Спосіб наноструктурного зміцнення тонкостінного ріжучого інструменту
Номер патенту: 95489
Опубліковано: 25.12.2014
Автори: Гаркуша Ігор Євгенійович, Романюк Світлана Павлівна, Сідашенко Олександр Іванович, Скобло Тамара Семенівна, Муратов Ренат Муратович, Бирка Олег Володимирович

Формула / Реферат
1. Спосіб наноструктурного зміцнення ріжучого тонкостінного інструменту, що включає нанесення нанопокриття, який відрізняється тим, що для стабільності його роботи піддають зміцненню вакуумно-дуговим способом з одного його боку ріжучу кромку, а в середній і основній частинах виробу формують перпендикулярно розташовані до неї смуги жорсткості, що знижують при експлуатації втомний вплив на виріб.
2. Спосіб за п. 1, який відрізняється тим, що для чіткої фіксації прямолінійності ребер жорсткості перед зміцненням зони, що не підлягають обробці, натирають горіхами.
Текст
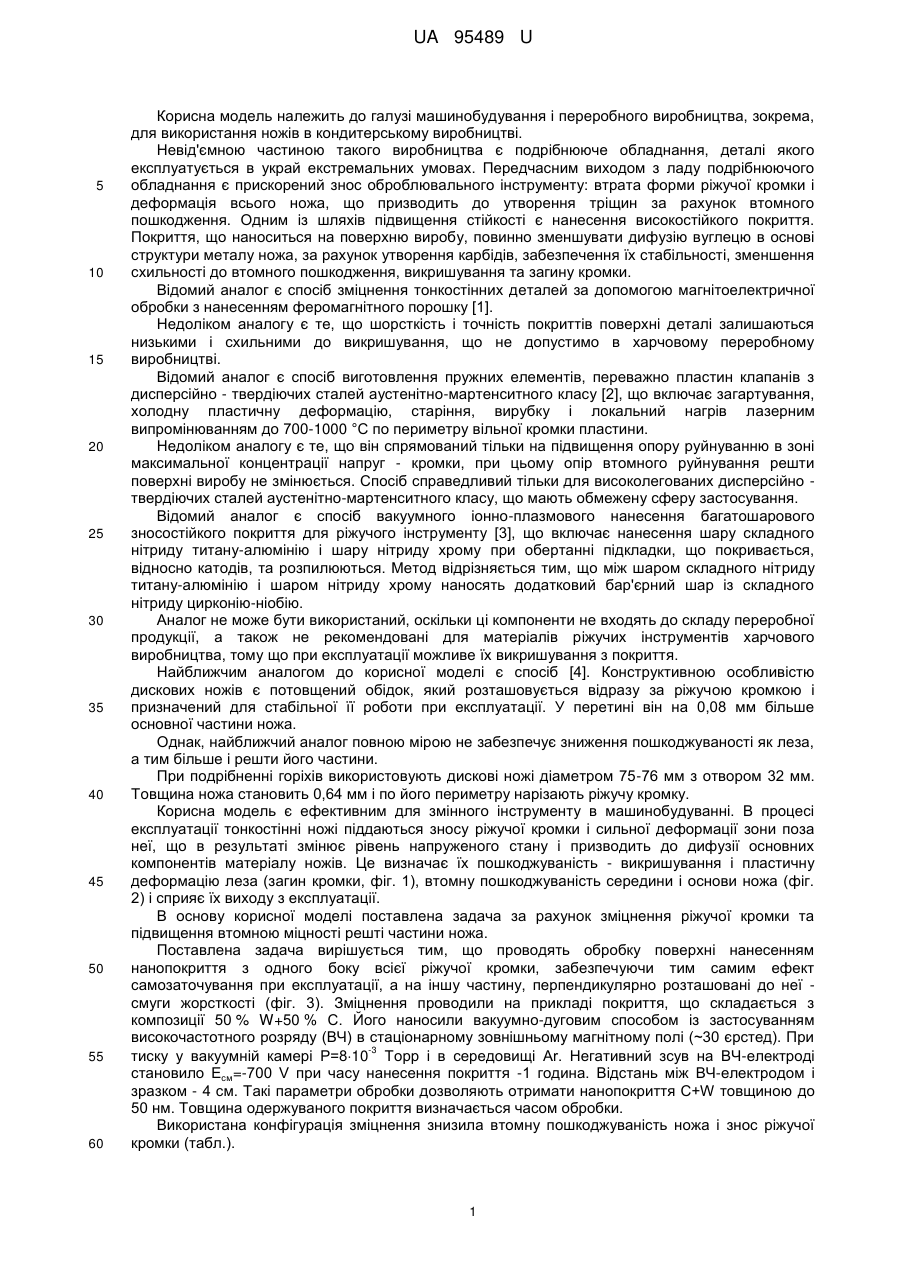
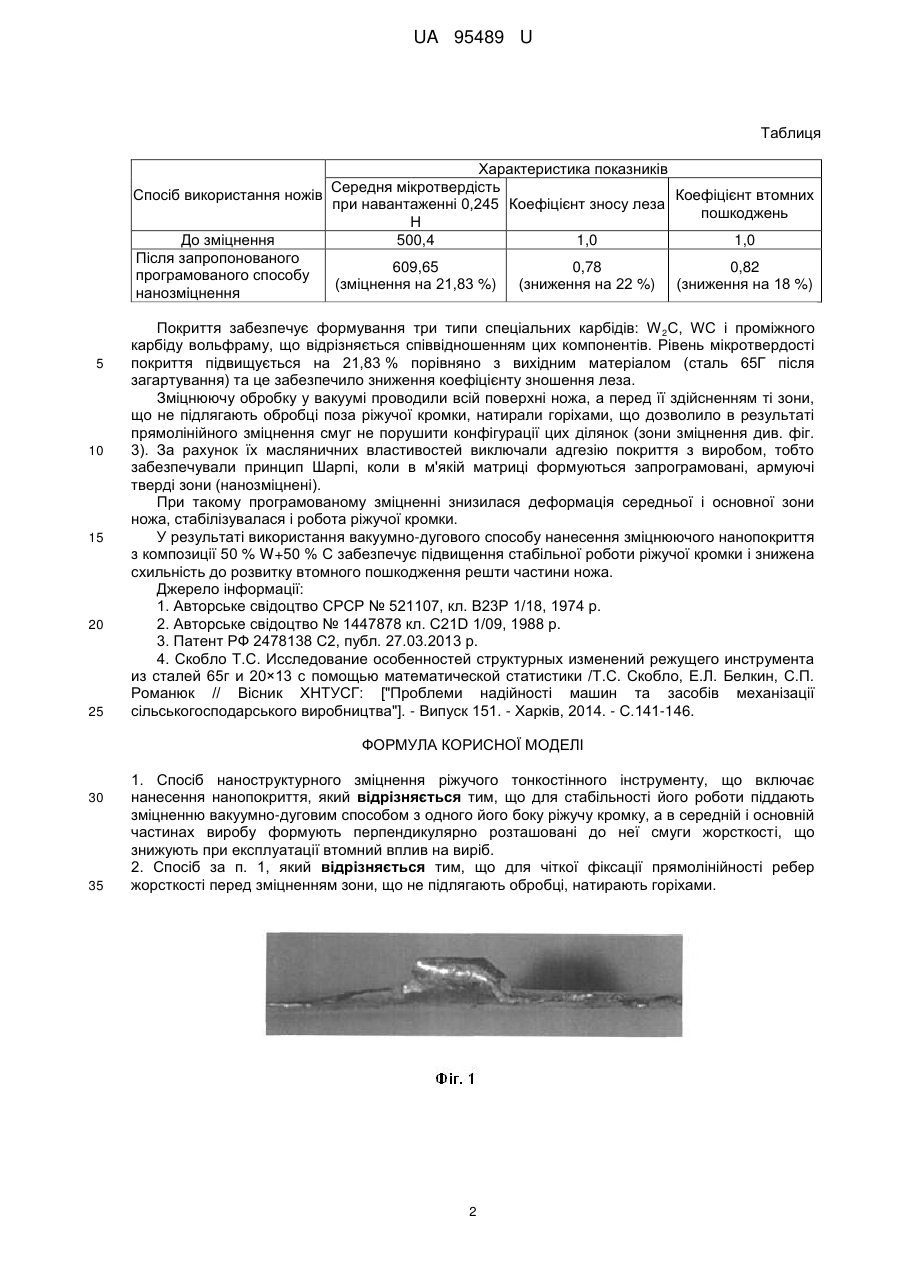
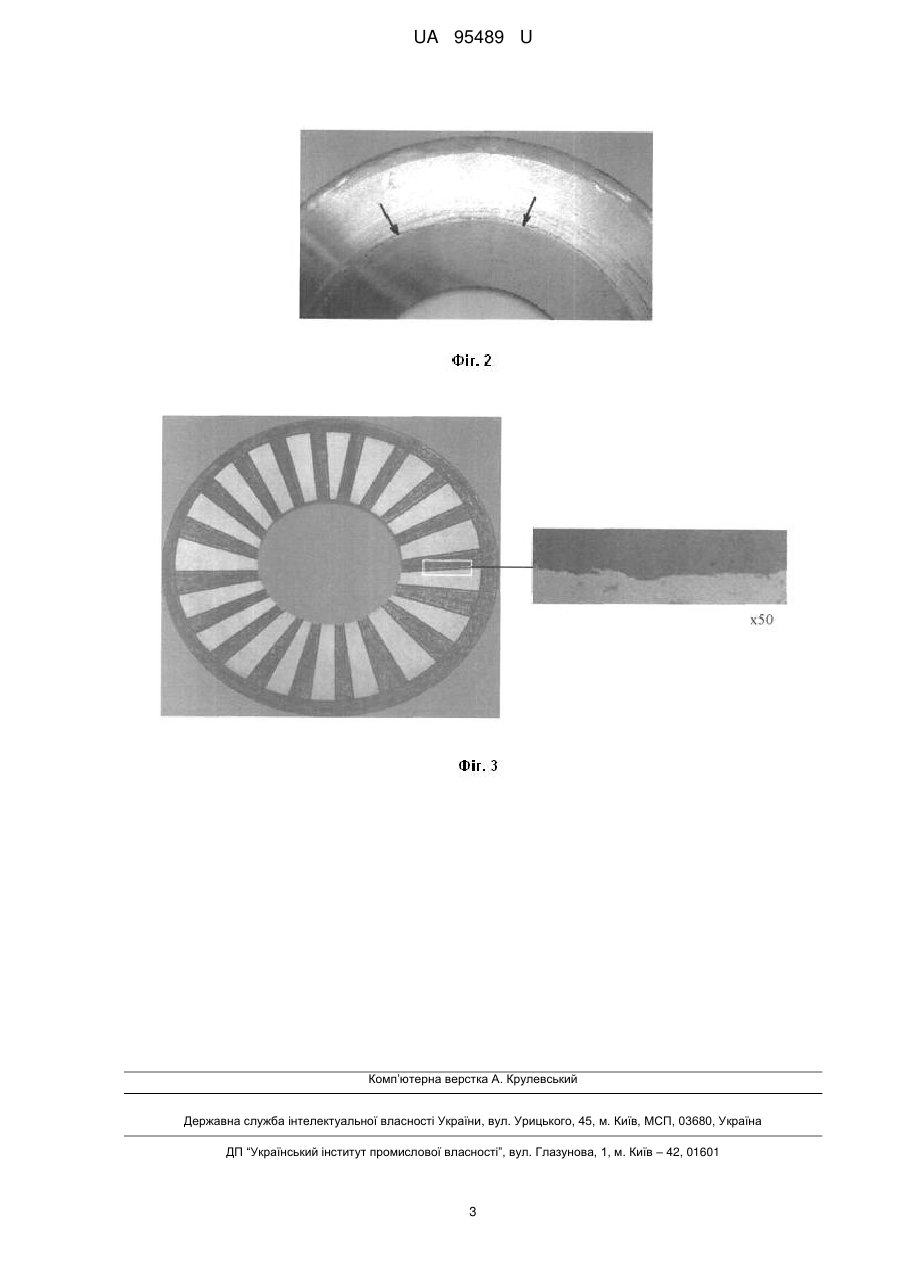
Реферат: Спосіб наноструктурного зміцнення ріжучого тонкостінного інструменту включає нанесення нанопокриття. Піддають зміцненню вакуумно-дуговим способом з одного його боку ріжучу кромку. В середній і основній частинах виробу формують перпендикулярно розташовані до неї смуги жорсткості. UA 95489 U (54) СПОСІБ НАНОСТРУКТУРНОГО ЗМІЦНЕННЯ ТОНКОСТІННОГО РІЖУЧОГО ІНСТРУМЕНТУ UA 95489 U UA 95489 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і переробного виробництва, зокрема, для використання ножів в кондитерському виробництві. Невід'ємною частиною такого виробництва є подрібнююче обладнання, деталі якого експлуатується в украй екстремальних умовах. Передчасним виходом з ладу подрібнюючого обладнання є прискорений знос оброблювального інструменту: втрата форми ріжучої кромки і деформація всього ножа, що призводить до утворення тріщин за рахунок втомного пошкодження. Одним із шляхів підвищення стійкості є нанесення високостійкого покриття. Покриття, що наноситься на поверхню виробу, повинно зменшувати дифузію вуглецю в основі структури металу ножа, за рахунок утворення карбідів, забезпечення їх стабільності, зменшення схильності до втомного пошкодження, викришування та загину кромки. Відомий аналог є спосіб зміцнення тонкостінних деталей за допомогою магнітоелектричної обробки з нанесенням феромагнітного порошку [1]. Недоліком аналогу є те, що шорсткість і точність покриттів поверхні деталі залишаються низькими і схильними до викришування, що не допустимо в харчовому переробному виробництві. Відомий аналог є спосіб виготовлення пружних елементів, переважно пластин клапанів з дисперсійно - твердіючих сталей аустенітно-мартенситного класу [2], що включає загартування, холодну пластичну деформацію, старіння, вирубку і локальний нагрів лазерним випромінюванням до 700-1000 °C по периметру вільної кромки пластини. Недоліком аналогу є те, що він спрямований тільки на підвищення опору руйнуванню в зоні максимальної концентрації напруг - кромки, при цьому опір втомного руйнування решти поверхні виробу не змінюється. Спосіб справедливий тільки для високолегованих дисперсійно твердіючих сталей аустенітно-мартенситного класу, що мають обмежену сферу застосування. Відомий аналог є спосіб вакуумного іонно-плазмового нанесення багатошарового зносостійкого покриття для ріжучого інструменту [3], що включає нанесення шару складного нітриду титану-алюмінію і шару нітриду хрому при обертанні підкладки, що покривається, відносно катодів, та розпилюються. Метод відрізняється тим, що між шаром складного нітриду титану-алюмінію і шаром нітриду хрому наносять додатковий бар'єрний шар із складного нітриду цирконію-ніобію. Аналог не може бути використаний, оскільки ці компоненти не входять до складу переробної продукції, а також не рекомендовані для матеріалів ріжучих інструментів харчового виробництва, тому що при експлуатації можливе їх викришування з покриття. Найближчим аналогом до корисної моделі є спосіб [4]. Конструктивною особливістю дискових ножів є потовщений обідок, який розташовується відразу за ріжучою кромкою і призначений для стабільної її роботи при експлуатації. У перетині він на 0,08 мм більше основної частини ножа. Однак, найближчий аналог повною мірою не забезпечує зниження пошкоджуваності як леза, а тим більше і решти його частини. При подрібненні горіхів використовують дискові ножі діаметром 75-76 мм з отвором 32 мм. Товщина ножа становить 0,64 мм і по його периметру нарізають ріжучу кромку. Корисна модель є ефективним для змінного інструменту в машинобудуванні. В процесі експлуатації тонкостінні ножі піддаються зносу ріжучої кромки і сильної деформації зони поза неї, що в результаті змінює рівень напруженого стану і призводить до дифузії основних компонентів матеріалу ножів. Це визначає їх пошкоджуваність - викришування і пластичну деформацію леза (загин кромки, фіг. 1), втомну пошкоджуваність середини і основи ножа (фіг. 2) і сприяє їх виходу з експлуатації. В основу корисної моделі поставлена задача за рахунок зміцнення ріжучої кромки та підвищення втомною міцності решті частини ножа. Поставлена задача вирішується тим, що проводять обробку поверхні нанесенням нанопокриття з одного боку всієї ріжучої кромки, забезпечуючи тим самим ефект самозаточування при експлуатації, а на іншу частину, перпендикулярно розташовані до неї смуги жорсткості (фіг. 3). Зміцнення проводили на прикладі покриття, що складається з композиції 50 % W+50 % С. Його наносили вакуумно-дуговим способом із застосуванням високочастотного розряду (ВЧ) в стаціонарному зовнішньому магнітному полі (~30 єрстед). При -3 тиску у вакуумній камері Ρ=810 Торр і в середовищі Ar. Негативний зсув на ВЧ-електроді становило Есм=-700 V при часу нанесення покриття -1 година. Відстань між ВЧ-електродом і зразком - 4 см. Такі параметри обробки дозволяють отримати нанопокриття С+W товщиною до 50 нм. Товщина одержуваного покриття визначається часом обробки. Використана конфігурація зміцнення знизила втомну пошкоджуваність ножа і знос ріжучої кромки (табл.). 1 UA 95489 U Таблиця Характеристика показників Середня мікротвердість Спосіб використання ножів Коефіцієнт втомних при навантаженні 0,245 Коефіцієнт зносу леза пошкоджень Н До зміцнення 500,4 1,0 1,0 Після запропонованого 609,65 0,78 0,82 програмованого способу (зміцнення на 21,83 %) (зниження на 22 %) (зниження на 18 %) нанозміцнення 5 10 15 20 25 Покриття забезпечує формування три типи спеціальних карбідів: W 2C, WC і проміжного карбіду вольфраму, що відрізняється співвідношенням цих компонентів. Рівень мікротвердості покриття підвищується на 21,83 % порівняно з вихідним матеріалом (сталь 65Г після загартування) та це забезпечило зниження коефіцієнту зношення леза. Зміцнюючу обробку у вакуумі проводили всій поверхні ножа, а перед її здійсненням ті зони, що не підлягають обробці поза ріжучої кромки, натирали горіхами, що дозволило в результаті прямолінійного зміцнення смуг не порушити конфігурації цих ділянок (зони зміцнення див. фіг. 3). За рахунок їх масляничних властивостей виключали адгезію покриття з виробом, тобто забезпечували принцип Шарпі, коли в м'якій матриці формуються запрограмовані, армуючі тверді зони (нанозміцнені). При такому програмованому зміцненні знизилася деформація середньої і основної зони ножа, стабілізувалася і робота ріжучої кромки. У результаті використання вакуумно-дугового способу нанесення зміцнюючого нанопокриття з композиції 50 % W+50 % С забезпечує підвищення стабільної роботи ріжучої кромки і знижена схильність до розвитку втомного пошкодження решти частини ножа. Джерело інформації: 1. Авторське свідоцтво СРСР № 521107, кл. В23Р 1/18, 1974 р. 2. Авторське свідоцтво № 1447878 кл. С21D 1/09, 1988 р. 3. Патент РФ 2478138 С2, публ. 27.03.2013 p. 4. Скобло Т.С. Исследование особенностей структурных изменений режущего инструмента из сталей 65г и 20×13 с помощью математической статистики /Т.С. Скобло, Е.Л. Белкин, С.П. Романюк // Вісник ХНТУСГ: ["Проблеми надійності машин та засобів механізації сільськогосподарського виробництва"]. - Випуск 151. - Харків, 2014. - С.141-146. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Спосіб наноструктурного зміцнення ріжучого тонкостінного інструменту, що включає нанесення нанопокриття, який відрізняється тим, що для стабільності його роботи піддають зміцненню вакуумно-дуговим способом з одного його боку ріжучу кромку, а в середній і основній частинах виробу формують перпендикулярно розташовані до неї смуги жорсткості, що знижують при експлуатації втомний вплив на виріб. 2. Спосіб за п. 1, який відрізняється тим, що для чіткої фіксації прямолінійності ребер жорсткості перед зміцненням зони, що не підлягають обробці, натирають горіхами. 2 UA 95489 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSkoblo Tamara Semenivna, Romanyuk Svitlana Pavlivna, Sidashenko Oleksandr Ivanovych, Harkusha Ihor Yevheniyovych, Byrka Oleg Volodymyrovych, Muratov Penat Myratovych
Автори російськоюСкобло Тамара Семеновна, Романюк Светлана Павловна, Сидашенко Александр Иванович, Гаркуша Игорь Евгеньевич, Бирка Олег Владимирович, Муратов Ренат Муратович
МПК / Мітки
Мітки: тонкостінного, ріжучого, наноструктурного, спосіб, зміцнення, інструменту
Код посилання
<a href="https://ua.patents.su/5-95489-sposib-nanostrukturnogo-zmicnennya-tonkostinnogo-rizhuchogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб наноструктурного зміцнення тонкостінного ріжучого інструменту</a>
Спосіб відновлення ріжучого інструменту
Номер патенту: 88688
Опубліковано: 25.03.2014
Автори: Грод Михайло Степанович, Мартенюк Віктор Миколайович
МПК: B24B 3/00
Мітки: відновлення, ріжучого, інструменту, спосіб
Формула / Реферат:
Спосіб відновлення ріжучого інструменту, що включає зняття шару металу з поверхні ріжучого інструменту, який відрізняється тим, що зняття шару металу з поверхні хвостової частини ріжучого інструменту проводять з боку ріжучої пластини і за рахунок зменшення діаметра хвостової частини на розмір, що в два рази більше розміру зношення ріжучої пластини, здійснюється зміщення осі обертання ріжучого інструменту на величину зношення ріжучої...
Спосіб зміцнення висічного стального інструменту
Номер патенту: 35056
Опубліковано: 15.03.2001
Автори: Стецьків Остап Петрович, Сторошук Володимир Андрійович
Мітки: інструменту, висічного, стального, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який складається зі зміцнення і формування леза, відрізняється тим, що додатково проводиться термообробка інструменту до встановлення твердості 38-40 HRC, після чого проводиться зміцнення тертям до твердості 51-56 HRC на тибину 450-500 мкм, а формування леза проводиться електроабразивним шліфуванням до товщини зміцненого шару 200 мкм.
Спосіб комбінованого зміцнення різального інструменту та деталей машин
Номер патенту: 13547
Опубліковано: 17.04.2006
Автори: Васильченко Яна Василівна, Мірошніченко Юрій Вікторович, Нечепуренко Артем Вікторович, Ковальов Віктор Дмитрійович
МПК: B23B 27/16
Мітки: спосіб, різального, машин, комбінованого, зміцнення, деталей, інструменту
Формула / Реферат:
Спосіб комбінованого зміцнення різального інструменту та деталей машин шляхом магнітно-імпульсної обробки, який відрізняється тим, що попередньо на поверхні виробів наноситься зносостійке антифрикційне покриття.
Спосіб зміцнення лезового металорізального інструменту
Номер патенту: 6770
Опубліковано: 16.05.2005
Автори: Сєроухов Сергій Олександрович, Дубинський Борис Євгенович, Рябухін Володимир Федорович, Мазур Владислав Олександрович, Климанчук Владислав Владиславович, Самотугін Сергій Савелійович, Кіріцева Тетяна Анатолієвна, Ковальчук Олексій Васильович, Норка Сергій Петрович
МПК: B21K 9/00
Мітки: лезового, металорізального, інструменту, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу bf+aл, деf - відстань від вершини леза до лунки на...
Спосіб зміцнення висічного стального інструменту
Номер патенту: 75977
Опубліковано: 15.06.2006
Автори: Стецьків Остап Петрович, Сторощук Володимир Андрійович
МПК: B21K 5/00, C21D 8/00, B26F 1/38
Мітки: висічного, стального, зміцнення, спосіб, інструменту
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який включає термообробку інструменту до встановлення твердості 37-40 HRC, поверхневе зміцнення і формування леза, який відрізняється тим, що формування та зміцнення проводиться одночасно при обробці леза диском із швидкорізальної сталі до твердості 50-55 HRC на глибину 30-50 мкм.
Попередній патент: Спосіб ступінчастої терапії генералізованого пародонтиту у хворих на виразкову хворобу дванадцятипалої кишки, ускладнену кровотечею або перфорацією
Наступний патент: Високодобротний коаксіальний нерегулярний резонаторний вимірювальний перетворювач
Випадковий патент: Дозатор для важкосипких матеріалів