Механізм зварювання термопластичних труб

Формула / Реферат
1. Механізм зварювання термопластичних труб у складі рами із змонтованими хомутами затискування відрізків труб, котрі підлягають зварюванню, два з яких змонтовано жорстко до рами, два інших рухомих хомути через втулки жорстко закріплені до кінців двох гідроциліндрів з можливістю руху паралельно до рами, який відрізняється тим, що функцію пари рухомих хомутів здійснює широкий хомут з вузькими верхніми затискачами, причому нижній широкий затискач хомута є опорою труби, закріплений симетрично між штоками через отвори у фланцях гідроциліндрів з можливістю фіксування під різними кутами завдяки повороту навколо пальця у фланці під відповідні отвори в нижньому затискачі хомута, при цьому зустрічні вузькі затискачі рухомого і нерухомого хомутів зміщені на позицію один вправо, другий вліво з можливістю введення фрези та нагрівального елемента.
2. Механізм зварювання термопластичних труб відповідно за п. 1, який відрізняється тим, що нижня широка частина хомута забезпечить можливість щільного стискання труби в хомуті, що дасть точну фіксацію нормованого кута зварювання.
3. Механізм зварювання термопластичних труб відповідно за пп. 1, 2, який відрізняється тим, що гідроциліндр змонтовано на приварній пластині з отворами для повороту і фіксації.
Текст
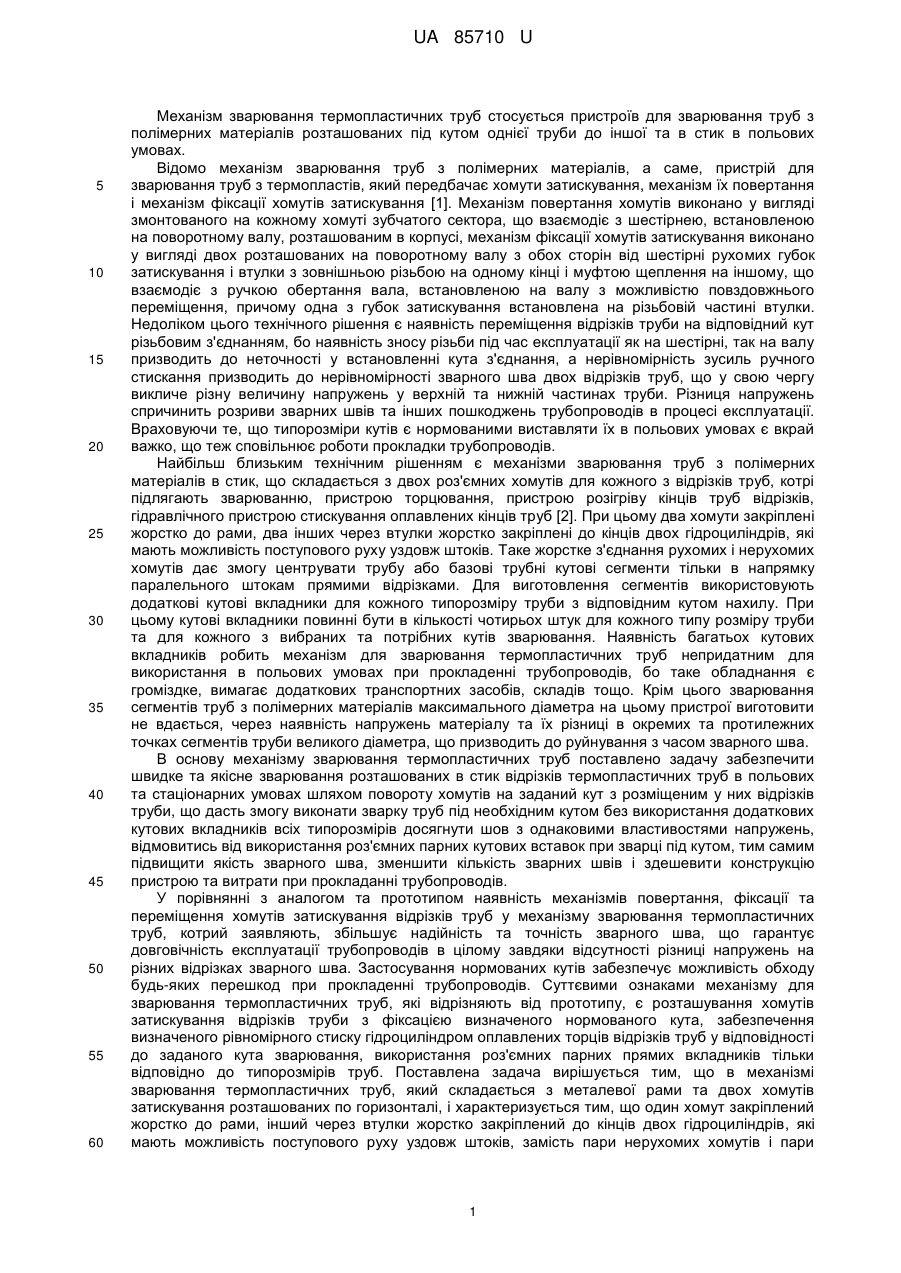
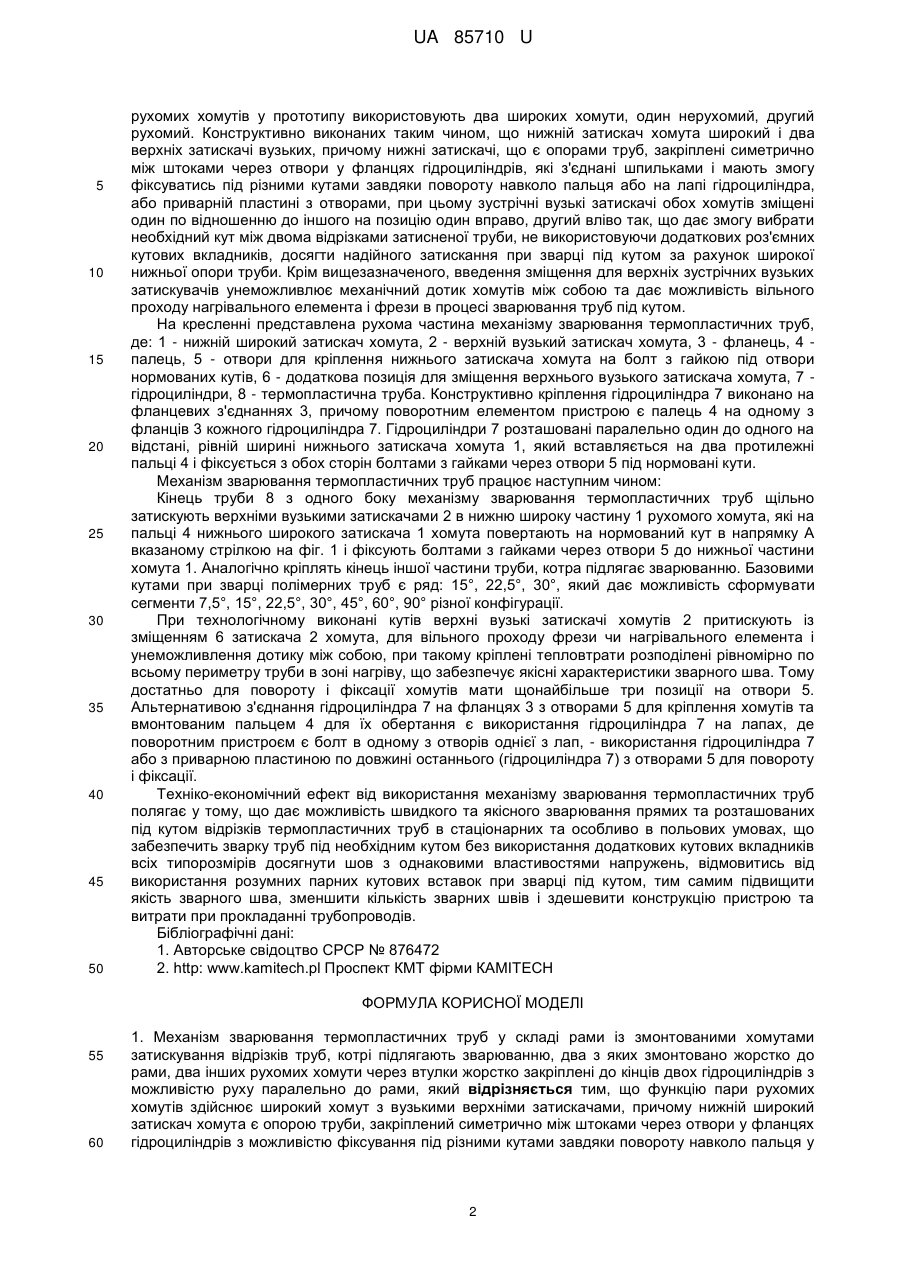
Реферат: UA 85710 U UA 85710 U 5 10 15 20 25 30 35 40 45 50 55 60 Механізм зварювання термопластичних труб стосується пристроїв для зварювання труб з полімерних матеріалів розташованих під кутом однієї труби до іншої та в стик в польових умовах. Відомо механізм зварювання труб з полімерних матеріалів, а саме, пристрій для зварювання труб з термопластів, який передбачає хомути затискування, механізм їх повертання і механізм фіксації хомутів затискування [1]. Механізм повертання хомутів виконано у вигляді змонтованого на кожному хомуті зубчатого сектора, що взаємодіє з шестірнею, встановленою на поворотному валу, розташованим в корпусі, механізм фіксації хомутів затискування виконано у вигляді двох розташованих на поворотному валу з обох сторін від шестірні рухомих губок затискування і втулки з зовнішньою різьбою на одному кінці і муфтою щеплення на іншому, що взаємодіє з ручкою обертання вала, встановленою на валу з можливістю повздовжнього переміщення, причому одна з губок затискування встановлена на різьбовій частині втулки. Недоліком цього технічного рішення є наявність переміщення відрізків труби на відповідний кут різьбовим з'єднанням, бо наявність зносу різьби під час експлуатації як на шестірні, так на валу призводить до неточності у встановленні кута з'єднання, а нерівномірність зусиль ручного стискання призводить до нерівномірності зварного шва двох відрізків труб, що у свою чергу викличе різну величину напружень у верхній та нижній частинах труби. Різниця напружень спричинить розриви зварних швів та інших пошкоджень трубопроводів в процесі експлуатації. Враховуючи те, що типорозміри кутів є нормованими виставляти їх в польових умовах є вкрай важко, що теж сповільнює роботи прокладки трубопроводів. Найбільш близьким технічним рішенням є механізми зварювання труб з полімерних матеріалів в стик, що складається з двох роз'ємних хомутів для кожного з відрізків труб, котрі підлягають зварюванню, пристрою торцювання, пристрою розігріву кінців труб відрізків, гідравлічного пристрою стискування оплавлених кінців труб [2]. При цьому два хомути закріплені жорстко до рами, два інших через втулки жорстко закріплені до кінців двох гідроциліндрів, які мають можливість поступового руху уздовж штоків. Таке жорстке з'єднання рухомих і нерухомих хомутів дає змогу центрувати трубу або базові трубні кутові сегменти тільки в напрямку паралельного штокам прямими відрізками. Для виготовлення сегментів використовують додаткові кутові вкладники для кожного типорозміру труби з відповідним кутом нахилу. При цьому кутові вкладники повинні бути в кількості чотирьох штук для кожного типу розміру труби та для кожного з вибраних та потрібних кутів зварювання. Наявність багатьох кутових вкладників робить механізм для зварювання термопластичних труб непридатним для використання в польових умовах при прокладенні трубопроводів, бо таке обладнання є громіздке, вимагає додаткових транспортних засобів, складів тощо. Крім цього зварювання сегментів труб з полімерних матеріалів максимального діаметра на цьому пристрої виготовити не вдається, через наявність напружень матеріалу та їх різниці в окремих та протилежних точках сегментів труби великого діаметра, що призводить до руйнування з часом зварного шва. В основу механізму зварювання термопластичних труб поставлено задачу забезпечити швидке та якісне зварювання розташованих в стик відрізків термопластичних труб в польових та стаціонарних умовах шляхом повороту хомутів на заданий кут з розміщеним у них відрізків труби, що дасть змогу виконати зварку труб під необхідним кутом без використання додаткових кутових вкладників всіх типорозмірів досягнути шов з однаковими властивостями напружень, відмовитись від використання роз'ємних парних кутових вставок при зварці під кутом, тим самим підвищити якість зварного шва, зменшити кількість зварних швів і здешевити конструкцію пристрою та витрати при прокладанні трубопроводів. У порівнянні з аналогом та прототипом наявність механізмів повертання, фіксації та переміщення хомутів затискування відрізків труб у механізму зварювання термопластичних труб, котрий заявляють, збільшує надійність та точність зварного шва, що гарантує довговічність експлуатації трубопроводів в цілому завдяки відсутності різниці напружень на різних відрізках зварного шва. Застосування нормованих кутів забезпечує можливість обходу будь-яких перешкод при прокладенні трубопроводів. Суттєвими ознаками механізму для зварювання термопластичних труб, які відрізняють від прототипу, є розташування хомутів затискування відрізків труби з фіксацією визначеного нормованого кута, забезпечення визначеного рівномірного стиску гідроциліндром оплавлених торців відрізків труб у відповідності до заданого кута зварювання, використання роз'ємних парних прямих вкладників тільки відповідно до типорозмірів труб. Поставлена задача вирішується тим, що в механізмі зварювання термопластичних труб, який складається з металевої рами та двох хомутів затискування розташованих по горизонталі, і характеризується тим, що один хомут закріплений жорстко до рами, інший через втулки жорстко закріплений до кінців двох гідроциліндрів, які мають можливість поступового руху уздовж штоків, замість пари нерухомих хомутів і пари 1 UA 85710 U 5 10 15 20 25 30 35 40 45 50 рухомих хомутів у прототипу використовують два широких хомути, один нерухомий, другий рухомий. Конструктивно виконаних таким чином, що нижній затискач хомута широкий і два верхніх затискачі вузьких, причому нижні затискачі, що є опорами труб, закріплені симетрично між штоками через отвори у фланцях гідроциліндрів, які з'єднані шпильками і мають змогу фіксуватись під різними кутами завдяки повороту навколо пальця або на лапі гідроциліндра, або приварній пластині з отворами, при цьому зустрічні вузькі затискачі обох хомутів зміщені один по відношенню до іншого на позицію один вправо, другий вліво так, що дає змогу вибрати необхідний кут між двома відрізками затисненої труби, не використовуючи додаткових роз'ємних кутових вкладників, досягти надійного затискання при зварці під кутом за рахунок широкої нижньої опори труби. Крім вищезазначеного, введення зміщення для верхніх зустрічних вузьких затискувачів унеможливлює механічний дотик хомутів між собою та дає можливість вільного проходу нагрівального елемента і фрези в процесі зварювання труб під кутом. На кресленні представлена рухома частина механізму зварювання термопластичних труб, де: 1 - нижній широкий затискач хомута, 2 - верхній вузький затискач хомута, 3 - фланець, 4 палець, 5 - отвори для кріплення нижнього затискача хомута на болт з гайкою під отвори нормованих кутів, 6 - додаткова позиція для зміщення верхнього вузького затискача хомута, 7 гідроциліндри, 8 - термопластична труба. Конструктивно кріплення гідроциліндра 7 виконано на фланцевих з'єднаннях 3, причому поворотним елементом пристрою є палець 4 на одному з фланців 3 кожного гідроциліндра 7. Гідроциліндри 7 розташовані паралельно один до одного на відстані, рівній ширині нижнього затискача хомута 1, який вставляється на два протилежні пальці 4 і фіксується з обох сторін болтами з гайками через отвори 5 під нормовані кути. Механізм зварювання термопластичних труб працює наступним чином: Кінець труби 8 з одного боку механізму зварювання термопластичних труб щільно затискують верхніми вузькими затискачами 2 в нижню широку частину 1 рухомого хомута, які на пальці 4 нижнього широкого затискача 1 хомута повертають на нормований кут в напрямку А вказаному стрілкою на фіг. 1 і фіксують болтами з гайками через отвори 5 до нижньої частини хомута 1. Аналогічно кріплять кінець іншої частини труби, котра підлягає зварюванню. Базовими кутами при зварці полімерних труб є ряд: 15°, 22,5°, 30°, який дає можливість сформувати сегменти 7,5°, 15°, 22,5°, 30°, 45°, 60°, 90° різної конфігурації. При технологічному виконані кутів верхні вузькі затискачі хомутів 2 притискують із зміщенням 6 затискача 2 хомута, для вільного проходу фрези чи нагрівального елемента і унеможливлення дотику між собою, при такому кріплені тепловтрати розподілені рівномірно по всьому периметру труби в зоні нагріву, що забезпечує якісні характеристики зварного шва. Тому достатньо для повороту і фіксації хомутів мати щонайбільше три позиції на отвори 5. Альтернативою з'єднання гідроциліндра 7 на фланцях 3 з отворами 5 для кріплення хомутів та вмонтованим пальцем 4 для їх обертання є використання гідроциліндра 7 на лапах, де поворотним пристроєм є болт в одному з отворів однієї з лап, - використання гідроциліндра 7 або з приварною пластиною по довжині останнього (гідроциліндра 7) з отворами 5 для повороту і фіксації. Техніко-економічний ефект від використання механізму зварювання термопластичних труб полягає у тому, що дає можливість швидкого та якісного зварювання прямих та розташованих під кутом відрізків термопластичних труб в стаціонарних та особливо в польових умовах, що забезпечить зварку труб під необхідним кутом без використання додаткових кутових вкладників всіх типорозмірів досягнути шов з однаковими властивостями напружень, відмовитись від використання розумних парних кутових вставок при зварці під кутом, тим самим підвищити якість зварного шва, зменшити кількість зварних швів і здешевити конструкцію пристрою та витрати при прокладанні трубопроводів. Бібліографічні дані: 1. Авторське свідоцтво СРСР № 876472 2. http: www.kamitech.pl Проспект КМТ фірми КАМІТЕСН ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Механізм зварювання термопластичних труб у складі рами із змонтованими хомутами затискування відрізків труб, котрі підлягають зварюванню, два з яких змонтовано жорстко до рами, два інших рухомих хомути через втулки жорстко закріплені до кінців двох гідроциліндрів з можливістю руху паралельно до рами, який відрізняється тим, що функцію пари рухомих хомутів здійснює широкий хомут з вузькими верхніми затискачами, причому нижній широкий затискач хомута є опорою труби, закріплений симетрично між штоками через отвори у фланцях гідроциліндрів з можливістю фіксування під різними кутами завдяки повороту навколо пальця у 2 UA 85710 U 5 фланці під відповідні отвори в нижньому затискачі хомута, при цьому зустрічні вузькі затискачі рухомого і нерухомого хомутів зміщені на позицію один вправо, другий вліво з можливістю введення фрези та нагрівального елемента. 2. Механізм зварювання термопластичних труб відповідно за п. 1, який відрізняється тим, що нижня широка частина хомута забезпечить можливість щільного стискання труби в хомуті, що дасть точну фіксацію нормованого кута зварювання. 3. Механізм зварювання термопластичних труб відповідно за пп. 1, 2, який відрізняється тим, що гідроциліндр змонтовано на приварній пластині з отворами для повороту і фіксації. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/00
Мітки: труб, механізм, термопластичних, зварювання
Код посилання
<a href="https://ua.patents.su/5-85710-mekhanizm-zvaryuvannya-termoplastichnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Механізм зварювання термопластичних труб</a>
Пристрій для зварювання термопластичних матеріалів
Номер патенту: 30653
Опубліковано: 15.12.2000
Автори: Поляков Микола Васильович, Казаков Ігор Анатольович, Москаленко Володимир Іванович, Ємченко Ольга Миколаєвна, Піскунов Микола Володимирович, Ітунін Віліан Фишлевич, Москаленко Іван Юхимович, Нейман Олександр Ігоревич
МПК: B29C 65/38, B29C 65/18
Мітки: матеріалів, пристрій, термопластичних, зварювання
Формула / Реферат:
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: обсадних, електродугового, труб, автоматичного, спосіб, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Пристрій для зварювання труб з термопластів
Номер патенту: 24692
Опубліковано: 10.07.2007
Автори: Гончаренко Василій Власович, Ніконова Катерина Станіславівна, Коваленко Ігор Валентинович
МПК: B29C 65/02
Мітки: пристрій, труб, зварювання, термопластів
Формула / Реферат:
1. Пристрій для зварювання труб з термопластів, що містить зварювальний блок-центратор у вигляді встановлених на напрямні двох плит, на яких шарнірно закріплені затискні хомути, виконані з двох напівобойм із змінними вкладишами, і привід для центрування труб, їх переміщення і створення зварювального тиску, нагрівач та електронний блок керування, який відрізняється тим, що гідроциліндри виконані знімними з початковою різною довжиною та...
Комплект з’єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену і спосіб терморезисторного зварювання труб зі стуктурованого (зшитого) поліетилену
Номер патенту: 78073
Опубліковано: 15.02.2007
Автори: Гурський Олександр Феліксович, Гохфельд Володимир Леонідович, Шестопал Анатолій Миколайович, Костенко Андрій Володимирович, Кораб Микола Георгійович
МПК: B29C 65/18, F16L 47/00
Мітки: труб, з'єднувальних, деталей, комплект, поліетилену, стуктурованого, структурованого, зварювання, спосіб, терморезисторного, зшитого
Формула / Реферат:
1. Комплект з'єднувальних деталей для зварювання труб зі структурованого (зшитого) поліетилену, що містить внутрішню і зовнішню з'єднувальні деталі, виготовлені з того ж матеріалу і тим же або іншим технологічним методом зшивання труб зі структурованого (зшитого) поліетилену, причому внутрішня з'єднувальна деталь виготовлена з того ж типорозміру, що й згадані труби, при цьому з обох сторін внутрішньої з'єднувальної деталі механічною обробкою...
Установка для зварювання випромінюванням термопластичних матеріалів
Номер патенту: 46509
Опубліковано: 15.05.2002
Автори: Москаленко Іван Єфимович, Поляков Микола Васильович, Духновський Костянтин Терентійович, Москаленко Володимир Іванович, Казаков Ігор Анатолійович, Ітунін Віліан Фишлевич, Жук Лора Дмитрівна, Ємченко Ольга Миколаївна, Дубенчук Михайло Євгенович
МПК: B29C 65/14
Мітки: матеріалів, установка, зварювання, випромінюванням, термопластичних
Формула / Реферат:
Установка для зварювання випромінюванням термопластичних матеріалів, що включає основу, джерело випромінювання і притискач, яка відрізняється тим, що на основі розміщені поворотна і установлювальна пластини з формуючими шов однаковими виступами, які відповідають формі шва, при цьому поворотна пластина встановлена з можливістю повороту навколо осі на 180 ° до сполучення формуючих виступів один з одним, джерело випромінювання виконане у вигляді...