Пристрій для виготовлення харчового екструдованого продукту з наповнювачем
Формула / Реферат
1. Пристрій для виготовлення харчового екструдованого продукту з наповнювачем, що містить випускну матрицю, виконану з накопичувальною камерою і осьовою фільєрою для випресування екструдату, розділову матрицю, виконану з подовжніми перепускними каналами, установлену перед випускною матрицею і сполучену з останньою за допомогою циліндричних посадкових поверхонь, ін'єктор, закріплений у розділовій матриці по осі фільєри, і живильний канал для подачі наповнювача, сполучений з ін'єктором, який відрізняється тим, що випускна і розділова матриці виконані з додатковими вужчаючими в сторону фільєри посадковими поверхнями, а подовжні перепускні канали розділової матриці виконані у вигляді пазів, розташованих на її циліндричній і вужчаючій посадкових поверхнях уздовж твірних цих поверхонь.
2. Пристрій за. п. 1, який відрізняється тим, що випускна і розділова матриці з'єднані між собою за допомогою болтів.
3. Пристрій за п. 1, який відрізняється тим, що ін'єктор виконаний у вигляді втулки з трубкою в передній частині, при цьому втулка виконана конусоподібної форми і закріплена у розділовій матриці по осі фільєри за допомогою нарізного сполучення.
4. Пристрій за пп. 1 і 3, який відрізняється тим, що кінцева частина трубки ін'єктора розташована усередині накопичувальної камери випускної матриці, а відстань від торця кінцевої частини трубки ін'єктора до входу у фільєру випускної матриці складає 2-3мм.
5. Пристрій за пп. 1 і 4, який відрізняється тим, що кінцева частина трубки ін'єктора пропущена через фільєру випускної матриці назовні, а відстань від торця кінцевої частини трубки ін'єктора до виходу фільєри випускної матриці складає 2-20мм, причому трубка в передній частині виконана із перепускними отворами в стінці і заглушкою в торці.
6. Пристрій за п. 1, який відрізняється тим, що накопичувальна камера виконана конусоподібної форми.
7. Пристрій за п. 1, який відрізняється тим, що живильний канал для подачі наповнювача виконаний у вигляді співвісних отворів, розташованих у випускній і розділовій матрицях між пазами в останній під гострим кутом до подовжньої осі пристрою і нахилом у бік фільєри випускної матриці.
8. Пристрій за пп. 1 і 7, який відрізняється тим, що в живильному каналі для подачі наповнювача встановлена трубка, з'єднана з розділовою матрицею за допомогою нарізного сполучення.
9. Пристрій за п. 1, який відрізняється тим, що вужчаючі посадкові поверхні випускної і розділової матриць мають форму, утворену обертанням навколо подовжньої осі твірної у вигляді відрізка прямої, ламаної чи кривої лінії, чи відрізка комбінованої лінії, що складається з комбінацій згаданих відрізків ліній.
Текст
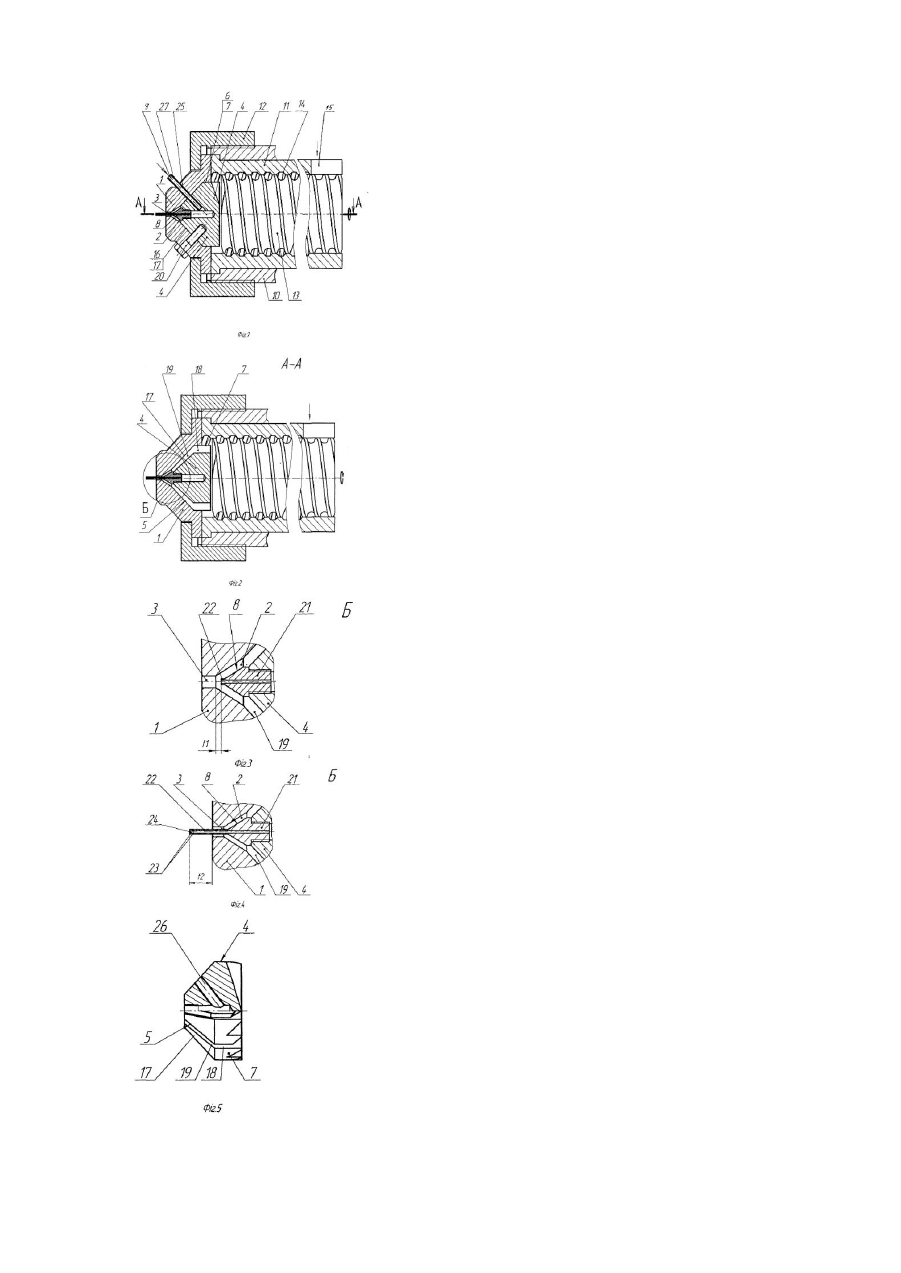
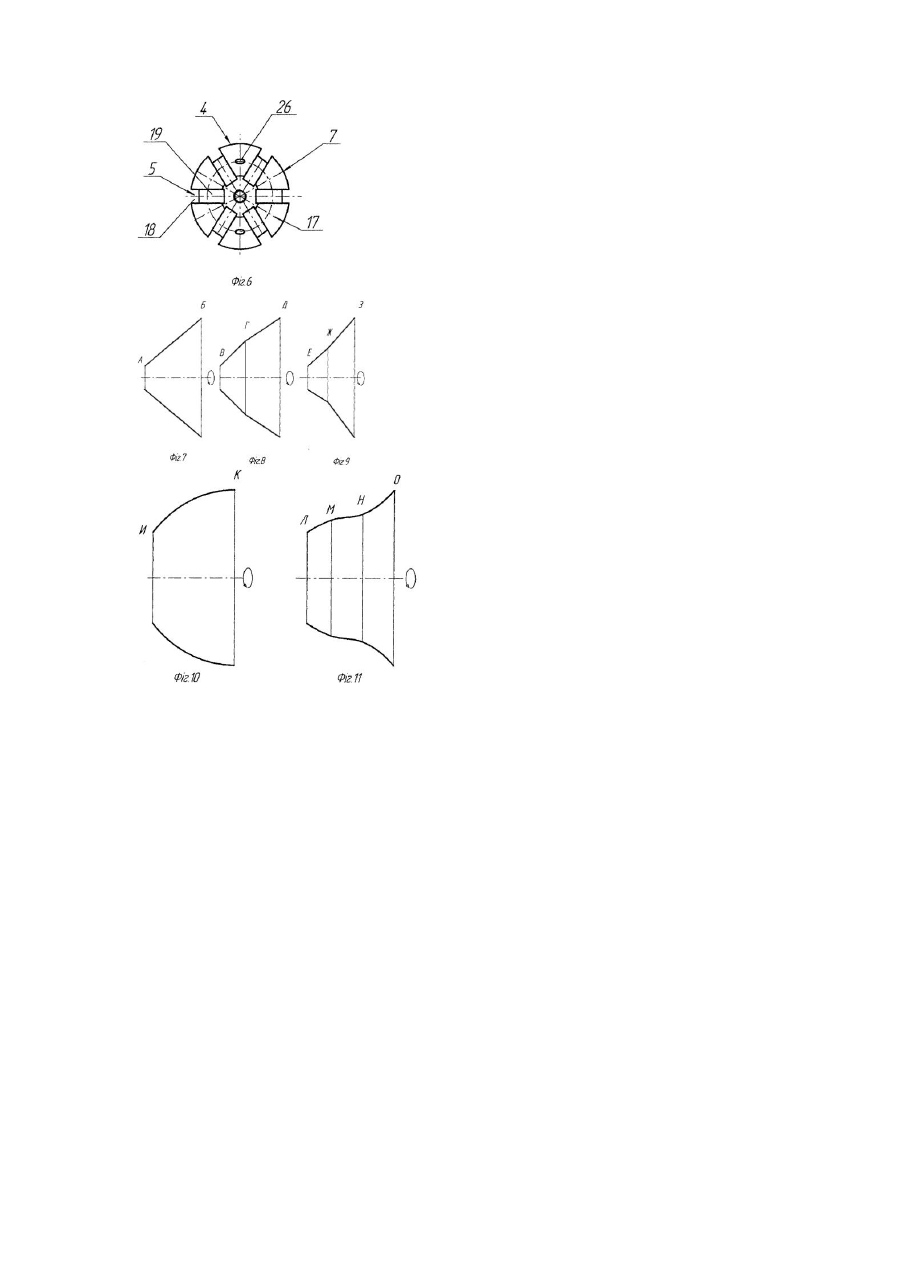
Винахід відноситься до харчової промисловості, а саме до устаткування для екструзійного формування спучених зернових продуктів у вигляді трубочок, подушечок і інших виробів із наповнювачем методом коекструзії з кукурудзи, рису чи інших злаків і може бути використаний в екструзійних голівках екструдінгпресів. В даний час велике поширення одержали харчові продукти з наповнювачем [«Спосіб виробництва екструдованого продукту із зернових з начинкою», RU, заявка №97111071, А, 6 МПК A23L1/10, A23L1/18, дата подання заявки 04.07.1997, дата публікації заявки 20.05.1999; «Спосіб виробництва екструзійного кондитерського виробу «МАЖОР»», UA, патент №37059, А, 7 МПК A23L1/18, дата подання заявки 15.03.2000, дата публікації патенту 16.04.2001, бюлетень №3/2001 та інші]. Відомий пристрій для виготовлення харчового екструдованого продукту з наповнювачем [«Пристрій для виготовлення харчового екструдованого продукту з начинкою», RU патент №2137369, С1, 6 МПК А23С9/06, 11/16, 3/04, А23Р1/12, дата подання заявки 28.07.1997, дата публікації патенту 20.09.1999, аналог], що містить випускну матрицю, виконану з осьовою фільєрою для випресування екструдату, а також ін'єктор, виконаний у вигляді трубки, пропущеної через фільєру випускної матриці і виконаної з коліном для подачі наповнювача, що являє собою живильний канал. Недоліком цього пристрою є недосконалість його конструкції, викликана тим, що коліно для подачі наповнювача розташовано у фільері випускної матриці радіально і часткою перекриває її. У результаті такого компонування коліна ін'єктора порушується суцільність потоку пластифікованого трубчасто го екструдату, що віпресується через фільєру. Це приводить до поганого змикання пластифікованого екструдату в цьому місці, зниженню міцності стінки одержуваної трубочки, видавлюванню через неї наповнювача й погіршенню споживчих властивостей харчового екструдованого продукту з наповнювачем. Найбільш близьким до винаходу по призначенню, кількості загальних ознак і результату, що досягається, є відомий пристрій для виготовлення харчового екструдованого продукту з наповнювачем [«Формуючий вузол преса-екструдера», RU, патент №2132277, С1, 6 МПК В29С47/12, В30В11/12, дата подання заявки 26.03.1996, дата публікації патенту 27.06.1999, прототип], що містить випускну матрицю, виконану з ι накопичувальною камерою і осьовою фільєрою для випресування екструдату, розділову і матрицю, виконану з подовжніми перепускними каналами, установлену перед випускною матрицею і сполучену з останньою за допомогою циліндричних посадкових поверхонь, ін'єктор, закріплений у розділовій матриці по осі фільєри, і живильний канал для подачі і наповнювача, сполучений з ін'єктором. Подовжні перепускні канали виконані у вигляді отворів, розташованих паралельно осі розділовій матриці. Накопичувальна камера випускної матриці має циліндричну форму. Живильний канал для подачі наповнювача розташований між подовжніми і перепускними каналами, через які відбувається екструзія пластифікованого екструдату. Цей пристрій має більш удосконалену конструкцію і компонування в порівнянні з аналогом, тому що живильний канал для подачі наповнювача не перетинає потоки і екструдату, що випресується через подовжні перепускні канали розділової матриці. Однак і цей пристрій має суттєві недоліки конструкції. Так, виконання подовжніх перепускних каналів у вигляді отворів, розташованих і паралельно осі розділової матриці не забезпечує концентрацію рівнобіжних окремих; потоків (джгутів) пластифікованого продукту, що автономно надходять у накопичувальну камеру, й утр удняє надійне їхнє змикання в трубчасту оболонку при вшіресуванні через фільєру випускної матриці. При цьому сама накопичувальна камера має циліндричну форму, що також не сприяє концентрації рівнобіжних окремих потоків пластифікованого продукту, що автономно надходять у накопичувальну камеру і створення на вході у фільєру вип ускної матриці однорідної маси. Через це стінки готової тр убочки в місцях змикання згаданих окремих потоків пластифікованого продукту мають пухку не міцну стр уктуру, що приводить до видавлювання через неї наповнювача і погіршенню споживчих властивостей харчового екструдованого продукту з наповнювачем. В основу винаходу поставлена задача шляхом удосконалення конструкції розділової і випускної матриць пристрою, у результаті якого подача пластифікованого продукту через перепускні каналы розділової матриці відбувається потоками, що сходяться до накопичувальної камери, забезпечити утворення перед фІльєрою випускної матриці однорідної маси цього продукту. Це дозволить суттєво підвищити міцність стінки самої трубочки, уникнути видавлювання через неї наповнювача і поліпшити споживчі властивості харчового екструдованого продукту з наповнювачем. Поставлена задача вирішується тим, що в пристрої для виготовлення харчового екструдованого продукту з наповнювачем, що містить випускну матрицю, виконану з накопичувальною камерою і осьовою фільєрою для випресування екструдату, розділову матрицю, виконану з подовжніми перепускними каналами, установлену перед випускною матрицею і сполучену з останньою за допомогою циліндричних посадкових поверхонь, ін'єктор, закріплений у розділовій матриці по осі фільєри, і живильний канал для подачі наповнювача, сполучений з ін'єктором, згідно винаходу, випускна і розділова матриці виконані з додатковими вужчаючими в сторону фільєри посадковими поверхнями, а подовжні перепускні канали розділової матриці виконані у вигляді пазів, розташованих на її циліндричній і вужчаючій посадкових поверхнях уздовж утворюючих цих поверхонь. Приведені ознаки винаходу, є суттєвим, тому що в сукупності достатні для забезпечення працездатності, рішення поставленої задачі, а кожна окремо необхідна для ідентифікації пристрою, що заявляється. Таким чином, нова сукупність загальних /відомих/ і відмітних /нових/ від прототипу суттєви х ознак, якими характеризується удосконалений пристрій, є достатньою у. всіх випадках, на які поширюється обсяг правового захисту, тому що вирішує поставлену задачу. Приведені ознаки винаходу не є обов'язковими, але, на думку заявника, є кращими і не виключають можливості іншого еквівалентного виконання пристрою. Причинно-наслідковий зв'язок між сукупністю суттєви х ознак винаходу, у тому числі відмітних /нових/ при їхній взаємодії з загальними /відомими/ ознаками, у забезпеченні нових те хнічних властивостей об'єкта захисту, обумовлених розв'язуваною задачею, полягає в наступному. За рахунок того, що в удосконаленому пристрої випускна і розділова матриці виконані із вужчаючими убік фільєри додатковими посадковими поверхнями забезпечується їх надійне осьове центрування і щільне прилягання. А виконання подовжніх перепускних каналів розділової матриці у вигляді пазів, розташованих на її циліндричній і вужчаючій посадкових поверхнях уздовж утворюючи х цих поверхонь, забезпечує подачу пластифікованого продукту через перепускні канали-пази розділової матриці потоками, що сходяться до накопичувальної камери. При цьому вужчаюча посадкова поверхня випускної матриці, є зовнішньою стінкою паза. За рахунок цього досягається концентрація перед фільєрою випускної матриці однорідної маси цього продукту, утворення міцної структури екструдованої трубочки, здатної не пропускати наповнювач назовні, що суттєво поліпшує споживчі властивості харчового екструдованого продукту з наповнювачем. З рівня техніки заявником не виявлені рішення, що мають ознаки, які збігаються зі згаданими відмітними ознаками пропонованого винаходу. Пристрій має й інші відмітні ознаки, що доповнюють і характеризують винахід в окремих випадках його виконання і використовуються для поліпшення його технічних властивостей. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, випускна і розділова матриці з'єднані між собою за допомогою болтів. Такий зв'язок між згаданими конструктивними елементами забезпечує надійне рознімне з'єднання їх між собою. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, ін'єктор виконаний у вигляді втулки з трубкою в передній частині, при цьому втулка виконана конусоподібної форми і закріплена в розділовій матриці по осі фільєри за допомогою нарізного сполучення. Таке виконання ін'єктора забезпечує співвісність його трубки і фільєри випускної матриці а також можливість швидкого його демонтажу у випадку чищення чи заміни. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, кінцева частина трубки ін'єктора розташована усередині накопичувальної камери випускної матриці, а відстань від торця кінцевої частини трубки ін'єктора до входу у фільєру вип ускної матриці складає 2-3мм. Цей варіант (варіант 1) виконання трубки ін'єктора доцільно використовувати при завантаженні зернової сировини середнього помелу (фракція 1,1-2,0мм). Таке компонування трубки ін'єктора дозволяє одержувати трубочку екструдованого продукту зі звуженим внутрішнім каналом для розміщення наповнювача. Це забезпечується за рахунок перепаду тисків між тиском пластифікованого продукту усередині накопичувальної камери і тиском наповнювача усередині трубки ін'єктора на виході з останньої. Тому діаметр внутрішнього каналу трубочки екструдованого продукту в порівнянні з діаметром трубки ін'єктора не збільшується і, практично, дорівнює йому. Обраний діапазон значень відстані від торця кінцевої частини трубки ін'єктора до входу у фільєру випускної матриці є оптимальним і визначений дослідним шляхом. Вибір цього значення менше нижньої межі недоцільний, тому що при цьому збільшується імовірність застрявання між фільєрою і трубкою непластифікованої фракції зернового продукту і зупинки пристрою. Вибір цього значення більше верхньої межі також недоцільний, так як при цьому підвищується небезпека значного звуження каналу трубочки харчового продукту від надмірного перепаду тисків між тиском пластифікованого продукту усередині накопичувальної камери і тиском наповнювача усередині трубки ін'єктора на виході з останньої. При цьому цей процес може супроводжуватися реверсивною подачею наповнювача через ін'єктор, забиванню ін'єктора непластифікованою фракцією зернового продукту і з упинкою пристрою. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, кінцева частина трубки ін'єктора пропущена через фільєру вип ускної матриці назовні, а відстань від торця кінцевої частини трубки ін'єктора до виходу фільєри випускної матриці складає 2-20мм, причому трубка в передній частині виконана з перепускними отворами в стінці і заглушкою в торці. Цей варіант (варіант 2) виконання трубки ін'єктора доцільно використовувати при завантаженні зернової сировини тонкого помелу (фракція 0,5-1,0мм). Таке компонування трубки ін'єктора дозволяє одержувати трубочку екструдованого продукту з розширеним внутрішнім каналом для розміщення наповнювача. Це забезпечується за рахунок перепаду тисків між внутрішнім тиском пластифікованого продукту на ви ході з фільєри випускної матриці й атмосферним тиском. Тому діаметр внутрішнього каналу трубочки екструдованого продукту суттєво збільшується в порівнянні з діаметром трубки ін'єктора. Обраний діапазон значень відстані від торця кінцевої частини трубки ін'єктора до фільєри випускної матриці є оптимальним і визначений дослідним шляхом. Вибір цього значення менше нижньої межі недоцільний, тому що при цьому зменшується діаметр внутрішнього каналу трубочки екструдованого продукту. Вибір цього значення більше верхньої межі також недоцільний, так як при цьому підвищується небезпека випадкового ушкодження трубки ін'єктора й утворення ділянки каналу трубочки екструдованого продукту, не заповненої наповнювачем. Виконання трубки ін'єктора в кінцевій частині з перепускними отворами в стінці і заглушкою в торці забезпечує радіальне випресування наповнювача в канал трубочки екструдованого продукту на виході з фільєри випускної матриці. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, накопичувальна камера виконана конусоподібної форми. Це дозволяє додатково концентрувати пластифікований екструдат в однорідну масу на вході у фільєру, що поліпшує формування стінки трубочки екструдованого продукту. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, в живильний канап для подачі наповнювача виконаний у вигляді співвісних отворів, розташованих у випускній і розділовій матрицях між пазами в останній під гострим кутом до подовжньої осі пристрою і нахилом убік фільєри випускної матриці. Таке виконання живильного каналу дозволяє забезпечити технологічність виготовлення, компактність конструкції і простоту обслуговування пристрою. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, у живильному каналі для подачі наповнювача встановлена трубка, з'єднана з розділовою матрицею за допомогою нарізного сполучення. Установка згаданої трубки забезпечує герметичну подачу наповнювача в ін'єктор. У пристрої для виготовлення харчового екструдованого продукту з наповнювачем, згідно винаходу, вужчаючі посадкові поверхні випускної і розділової матриць мають форму, утворену обертанням навколо подовжньої осі утворюючої у вигляді відрізка прямої, ламаної чи кривої лінії чи відрізка комбінованої лінії, що складається з комбінацій згаданих відрізків ліній. Таке виконання сполучених вужчаючих посадкових поверхонь згаданих елементів дозволяє, у залежності від технологічних можливостей виробника, виконувати їх у вигляді поверхонь зрізаних конусів, декількох зрізаних конусів, сферичних сегментів, зрізаних параболоїдів, зрізаних гіперболоїдів чи комбінацій поверхонь згаданих геометричних тіл обертання. Надалі винахід пояснюється докладним описом його конструкції з посиланнями на прикладені креслення. На фіг.1 зображений пристрій для виготовлення харчового екструдованого продукту з наповнювачем, загальний вид, поздовжній розріз. На фіг.2 зображений розріз А-А на фіг.1. На фіг.3 зображений виносний елемент Б на фіг.2 (варіант 1). На фіг.4 зображений виносний елемент Б на фіг.2 (варіант 2). На фіг.5 зображена розділова матриця, загальний вид, вид збоку. На фіг.6 зображена розділова матриця, загальний вид, вид спереду. На фіг.7 схема розташування утворюючої вужчаючої посадкової поверхні розділової матриці у вигляді відрізка прямої лінії АБ. На фіг.8 схема розташування утворюючої вужчаючої посадкової поверхні розділової матриці у вигляді відрізка ламаної лінії ВГД. На фіг.9 схема розташування утворюючої вужчаючої посадкової поверхні розділової матриці у вигляді відрізка ламаної лінії ЕЖЗ. На фіг.10 схема розташування утворюючої вужчаючої посадкової поверхні розділової матриці у вигляді відрізка кривої лінії ИК. На фіг.11 схема розташування утворюючої вужчаючої посадкової поверхні розділової матриці у вигляді відрізка комбінованої лінії ЛМНО. Пристрій для виготовлення харчового екструдованого продукту з наповнювачем (фіг.1-6) містить (фіг.1) випускну матрицю 1, виконану з накопичувальною камерою 2 і осьовою фільєрою 3 для випресування екструдата, розділову матрицю 4, виконану з подовжніми перепускними каналами 5 (фіг.2), установлену перед випускною матрицею 1 і сполучену з останньою за допомогою циліндричних посадкових поверхонь 6, 7 (фіг.1), ін'єктор 8, закріплений у розділовій матриці 4 по осі фільєри 3, і живильний канал 9 для подачі наповнювача, сполучений з ін'єктором 8. Випускна матриця 1 приєднана до корпуса 10 і циліндру 11 за допомогою гайки 12. Усередині циліндра 11 з невеликим кільцевим зазором установлений приводний багатоходовий шнек 13, що пресує, так, що між його торцем і тильною частиною розділової матриці 4 утворений зазор. Циліндр 11 має внутрішню гвинтову канавку 14 і завантажувальне вікно 15 для подачі зернової сировини. Випускна і розділова матриці 1,4 виконані з додатковими вужчаючими убік фільсри З посадковими поверхнями 16, 17 (фіг.1, 2), а подовжні перепускні канали 5 розділової матриці 4 виконані у вигляді пазів 18, 19 (фіг.2, 5 , 6), розташованих на її циліндричній і вужчаючій посадкових поверхнях 7, 17 уздовж утворюючих цих поверхонь. За рахунок того, що випускна і розділова матриці 1, 4 виконані із вужчаючими убік фільєри 3 додатковими посадковими поверхнями 7, 17 забезпечується їх надійне осьове центрування і щільне прилягання. Випускна і розділова матриці 1, 4 з'єднані між собою за допомогою болтів 20 (фіг.1). Ін'ектор 8 виконаний у вигляді втулки 21 із трубкою 22 у передній частині, при цьому втулка 19 виконана конусоподібної форми і закріплена в розділовій матриці 4 по осі фільєри 3 за допомогою нарізного сполучення (фіг.3, 4). Кінцева частина трубки 22 ін'єктора 8 розташована усередині накопичувальної камери 2 випускної матриці 1, а відстань ti від торця кінцевої частини трубки 22 ін'єктора 8 до входу у фідьєру 3 випускної матриці 1 складає 2-3 мм (варіант 1) (фіг.3). Цей варіант (варіант 1) виконання трубки 22 ін'єктора 8 доцільно використовувати при завантаженні зернової сировини середнього помелу (фракція 1,1-2,0 мм). Кінцева частина трубки 22 ін'єктора 8 може бути пропущена через фільєру 3 випускної матриці 1 назовні, а відстань І2 від торця кінцевої частини трубки 19 ін'єктора 8 до виходу фільєри 3 випускної матриці 1 складає 220 мм, причому трубка 22 у передній частині виконана з перепускними отворами 23 у стінці і заглушкою 24 у торці (варіант 2) (фіг.4). Цей варіант (варіант 2) виконання трубки 22 ін'єктора 8 доцільно використовувати при завантаженні зернової сировини тонкого помелу (фракція 0,5-1,0мм). Накопичувальна камера 2 виконана конусоподібної форми (фіг.1-4). Живильний канал 9 для подачі наповнювача виконаний у вигляді співвісних отворів 25,26 (фіг.1), розташованих у випускній і розділовій матрицях 1,4 між пазами 19 (фіг.1, 3, 4) в останній (4) під гострим кутом до подовжньої осі пристрою і нахилом убік фільєри 3 випускної матриці 1. У живильному каналі 9 для подачі наповнювача встановлена трубка 27, з'єднана з розділовою матрицею 4 за допомогою нарізного сполучення (фіг.1). Вужчаючі посадкові поверхні 16, 17 випускної і розділової матриць 1, 4 мають форму, утворену обертанням навколо подовжньої осі утворюючої у вигляді відрізка прямої АБ (фіг.7), ламаної ВГД (фіг.8) чи ЕЖЗ (фіг.9) чи кривої ИК (фіг.10) лінії чи відрізка комбінованої лінії ЛМНО (фіг.11), що складається з комбінацій згаданих відрізків ліній. Таке виконання сполучених вужчаючих посадкових поверхонь 16, 17 випускної і розділової матриць 1, 4 дозволяє, у залежності від технологічних можливостей виробника, виконувати їх у вигляді поверхонь зрізаних конусів, декількох зрізаних конусів, сферичних сегментів, зрізаних параболоїдів, зрізаних гіперболоїдів чи комбінацій поверхонь згаданих геометричних тіл обертання. Найбільше технологічним варіантом є виконання вужчаючих посадкових поверхонь 16, 17 випускної і розділової матриць 1, 4 у формі зрізаних конусів, утворених обертанням навколо подовжньої осі утворюючої у вигляді відрізка прямої АБ (фіг.7). Пристрій працює наступним чином. Перед запуском пристрою здійснюється попереднє нагрівання циліндра 11 і шнека 13 до температури 120150°. Зернова сировина з завантажувального бункера (на кресленнях не показане), наприклад крупа кукурудзи чи рису, із вологістю 15,0-17,0% надходить через завантажувальне вікно 15 у робочу камеру циліндра 11 на шнек 1З (фіг.1,2). У робочій камері циліндра 11 зернова сировина захоплюється шнеком 13 і транспортується убік розділової матриці 4. Унаслідок малого кільцевого зазору між циліндром 11 і шнеком 13 і виникаючих сил тертя відбувається стиск, здрібнювання і розігрівання зернової сировини до температури 160-170°. Нагрівання зернової сировини в момент запуску пристрою відбувається за рахунок теплопередачі від попередньо нагрітих циліндра 11 і шнека 13, а надалі при входженні пристрою в стійкий режим роботи - у результаті виділення тепла, викликуваного силами тертя між продуктом, циліндром 11 і шнеком 13. Під впливом високої температури, вологи і тиску крупа зернової сировини перетворюється в пластифіковану масу, що шнеком 13 подається до периферії розділової матриці 4. Під дією високого тиску, створюваного шнеком 13, пластифікована маса випресовувається окремими джгутами через перепускні канали 5, що сходяться, утворені пазами 18,19 на циліндричній і вужчаючій посадкових поверхнях 7, 17 розділової матриці 4, у накопичувальну камеру 2 випускної матриці 1, обмежену зсередини конусоподібною втулкою 21 і тр убкою 22 ін'єктора 8. За рахунок цього досягається концентрація перед фільєрою 3 випускної матриці 1 однорідної пластифікованої маси зернового продукту. Надалі пластифікована маса зернового продукту випресується через фільєру 3 випускної матриці 1 у вигляді трубочки і від перепаду тиску «вибухає» і здобуває пористу стр уктур у. Одночасно через трубку 27 живильного каналу 9 подають розігрітий до температури 50-60° наповнювач начинку (наприклад шоколадну чи кондитерську глазур) у ін'єктор 8, який через втулку 21 і трубку 22 надходить усередину трубочки зернового продукту, у результаті чого відбувається одержання харчового ексрудованого продукту з наповнювачем. При завантаженні зернової сировини середнього помелу (фракція 1,1-2,0 мм) доцільно використовувати варіант 1 виконання трубки 22 ін'єктора 8 (фіг.3). У цьому варіанті виконання кінцева частина трубки 22 ін'єктора 8 розташована усередині накопичувальної камери 2 випускної матриці 15 а відстань Ц від торця кінцевої частини трубки 22 ін'єктора 8 до входу у фільєру 3 випускної матриці 1 складає 2-3мм. Тому під впливом тиску в накопичувальній камері 2 випускної матриці 1 діаметр внутрішнього каналу трубочки екструдованого продукту в порівнянні з діаметром трубки 22 ін'єктора 8 не збільшується і практично дорівнює йому. При завантаженні зернової сировини середнього помелу (фракція 0,5-1,0мм) доцільно використовувати варіант 2 виконання трубки 22 ін'єктора 8 (фіг.4). У цьому варіанті виконання кінцева частина трубки 22 ін'єктора 8 пропущена через фільєру 3 випускної матриці 1 і знаходиться зовні випускної матриці 1, а відстань 12 від торця кінцевої частини трубки 19 ін'єктора 8 до виходу фільери 3 випускної матриці 1 складає 2-20 мм, причому трубка 22 у передній частині виконана з перепускними отворами 23 у стінці і заглушкою 24 у торці. Таке компонування трубки 22 ін'єктора 8 дозволяє одержувати тр убочку екструдо ваного продукту з розширеним внутрішнім каналом для розміщення наповнювача. Це забезпечується за рахунок перепаду тисків між внутрішнім тиском пластифікованого продукту на ви ході з фільєри 3 випускної матриці 1 і атмосферним тиском. Тому діаметр внутрішнього каналу трубочки екструдованого продукту суттєво збільшується в порівнянні з діаметром трубки 22 Ін'єктора 8. Виконання трубки 22 ін'єктора 8 у кінцевій частині з перепускними отворами 23 у стінці і заглушкою 24 у торці забезпечує радіальне випресування наповнювача в канал трубочки екструдованого продукту на виході з фільєри 3 випускної матриці 1. Надалі харчовий екструдований продукт із наповнювачем за допомогою механізму різання (на кресленнях не показане) розплющується в місцях різання і розрізається на товарні трубочки чи подушечки з одночасним стисканням їхніх кінців для запобігання витікання наповнювача, упаковується в тару і надходить споживачу. Таким чином, удосконалена конструкція випускної і розділової матриць 1, 4 пристрою, у результаті якої в пристрої подача пластифікованого продукту через перепускні канали 5 розділової матриці 4 відбувається потоками, що сходяться до накопичувальної камери 2, забезпечується утворення перед фільєрою 3 випускної матриці 1 однорідної маси цього продукту. Це дозволяє суттєво підвищити міцність стінки самої трубочки, уникнути видавлювання через неї наповнювача і поліпшити споживчі властивості харчового екструдованого продукту з наповнювачем. Винахід може бути багаторазово виготовлений промисловим способом на будь-якім машинобудівному підприємстві з використанням універсального устатк ування, сучасної технології а також існуючих матеріалів і комплектуючих виробів. Перелік позначень і найменувань елементів винаходу Пристрій для виготовлення харчового екструдованого продукту з наповнювачем Позначення 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 Найменування Випускна матриця Накопичувальна камера Фільєра Розділова матриця Перепускний канал Циліндрична посадкова поверхня випускної матриці 1 Циліндрична посадкова поверхня розділової матриці 4 Ін'єктор Живильний канал для подачі наповнювача Корпус Циліндр Гайка Шнек Гвинтова канавка Завантажувальне вікно для подачі зернової сировини Вужчаюча посадкова поверхня випускної матриці 1 Вужчаюча посадкова поверхня розділової матриці 4 Паз перепускного каналу 5 на циліндричній посадковій поверхні 7 розділової матриці 4 Паз перепускного каналу 5 на вужчаючій посадковій поверхні 17 розділової матриці 4 Болт Втулка ін'єктора 8 Трубка ін'єктора 8 Перепускний отвір трубки 22 ін'єктора 8 Заглушка трубки 22 ін'єктора 8 Отвір у випускній матриці 1 живильного каналу 9 для подачі наповнювача Отвір у розділовій матриці 4 живильного каналу 9 для подачі наповнювача Трубка
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of a food extruded product with filling
Автори англійськоюKobzev Vasyl Semenovych
Назва патенту російськоюУстройство для изготовления пищевого экструдированного продукта с наполнителем
Автори російськоюКобзев Василий Семенович
МПК / Мітки
МПК: A23P 1/10, B30B 11/22, A23L 1/18, B29C 47/12
Мітки: продукту, харчового, екструдованого, наповнювачем, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/7-73034-pristrijj-dlya-vigotovlennya-kharchovogo-ekstrudovanogo-produktu-z-napovnyuvachem.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення харчового екструдованого продукту з наповнювачем</a>
Спосіб виробництва харчового екструдованого продукту лікувально-профілактичного призначення
Номер патенту: 53204
Опубліковано: 15.01.2003
Автори: Пивоваров Павло Петрович, Трощий Тетяна Володимирівна
МПК: A23L 1/10, A23L 1/29, A23L 1/308, A23L 1/09, A23L 1/48
Мітки: продукту, харчового, лікувально-профілактичного, екструдованого, спосіб, призначення, виробництва
Формула / Реферат:
Спосіб виробництва харчового продукту лікувально-профілактичного призначення шляхом екструзії рослинної сировини, який відрізняється тим, що згідно з винаходом як основну сировину використовують клітковину харчову, крохмалевмісну сировину, пластівці зародку пшениці або інші біологічно активні добавки у співвідношенні 65,0 - 84,9 : 15,0 - 30,0 : 0,1 - 5,0, а температурну екструзію проводять в інтервалі температур 100 - 120 °С при тиску 18-25...
Спосіб виробництва харчового екструдованого продукту лікувально-профілактичного призначення, збагаченого біоорганічними сполуками кальцію
Номер патенту: 71702
Опубліковано: 15.12.2004
Автори: Головко Микола Павлович, Трощий Тетяна Володимирівна, Пивоваров Павло Петрович, Брикова Тетяна Миколаївна
МПК: A23L 1/30, A23K 1/10, A23L 1/00, A23P 1/10
Мітки: збагаченого, призначення, лікувально-профілактичного, екструдованого, харчового, сполуками, спосіб, продукту, біоорганічними, кальцію, виробництва
Формула / Реферат:
Спосіб виробництва харчового продукту лікувально-профілактичного призначення шляхом високотемпературної екструзії суміші харчової клітковини, крохмалевмісної сировини та добавки, який відрізняється тим, що як добавку застосовують подрібнений харчовий кістковий напівфабрикат при такому співвідношенні згаданих компонентів, відповідно: 63,0 - 65,0 : 25,0 - 30,0 : 0,3 - 10,0.
Екструдований м’ясний продукт, спосіб виготовлення екструдованого м’ясного продукту, спосіб виготовлення коекструдованого м’ясного продукту, коекструдований м’ясний продукт, пристрій для виготовлення екструдова
Номер патенту: 46718
Опубліковано: 17.06.2002
Автори: Метьюз Бернард Тревор, Джолл Девід Джон, Уілсон Девід Норман, Рейнолдс Карл Річард, Баркер Джон Гаррі, Робертс Пітер Елвін
МПК: A22C 11/02, A22C 7/00
Мітки: продукт, екструдованого, пристрій, екструдований, коекструдований, екструдова, спосіб, коекструдованого, виготовлення, м'ясний, продукту, м`ясного
Формула / Реферат:
1. Экструдированный мясной продукт, содержащий мясной экструдат, имеющий обращенную наружу поверхность, и добавку, отличающийся тем, что он выполнен вареным, при этом упомянутый мясной экструдат является пропитанным упомянутой добавкой в зоне добавки, которая распространяется от упомянутой поверхности внутрь на глубину по меньшей мере 1 мм.2. Мясной продукт по п. 1, отличающийся тем, что упомянутая добавка является ароматизатором,...
Композиція для виготовлення харчового продукту (варіанти)
Номер патенту: 61359
Опубліковано: 17.11.2003
Автор: Зінько Тарас Володимирович
МПК: A23L 1/29, A23L 1/09, A23L 1/10
Мітки: харчового, виготовлення, продукту, варіанти, композиція
Формула / Реферат:
1. Композиція для виготовлення харчового продукту, яка містить складову на зерновій основі, підсолоджуючий цукровий компонент, яка відрізняється тим, що складова на зерновій основі являє собою зернові пластівці та зернові кульки, а підсолоджуючий цукровий компонент ця композиція містить у вигляді цукрового сиропу при наступному рецептурному співвідношенні компонентів, мас. %: зернові пластівці 48-64 ...
Пристрій для виготовлення харчового продукту сферичної форми, який складається із замкнутої зовнішньої оболонки та серцевини
Номер патенту: 25886
Опубліковано: 26.02.1999
Автори: Метьюз Бернард Тревор, Баркер Джон Гаррі, ВІЛЬСОН, Девід, Норман, Джолл Девід Джон
МПК: A22C 17/00, A23P 1/10, A21C 11/00, A23P 1/08, A21C 3/00
Мітки: пристрій, виготовлення, складається, зовнішньої, серцевини, продукту, форми, оболонки, сферичної, харчового, замкнутої
Формула / Реферат:
1. Устройство для изготовления пищевого продукта сферической формы, состоящего из замкнутой наружной оболочки и сердцевины, содержащее опорный каркас, головку для совместного выдавливания обоих компонентов, соединенную со средствами для подачи под давлением материала, образующего сердцевины, и материала, образующего оболочку, и снабженную механизмом для ее возвратно-поступательного перемещения по вертикали, и формовочно-отрезной механизм,...