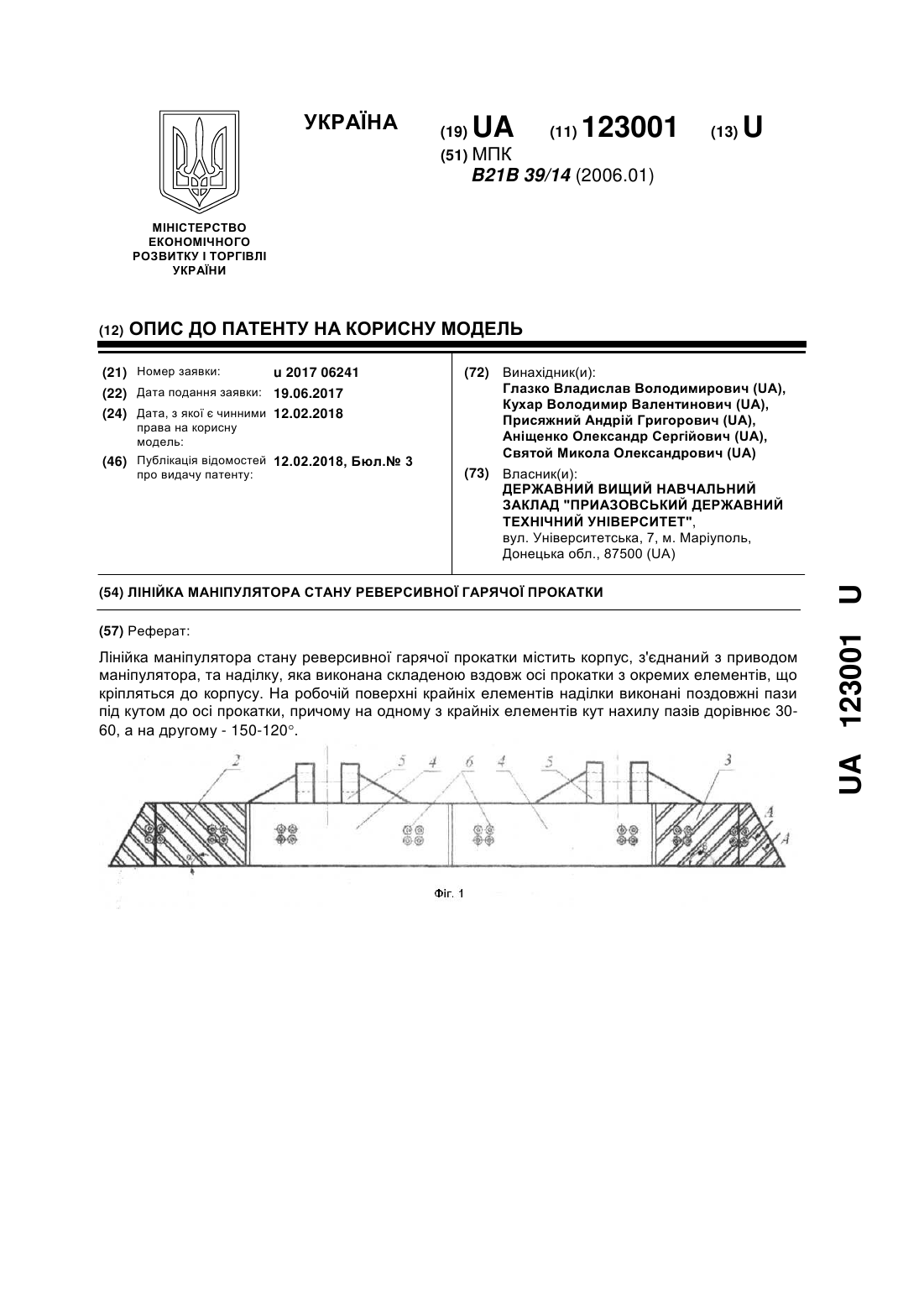
Лінійка маніпулятора стану реверсивної гарячої прокатки
Номер патенту: 123001
Опубліковано: 12.02.2018
Автори: Присяжний Андрій Григорович, Кухар Володимир Валентинович, Аніщенко Олександр Сергійович, Святой Микола Олександрович, Глазко Владислав Володимирович

Формула / Реферат
Лінійка маніпулятора стану реверсивної гарячої прокатки, що містить корпус, з'єднаний з приводом маніпулятора, та наділку, яка виконана складеною вздовж осі прокатки з окремих елементів, що кріпляться до корпусу, яка відрізняється тим, що на робочій поверхні крайніх елементів наділки виконані поздовжні пази під кутом до осі прокатки, причому на одному з крайніх елементів кут нахилу пазів дорівнює 30-60, а на другому - 150-120°.
Текст
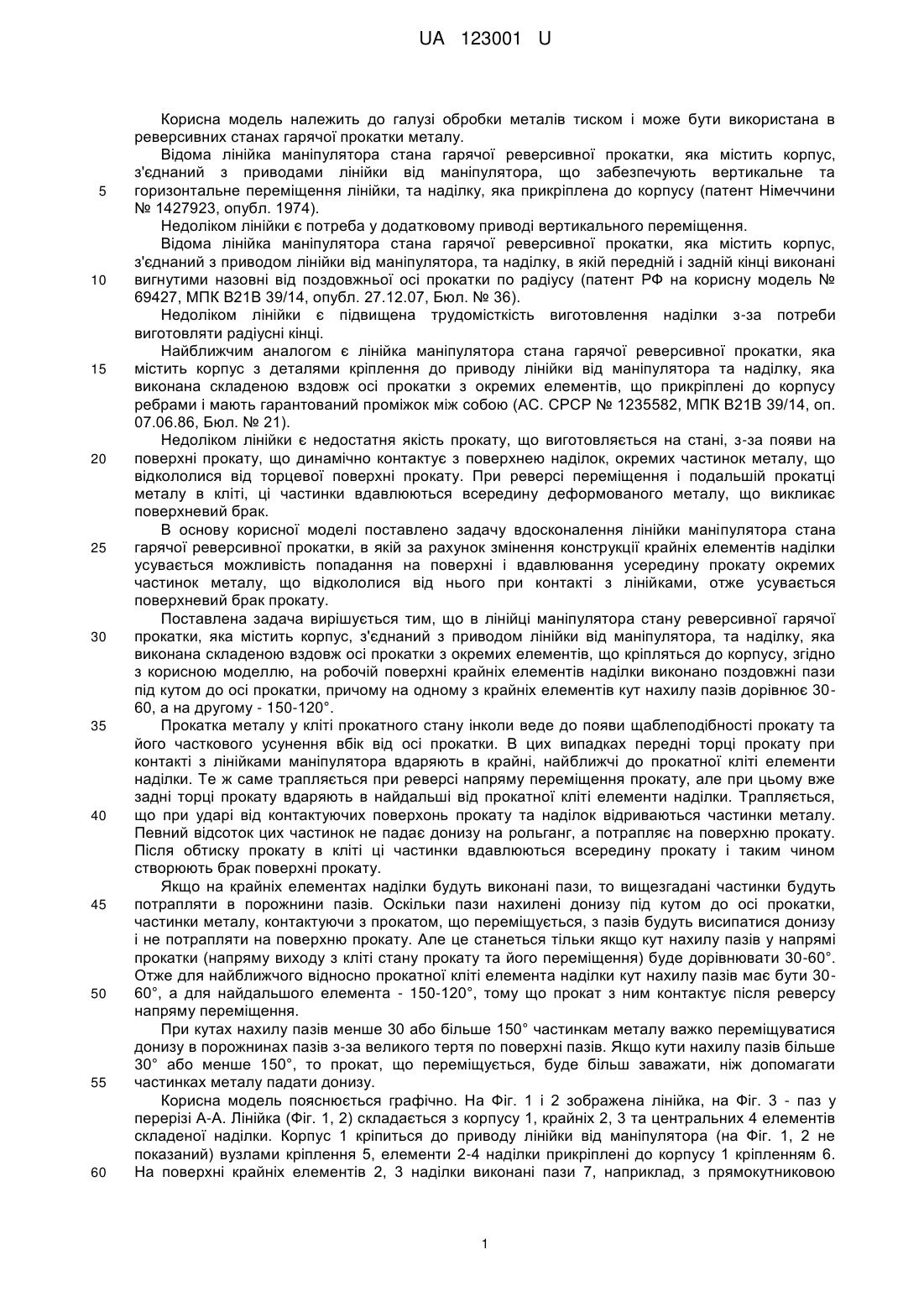
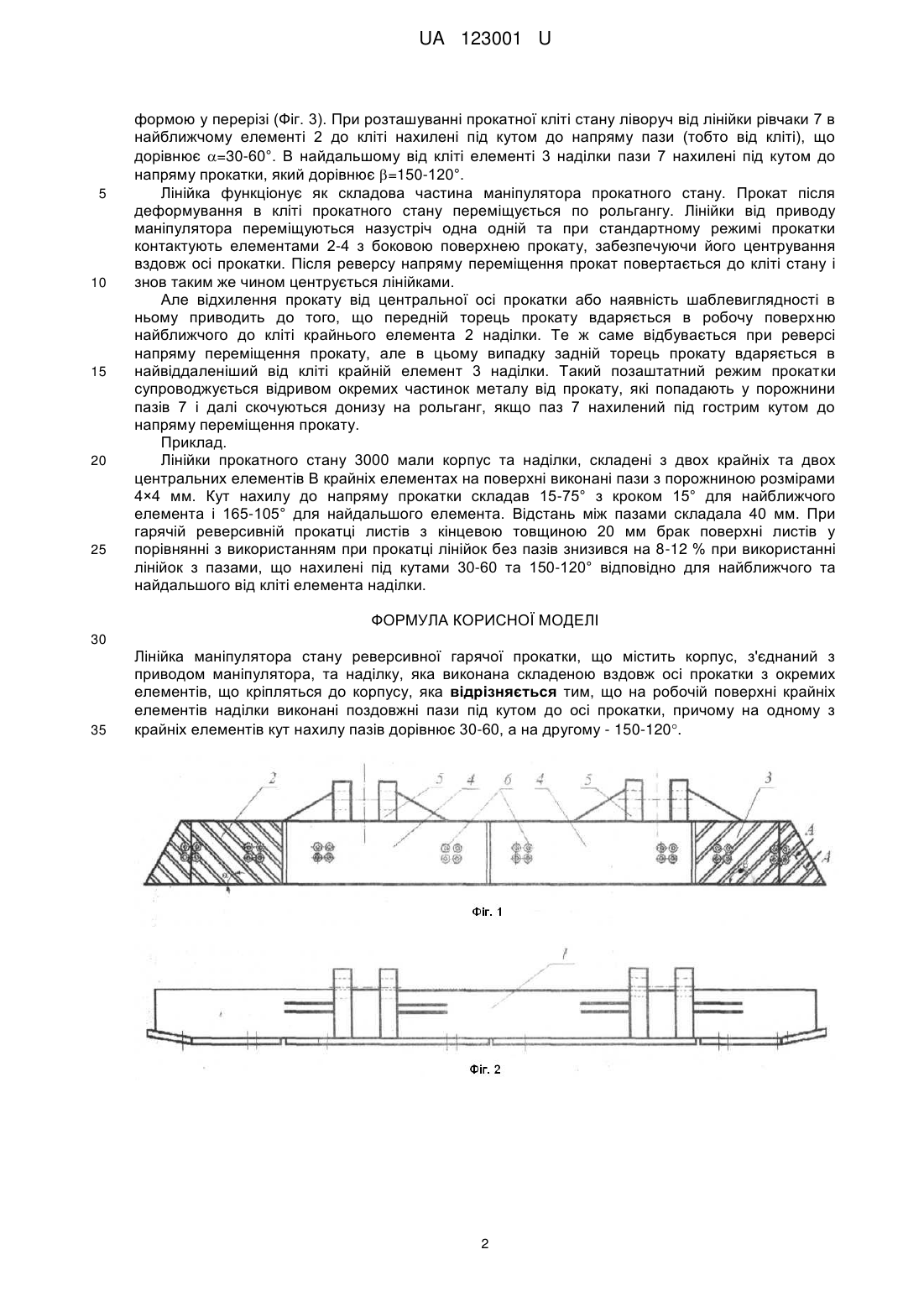
Реферат: Лінійка маніпулятора стану реверсивної гарячої прокатки містить корпус, з'єднаний з приводом маніпулятора, та наділку, яка виконана складеною вздовж осі прокатки з окремих елементів, що кріпляться до корпусу. На робочій поверхні крайніх елементів наділки виконані поздовжні пази під кутом до осі прокатки, причому на одному з крайніх елементів кут нахилу пазів дорівнює 3060, а на другому - 150-120. UA 123001 U (12) UA 123001 U UA 123001 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском і може бути використана в реверсивних станах гарячої прокатки металу. Відома лінійка маніпулятора стана гарячої реверсивної прокатки, яка містить корпус, з'єднаний з приводами лінійки від маніпулятора, що забезпечують вертикальне та горизонтальне переміщення лінійки, та наділку, яка прикріплена до корпусу (патент Німеччини № 1427923, опубл. 1974). Недоліком лінійки є потреба у додатковому приводі вертикального переміщення. Відома лінійка маніпулятора стана гарячої реверсивної прокатки, яка містить корпус, з'єднаний з приводом лінійки від маніпулятора, та наділку, в якій передній і задній кінці виконані вигнутими назовні від поздовжньої осі прокатки по радіусу (патент РФ на корисну модель № 69427, МПК В21В 39/14, опубл. 27.12.07, Бюл. № 36). Недоліком лінійки є підвищена трудомісткість виготовлення наділки з-за потреби виготовляти радіусні кінці. Найближчим аналогом є лінійка маніпулятора стана гарячої реверсивної прокатки, яка містить корпус з деталями кріплення до приводу лінійки від маніпулятора та наділку, яка виконана складеною вздовж осі прокатки з окремих елементів, що прикріплені до корпусу ребрами і мають гарантований проміжок між собою (АС. СРСР № 1235582, МПК В21В 39/14, оп. 07.06.86, Бюл. № 21). Недоліком лінійки є недостатня якість прокату, що виготовляється на стані, з-за появи на поверхні прокату, що динамічно контактує з поверхнею наділок, окремих частинок металу, що відкололися від торцевої поверхні прокату. При реверсі переміщення і подальшій прокатці металу в кліті, ці частинки вдавлюються всередину деформованого металу, що викликає поверхневий брак. В основу корисної моделі поставлено задачу вдосконалення лінійки маніпулятора стана гарячої реверсивної прокатки, в якій за рахунок змінення конструкції крайніх елементів наділки усувається можливість попадання на поверхні і вдавлювання усередину прокату окремих частинок металу, що відкололися від нього при контакті з лінійками, отже усувається поверхневий брак прокату. Поставлена задача вирішується тим, що в лінійці маніпулятора стану реверсивної гарячої прокатки, яка містить корпус, з'єднаний з приводом лінійки від маніпулятора, та наділку, яка виконана складеною вздовж осі прокатки з окремих елементів, що кріпляться до корпусу, згідно з корисною моделлю, на робочій поверхні крайніх елементів наділки виконано поздовжні пази під кутом до осі прокатки, причому на одному з крайніх елементів кут нахилу пазів дорівнює 3060, а на другому - 150-120°. Прокатка металу у кліті прокатного стану інколи веде до появи щаблеподібності прокату та його часткового усунення вбік від осі прокатки. В цих випадках передні торці прокату при контакті з лінійками маніпулятора вдаряють в крайні, найближчі до прокатної кліті елементи наділки. Те ж саме трапляється при реверсі напряму переміщення прокату, але при цьому вже задні торці прокату вдаряють в найдальші від прокатної кліті елементи наділки. Трапляється, що при ударі від контактуючих поверхонь прокату та наділок відриваються частинки металу. Певний відсоток цих частинок не падає донизу на рольганг, а потрапляє на поверхню прокату. Після обтиску прокату в кліті ці частинки вдавлюються всередину прокату і таким чином створюють брак поверхні прокату. Якщо на крайніх елементах наділки будуть виконані пази, то вищезгадані частинки будуть потрапляти в порожнини пазів. Оскільки пази нахилені донизу під кутом до осі прокатки, частинки металу, контактуючи з прокатом, що переміщується, з пазів будуть висипатися донизу і не потрапляти на поверхню прокату. Але це станеться тільки якщо кут нахилу пазів у напрямі прокатки (напряму виходу з кліті стану прокату та його переміщення) буде дорівнювати 30-60°. Отже для найближчого відносно прокатної кліті елемента наділки кут нахилу пазів має бути 3060°, а для найдальшого елемента - 150-120°, тому що прокат з ним контактує після реверсу напряму переміщення. При кутах нахилу пазів менше 30 або більше 150° частинкам металу важко переміщуватися донизу в порожнинах пазів з-за великого тертя по поверхні пазів. Якщо кути нахилу пазів більше 30° або менше 150°, то прокат, що переміщується, буде більш заважати, ніж допомагати частинках металу падати донизу. Корисна модель пояснюється графічно. На Фіг. 1 і 2 зображена лінійка, на Фіг. 3 - паз у перерізі А-А. Лінійка (Фіг. 1, 2) складається з корпусу 1, крайніх 2, 3 та центральних 4 елементів складеної наділки. Корпус 1 кріпиться до приводу лінійки від маніпулятора (на Фіг. 1, 2 не показаний) вузлами кріплення 5, елементи 2-4 наділки прикріплені до корпусу 1 кріпленням 6. На поверхні крайніх елементів 2, 3 наділки виконані пази 7, наприклад, з прямокутниковою 1 UA 123001 U 5 10 15 20 25 формою у перерізі (Фіг. 3). При розташуванні прокатної кліті стану ліворуч від лінійки рівчаки 7 в найближчому елементі 2 до кліті нахилені під кутом до напряму пази (тобто від кліті), що дорівнює =30-60°. В найдальшому від кліті елементі 3 наділки пази 7 нахилені під кутом до напряму прокатки, який дорівнює =150-120°. Лінійка функціонує як складова частина маніпулятора прокатного стану. Прокат після деформування в кліті прокатного стану переміщується по рольгангу. Лінійки від приводу маніпулятора переміщуються назустріч одна одній та при стандартному режимі прокатки контактують елементами 2-4 з боковою поверхнею прокату, забезпечуючи його центрування вздовж осі прокатки. Після реверсу напряму переміщення прокат повертається до кліті стану і знов таким же чином центрується лінійками. Але відхилення прокату від центральної осі прокатки або наявність шаблевиглядності в ньому приводить до того, що передній торець прокату вдаряється в робочу поверхню найближчого до кліті крайнього елемента 2 наділки. Те ж саме відбувається при реверсі напряму переміщення прокату, але в цьому випадку задній торець прокату вдаряється в найвіддаленіший від кліті крайній елемент 3 наділки. Такий позаштатний режим прокатки супроводжується відривом окремих частинок металу від прокату, які попадають у порожнини пазів 7 і далі скочуються донизу на рольганг, якщо паз 7 нахилений під гострим кутом до напряму переміщення прокату. Приклад. Лінійки прокатного стану 3000 мали корпус та наділки, складені з двох крайніх та двох центральних елементів В крайніх елементах на поверхні виконані пази з порожниною розмірами 4×4 мм. Кут нахилу до напряму прокатки складав 15-75° з кроком 15° для найближчого елемента і 165-105° для найдальшого елемента. Відстань між пазами складала 40 мм. При гарячій реверсивній прокатці листів з кінцевою товщиною 20 мм брак поверхні листів у порівнянні з використанням при прокатці лінійок без пазів знизився на 8-12 % при використанні лінійок з пазами, що нахилені під кутами 30-60 та 150-120° відповідно для найближчого та найдальшого від кліті елемента наділки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Лінійка маніпулятора стану реверсивної гарячої прокатки, що містить корпус, з'єднаний з приводом маніпулятора, та наділку, яка виконана складеною вздовж осі прокатки з окремих елементів, що кріпляться до корпусу, яка відрізняється тим, що на робочій поверхні крайніх елементів наділки виконані поздовжні пази під кутом до осі прокатки, причому на одному з крайніх елементів кут нахилу пазів дорівнює 30-60, а на другому - 150-120. 2 UA 123001 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 39/14
Мітки: реверсивної, лінійка, стану, прокатки, маніпулятора, гарячої
Код посилання
<a href="https://ua.patents.su/5-123001-linijjka-manipulyatora-stanu-reversivno-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Лінійка маніпулятора стану реверсивної гарячої прокатки</a>
Лінійка маніпулятора стану гарячої прокатки
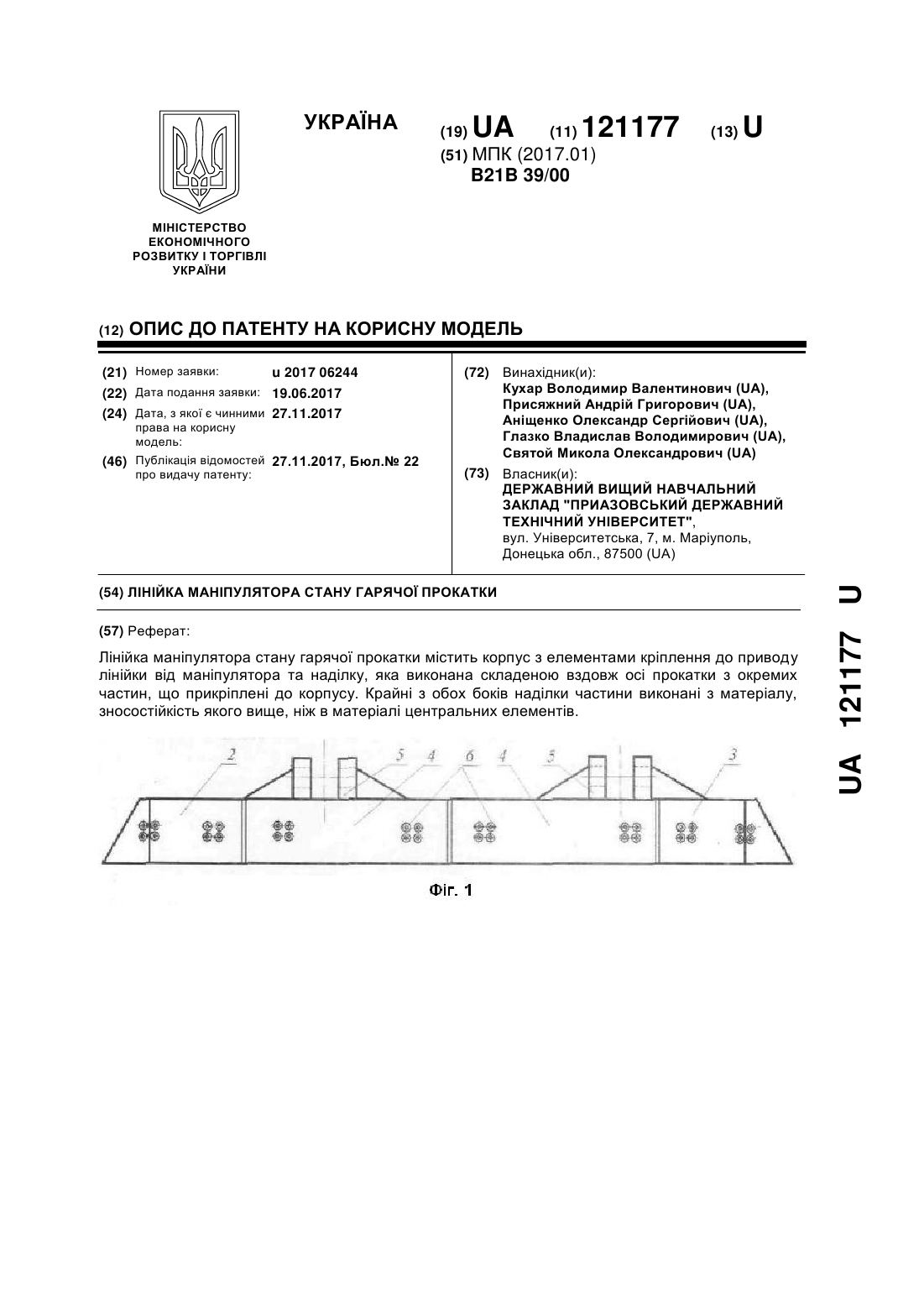
Номер патенту: 121177
Опубліковано: 27.11.2017
Автори: Аніщенко Олександр Сергійович, Кухар Володимир Валентинович, Святой Микола Олександрович, Присяжний Андрій Григорович, Глазко Владислав Володимирович
МПК: B21B 39/00
Мітки: гарячої, маніпулятора, лінійка, прокатки, стану
Формула / Реферат:
Лінійка маніпулятора стану гарячої прокатки, яка містить корпус з елементами кріплення до приводу лінійки від маніпулятора та наділку, яка виконана складеною вздовж осі прокатки з окремих частин, що прикріплені до корпусу, яка відрізняється тим, що крайні з обох боків наділки частини виконані з матеріалу, зносостійкість якого вище, ніж в матеріалі центральних елементів.
Лінійка маніпулятора прокатного стана
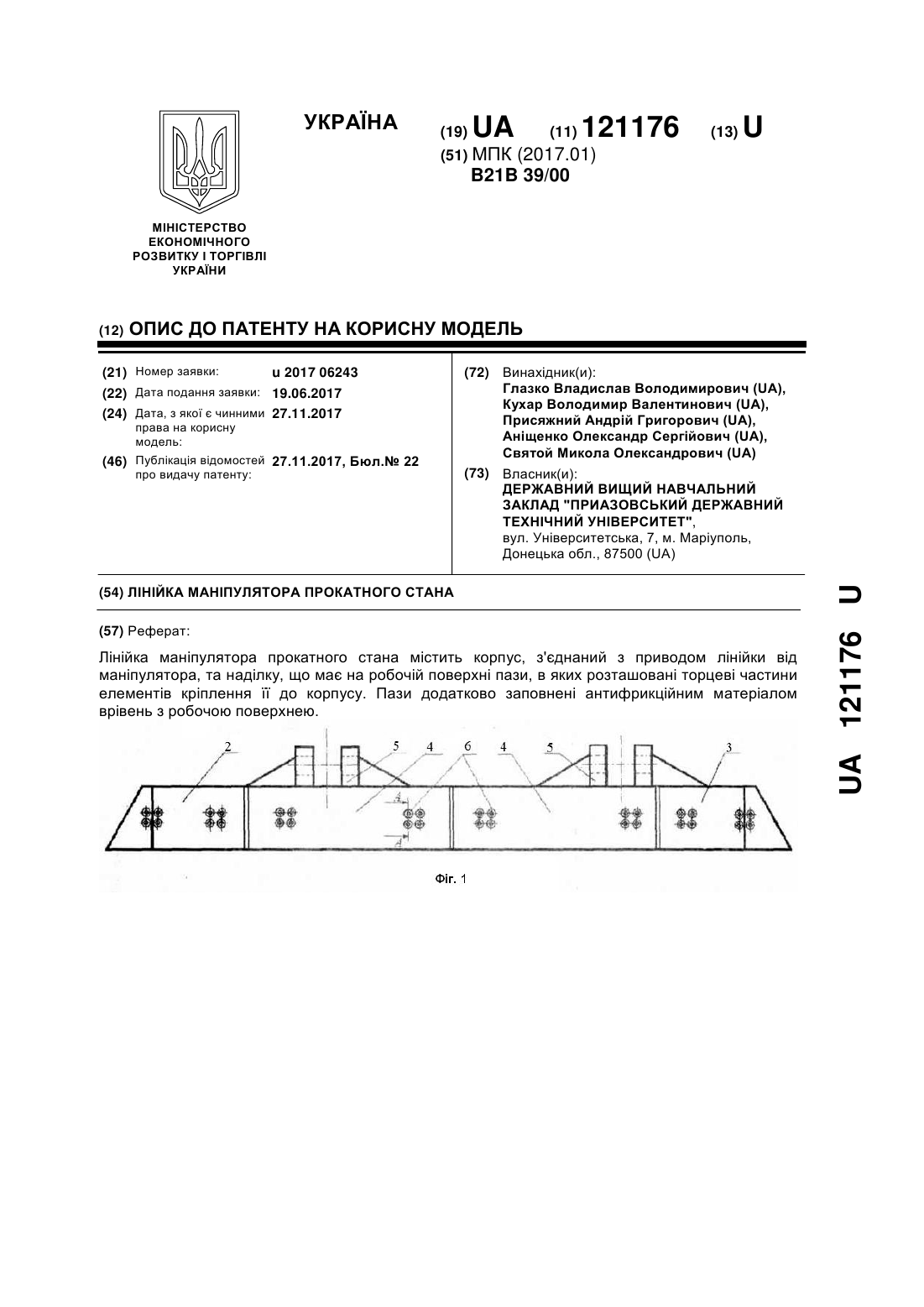
Номер патенту: 121176
Опубліковано: 27.11.2017
Автори: Святой Микола Олександрович, Глазко Владислав Володимирович, Присяжний Андрій Григорович, Кухар Володимир Валентинович, Аніщенко Олександр Сергійович
МПК: B21B 39/00
Мітки: стана, прокатного, маніпулятора, лінійка
Формула / Реферат:
Лінійка маніпулятора прокатного стана, яка містить корпус, з'єднаний з приводом лінійки від маніпулятора, та наділку, що має на робочій поверхні пази, в яких розташовані торцеві частини елементів кріплення її до корпусу, яка відрізняється тим, що пази додатково заповнені антифрикційним матеріалом врівень з робочою поверхнею.
Механізм приводу лінійки маніпулятора стана гарячої прокатки
Номер патенту: 82317
Опубліковано: 25.07.2013
Автори: Антонюк Євген Якович, Бобух Іван Олексійович, Забуга Артем Геннадійович, Федоренко Людмила Миколаївна, Соколов Єгор Валентинович
МПК: B21B 39/16
Мітки: лінійки, механізм, стана, маніпулятора, прокатки, приводу, гарячої
Формула / Реферат:
Механізм приводу лінійки маніпулятора стана гарячої прокатки, що містить лінійку, сполучені з нею дві штанги, на кожній з яких розташовані по одній зубчастій рейці, що зачеплені з двома зубчастими колесами, закріпленими на загальному валу з приводом від електродвигуна, який відрізняється тим, що перша штанга сполучена з лінійкою сферичним шарніром з пальцем, який допускає два незалежні обертальні рухи навколо вертикальної та поперечної...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Хоф Хартмут, Бройєр Міхель, Зельбах Пауль
Мітки: також, прокатки, стан, алюмінію, зокрема, металу, гарячої, спосіб, прокатній
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Мазур Валерій Леонідович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: гарячої, штаб, прокатки, чистовий, стані, групи, спосіб, широкоштабовому
Формула / Реферат:
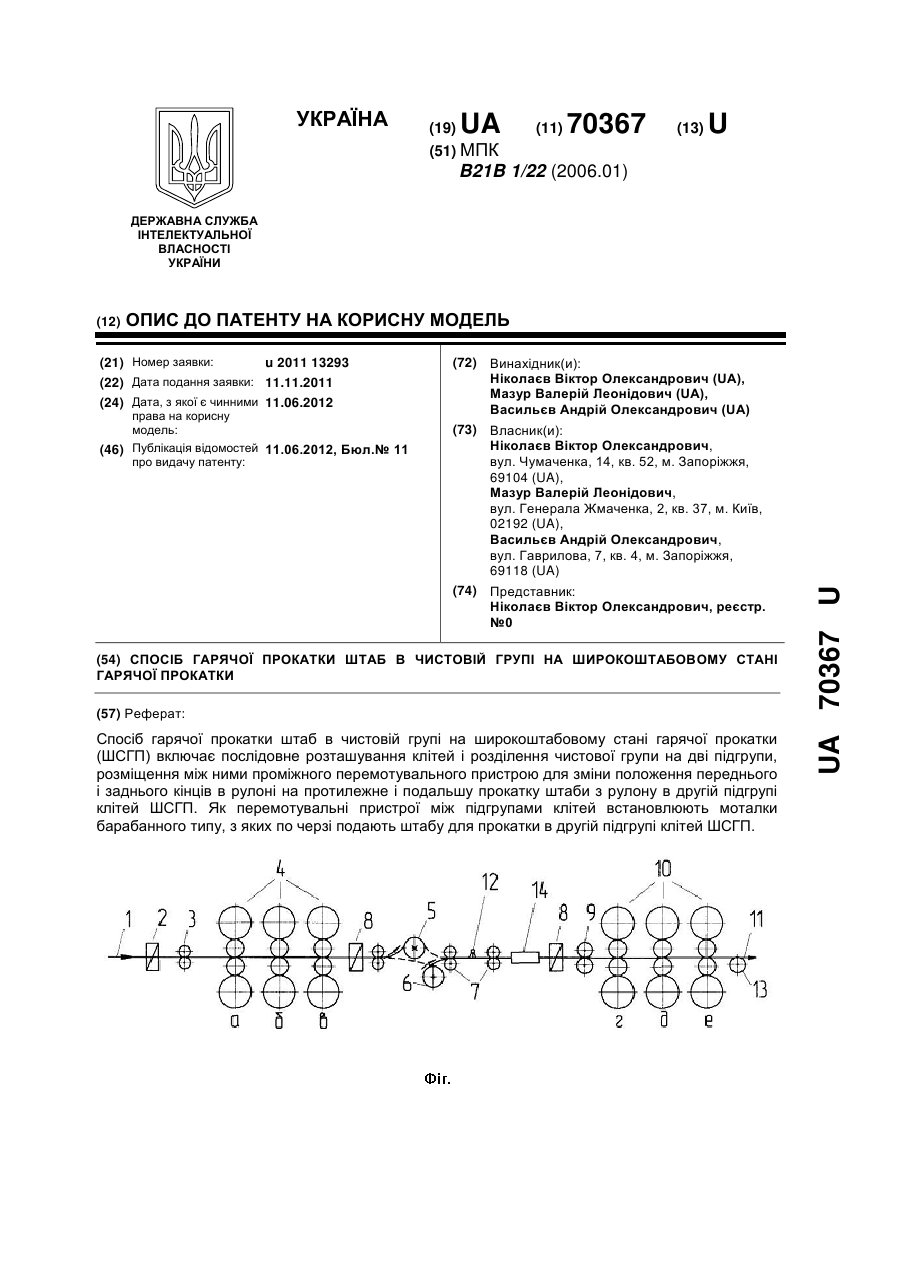
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Попередній патент: Спосіб прогнозування гіпертрофії лівого шлуночка серця у підлітків 15-18 років з первинною артеріальною гіпертензією
Наступний патент: Сировинний технологічний модуль
Випадковий патент: Привід гідравлічного ковальського преса