Ротаційний верстат для обробки отворів

Формула / Реферат
Ротаційний верстат для обробки отворів, що містить багатопозиційний стіл з шпинделями для розміщення оброблюваних деталей, багатоцівковий мальтійський механізм зовнішнього зчеплення, хрест якого зв'язаний з валом шпиндельної револьверної головки, зубчасті передачі та електроприводи стола і головки, який відрізняється тим, що на валу стола встановлена його зменшена в декілька разів копія, яка виконує функції водила, в якій шпинделі замінені розташованими співвісно з ними цівками, які зачеплюються зі зменшеною у стільки ж разів копією мальтійського хреста, один кінець вала якого через зубчасту передачу з передавальним відношення -1 з'єднаний з шпинделями стола, а інший - через зубчасту передачу з передавальним відношенням +1 з валом револьверної головки.
Текст
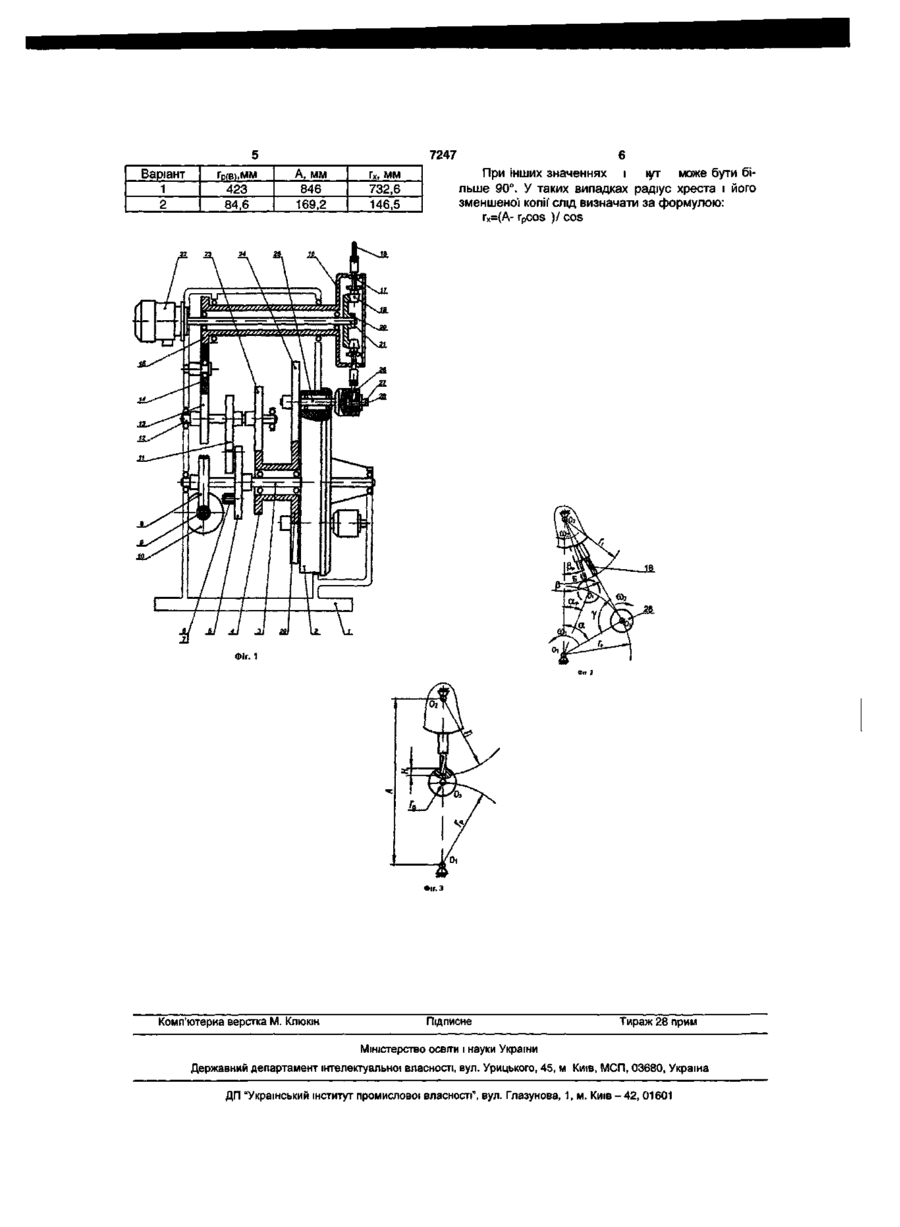
Ротаційний верстат для обробки отворів, що містить багатопозиційний стіл з шпинделями для розміщення оброблюваних деталей, багатоцівковий мальтійський механізм зовнішнього зчеплення, хрест якого зв'язаний з валом шпин дельної револьверної головки, зубчасті передачі та електроприводи стола і головки, який відрізняється тим, що на валу стола встановлена його зменшена в декілька разів копія, яка виконує функції водила, в якій шпинделі замінені розташованими співвісно з ними цівками, які зачеплюються зі зменшеною у стільки ж разів копією мальтійського хреста, один кінець вала якого через зубчасту передачу з передавальним відношення -1 з'єднаний з шпинделями стола, а інший - через зубчасту передачу з передавальним відношенням +1 з валом револьверної головки. Корисна модель стосується роторних верстатів для обробки отворів у штучних заготовках, які мають форму тіл обертання (втулки, диски, кільця). Відомий роторний свердлильний автомат, якій має виконаний у вигляді ротора багатопозиційний стіл зі шпинделями для розміщення оброблюємих деталей, розташовані навколо столу свердлильні головки з електроприводами, електропривод стола, зубчасті передачі, затискні пристрої. Недоліком цього верстата є невелика точність обробки внаслідок того, що подача деталей на інструменти здійснюється не по нормалі до оброблюваної поверхні, а по циклічній кривійперитрохоіді. Близьким за технічним рішенням є пристрій для обробки отворів за а.с. SU 1465262 А1. Який складається з багатопозиційного столу зі шпинделями для розміщення оброблюваних деталей, виконаного у вигляді водила мальтійського механізму зовнішнього зачеплення, хрест якого зв'язаний з розташованою на певній відстані від стола шпиндельною револьверною головкою, зубчастих передач і приводів стола і головки. Цей пристрій забезпечує більшу точність отворів, ніж вищезгаданий верстат, але завдяки тому, що водило мальтійського механізму водночас виконує функції столу, пристрій, особливо хрест мальтійського механізму, має великі габарити і велику металоємність. Метою даної корисної моделі є зменшення габаритів мальтійського механізму і металоємності верстата. Ця мета досягається завдяки тому, що на валу стола встановлена його, зменшена в декілька ра зів, копія, виконуюча функції водила, в якій шпинделі замінені, співвісно з ними розташованими, цівками, котрі зачіплюються зі зменшеною в стільки ж разів копією мальтійського хреста, один кінець вала якого через зубчасту передачу з передавальним відношенням -1 з'єднай з шпинделями стола, а другий кінець вала через зубчасту передачу з передавальним відношенням +1 з'єднай з валом револьверної головки. На фіг. 1 представлена кінематична схема верстата; На фіг. 2 - схема розташування оброблюємо)' деталі і інструменту до і в момент його врізання; На фіг. З - схема розташування оброблюємо)' деталі і інструменту при його заглибленні у деталь на величину Н. Верстат складається зі слідуючих основних елементів: станини 1, ротора 2, встановленого на змонтованому на шарикопідшипниках валу 3, на якому також на шарикопідшипниках встановлена блок-шестерня 4 і закріплені водило 5 з цівками 6, які несуть ролики 7 і черв'ячне колесо 8, зчеплене з черв'яком 9, закріпленим на валу електродвигуна 10. Цівки 6 своїми роликами 7 взаємодіють з багатоцівковим мальтійським хрестом 11, закріпленим на змонтованому на шарикопідшипниках валу 12, лівий кінець якого через закріплену на ньому шестерню 13 і сателіт 14 передає рух змонтованій на шарикопідшипниках вал-шестерні 15 револьверної головки 16. Яка, у даному випадку, оснащена шістьма, змонтованими на шарикопідшипниках шпинделями 17, кожний з яких несе ріжучий інструмент 18 і конічну шестерню 19, зчеплену з конічним ко (22)08.11.2004 со чаем < о? 7247 лесом 20, закріпленим на змонтованому у порожвступає в роботу, і який визначається за формунині вал-шестерні 15 на шарикопідшипниках валу лою 21, електродвигуна 22, встановленого на станині А2+(г.+гд)2-гг 1, правий кінець вала 12 через закріплену на ньо= arc cos 2А(г,+г д ) му шестерню 23 та блок-шестерню 4 передає рух шестерням 24, встановленим на кінцях транспортОбертаючись разом з ротором водило 3 своїних шпинделів 25, змонтованих на шарикопідшипми цівками 6 з роликами 7 обертає хрест 11, один никах в отворах ротора 2 кінець вала якого (на фіг 1 - лівий) через зубчасті В головці кожного транспортного шпинделя 25 колеса 13-14 обертає головку і в той же час другий змонтовані кондукторні втулки 26 для направлення кінець вала хреста через зубчасті колеса 23-4 і 29інструменту, затискний пристрій 27 і встановлено 24 обертає транспортні шпинделі 25 з кутовою оброблюєму деталь 28 швидкістю, рівною кутовій швидкості гголовки 16, Передавальне відношення зубчастої передачі так як передавальні відношення зубчастих колю 13-15 дорівнює +1, а зубчастих передач 23-4 \ 2913-14і 23-4, 29-24 дорівнюють одиниці Від відно24 дорівнює - 1, що забезпечує узгоджене обершення КІЛЬКОСТІ цівок 6 до КІЛЬКОСТІ пазів хреста тання ротора 2 і револьверної головки 16 при яко11, яке дорівнює відношенню КІЛЬКОСТІ транспортму оброблюєма деталь 28 в процесі обробки відних шпинделів 25 до КІЛЬКОСТІ інструментів головки стежує рух інструменту 18 16 залежить кут ділення оброблюємої деталі У ВІСІ пазів хреста 11 розташовані паралельно даному випадку КІЛЬКІСТЬ транспортних шпинделів осям шпинделів 17, а їх кількість дорівнює кількос25 дорівнює трьом, а КІЛЬКІСТЬ інструментів голоті шпінделів вки 16 дорівнює шести, тому вищезгадане відноПри складанні верстата ВІДПОВІДНИМ зчепленшення дорівнюватиме 3/6=1/2 і деталь 28 за оберт ням шестерен 24 з блок-шестернею 4 забезпечуротора поділиться на кут 180°, тобто на дві частиється співпадання осі інструменту 18 з вісссю конни Таким чином, вибираючи відповідне відношендукторної втулки 26 Це необхідно зробити лише ня КІЛЬКОСТІ транспортних шпинделів до КІЛЬКОСТІ один раз, в подальшому це забезпечується кінеінструментів головки можна забезпечити ділення матикою верстата автоматично завдяки тому, що деталі на потрібну КІЛЬКІСТЬ частин оброблюєма деталь 28 в процесі обробки відстеДля порівняння визначимо розміри водила і жує траєкторію ріжучого інсрументу 18 мальтійського хреста існуючого пристрій» для обПрацює верстат слідуючим чином робки отворів по а с №1465262, в якому стіл викоСпочатку включається електродвигун 22, який нує функцію водила і пропонуємого верстата зі через КОНІЧНІ передачі 19-20 забезпечує обертання зменшеними, наприклад, у 5 разів елементами шпинделів 17 з інструментами 18 зі швидкістю рімальтійського механізму, в якому водило відокрезання млене вад столу, який виконує лише функцію Після ЦЬОГО включається двигун 10, який через транспортування обробпюємих деталей черв'ячну передачу 9-8 і вал 3 обертає ротор 2 зі Варіант 1 (прототип) пристрій для свердління швидкістю подачі, яка визначається за формулою отворів глибиною Н=23 мм в деталях, маючих раS M = 2 rp nsin( p+ f), діус зовнішньо? поверхні гд=46мм, який отримує де три транспортних і шість інструментальних шпінгр - радіус кола, яке описують центри трансподелів, інструменти яких описують коло радіусом ртних шпинделів (в подальшому - радіус ротора), г,=400мм Визначаємо гр, А і радіус мальтійського п - частота обертання ротора, хреста - Гх для першого варіанту р - кут між ЛІНІЄЮ, що з'єднує центр ротора 1) Оі центром револьверної головки 16- Ог та радіу= (46 -23 + 400) sin 30° = Г сом, проведеним з центра ротора, у центр обробРІ smy-sina sin90o-sin30° люємої деталі - Оз Цей кут відповідає моменту зустрічі інструмента 18 з оброблюємою деталлю 28 в точці Б і визначається за формулою де - половина кутового шагу шпінделів ротора, фіг 2 a n = arc cos 2rp A 480-= 60° , р , и 60 иа Н 2 3 26 де =480о-60о-30°=90° А - відстань між центрами ротора 2 і револьДе верної головки 16, яка, у свою чергу, визначається - половина кутового шагу шпинделів револьза формулою верної головки А= р+Гд-Н+г, фіг З 2) Аі=гр1+гд-Н+Гі=423+46-23+400=846мм де 3) г х і= Aicos =846 COS30°=732,6MM г, - радіус кола, яке описують під час обертання кінцівки ріжучих інструментів 18, Варіант 2 (пропонуємий) верстат для виконангд - радіус поверхні деталі, на якій оброблюня тієї ж операції при таких же значеннях , , . ються отвори, Визначаємо гр, А, гх для другого варіанту Н - глибина оброблюємого отвору з урахуван1) гр2=Гв=423/5=84,6мм ням врізання і перебігу 2)A 2 =(r B sin )bin =$4,6sin90°)/sin30°=169,2мм інструмента, 3) rx2=A2cos =169,2 cos30°=146,5мм Таким чином будемо мати р - кут між ЛІНІЄЮ, що з'єднує центри ротора 2 і револьверної головки 16 і віссю інструмента, який 7247 Варіант 1 2 fp(B),MM 423 84,6 А, мм 846 169,2 rx, мм 732,6 146,5 6 При інших значеннях і іут може бути більше 90°. У таких випадках радіус хреста і його зменшеної копії' слід визначати за формулою: rx=(A- rpcos )/ cos Фіг. 1 Комп'ютерна верстка М. Клюкін Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary machine tool for machining of holes
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюРотационный станок для обработки отверстий
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
Мітки: верстат, обробки, ротаційний, отворів
Код посилання
<a href="https://ua.patents.su/4-7247-rotacijjnijj-verstat-dlya-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Ротаційний верстат для обробки отворів</a>
Верстат для обробки глибоких отворів
Номер патенту: 39809
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
МПК: B23B 41/00
Мітки: глибоких, верстат, отворів, обробки
Формула / Реферат:
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його обладнано додатковим маслоприймачем, оснащеним привідним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена через основний маслоприймач, при цьому додатковий маслоприймач встановлено на...
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Боков Віктор Андріанович, Попова Ніна Григоровна
МПК: B23B 41/00
Мітки: обробки, верстат, отворів, глибоких
Формула / Реферат:
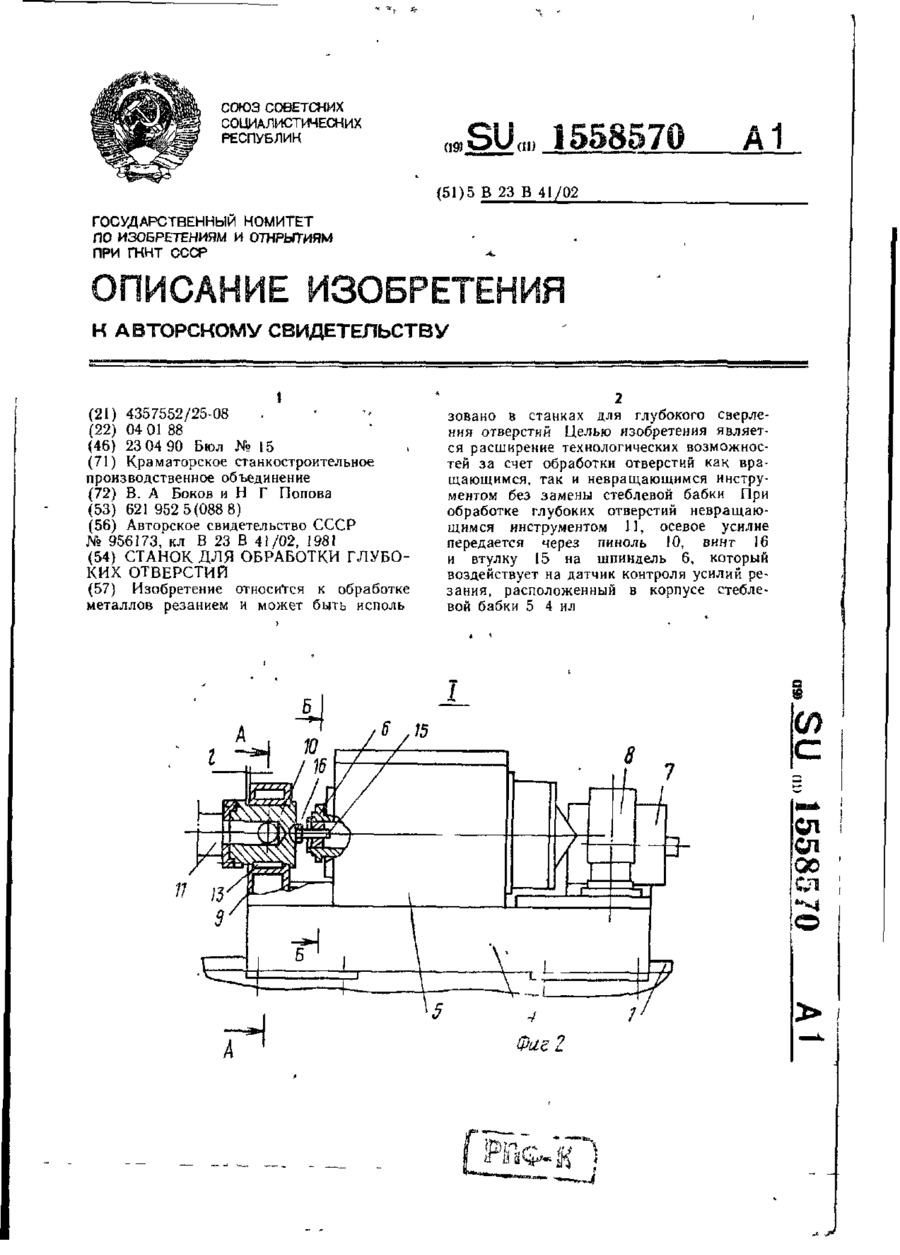
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Верстат для полірування ниткою отворів в алмазних волоках
Номер патенту: 12680
Опубліковано: 28.02.1997
Автори: Іванова Римма Іванівна, Ройфман Яків Мордкович, Бараб-Тарле Матусь Елев, Клігман Віталій Давідович, Волков Анатолій Олександрович
МПК: B24B 5/00
Мітки: волоках, верстат, отворів, полірування, ниткою, алмазних
Формула / Реферат:
(57) Станок для полирования нитью отверстий в алмазных волоках, выполненный в виде установленного в корпусе поворотного держателя волоки с приводом его поворота, узла относительного перемещения нити и волоки с приводом этого перемещения, отличающийся тем, что станок дополнительно снабжен двумя шпинделями для на мотки и смотки нити, а узел относительного перемещения нити и волоки выполнен в виде шарнирного параллелограмма, два параллельных...
Верстат висічний ротаційний
Номер патенту: 65794
Опубліковано: 15.04.2004
Автори: Войтович Анатолій Михайлович, Кухта Віталій Павлович, Никифорук Богдан Васильович
МПК: B31B 1/00
Мітки: ротаційний, верстат, висічний
Формула / Реферат:
1. Верстат висічний ротаційний, який містить станину, розміщену на станині висічну секцію, що містить, у свою чергу, формний циліндр зі штампом та опорний циліндр, які обертаються навколо своїх осей, упорну планку переднього вирівнювання кромки матеріалу заготівок, який відрізняється тим, що на опорному циліндрі вільно насаджена суцільна полімерна гільза, а механізм переднього вирівнювання виконано як набір полегшених планок.2. Верстат...
Верстат для одночасного розточування отворів у корпусних деталях
Номер патенту: 51936
Опубліковано: 16.12.2002
Автор: Гевко Ігор Богданович
МПК: B23Q 37/00
Мітки: одночасного, верстат, корпусних, розточування, деталях, отворів
Формула / Реферат:
Верстат для одночасного розточування отворів у корпусних деталях, що виконаний у вигляді станини, механізмів приводу, подачі, шпиндельного вузла, супортів поперечного і поздовжнього з розточувальними різцями, патрона для кріплення корпусу, який відрізняється тим, що в шпиндельному вузлі верстата з лівої сторони оброблюваного корпусу встановлено механізм осьової подачі різця, який виконаний у вигляді шліцьового з’єднання, шліцьового вала і...
Попередній патент: Електрофільтр для очищення димових газів
Наступний патент: Спосіб виділення цист фітогельмінтів із грунтових проб
Випадковий патент: Різальний апарат активного подільника