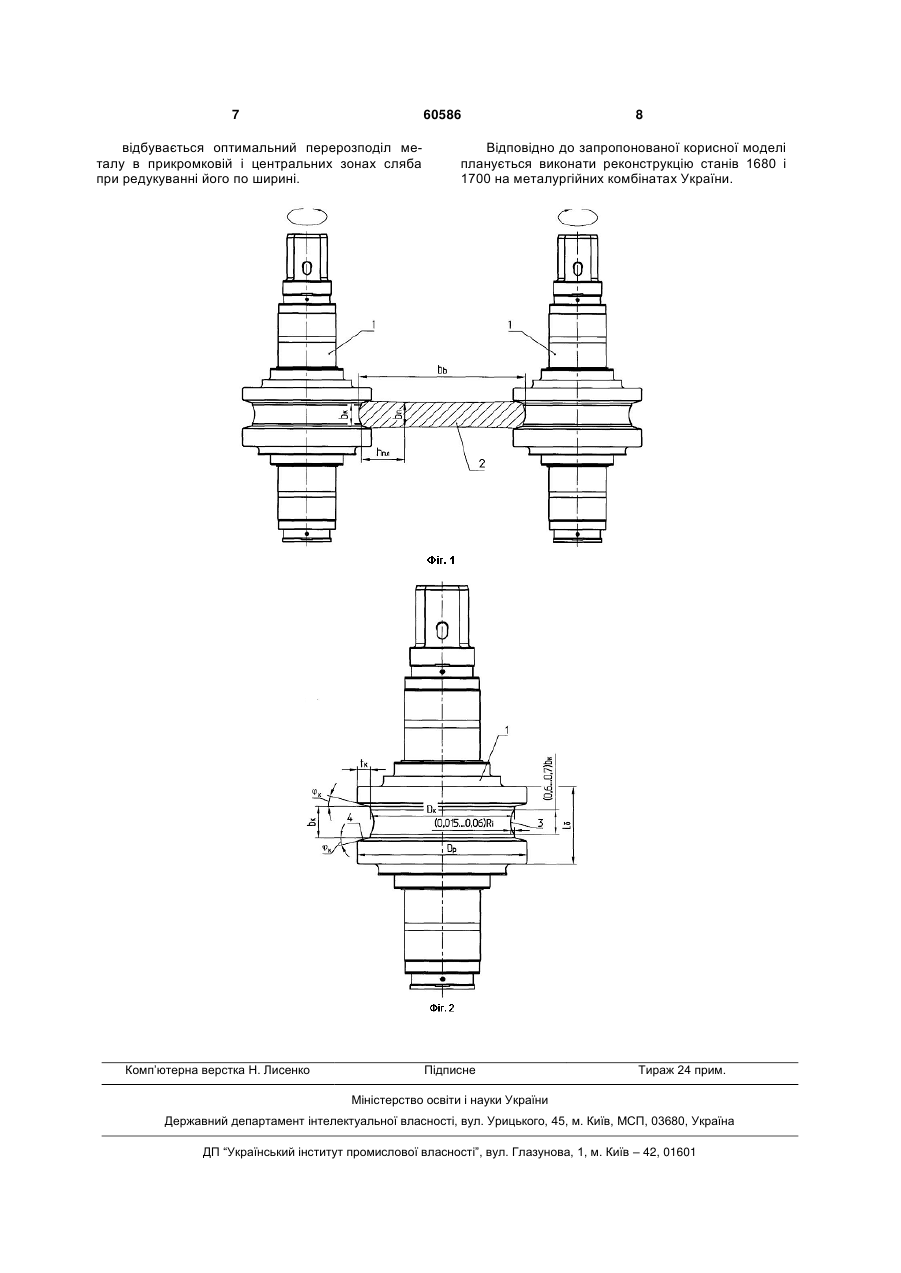
Комплект вертикальних валків для редукування сляба по ширині, що утворюють калібр із канав ками шириною 0,6...0,7 ширини катаючої поверхні калібра і глибиною 0,015 радіуса катаючої поверхні калібра, який відрізняється тим, що твірні калібра виконані з наступними геометричними параметрами: bk 1,011,04h0, tk 0,480,60h0, k 13 , де b k - ширина катаючої поверхні калібра; Корисна модель належить до галузі прокатки металу, а саме до вертикальних валків, і може бути використана при виробництві вертикальних і універсальних клітей прокатних станів, а також редукційних агрегатів для обтиснення литих слябів по ширині. Відомі прокатні валки вертикальних клітей, бочки яких утворюють калібр дугоподібної форми з опуклою середньою ділянкою, плавно сполученою із суміжними увігнутими ділянками (див., наприклад, опис до авторського свідоцтва СРСР №1708458, МПК В21В27/02). Недоліками цих валків є швидкий знос опуклої ділянки катаючої поверхні, що потребує відновлення розміру калібра, а також низька стійкість розкатів проти скручування при їхньому відносному обтисненні по ширині більше 4%. Відомий також комплект вертикальних валків, у якому ці недоліки частково усунуті (див., наприклад, опис до авторського свідоцтва СРСР №1091954, МПК В21В27/02). Для усунення низької стійкості розкатів проти скручування при їхньому відносному обтисненні по ширині більше 4% у цьому технічному рішенні на катаючій поверхні виконані канавки, що центрують сляби при їхньому обтисненні. По сукупності істотних ознак це технічне рішення найбільш близьке до того, що заявляється, і приймається як прототип. Відомий комплект вертикальних валків і той, що заявляється, мають наступні подібні ознаки, а саме: утворюють калібр із канавками шириною 0,60,7 ширини катаючої поверхні калібра і глибиною 0,015 радіуса катаючої поверхні калібра. Однак, незважаючи на усунення низької стійкості слябів проти скручування при їхньому обтисненні по ширині, відоме технічне рішення не забезпечує необхідну величину обтиснення литих слябів по ширині через значну величину приконтактного утовщення слябів при обтисненні. В основу корисної моделі поставлена задача створити комплект вертикальних валків для редукування сляба по ширині, що забезпечують високу якість прокату, шляхом зниження бічної обрізі, за рахунок технічного результату, що полягає в оптимальному перерозподілі металу в прикромковій і центральних зонах сляба при редукуванні його по ширині. tk - глибина калібра; k - кут нахилу твірної калібра, що визначає випуск твірної калібра tgk ; (19) UA (11) 60586 (13) U h 0 - товщина редукованого сляба. 3 60586 Для досягнення цього технічного результату в комплекті вертикальних валків для редукування сляба по ширині, що утворюють калібр із канавками шириною 0,6...0,7 ширини катаючої поверхні калібра і глибиною 0,015 радіуса катаючої поверхні калібра, - твірні калібра виконані з наступними геометричними параметрами: bk 101104h0, tk 0,480,60h0, k 13 , де , , b k - ширина катаючої поверхні калібра; tk - глибина калібра; k - кут нахилу твірної калібра, hпл 2 h b 2,5 6 0 0,7 b 2 bb кальних валках глибиною hпл ; 0,6 0,7bk 0,015 0,6Ri F1 3 b bкм Xм bk bкм hпл Xм k [4], 2 2 де b k - катаюча поверхня калібрів, що складає 101104 товщини сляба; , , металу в калібрі, визначається величиною bм , де bb - величина обтиснення в калібрах вертикальних валків; hпл - глибина осередку пластичних деформацій, що визначається з виразу 3 де F1 - площа деформованого металу у верти bкм - максимальна товщина деформованого h 0 - товщина редукованого по ширині сляба. Між відмітними ознаками корисної моделі і досягнутим технічним результатом є причиннонаслідковий зв'язок. За рахунок виконання твірних калібра з наступними геометричними параметрами: bk 101104h0, tk 0,480,60h0, k 13 , , , при редукуванні слябів по ширині під катаючою поверхнею кожного з пари вертикальних валків виникає осередок деформації, величина якого значною мірою визначає площу металу до і після деформації (див., наприклад, Бобух И.О., Понамарев В.И., Белкин Л.М. Исследование течения металла при прокатке широких полос в вертикальных валках // Металлургия и коксохимия. - К.: Техніка, 1983. - №80. - С.48-54, а також Понамарев В.И., Потапкин В.Ф, Бобух И.О. Эффективность бокового обжатия вертикальными валками в универсальных клетях // Оборудование для прокатного производства. – М.: НИИИНФОРМТЯЖМАШ, 1971. №21. - С. 4-30). Площу металу до деформації знаходимо по формулі: b F0 h0 b hпл [1], 2 168 bb , bcp 4 [2], де h 0 - товщина сляба; bb - довжина осередку деформації в калібрах вертикальних валків; b b - розхил вертикальних валків по катаючих діаметрах Dк ; bcp - середня відстань між катаючими поверх нями вертикальних валків, b bb bcp 0 [3], 2 де b 0 - початкова ширина сляба. Величина коефіцієнта подовження крайок редукованого сляба F кв 0 , F1 випуском твірної калібра tgk . Дослідження показали, що найбільш вірогідно профіль деформації бічних поверхонь редукованого сляба можна представити залежностями вигляду: 1 y 2 [5], ax bx c при цьому на контактній поверхні розширення 1/2 початкової товщини сляба визначається як bk ; на віддаленні від контактної поверхні, рівно2 х b му Хм м b , збільшення 1/2 початкової товщини 2 bм сляба визначається як , а на віддаленні від 2 контактної поверхні, рівному hпл , збільшення 1/2 bn . 2 При цьому величина bn / h0 0,025 , а абсолютна початкової товщини сляба визначається як величина bn 0,025h0 ; величина bk 101104 1h0 ; , , bk ; 0,6 відносна величина, b хм 2a де bм b 2 b 2 a [6] b2 2 b1 b2 4 b b 1 2 2 2 b bk х n 1 2 х х [8], 0,8 bk 1 2hпл bb [7], [9], [10], [11], [12]. Таким чином, відносні й абсолютні величини xм і b к дають можливість визначити площу деформованого металу після обтиснення слябів по 5 ширині і коефіцієнт подовження крайок кв редукованого сляба, а також коефіцієнт подовження центральної частини сляба 0 при редукуванні слябів по ширині згідно з виразом: 0 1,01 0,2 bb 0,1 [13], bcp де bb - узагальнюючий параметр прокатки у bcp вертикальних валках при абсолютній величині Xм 0,750,93tk . Суть корисної моделі пояснюється кресленнями, де: - на Фіг.1 показаний загальний вигляд комплекту вертикальних валків; - на Фіг.2 - вертикальний валок із зазначенням геометричних параметрів калібра. Комплект вертикальних валків 1 (Фіг.1) для редукування сляба 2 по ширині, що утворюють калібр із канавками 3 (Фіг.2) шириною, рівною 0,60,7 ширини bk катаючої поверхні калібра, і глибиною 0,015 радіуса Ri катаючої поверхні калібра. Відмінністю корисної моделі є те, що твірні калібра виконані з наступними геометричними параметрами: bk 1,011,04h0, tk 0,480,60h0, k 13 , де b k - ширина катаючої поверхні калібра; tk - глибина калібра; k - кут нахилу твірної калібра, що визначає випуск твірної калібра tgk ; h 0 - товщина редукованого сляба 2. Комплект вертикальних валків для редукування сляба по ширині працює наступним чином: Нагрітий до температури прокатки (1180...1200 °С) сляб 2 (Фіг.1) транспортується до вертикальних валків 1 універсальної кліті чи редукційного агрегату. Сляб 2, проходячи через калібр вертикальних валків, обтиснюється на величину bb . При цьому сляб 2 центрується канавками 3 відносно твірних 4 калібра й обтискається таким чином, що частина металу, перерозподіляючись по слябу, змінює його товщину в зоні контакту з валками з h 0 до b k . При цьому приконтактне стовщення bдо bk h0 , величина його визначає максимальне стовщення в калібрі bk bкм . 0,6 Відповідно до залежностей [6]...[12] знаходимо відносну величину хм і її абсолютне значення, по яких вибирається глибина калібра tk tk xмbb . 2 60586 6 Наприклад, при товщині сляба h0 200 мм, величині обтиснення bb 120 мм, Dk 1200 мм і початковій ширині сляба b0 1500 мм, xмbb 95100 мм, глибина калібра приймається 2 рівною 120мм. При цьому величина коефіцієнта заповнення калібра к з 95100 / 120 0,80,83 , що підтверджує справедливість вибору глибини калібра tk 120 мм. Необхідно також відзначити коректний вибір величини випуску твірних калібра, а саме bм bk . tg 2хмbb / 2 У прикладі реалізації корисної моделі 13,5 8 0,0265 , tg 2 100 152 . , При цьому деформований метал не переміщається відносно твірних калібрів, а підходить, стовщуючись до твірних калібра, практично нормально і не зношує твірні калібра. При послідовному виконанні двох обтиснень у калібрах вертикальних валків частина металу в першому проході на глибині Xм залишається без додаткового обтиснення і переміщається з кутовою швидкістю, що відповідає кутовій швидкості вертикальних валків. Це явище значно збільшує подовження центральної частини сляба при редукуванні слябів по ширині. Для визначення коефіцієнта подовження 0 по (13) величину bb необхідно розрахувати по залежності: bb bb Dk хмbb , 2 Dk хмbb є приведеним катаюде величина 2 чим радіусом. Збільшення значення приведеного катаючого радіуса збільшує глибину пластичної деформації і зменшує різницю між площею металу до і після деформації, а отже, зменшує величину коефіцієнта подовження прикромкової зони. Глибина канавки 3 збільшується при зносі від 0,015Ri до 0,06Ri . Після збільшення глибини канавки 3 на катаючій поверхні до 0,050,06Ri виконується переточування валків для відновлення геометричних розмірів калібрів bk , tk , k . З усього вищевикладеного видно, що в результаті виконання твірних калібра з наступними геометричними параметрами: bk 101104h0, tk 0,480,60h0, k 13 , де , , b k - ширина катаючої поверхні калібра; tk - глибина калібра; k - кут нахилу твірної калібра; h 0 - товщина редукованого по ширині сляба, 7 60586 відбувається оптимальний перерозподіл металу в прикромковій і центральних зонах сляба при редукуванні його по ширині. Комп’ютерна верстка Н. Лиcенко 8 Відповідно до запропонованої корисної моделі планується виконати реконструкцію станів 1680 і 1700 на металургійних комбінатах України. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSet of vertical rolls for reducing slab width
Автори англійськоюBobukh Ivan Oleksiiovych, Bobukh Oleksii Ivanovych, Hrihoriev Kostiantyn Oleksandrovych, Burtasenkov Valerii Serhiiovych, Shulha Tetiana Anatoliivna, Matsko Serhii Volodymyrovych, Chernov Kostiantyn Volodymyrovych
Назва патенту російськоюКомплект вертикальных валков для редуцирования сляба по ширине
Автори російськоюБобух Иван Алексеевич, Бобух Алексей Иванович, Григорьев Константин Александрович, Буртасенков Валерий Сергеевич, Шульга Татьяна Анатольевна, Мацко Сергей Владимирович, Чернов Константин Владимирович
МПК / Мітки
МПК: B21B 27/02
Мітки: сляба, валків, редукування, ширини, вертикальних, комплект
Код посилання
<a href="https://ua.patents.su/4-60586-komplekt-vertikalnikh-valkiv-dlya-redukuvannya-slyaba-po-shirini.html" target="_blank" rel="follow" title="База патентів України">Комплект вертикальних валків для редукування сляба по ширині</a>
Спосіб редуціювання слябів по ширині
Номер патенту: 55900
Опубліковано: 27.12.2010
Автори: Бобух Іван Олексійович, Бобух Олексій Іванович, Мацко Сергій Володимирович, Федорінов Володимир Анатолійович, Бобух Всеволод Іванович, Бекленіщев Олег Петрович
МПК: B21B 1/22
Мітки: редуціювання, спосіб, слябів, ширини
Формула / Реферат:
Спосіб редуціювання слябів по ширині, що містить прокатку слябів в вертикальних валках з калібрами і формування кромки слябів ребордами горизонтальних валків, який відрізняється тим, що прокатку центральної частини сляба по товщині виконують бочками горизонтальних валків з коефіцієнтом подовження, рівним 0,9-1,05 коефіцієнта подовження кромок сляба в прямому, а також в реверсивному режимі роботи з трьома або більше пропусканнями, при цьому...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: валків, кварто, комплект, подушок, кліті
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Комплект валків кліті дуо для гарячої прокатки плоских заготовок
Номер патенту: 87826
Опубліковано: 25.08.2009
Автори: Калабухов Віктор Іванович, Сімененко Олег Володимирович, Мацко Сергій Володимирович, Яценко Вячеслав Олександрович, Піховкін Микола Миколайович, Чернов Костянтин Володимирович, Вереньов Валентин Володимирович, Путнокі Олександр Юліусович, Тилик Василій Трохимович
МПК: B21B 27/02
Мітки: плоских, дуо, заготовок, комплект, валків, прокатки, гарячої, кліті
Формула / Реферат:
Комплект валків кліті ДУО для гарячої прокатки плоских заготовок, бочка яких містить опуклу середню частину і симетричні циліндричні ділянки, розташовані по краях бочки, який відрізняється тим, що ширина опуклої ділянки бочки одного валка складає 0,25...0,5 довжини бочки, а ширина опуклої ділянки бочки другого валка складає 0,5...0,75 ширини опуклої ділянки першого валка.
Комплект подушок валків прокатної кліті
Номер патенту: 92400
Опубліковано: 25.10.2010
Автори: Мазур Владлен Олегович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 31/16, B21B 31/00
Мітки: валків, подушок, комплект, кліті, прокатної
Формула / Реферат:
1. Комплект подушок валків прокатної кліті, який містить подушки опорних валків, в отворах яких розміщені подушки робочих валків з облицювальними планками, контактуючими з облицювальними планками отворів подушок опорних валків, який відрізняється тим, що оснащений фіксаторами, розташованими на бічних поверхнях подушок робочих валків по обидва боки від їх вертикальної осі з боку приводу й завалки та сполученими з рухомими важелями,...
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Дубінський Борис Євгенійович, Грекова Наталія Нілівна, Васекін Андрій Валерійович, Омельяненко Микола Іванович, Радушев Олексій Олександрович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Кліменко Владислав Антонович, Налча Георгій Іванович, Климанчук Владислав Владиславович
МПК: B21B 1/38
Мітки: редукування, заготовок, спосіб, литих
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Попередній патент: Спосіб прогнозування ризику розвитку тромботичних ускладнень при переломі
Наступний патент: Спосіб контролю зносу футерівки стаціонарного міксера
Випадковий патент: Спосіб поверхневого зміцнення конструкційних сталей