Спосіб виготовлення ущільних виробів з графіту
Формула / Реферат
1. Способ изготовления уплотняющих изделий из графита с металлической арматурой, включающий совместную прокатку металлического каркаса и порошка термически расщепленного графита, заполнение прессующего инструмента армирующей лентой и уплотнение ее под прессом в направлении, перпендикулярном направлению прокатки, отличающийся тем, что порошок графита прокатывают совместно с армирующим каркасом, в качестве которого используют металлическую трикотажную сетку, выполненную кулирным переплетением, причем прокатку производят в направлении петельного столбика, а прессование - в направлении петельного ряда сетки.
2. Способ по п. 1, отличающийся тем, что металлическая трикотажная сетка выполнена кулирным переплетением гладь, ластик.
3. Способ по пп. 1 и 2, отличающийся тем, что металлическая сетка выполнена кулирным переплетением фанг.
4. Способ по пп. 1-3, отличающийся тем, что прокатку армирующего каркаса с графитом осуществляют до достижения графитом пористости 50 - 80%, а уплотнение армированной ленты - до пористости 10 - 25 %.
Текст
Изобретение относится к области машиностроения, а именно к уплотняющим элементам и технологии их изготовления, в частности, к способам изготовления армированных уплотнений из графита. Известен способ изготовления уплотнительной прокладки из вспененного графита, при котором порошок вспененного графита предварительно формуют, в массу определенной плотности, затем массу перерабатывают в куски, которые прессуют (а.с. СССР №1525384, кл. F 16 J 15/12. 1989 г.). Однако из-за низких прочностных свойств, особенно сопротивления сдвиговым деформациям, область использования прокладок из чистого графита ограничена, в основном, разъемными соединениями "закрытого" типа, предотвращающих свободное течение графита при приложении нагрузки. В связи с этим более широкое распространение получили армированные графитовые уплотняющие элементы и способы их изготовления. Известен способ получения армированной плоской уплотняющей прокладки, при котором листы графита накладывают на металлическую арматуру, в частном случае представляющую собой тканую металлическую сетку, и соединяют под прессом, прикладывая усилие в направлении, перпендикулярном плоскости сетки (пат. Великобритании № 1522172, кл. F 16 J 15/12). Недостатками этого способа являются прессование чередующихся между собой графитовых листов и сеток, использование в качестве армирующего элемента тканой металлической сетки, невозможность изготовления изделий сложной конфигурации. По данной технологии композиционный материал с матричной структурой преобразуется в армированный материал со слоистой структурой, представляющий собой набор чередующихся друг с другом слоев матрицы и сетки различной природы и состава и присущими такому материалу недостатками - пониженным сопротивлением сдвиговым деформациям и внеосевым нагрузкам, пониженной прочностью на скол, тенденцией к образованию межслойных трещин. Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления термостойкого слоистого элемента из графита и армирующей металлической сетки, включающий заполнение стальной армирующей сетки графитом посредством их совместной прокатки, формирование из армированной ленты цилиндрического тела, соединение его с твердой порошковой смазкой, предварительно нанесенной на медную сетку так, что она заполнила все пустоты сетки и имеющей поверхностный слой из бумаги, тканого или нетканого полотна и последующее осевое прессование основного тела с твердой смазкой усилием, направленным перпендикулярно направлению прокатки так, что обе металлические сетки деформируясь переплетаются друг с другом (см. пат. США №4551393, кл. F 16 J 15/12, 1985 г.). Недостатком решения, принятого за прототип является то, что в качестве армирую чих элементов основного тела и порошковой смазки выбраны тканые, нетканые или плетенные сетки. При данной технологии это снижает деформативную способность уплотняющего элемента при эксплуатации, особенно в режиме прерывающейся нагрузки. При каждом последующем приложении нагрузки остаточная деформация элементов, изготовленных по способу-прототипу увеличивается, снижая деформативную способность элемента в целом. Изобретение направлено на создание способа получения уплотняющих элементов, обладающих стойкой способностью к упругим деформациям при эксплуатации, для использования их в условиях циклически прерывающихся и знакопеременных механических нагрузок. Задача состоит в том, чтобы повысить упругие свойства изготавливаемых уплотняющих элементов. Изобретение решает эту задачу путем усовершенствования структуры армирующего элемента и связи последующих операций с этой структурой, следствием чего является получение конечных изделий оригинальной структуры, обуславливающих повышенную восстанавливаемость уплотняющих элементов при действии циклически превышающихся нагрузок. Реализация данного изобретения позволит также получить уплотнения с повышенным сопротивлением внеосевым нагрузкам и прочностью на скол, с достаточной циклической прочностью для работы в условиях знакопеременных нагрузок. Для решения поставленной задачи предложен способ изготовления уплотняющих изделий из графита с металлической арматурой, включающий совместную прокатку металлического каркаса и порошка термически расщепленного графита, заполнение прессующего инструмента армирующей лентой и уплотнение ее под прессом в направлении, перпендикулярном направлению прокатки, в котором согласно изобретению порошок графита прокатывают совместно с армирующим каркасом, в качестве которого используют металлическую трикотажную сетку, выполненную кулирным переплетением ластик 1+1, гладь, фанг до достижения графитом пористости 50-80%, а затем прессуют до пористости 10-25%, причем прокатку производят в направлении петельного столбика, а прессование - в направлении петельного ряда сетки. Отличительной особенностью предлагаемого способа является использование в качестве армирующего элемента трикотажной сетки кулирного переплетения и деформация ее во взаимно перпендикулярных плоскостях (сначала вдоль петельного столбика, а затем вдоль петельного ряда). Трикотаж кулирного переплетения, например ластик 1+1, представляет собой упругую петельную объемную структуру, петли которой выполняются из непрерывной нити. Такая структура обеспечивает уменьшение контактных напряжений и числа контактов, особенно при использовании порошковых матриц. Применение трикотажа кулирного переплетения позволяет регулировать анизотропию свойств конечных изделий, создавать изделия, обладающие высокими прочностными характеристиками и упругими свойствами и таким образом расширять возможностные области применения получаемых изделий. Меняя параметры петельной структуры (количеством петельных рядов и петельных столбиков), а также тип переплетения (ластик, гладь, фанг и т.д.) можно регулировать анизотропию свойств сетки, например, отношение продольной и поперечной прочности, а значит, - и анизотропию свойств конечных изделий. Поскольку особенности поведения армированных уплотнений при различных видах нагрузки зависят от специфики их структуры, предлагаемый способ позволяет создавать оптимальные варианты уплотнений для различных эксплуатационных условий. При заполнении армирующего каркаса графитом путем прокатки, усилие, действующее на ленту направлено перпендикулярно ее плоскости (вдоль петельного столбика трикотажа). Прессование изделия производится усилием, направленным вдоль плоскости ленты (вдоль петельного ряда трикотажа). Уплотнение изделия в направлении петельного ряда (деформативная способность которого очень высока) приводит к тому, что материал с матрично-волокнистой слоистой структурой превращается в материал с каркасной структурой, состоящий и взаимопроникающих геометрически равноправных составляющих. Действие прессующего усилия вдоль петельного ряда сетки, вызывает упругое последействие в том же направлении, При прессовании проката в этом направлении графит внутри объема перераспределяется, а петельный ряд принимает волнообразную форму (подобно слабо сжатой пружине). После снятия нагрузки, он выпрямляется, но не полностью, а на величину упругого последействия, которая зависит от материала проволоки, ее диаметра, типа и параметров вязания. Некоторая подвижность петельного ряда, сохраняемая в изделии, проявляется с повышением восстанавливаемости при действии знакопеременных и циклически прерывающихся эксплуатационных нагрузок. Заполнение армирующего каркаса графитом до пористости выше 80% нецелесообразно, т.к. при этом получается низкопрочный осыпающийся прокат, не пригодный для дальнейшей технологической переработки, ниже 50% - приводит к ухудшению прессуемости полуфабриката и потере прочностных свойств в целом. Интервал конечной пористости изделия выбран из соображений того, что при пористости больше 25% теряются упругие свойства прокладки, т.к. при эксплуатации деформация идет большей частью за счет уменьшения объема пор. Пористости, меньше 10% добиться технологически очень сложно. Как видно из вышесказанного, достижение технического результата (повышение способности к упругим деформациям), являющегося следствием использования выполненного по-новому известного средства (трикотажный армирующий элемент кулирного переплетения ластик 1+1, гладь, фанг) и новых условий проведения известных операций (армирования - в направлении петельного столбика, уплотнения - в направлении петельного ряда) стало известно не из уровня техники, а из материалов заявки. Промышленная применимость предлагаемого способа подтверждается приведенными ниже конкретными примерами осуществления способа. Пример 1. Из стальной проволоки марки Х18Н9Т диаметром 0,032 мм на плосковязальной машине 10 класса вяжут трикотажную сетку сетчатую ленту кулирным переплетением "ластик" 1+1, с числом петель на длине 10 см по горизонтали 44 и по вертикали 70. Сетку одновременно с порошком термически расщепленного графита, имеющего насыпную плотность 5-9 г/л подают на валки прокатного стана вдоль направления петельных столбиков ленты и совместно прокатывают до пористости графита в прокатанной ленте 50%. Прокатанную армированную ленту наматывают на цилиндрическую центральную часть разборной пресс-формы (иглу), получившийся рулон вместе с иглой устанавливают в пресс-форму и уплотняют, прикладывая давление величиной 35 МПа к торцу рулона (осаживая рулон), обеспечивая пористость готового изделия 10%. Готовое уплотнительное кольцо подвергали испытаниям на сжимаемость и восстанавливаемость по ГОСТ при нагрузке 35 МПа. Полученные следующие характеристики: сжимаемость - 32,5%, восстанавливаемость - 45,6%. Пример 2. Из стальной проволоки d = 0,032 мм вяжут заготовку кулирным переплетением фанг, с числом петель на 10 см по горизонтали 23 и по вертикали 24. Заготовку одновременно с порошком термически расщепленного графита прокатывают до пористости графита в прокатанной ленте 65%. Прокатанную армированную ленту разрезают на части, складывают стопкой и помещают в матрицу прессующего инструмента так, чтобы пуансон давил в торец этой стопки по ширине ленты. Прессование производят усилием 40 МПа (обеспечивая пористость изделия 17%). Механические испытания прокладки на сжатие показали, что она обладает следующими характеристиками: сжимаемость - 33%, восстанавливаемость - 36,7%. Пример 3. Из стальной проволоки d = 0,032 мм вяжут заготовку кулирным переплетением гладь, с числом петель на 10 см по вертикали 35 и по горизонтали 22. Заготовку вместе с порошком термически расщепленного графита прокатывают до пористости 80%, сворачивая армированную ленту в рулон, помещают в матрицу прессующего инструмента и давят в торец этого рулона усилием 45 МПа (обеспечивая пористость изделия 25%). Механические испытания на сжатие показали сжимаемость изделия - 35%, восстанавливаемость - 35,5%. Для сравнения были изготовлены образцы пористостью, ниже и выше интервалов, указанных в формуле изобретения как по армированной ленте, так и по конечному изделию. Испытания показали наличие остаточных деформаций у прокладок. Сжимаемость их на 5-7% превышала восстанавливаемость. Анализ данных, полученных при испытаниях показал, что достижение желаемого технического результата возможно при выполнении операций в пределах технологических параметров, оговоренных в формуле изобретения.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make sealing elements of graphite
Автори англійськоюVysniakov Leon Romanovych, Kokhanyi Valerii Oleksiiovych, Kosyhin Eduard Petrovych, Moroz Valentyna Pavlivna, Chyzhankov Yevhen Yuriiovych, Cherniavskyi Yurii Oleksandrovych, Lukachevskyi Leonid Arkadiiovych, Kokhana Iryna Mykolaivna
Назва патенту російськоюСпособ изготовления уплотняющих изделий из графита
Автори російськоюВишняков Леон Романович, Коханый Валерий Алексеевич, Косыгин Эдуард Петрович, Мороз Валентина Павловна, Чижаньков Евгений Юрьевич, Чернявский Юрий Александрович, Лукачевский Леонид Аркадиевич, Коханая Ирина Николаевна
МПК / Мітки
МПК: F16J 15/00
Мітки: виробів, ущільних, виготовлення, спосіб, графіту
Код посилання
<a href="https://ua.patents.su/2-7785-sposib-vigotovlennya-ushhilnikh-virobiv-z-grafitu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ущільних виробів з графіту</a>
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Сидоренко Анатолій Михайлович, Краснюк Наталія Євгенівна, Шлапацька Валентина Василівна
МПК: B29C 71/00, B31C 1/00, B29C 53/00
Мітки: виготовлення, спосіб, виробів, багатошарових, трубчастих
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Вов'янко Сергій Олександрович, Кожушко Григорій Мефодійович, Магда Віктор Іванович, Самусенко Юрій Васильович, Гур'янов Ігор Валерійович
МПК: C04B 41/85, C04B 41/88
Мітки: керамічних, спосіб, виготовлення, металізованих, виробів
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Кілесо Віктор Володимирович, Матвіенко Володимир Олександрович, Зубанов Віталій Тимофійович, Урчукін Віктор Григорович, Невідомський Володимир Олексійович, Вагін Віктор Васильович, Ермаков Віктор Васильович
МПК: B28B 1/00
Мітки: розплавів, виготовлення, виробів, силікатних, спосіб
Формула / Реферат:
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Спосіб виготовлення виробів
Номер патенту: 3227
Опубліковано: 26.12.1994
Автори: Бойко Віталій Петрович, Кириченко Захар Нестерович
МПК: B44C 3/00
Мітки: спосіб, виготовлення, виробів
Формула / Реферат:
1. Способ изготовления изделий, заключающийся в нанесении изображения на подложку, образовании формы изделия и последующем ее переносе на подложку, отличающийся тем, что при образовании формы изделия используют оптическую трехгранную прямоугольную равнобокую призму, а образование формы изделия осуществляют посредством приложения одной из граней, образующих прямой угол оптической трехгранной прямоугольной равнобокой призмы, к подложке с...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Девід Норман Уилсон, Девід Джон Джол, Бернард Тревор Метьюз, Хабіб Мохамед Зіяуддін
МПК: A22C 11/00, A23P 1/10
Мітки: пластичних, спосіб, матеріалів, виготовлення, складених, формованих, інших, виробів, м'яса
Формула / Реферат:
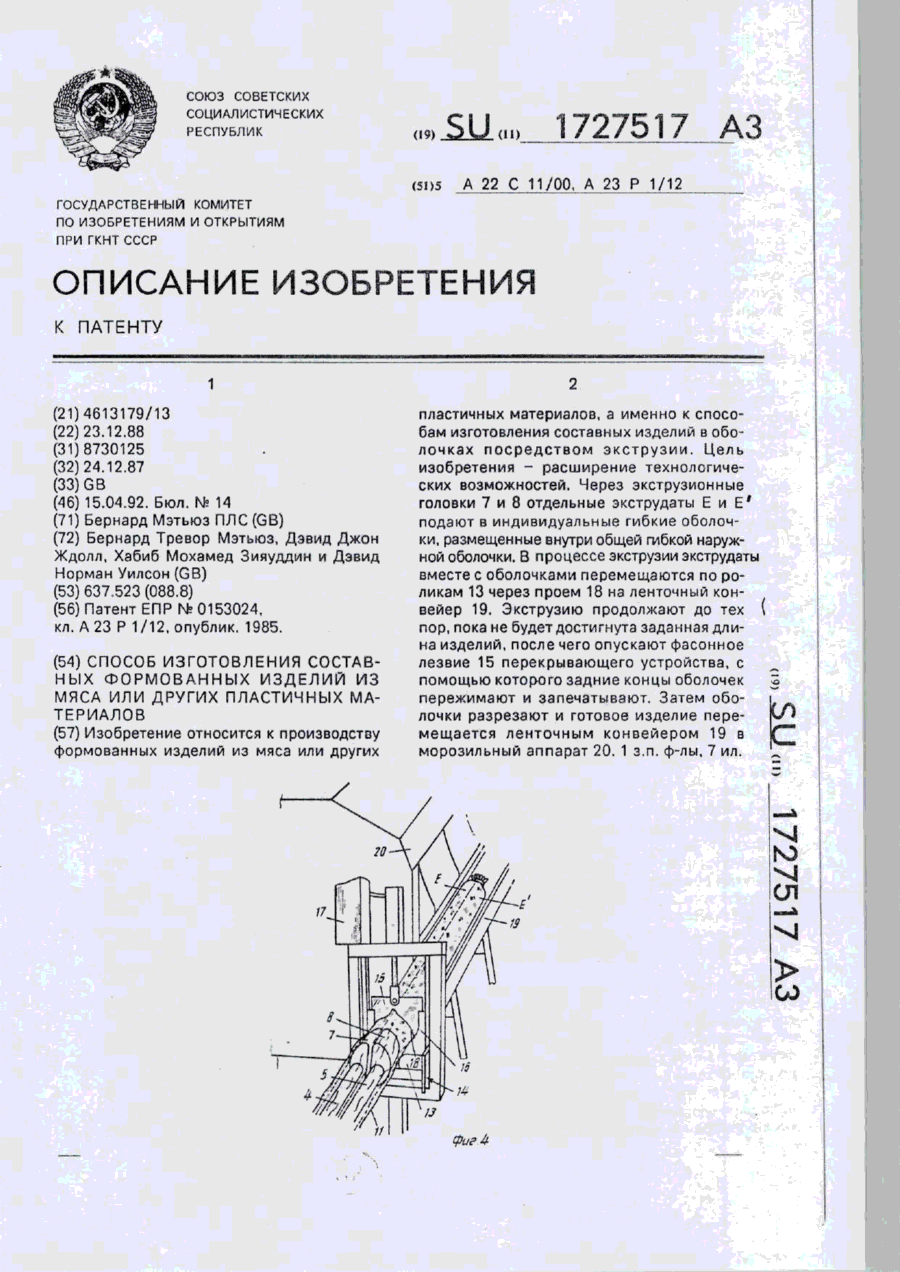
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
Попередній патент: Система витяжних калібрів
Наступний патент: Спосіб виготовлення ущільнюючої прокладки з термічно розщепленого графіту
Випадковий патент: Матеріал оболонки ендопротеза