Спосіб обробки отворів
Формула / Реферат
1. Спосіб обробки отворів, що включає здійснення подачі шляхом радіального зближення встановленої на роторі деталі і інструменту - кінематично з'єднаної з ротором інструментальної головки (зокрема на ротаційному верстаті - за допомогою шпиндельної револьверної головки), який відрізняється тим, що мінімальну швидкість обертання ротора, яка забезпечує допустиму подачу в межах повороту на кожний кутовий крок його позицій з моменту врізання інструменту до закінчення обробки отвору, поступово підвищують по закону:
 , (1)
, (1)
а при виведенні інструменту з отвору при повороті ротора на кут ![]() , швидкість його обертання поступово знижують по закону:
, швидкість його обертання поступово знижують по закону:
 , (2)
, (2)
де: [SM] - допустима хвилинна подача;
rp - радіус кола, описуваного центрами встановлених на роторі деталей;
![]() - кут повороту ротора, наприклад проти годинникової стрілки, починаючи з кута aр;
- кут повороту ротора, наприклад проти годинникової стрілки, починаючи з кута aр;
А - відстань між центрами ротора і інструментальної, наприклад шпиндельної, револьверної головки;
![]() - кут холостого ходу (повороту) ротора;
- кут холостого ходу (повороту) ротора;
nр max - максимальна швидкість обертання ротора перед закінченням обробки, коли кут ![]() ;
;
np min - мінімальна швидкість обертання ротора, що забезпечує допустиму подачу;
![]() - кутовий крок позицій ротора;
- кутовий крок позицій ротора;
![]() - кут повороту ротора, відповідний зануренню інструмента в деталь на глибину отвору;
- кут повороту ротора, відповідний зануренню інструмента в деталь на глибину отвору;
 ,
,
де: ri - радіус кола, описуваного при обертанні револьверної головки кінцівками встановлених в ній інструментів;
rД - радіус оброблюваної деталі;
 ,
,
де: h - глибина оброблюваного отвору;
![]() - кутовий крок шпинделів револьверної головки;
- кутовий крок шпинделів револьверної головки;
![]() .
.
2. Спосіб обробки отворів за п. 1, який відрізняється тим, що підвищення швидкості обертання ротора здійснюють шляхом підвищення мінімальної напруги, яку подають в якірну обмотку привідного електродвигуна постійного струму з якірним керуванням за допомогою потенціометра, неробочу сторону каркаса якого профілюють по закону, пропорційному похідній від функції (1), а зниження швидкості обертання ротора здійснюють шляхом зниження напруги керування за допомогою другого потенціометра, опозитно розташованого в одній площині з першим, причому неробочу поверхню каркаса другого потенціометра профілюють по закону, пропорційному похідній від функції (2).
3. Спосіб обробки отворів за пп. 1, 2, який відрізняється тим, що початки обмоток потенціометрів підключають до одного полюса джерела струму, а їх кінці підключають до протилежного полюса джерела за допомогою періодично діючого електромагнітного реле почергово, а саме: при зануренні інструменту в деталь кінець обмотки першого потенціометра - через нормально закритий контакт реле, а при виведенні інструменту з отвору кінець обмотки другого потенціометра - через нормально відкритий контакт реле.
4. Спосіб обробки отворів за пп. 1, 2, 3, який відрізняється тим, що ковзаючі контакти потенціометрів взаємно підпружинюють і опозитно розташовують в сталевому осерді, рухомо встановленому в отвір соленоїда, один кінець обмотки якого підключають до ковзаючого контакту першого потенціометра і через його ділянку, що забезпечує обертання ротора з мінімальною швидкістю, підключають до одного полюса джерела струму, а другий кінець обмотки соленоїда через обмотку якоря електродвигуна підключають до другого полюса джерела.
5. Спосіб обробки отворів за пп. 1, 2, 3, 4, який відрізняється тим, що обмотку реле живлять від того ж самого джерела, що і потенціометри: через нормально відкритий контакт кінцевого вимикача, взаємодіючого з осердям соленоїда, і через нормально відкритий контакт другого кінцевого вимикача, взаємодіючого з кулачками револьверної головки, розташованими на її корпусі в одних вертикальних площинах з її інструментальними шпинделями, причому нормально відкритий контакт другого кінцевого вимикача блокують нормально відкритим контактом реле.
6. Спосіб обробки отворів за пп. 1-5, який відрізняється тим, що осердя соленоїда співвісно з'єднують з діамагнітним стрижнем, який підпружинюють відносно корпуса соленоїда в бік першого кінцевого вимикача з зусиллям, достатнім для його спрацьовування і протидіяння початковій пондеромоторній силі соленоїда.
Текст
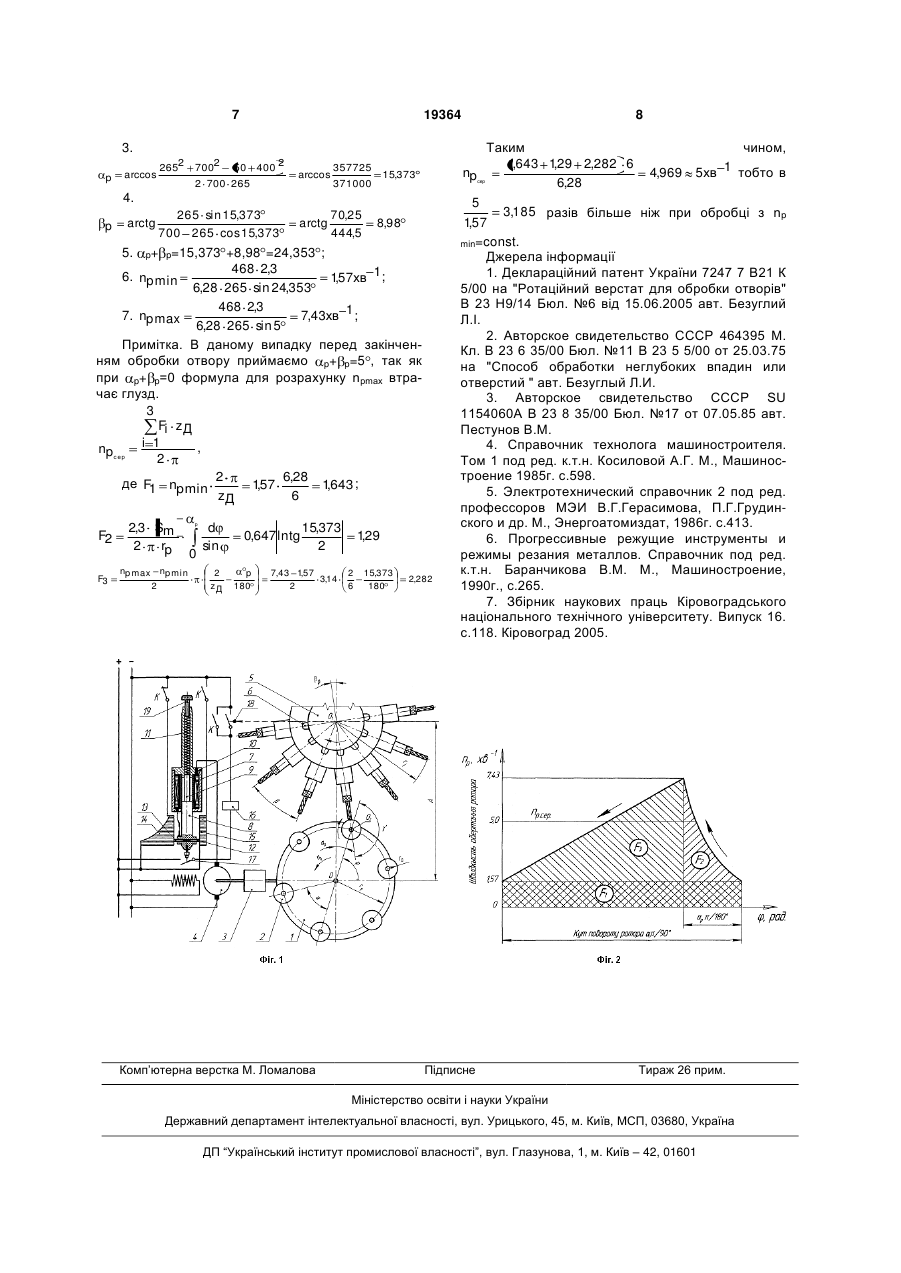
1. Спосіб обробки отворів, що включає здійснення подачі шляхом радіального зближення встановленої на роторі деталі і інструменту - кінематично з'єднаної з ротором інструментальної головки (зокрема на ротаційному верстаті - за допомогою шпиндельної револьверної головки), який відрізняється тим, що мінімальну швидкість обертання ротора, яка забезпечує допустиму подачу в межах повороту на кожний кутовий крок його позицій з моменту врізання інструменту до закінчення обробки отвору, поступово підвищують по закону: SM np rp cos (1) 6,28 rp sin 90 arctg A rp sin , а при виведенні інструменту з отвору при повороті ротора на кут xx p , швидкість його обер 2 3 19364 4 ометра і через його ділянку, що забезпечує обертання ротора з мінімальною швидкістю, підключають до одного полюса джерела струму, а другий кінець обмотки соленоїда через обмотку якоря електродвигуна підключають до другого полюса джерела. 5. Спосіб обробки отворів за пп.1, 2, 3, 4, який відрізняється тим, що обмотку реле живлять від того ж самого джерела, що і потенціометри: через нормально відкритий контакт кінцевого вимикача, взаємодіючого з осердям соленоїда, і через нормально відкритий контакт другого кінцевого вимикача, взаємодіючого з кулачками револьверної головки, розташованими на її корпусі в одних вертикальних площинах з її інструментальними шпинделями, причому нормально відкритий контакт другого кінцевого вимикача блокують нормально відкритим контактом реле. 6. Спосіб обробки отворів за пп.1-5, який відрізняється тим, що осердя соленоїда співвісно з'єднують з діамагнітним стрижнем, який підпружинюють відносно корпуса соленоїда в бік першого кінцевого вимикача з зусиллям, достатнім для його спрацьовування і протидіяння початковій пондеромоторній силі соленоїда. Корисна модель стосується машинобудування і зокрема способу обробки отворів, рівно розташованих на периферії деталей класу дисків. Відомий спосіб обробки неглибоких отворів, рівно розташованих на зовнішній циліндричній поверхні деталі круглої форми [2] шляхом її кочення відносно інструментів, який відрізняється тим, що з метою підвищення продуктивності за рахунок багаторазового повторення циклів подачі і ділення відносно одного і того ж інструменту без переривання руху деталі, її котять всередині напрямного нерухомого кола, довжина якого некратна довжині кола деталі, відносно встановлених по радіусам напрямного нерухомого кола інструментів, видвинутих відносно площини кочення на глибину отворів. Недоліком способу є невисока точність отворів. Також відомий, прийнятий за найближчий аналог, спосіб обробки отворів [3], сутність якого полягає в тому, що з метою підвищення точності обробки за рахунок безперервного суміщення осі інструменту з віссю отвору, інструмент (або деталь) повертають в площині, яка проходить через осі інструмента і оброблюваного отвору навколо осі, яку розміщують на колі, відповідному траєкторії спільного руху інструмента і деталі. Недоліком цього способу обробки є низька продуктивність. Згідно з формулою для її визначення: np z Д вик , Q z0 де nр - швидкість обертання ротора; zД - кількість встановлених на ньому деталей; вик - коефіцієнт технічного використання верстата; [4] z0- кількість отворів в одній деталі; При постійних значеннях величин zД, вик, z0 продуктивність можна підвищити лише за рахунок підвищення швидкості обертання ротора, тому метою даної корисної моделі є підвищення середньої швидкості обертання ротора, без зниження стійкості ріжучого інструменту. Ця задача досягається завдяки тому, що: 1. мінімальну швидкість обертання ротора, забезпечуючу допустиму подачу, в межах повороту на кожний кутовий крок його позицій з моменту врізання інструменту до закінчення обробки отвору, поступово підвищують по закону: SM np rp cos (1) 6,28 rp sin 90 arctg A rp sin , а при виведенні інструмента з отвору при повороті ротора на кут xx= - p, швидкість його обертання поступово знижують по закону: np max np min 180 np np min , (2) p де: [SM] - допустима хвилинна подача; rp - радіус кола, описуваного центрами встановлених на роторі деталей; - кут повороту ротора, наприклад, проти годинникової стрілки, починаючи з кута р; А - відстань між центрами ротора і інструментальної, наприклад, шпиндельної револьверної головки; xx - кут холостого ходу (повороту) ротора; nрmax - максимальна швидкість обертання ротора перед закінченням обробки, коли кут 90°; npmin - мінімальна швидкість обертання ротора, забезпечуюча допустиму подачу; - кутовий крок позицій ротора; 2 rp A 2 ri rД , p arccos 2 A rp де: ri - радіус кола, описуваного при обертанні револьверної головки кінцівками, встановлених в ній, інструментів; rД - радіус оброблюваної деталі; rp rД h ri sin sin 2 , sin 2 де: h - глибина оброблюваного отвору; - кутовий крок шпинделів револьверної головки; 180 2 2 . 5 2. Підвищення швидкості обертання ротора здійснюють шляхом підвищення мінімальної напруги, яку подають в якірну обмотку приводного електродвигуна постійного струму з якірним керуванням за допомогою потенціометра, неробочу сторону каркаса якого профілюють по закону, пропорційному похідній від функції (1), а зниження швидкості обертання ротора здійснюють шляхом зниження напруги керування за допомогою другого потенціометра, опозитно розташованого в одній площині з першим, причому; неробочу поверхню каркаса другого потенціометра профілюють по закону, пропорційному похідній від функції (2); 3. Початки обмоток потенціометрів підключають до одного полюса джерела струму, а їхні кінці підключають до протилежного полюса джерела за допомогою періодично діючого електромагнітного реле почергово, а саме, при зануренні інструмента в деталь кінець обмотки першого потенціометра через нормально закритий контакт реле, а при виведенні інструмента з отвору кінець обмотки другого потенціометра - через нормально відкритий контакт реле; 4. Ковзаючі контакти потенціометрів взаємно підпружинюють і розташовують опозитно в сталевому осерді, рухомо встановленому в отвір соленоїда, один кінець обмотки якого підключають до ковзаю чого контакту першого потенціометра і через його ділянку, забезпечуючу обертання ротора з мінімальною швидкістю, підключають до одного полюса джерела струму, а другий кінець обмотки соленоїда через обмотку якоря електродвигуна підключають до другого полюса джерела; 5. Обмотку реле живлять від того ж самого джерела, що і потенціометр через нормально відкритий контакт кінцевого вимикача, взаємодіючого з осердям соленоїда і через нормально відкритий контакт другого кінцевого вимикача, взаємодіючого з кулачками револьверної головки, розташованими на її корпусі в одних вертикальних площинах з її інструментальними шпинделями, причому, нормально відкритий контакт другого кінцевого вимикача блокують нормально відкритим контактом реле; 6. Осердя соленоїда співвісно з'єднують з діамагнітним стрижнем, який підпружинюють відносно корпуса соленоїда в бік першого кінцевого вимикача з зусиллям, достатнім для його виключення. На Фіг.1 представлена схема обробки отворів способом, що пропонується, яка включає: ротор 1 з оброблюваною деталлю 2, вал якого через понижуючу передачу 3 з'єднаний з валом електродвигуна постійного струму з якірним керуванням 4, кінематично з'єднану з валом ротора шпиндельну револьверну головку 5 з кулачками 6, розташованими в одних вертикальних площинах з її шпинделями, соленоїд 7 з рухомим сталевим осердям 8, співвісно з'єднаний з ним діамагнітний стрижень 9, що проходить через отвір задньої кришки 10 корпуса соленоїда, піджатий відносно кришки пружиною 11, опозитно розташовані з обох сторін осердя, взаємно підпружинені ковзаючі контакти 12, 13, функціональні, опозитно розташовані в одній площині з обох сторін осердя, потенціометри 14, 15, електромагнітне реле 16, взаємодіючий 19364 6 з осердям, кінцевий вимикач 17 і взаємодіючий з кулачками 6 кінцевий вимикач 18, заблокований нормально відкритим контактом реле 16; для регулювання зусилля пружини 11 передбачений гвинт 19; на Фіг.2 представлений графік залежності швидкості обертання ротора від кута його повороту - . Спосіб обробки здійснюється наступним чином: До врізання інструменту на обмотку керування подають знімаємий з потенціометра 14 сигнал напругою, яка складає (40 45)% від номінальної, подаваємої в обмотку збудження двигуна. Цей сигнал забезпечує обертання ротора з швидкістю допустимої подачі. При врізанні інструмента, коли подача, внаслідок особливостей, використовуємого для її здійснення мальтійського механізму зменшується, а навантаження на електродвигун збільшується, струм в послідовно з'єднаних обмотках соленоїда і якоря підвищується, що посилює діючу на осердя пондеромоторну силу соленоїда, який по мірі занурення інструмента в деталь втягує осердя, звільнює взаємодіючий з ним нормально відкритий контакт кінцевого вимикача 17 і переміщує ковзаючий контакт 12 в бік зменшення опору, підвищення напруги керування і швидкості обертання ротора по закону (1). Коли інструмент зануриться в деталь на необхідну глибину, яка регулюється величиною ri, кулачок 6 головки 5 натискує на кінцевий вимикач 18 і включає реле 16, яке за допомогою свого нормально закритого контакту виключає потенціометр 14 і одночасно включає потенціометр 15. Так як при виведенні інструменту з отвору сила струму в соленоїді і розвиваєма ним пондеромоторна сила зменшується, попередньо стиснута пружина і взаємодіючий з нею стрижень осердя почнуть переміщуватись у вихідне положення, причому з'єднаний з осердям ковзаючий контакт 12 разом з потенціометром 15 будуть зменшувати напругу керування і швидкість обертання ротора по закону (2). При досягненні осердям крайнього положення, воно натискує на кінцевий вимикач 17 і виключає реле 16 підготовляючи, таким чином, умови для повторення циклу. Використання пропонуємого способу обробки отворів, дозволить, принаймні, втричі підвищити середню швидкість обертання ротора, а отже і продуктивність верстата. Це підтверджується наступними розрахунками середньої швидкості обертання ротора при обробці отворів 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for machining the holes
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюСпособ обработки отверстий
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: отворів, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/4-19364-sposib-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки отворів</a>
Спосіб обробки отворів
Номер патенту: 68851
Опубліковано: 16.08.2004
Автори: Тятьянченко Олександр Григорович, Малишко Іван Олександрович, Коллер Сергій Валерійович, Комар Олександр Петрович
МПК: B23D 77/00
Мітки: обробки, отворів, спосіб
Формула / Реферат:
Спосіб обробки отворів, що включає різання та зменшення номінального розміру інструмента до для усунення розбивки отвору діаметром d, який відрізняється тим, що зміну швидкості різання V по глибині отвору визначають трапецеїдальною залежністю, при цьому на початку отвору швидкість різання...
Ротаційний верстат для обробки отворів
Номер патенту: 7247
Опубліковано: 15.06.2005
Автор: Безуглий Леонід Іванович
Мітки: ротаційний, верстат, отворів, обробки
Формула / Реферат:
Ротаційний верстат для обробки отворів, що містить багатопозиційний стіл з шпинделями для розміщення оброблюваних деталей, багатоцівковий мальтійський механізм зовнішнього зчеплення, хрест якого зв'язаний з валом шпиндельної револьверної головки, зубчасті передачі та електроприводи стола і головки, який відрізняється тим, що на валу стола встановлена його зменшена в декілька разів копія, яка виконує функції водила, в якій шпинделі замінені...
Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаевич, Єськов Олексій Леонтієвич
МПК: B23B 29/00
Мітки: обробки, глибоких, інструмент, отворів
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з...
Інструмент для обробки отворів
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Вовк Юрій Ярославович, Луців Ігор Володимирович
МПК: B23B 51/10
Мітки: обробки, отворів, інструмент
Формула / Реферат:
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом
Номер патенту: 59745
Опубліковано: 15.09.2003
Автори: Дядюшек Василь Васильович, Татьянченко Олександр Григорович, Малишко Іван Олександрович
МПК: B23D 77/00
Мітки: двоступінчастим, обробки, осьовим, отворів, спосіб, циліндричних, інструментом
Формула / Реферат:
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом, який включає обробку з чорновою і чистовою ступенями, який відрізняється тим, що попередню обробку отвору першим ступенем із головним кутом у плані здійснюють із прямим зрізом, а чистову обробку другим ступенем із головним кутом у плані
Попередній патент: Відцентровий насос
Наступний патент: Пневматична машина ударної дії
Випадковий патент: Спосіб припинення носової кровотечі з гратчастих артерій