Спосіб виготовлення роторних і статорних пластин
Формула / Реферат
1. Спосіб виготовлення роторних і статорних пластин (9, 13), при якому роторні пази (7), статорні пази (12) і отвір (8) під вал вирізають з металевого листа (1), і роторну пластину (9) і статорну пластину (12) розділювальними розрізами (14, 15) відокремлюють одну від одної і від металевого листа (1), який відрізняється тим, що спочатку іншим інструментом або комбінацією (5) інструментів з металевого листа (1) вирізають роторні пази (7) і отвір (8) під вал, і що потім іншим інструментом або комбінацією (6) інструментів з металевого листа (1) вирізаються статорні пази (12) і виконують розділювальні розрізи (14, 15), при цьому металевий лист (1) переміщують зигзагоподібним рухом, і роторні та статорні пластини (9, 13) вирізають з металевого листа (1) за зигзагоподібною схемою, причому інструменти або комбінацію (5, 6) інструментів відповідно застосовують для вирізання роторних пазів (7) і отвору (8) під вал, з одного боку, і вирізання статорних пазів (12) і виконання розділюваних розрізів (14, 15), з іншого боку, і металевий лист (1), здійснюючи зигзагоподібне переміщення (2), просувається під інструментами або комбінацією (5, 6) інструментів.
2. Спосіб за п. 1, який відрізняється тим, що роторні пази (7) і отвір (8) під вал вирізають з металевого листа (1) одночасно.
3. Спосіб за п. 1 або 2, який відрізняється тим, що статорні пази (12) виготовляють одночасно з розділювальними розрізами (14, 15).
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що роторні пази (7), статорні пази (12), отвір (8) під вал і розділювальні розрізи (14, 15) виконують шляхом штампування.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що роторні і статорні пластини (9, 13) вирізають почергово з металевого листа (1) з великими подовжніми розмірами, який подається в подовжньому напрямку, зокрема з металевої листової штаби (1), яка змотується з рулону.
6. Пристрій для виготовлення роторних і статорних пластин (9, 13), який містить в собі інструменти (5, 6) для вирізування роторних пазів (7), статорних пазів (12) і отвору (8) під вал з металевого листа (1) і для виконання розділювальних розрізів (14, 15) для відокремлення роторної пластини (9) і статорної пластини (13) одна від одної і від металевого листа (1), і пристрій для транспортування металевого листа (1), який відрізняється тим, що якщо дивитися в напрямку транспортування, спочатку розташовується інструмент або комбінація (5) інструментів для вирізування роторних пазів (7) і отвору (8) під вал, а потім інструмент або комбінація (6) інструментів для вирізування статорних пазів (12) і для виконання розділювальних розрізів (14, 15).
7. Пристрій за п. 6, який відрізняється тим, що інструменти або комбінації (5, 6) інструментів являють собою штампувальні інструменти.
8. Пристрій за п. 6 або 7, який відрізняється тим, що транспортувальний пристрій для подачі довгастого металевого листа (1), зокрема металевої листової штаби, яка змотується з рулону, містить в собі перший привід для подачі в подовжньому напрямку і другий привід для поперечного переміщування металевого листа.
Текст
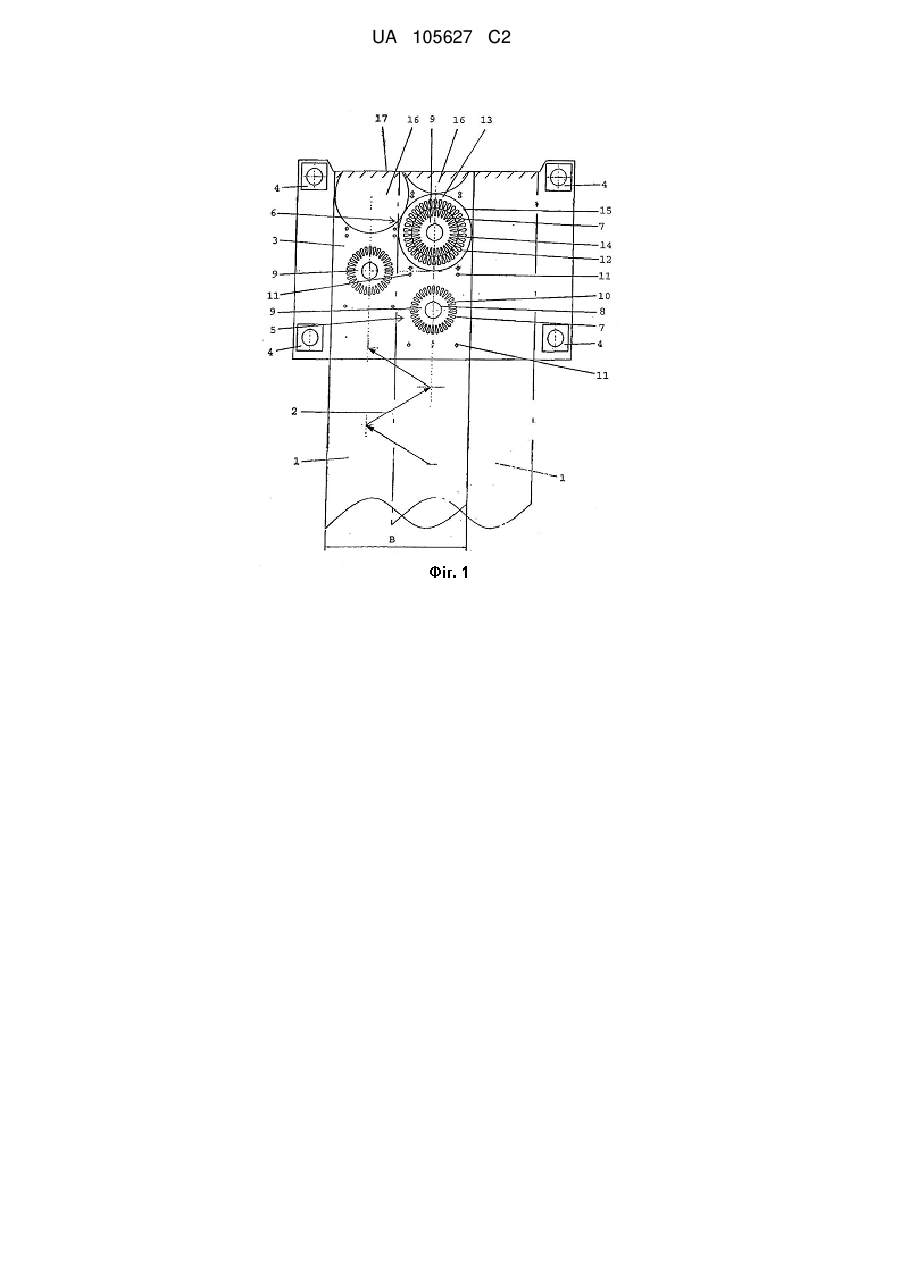
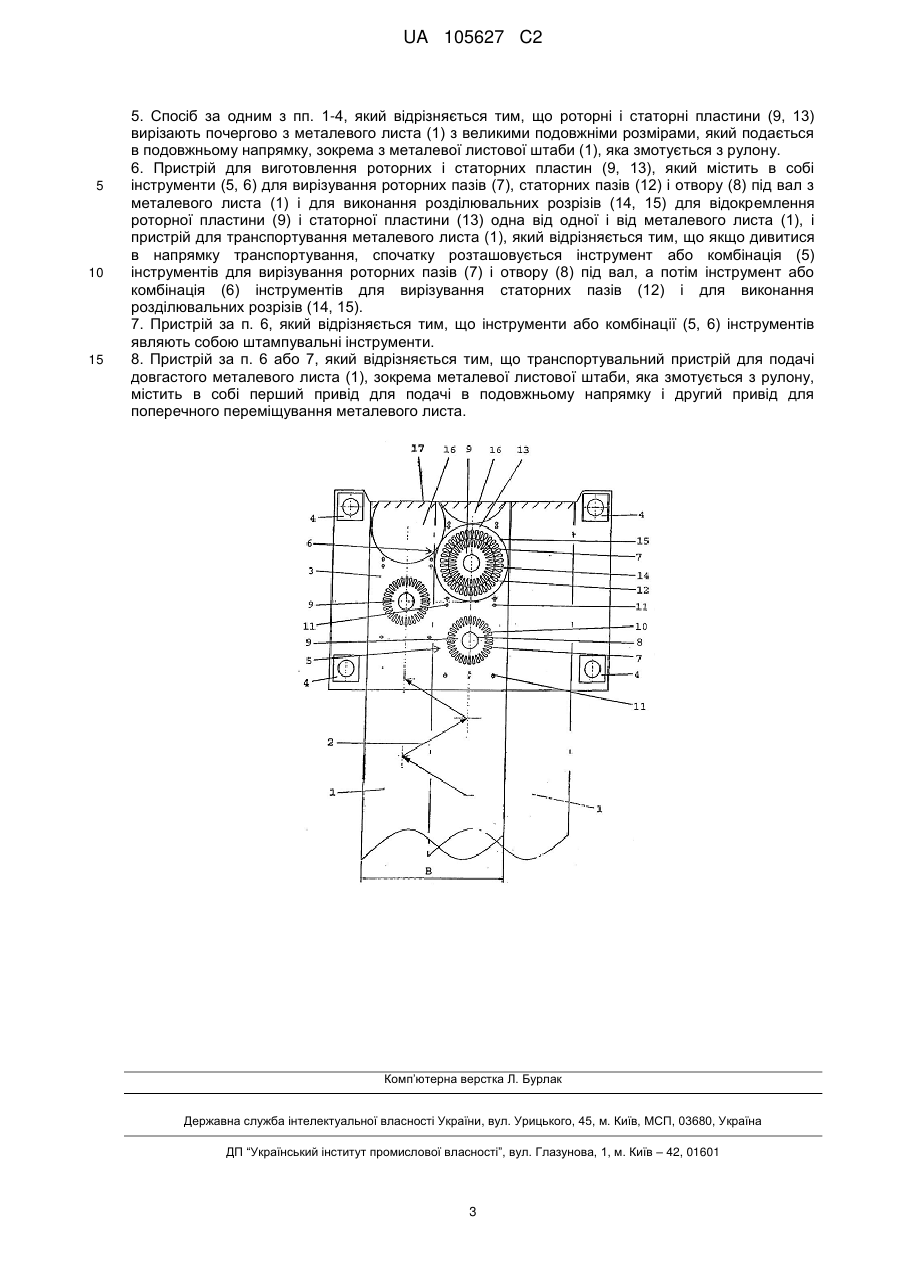
Реферат: При виготовленні роторних і статорних пластин (9, 13) з металевого листа (1) спочатку вирізаються роторні пази (7) і отвір (8) під вал, а потім статорні пази (12), і роторна пластина (9) і статорна пластина (12) розділювальними розрізами (14, 15) відокремлюються одна від одної і від металевого листа (1). UA 105627 C2 (12) UA 105627 C2 UA 105627 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способу виготовлення роторних і статорних пластин, при якому роторні пази, статорні пази і отвір під вал вирізають з металевого листа, і роторну пластину і статорну пластину розділювальними розрізами відокремлюють одну від одної і від металевого листа. Винахід належить також до пристрою для виготовлення роторних і статорних пластин, який містить в собі інструменти для вирізування роторних пазів, статорних пазів і отвору під вал з металевого листа і для виконання розділювальних розрізів з метою відокремлення роторної пластини і статорної пластини одна від одної і від металевого листа, і пристрій для транспортування металевого листа. Такого роду спосіб і такого роду пристрій відомі, наприклад, з DE-A 100 19 368. Недоліком описаної в DE-A 100 19 368 технології є те, що при виготовленні статорних пазів одночасно відокремлюється заготовка для роторної пластини, яка потім повинна транспортуватися до іншої оброблювальної станції і потім тільки в цій станції може бути завершене її виготовлення. Тому в основу винаходу постановлена задача створення способу і пристрою, за допомогою якого можливе більш просте виготовлення роторних і статорних пластин. Вирішується ця задача за допомогою способу вищезазначеного роду завдяки тому, що спочатку з металевого листа вирізаються роторні пази і отвір під вал, а потім з металевого листа вирізаються статорні пази і виконуються розділювальні розрізи. У пристрої вищезгаданого типу ця задача вирішується за рахунок того, що, якщо дивитися в напрямку транспортування, спочатку розташовується інструмент або комбінація інструментів для вирізування роторних пазів і отвору під вал, а потім інструмент або комбінація інструментів для вирізування статорних пазів і для виконання розділювальних розрізів. Перевага способу, який пропонується винаходом, і пристрою, який пропонується винаходом полягає в тому, що роторна пластина після вирізування роторних пазів і отвору під вал все ще висить на, статорній пластині або на металевому листі, з якого вирізаються роторна пластина і статорна пластина. Потім необхідний тільки один єдиний процес позиціонування, після чого вирізаються статорні пази, і роторна пластина і статорна пластина відокремлюються від металевого листа. В принципі для цього винаходу переважно, якщо роторні пази і отвір під вал вирізаються з металевого листа одночасно, і якщо статорні пази виготовляються одночасно з розділювальними розрізами. Це переважно, зокрема тоді, коли роторні пази, статорні пази, отвір під вал і розділювальні розрізи виконуються шляхом штампування. Але існує, звичайно, альтернативна можливість виготовлення окремих розрізів, наприклад, за допомогою лазерних різальних пристроїв або плазмових різальних пристроїв, причому тоді окремі розрізи, в залежності від обставин, виконуються почергово. У той час, як винахід допускає принципову можливість вирізування роторних і статорних пластин з окремих металевих листів з меншими або більшими розмірами, переважно, якщо роторні і статорні пластини вирізаються почергово з металевого листа з великими подовжніми розмірами, який подається в подовжньому напрямку, зокрема з металевої листової стрічки, що змотується з рулону, оскільки при цьому забезпечується можливість дуже швидкого і раціонального виготовлення. Особливо переважно в рамках винаходу, коли роторні і статорні пластини вирізаються з металевого листа за зигзагоподібною схемою, оскільки це дозволяє оптимальним чином використовувати матеріал. При цьому для винаходу переважно, щоб застосовувався інструмент або комбінація інструментів, відповідно для вирізування роторних пазів і отвору під вал, з одного боку, і вирізування статорних пазів і виконання розділювальних розрізів, з іншого боку, і металевий лист, здійснюючи зигзагоподібне переміщування, просувався під інструментами або комбінацією інструментів. Існує, звичайно, альтернативна можливість руху інструментів упоперек напрямку транспортування металевого листа. Інші переважні варіанти здійснення винаходу є предметом інших залежних пунктів. Інші ознаки і переваги винаходу виходять з подальшого опису одного з переважних прикладів здійснення винаходу з посиланням на надане креслення. У зображеному на кресленні варіанті здійснення винаходу стрічковий металевий лист 1 рухається, здійснюючи зображене стрілками 2 зигзагоподібне переміщування, під несучою плитою 3 для незображених інструментів. Транспортувальний пристрій для металевого листа 1 конкретно не зображений і складається з першого приводу, який подає металевий лист 1 в подовжньому напрямку, а також другого приводу, який здійснює поперечне переміщування металевого листа 1. Несуча плита 3 з'єднана з фундаментом стійками 4. Стійки 4, якщо розглядати упоперек напрямку переміщування металевого-листа 1, віддалені одна від одної на таку відстань, що металевий лист 1, який має ширину В (за винятком руху в його подовжньому 1 UA 105627 C2 5 10 15 20 25 30 35 напрямку), може здійснювати зворотно-поступальний рух з першого, зображеного суцільними лініями положення у друге, зображене штрих-пунктирними лініями положення. У позначеній номером 5 позиції на несучій плиті 3 знаходиться перший, конкретно не зображений на кресленні інструмент, за допомогою якого виштамповуються роторні пази 7 і отвір 8 під вал роторної пластини 9, яка виготовляється з металевого листа 1. З'єднувальними перемичками 10, що проходять між роторними пазами 7, роторна пластина 9, яка виготовляється ще міцно з'єднана з металевим листом 1. Одночасно з виготовленням роторних пазів 7 і отвору 8 під вал можливе штампування контрольних отворів 11 в металевому листі 1. У той час, як в позначеній номером 5 позиції штампуються роторні пази 7 і отвір 8 під вал, одночасно в позначеній номером 6 позиції за допомогою другого, конкретно не зображеного інструмента штампуються статорні пази 12 статорної пластини 13, яка виготовляється, а також виконуються два розділювальних розрізи за допомогою відповідних штампувальних інструментів, а саме перший розділювальний розріз 14, за допомогою якого при цьому від статорної пластини 13 відокремлюється остаточно виготовлена роторна пластина 9, і другий розділювальний розріз 15, за допомогою якого від металевого листа 1 відокремлюється статорна пластина 13. Штампувальні інструменти для пазів 7, 12 отвору 8 під вал і розділювальних розрізів 14, 15 можуть являти собою власне відомі з рівня техніки інструменти, так що тут вони детально не описані. На цьому виготовлення роторної пластини 9 і статорної пластини 13 завершене, і вони можуть бути або вийняті вгору, або випасти вниз з металевого листа 1. Залишається обрізок металевого листа 1 між позначеними на кресленні номером 16 отворами, при цьому матеріал металевого листа 1, який залишився ріжеться на більш дрібні шматки на різальній кромці 17, якою закінчується несуча плита 3. Завдяки зигзагоподібному руху 2 металевого, листа 1 навперемінно ліва і права половина металевого листа 1 обробляється відповідно зі зміщенням в подовжньому напрямку на величину, яка декілька перевищує половину діаметра статорної пластини 13 (відповідає половині діаметра розділювального розрізу 15), так що є тільки дуже невелика втрата матеріалу. Роторні пластини 3 і статорні пластини 13 можуть, згідно з винаходом, виготовлятися тільки за два процеси обробки при безперервному проходженні металевого листа 1 через пристрій. Але існує також принципова можливість виготовлення роторних пазів 9 і отвору 8 під вал не за один єдиний процес штампування або операцію обробки, а за дві здійснюваних послідовно операції обробки. Це стосується також виготовлення статорних пазів 12, а також розділювальних розрізів 14 і 15. Хоч в цьому випадку і потрібно більше двох процесів обробки, як описано вище, але при цьому в певних обставинах можна впливати сприятливим чином на виготовлення і термін служби інструментів. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб виготовлення роторних і статорних пластин (9, 13), при якому роторні пази (7), статорні пази (12) і отвір (8) під вал вирізають з металевого листа (1), і роторну пластину (9) і статорну пластину (12) розділювальними розрізами (14, 15) відокремлюють одну від одної і від металевого листа (1), який відрізняється тим, що спочатку іншим інструментом або комбінацією (5) інструментів з металевого листа (1) вирізають роторні пази (7) і отвір (8) під вал, і що потім іншим інструментом або комбінацією (6) інструментів з металевого листа (1) вирізаються статорні пази (12) і виконують розділювальні розрізи (14, 15), при цьому металевий лист (1) переміщують зигзагоподібним рухом, і роторні та статорні пластини (9, 13) вирізають з металевого листа (1) за зигзагоподібною схемою, причому інструменти або комбінацію (5, 6) інструментів відповідно застосовують для вирізання роторних пазів (7) і отвору (8) під вал, з одного боку, і вирізання статорних пазів (12) і виконання розділюваних розрізів (14, 15), з іншого боку, і металевий лист (1), здійснюючи зигзагоподібне переміщення (2), просувається під інструментами або комбінацією (5, 6) інструментів. 2. Спосіб за п. 1, який відрізняється тим, що роторні пази (7) і отвір (8) під вал вирізають з металевого листа (1) одночасно. 3. Спосіб за п. 1 або 2, який відрізняється тим, що статорні пази (12) виготовляють одночасно з розділювальними розрізами (14, 15). 4. Спосіб за одним з пп. 1-3, який відрізняється тим, що роторні пази (7), статорні пази (12), отвір (8) під вал і розділювальні розрізи (14, 15) виконують шляхом штампування. 2 UA 105627 C2 5 10 15 5. Спосіб за одним з пп. 1-4, який відрізняється тим, що роторні і статорні пластини (9, 13) вирізають почергово з металевого листа (1) з великими подовжніми розмірами, який подається в подовжньому напрямку, зокрема з металевої листової штаби (1), яка змотується з рулону. 6. Пристрій для виготовлення роторних і статорних пластин (9, 13), який містить в собі інструменти (5, 6) для вирізування роторних пазів (7), статорних пазів (12) і отвору (8) під вал з металевого листа (1) і для виконання розділювальних розрізів (14, 15) для відокремлення роторної пластини (9) і статорної пластини (13) одна від одної і від металевого листа (1), і пристрій для транспортування металевого листа (1), який відрізняється тим, що якщо дивитися в напрямку транспортування, спочатку розташовується інструмент або комбінація (5) інструментів для вирізування роторних пазів (7) і отвору (8) під вал, а потім інструмент або комбінація (6) інструментів для вирізування статорних пазів (12) і для виконання розділювальних розрізів (14, 15). 7. Пристрій за п. 6, який відрізняється тим, що інструменти або комбінації (5, 6) інструментів являють собою штампувальні інструменти. 8. Пристрій за п. 6 або 7, який відрізняється тим, що транспортувальний пристрій для подачі довгастого металевого листа (1), зокрема металевої листової штаби, яка змотується з рулону, містить в собі перший привід для подачі в подовжньому напрямку і другий привід для поперечного переміщування металевого листа. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори російськоюMOSSNER, Bernd
МПК / Мітки
МПК: H02K 15/02, B21D 28/22
Мітки: статорних, спосіб, роторних, виготовлення, пластин
Код посилання
<a href="https://ua.patents.su/5-105627-sposib-vigotovlennya-rotornikh-i-statornikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення роторних і статорних пластин</a>
Спосіб виготовлення монокристалічних кремнієвих пластин
Номер патенту: 43896
Опубліковано: 10.09.2009
Автори: Сухоставець Володимир Маркович, Берінгов Сергій Борисович
МПК: C30B 33/00, C30B 29/06
Мітки: монокристалічних, виготовлення, спосіб, пластин, кремнієвих
Формула / Реферат:
1. Спосіб виготовлення монокристалічних кремнієвих пластин, що включає обробку зливка монокристалічного кремнію на квадратері з наданням псевдоквадратної форми в горизонтальному перерізі зливка, при цьому розмір горизонтального перерізу псевдоквадратованого зливка відповідає заданому розміру пластини з припуском, видалення припуску, різання псевдоквадратованого зливка на пластини, який відрізняється тим, що при обробці на квадратері припуск...
Спосіб виготовлення кремнієвих пластин з мультикристалічного кремнію
Номер патенту: 44908
Опубліковано: 26.10.2009
Автори: Берінгов Сергій Борисович, Сухоставець Володимир Маркович
МПК: C30B 29/06, C30B 33/00
Мітки: мультикристалічного, спосіб, пластин, кремнію, кремнієвих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення кремнієвих пластин з мультикристалічного кремнію, що включає розрізання зливка мультикристалічного кремнію на блоки та різання блока на пластини, який відрізняється тим, що додатково кожну торцеву сторону пластини обрізають лазерним різанням на відстані, не меншій за 0,1 мм.2. Спосіб за п. 1, який відрізняється тим, що кожну торцеву сторону пластини обрізають лазерним різанням на відстані 0,1-10 мм.
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: трансформатора, замикання, зворотного, спосіб, якості, вставляємих, виготовлення, стержнями, використовується, вхідного, u-образних, t-образних, дросселя, сердечника, пластин
Формула / Реферат:
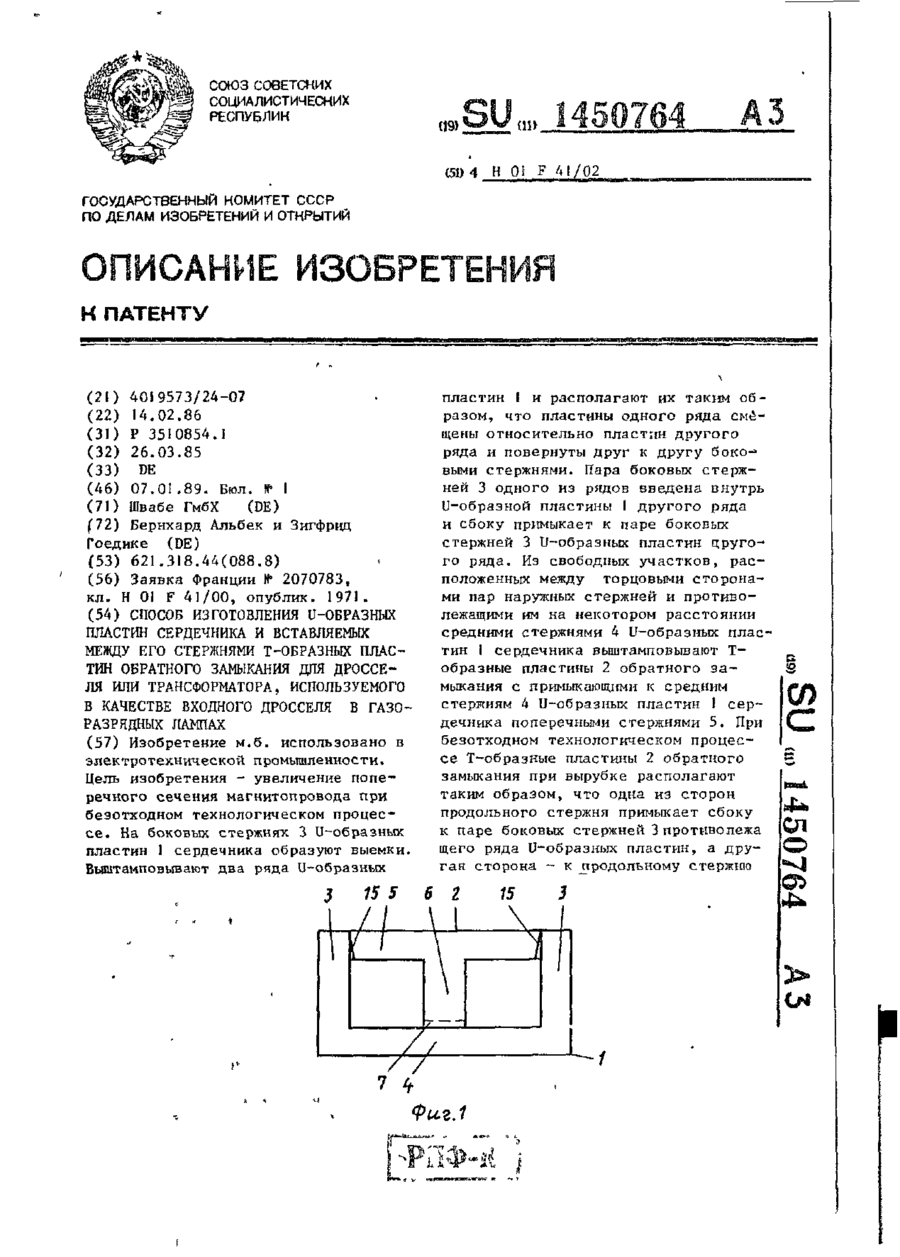
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення пластин для реконструювання
Номер патенту: 68842
Опубліковано: 16.08.2004
Автор: Олійник Ігор Юрійович
МПК: B29K 91/00, B29C 39/00
Мітки: пластин, спосіб, виготовлення, реконструювання
Формула / Реферат:
Спосіб виготовлення пластин для реконструювання шляхом розплавлення пластичної маси, та її виливання, який відрізняється тим, що заливання розплавленої пластичної маси проводять у спеціальну камеру для виготовлення воскових пластин, яка містить секції для отримання одномоментно серії з 15 пластин рівномірної товщини, після заливання камера ставиться у охолоджуючий пристрій без розкатування.
Спосіб виготовлення пластин
Номер патенту: 94105
Опубліковано: 11.04.2011
Автори: Проц Лариса Анатоліївна, Шпирко Григорій Миколайович, Ткаченко Віктор Іванович, Рубіш Василь Михайлович
МПК: B24B 37/04, B24B 1/00, B24B 21/00
Мітки: пластин, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення пластин, який включає формування однієї плоскої поверхні заготовки, виготовлення підкладки з принаймні однією плоскою поверхнею, нанесення на плоску поверхню підкладки шару термопластичного матеріалу, нагрівання підкладки з термопластичним матеріалом та заготовки до температури розм'якшення термопластичного матеріалу, притискання заготовки плоскою стороною до плоскої сторони підкладки, охолодження та подальше шліфування...
Попередній патент: Спосіб визначення орієнтації рухомого об’єкта та пристрій для його реалізації
Наступний патент: Орально дезінтегровувана тверда лікарська форма
Випадковий патент: Упаковка для різноманітних виробів