Спосіб і пристрій для намотування гарячекатаної стрічки
Номер патенту: 96482
Опубліковано: 10.11.2011
Автори: Йєпсен Олаф Норман, Мюллер Хайнц-Адольф, Резе Хайнріх, Ніхюс Хайнц

Формула / Реферат
1. Спосіб намотування гарячекатаної стрічки (1) за допомогою:
- дорна (4) моталки;
- щонайменше одного першого притискного пристрою (7);
- щонайменше одного другого притискного пристрою (8);
причому першим притискним пристроєм (7) і другим притискним пристроєм (8) притискають гарячекатану стрічку (1) до дорна моталки (4), який відрізняється тим, що гарячекатану стрічку (1) між першим притискним пристроєм (7) і другим притискним пристроєм (8) за допомогою зусилля, діючого з внутрішнього боку (10) рулону (5) гарячекатаної стрічки (1), радіально відтискають і відповідно відводять від дорна моталки із забезпеченням попереднього вигину гарячекатаної стрічки (1).
2. Спосіб за п. 1, який відрізняється тим, що гарячекатану стрічку (1) попередньо вигинають під час всього процесу намотування.
3. Спосіб за п. 1, який відрізняється тим, що гарячекатану стрічку (1) попередньо вигинають на початку процесу намотування.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що попередній вигин проводять за допомогою пристрою (6) попереднього гнуття, позицію якого відносно гарячекатаної стрічки (1) і/або його зусилля, з яким пристрій (6) попереднього гнуття натискає на гарячекатану стрічку (1), відповідним чином регулюють під час намотування.
5. Пристрій (1) для намотування гарячекатаної стрічки, який містить:
- дорн (4) моталки;
- щонайменше один перший притискний пристрій (7);
- щонайменше один другий притискний пристрій (8);
причому перший притискний пристрій (7) і другий притискний пристрій (8) притискають гарячекатану стрічку (1) при намотуванні на дорн (4) моталки, який відрізняється тим, що між першим притискним пристроєм (7) і другим притискним пристроєм (8) розташований пристрій (6) попереднього гнуття для приведення у контакт із внутрішнім боком (10) рулону гарячекатаної стрічки (1) і деформування гарячекатаної стрічки (1) радіально назовні, в напрямку від дорна (4) моталки.
6. Пристрій за п. 5, який відрізняється тим, що містить регулюючий пристрій для регулювання позиції пристрою (6) попереднього гнуття відносно гарячекатаної стрічки (1) за допомогою встановлювального органу і/або для регулювання зусилля, з яким пристрій (6) попереднього гнуття натискає на гарячекатану стрічку (1).
7. Пристрій за п. 6, який відрізняється тим, що містить вимірювальний пристрій для реєстрації таких параметрів, як, наприклад, діаметр рулону, товщина стрічки, якість або температура гарячекатаної стрічки (1), а також обчислювальний пристрій, забезпечений програмою для визначення заданого значення для регулювання в процесі намотування рулону позиції або зусилля пристрою (6) попереднього гнуття згідно з величиною зареєстрованих параметрів.
8. Пристрій за п. 6 або п. 7, який відрізняється тим, що встановлювальний орган виконаний у вигляді відтягуючого або натискного пристрою, що забезпечує, в залежності від зареєстрованих параметрів, початкове позиціонування в площині, перпендикулярній до поверхні стрічки, пристрою (6) попереднього гнуття відносно дорна (4) моталки і намотаного рулону.
9. Пристрій за будь-яким із пп. 5-7, який відрізняється тим, що встановлювальний орган виконаний з можливістю відведення пристрою (6) попереднього гнуття від лінії гарячекатаної стрічки (1) під час або після намотування гарячекатаної стрічки (1).
Текст
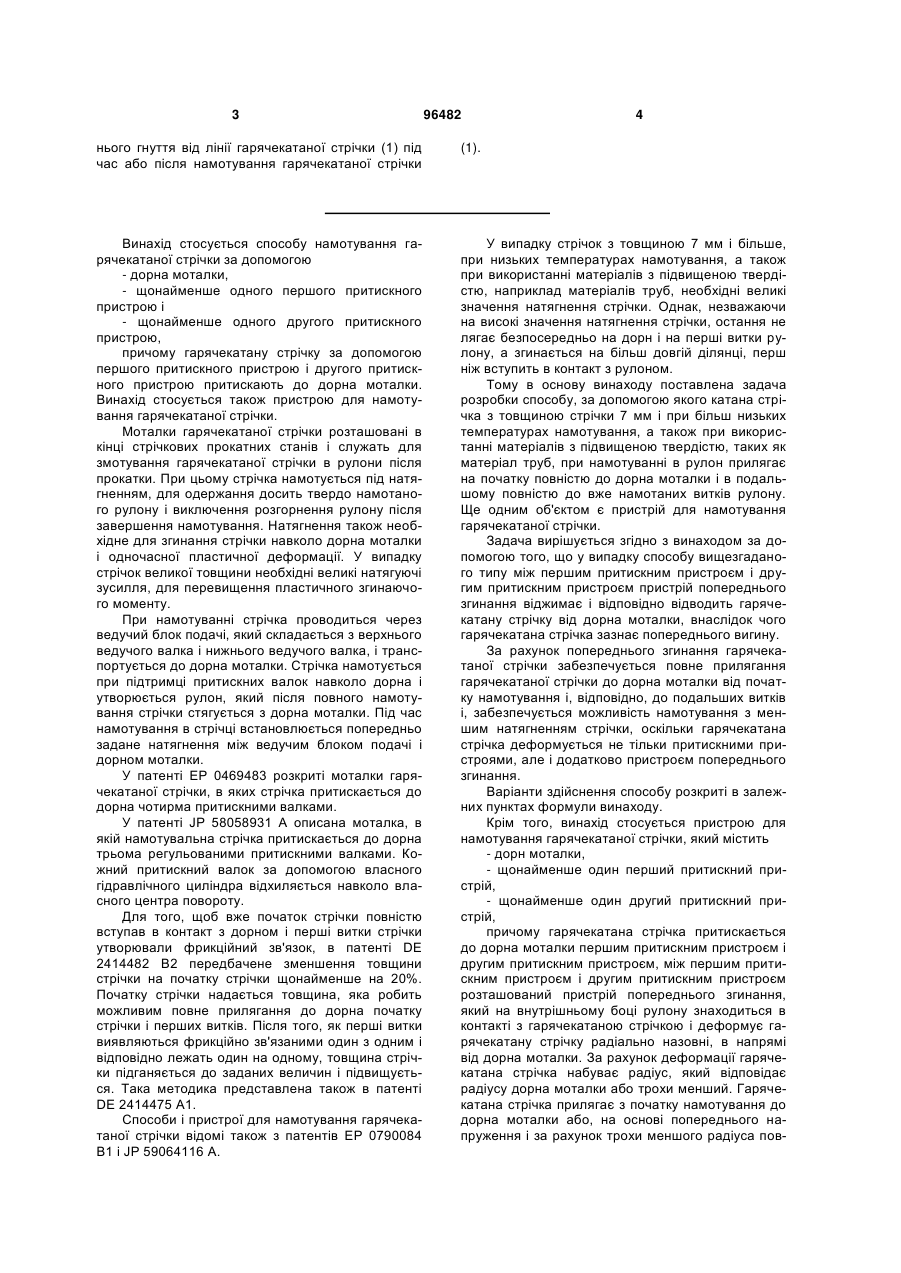
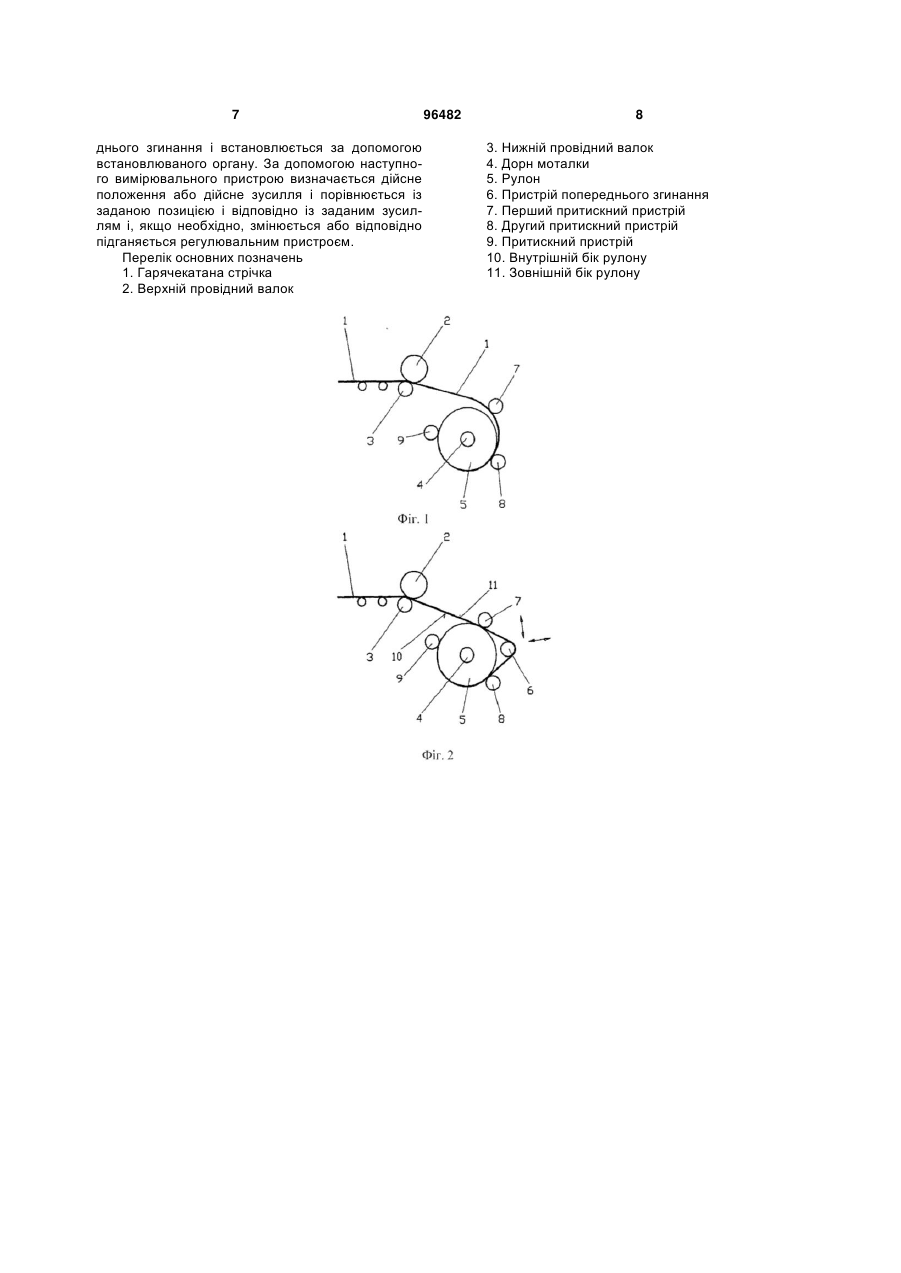
1. Спосіб намотування гарячекатаної стрічки (1) за допомогою: - дорна (4) моталки; - щонайменше одного першого притискного пристрою (7); - щонайменше одного другого притискного пристрою (8); причому першим притискним пристроєм (7) і другим притискним пристроєм (8) притискають гарячекатану стрічку (1) до дорна моталки (4), який відрізняється тим, що гарячекатану стрічку (1) між першим притискним пристроєм (7) і другим притискним пристроєм (8) за допомогою зусилля, діючого з внутрішнього боку (10) рулону (5) гарячекатаної стрічки (1), радіально відтискають і відповідно відводять від дорна моталки із забезпеченням попереднього вигину гарячекатаної стрічки (1). 2. Спосіб за п. 1, який відрізняється тим, що гарячекатану стрічку (1) попередньо вигинають під час всього процесу намотування. 3. Спосіб за п. 1, який відрізняється тим, що гарячекатану стрічку (1) попередньо вигинають на початку процесу намотування. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що попередній вигин проводять за допомогою пристрою (6) попереднього гнуття, позицію якого відносно гарячекатаної стрічки (1) і/або 2 (19) 1 3 96482 4 нього гнуття від лінії гарячекатаної стрічки (1) під час або після намотування гарячекатаної стрічки (1). Винахід стосується способу намотування гарячекатаної стрічки за допомогою - дорна моталки, - щонайменше одного першого притискного пристрою і - щонайменше одного другого притискного пристрою, причому гарячекатану стрічку за допомогою першого притискного пристрою і другого притискного пристрою притискають до дорна моталки. Винахід стосується також пристрою для намотування гарячекатаної стрічки. Моталки гарячекатаної стрічки розташовані в кінці стрічкових прокатних станів і служать для змотування гарячекатаної стрічки в рулони після прокатки. При цьому стрічка намотується під натягненням, для одержання досить твердо намотаного рулону і виключення розгорнення рулону після завершення намотування. Натягнення також необхідне для згинання стрічки навколо дорна моталки і одночасної пластичної деформації. У випадку стрічок великої товщини необхідні великі натягуючі зусилля, для перевищення пластичного згинаючого моменту. При намотуванні стрічка проводиться через ведучий блок подачі, який складається з верхнього ведучого валка і нижнього ведучого валка, і транспортується до дорна моталки. Стрічка намотується при підтримці притискних валок навколо дорна і утворюється рулон, який після повного намотування стрічки стягується з дорна моталки. Під час намотування в стрічці встановлюється попередньо задане натягнення між ведучим блоком подачі і дорном моталки. У патенті ЕР 0469483 розкриті моталки гарячекатаної стрічки, в яких стрічка притискається до дорна чотирма притискними валками. У патенті JP 58058931 А описана моталка, в якій намотувальна стрічка притискається до дорна трьома регульованими притискними валками. Кожний притискний валок за допомогою власного гідравлічного циліндра відхиляється навколо власного центра повороту. Для того, щоб вже початок стрічки повністю вступав в контакт з дорном і перші витки стрічки утворювали фрикційний зв'язок, в патенті DE 2414482 В2 передбачене зменшення товщини стрічки на початку стрічки щонайменше на 20%. Початку стрічки надається товщина, яка робить можливим повне прилягання до дорна початку стрічки і перших витків. Після того, як перші витки виявляються фрикційно зв'язаними один з одним і відповідно лежать один на одному, товщина стрічки підганяється до заданих величин і підвищується. Така методика представлена також в патенті DE 2414475 А1. Способи і пристрої для намотування гарячекатаної стрічки відомі також з патентів ЕР 0790084 В1 і JP 59064116 А. У випадку стрічок з товщиною 7 мм і більше, при низьких температурах намотування, а також при використанні матеріалів з підвищеною твердістю, наприклад матеріалів труб, необхідні великі значення натягнення стрічки. Однак, незважаючи на високі значення натягнення стрічки, остання не лягає безпосередньо на дорн і на перші витки рулону, а згинається на більш довгій ділянці, перш ніж вступить в контакт з рулоном. Тому в основу винаходу поставлена задача розробки способу, за допомогою якого катана стрічка з товщиною стрічки 7 мм і при більш низьких температурах намотування, а також при використанні матеріалів з підвищеною твердістю, таких як матеріал труб, при намотуванні в рулон прилягає на початку повністю до дорна моталки і в подальшому повністю до вже намотаних витків рулону. Ще одним об'єктом є пристрій для намотування гарячекатаної стрічки. Задача вирішується згідно з винаходом за допомогою того, що у випадку способу вищезгаданого типу між першим притискним пристроєм і другим притискним пристроєм пристрій попереднього згинання віджимає і відповідно відводить гарячекатану стрічку від дорна моталки, внаслідок чого гарячекатана стрічка зазнає попереднього вигину. За рахунок попереднього згинання гарячекатаної стрічки забезпечується повне прилягання гарячекатаної стрічки до дорна моталки від початку намотування і, відповідно, до подальших витків і, забезпечується можливість намотування з меншим натягненням стрічки, оскільки гарячекатана стрічка деформується не тільки притискними пристроями, але і додатково пристроєм попереднього згинання. Варіанти здійснення способу розкриті в залежних пунктах формули винаходу. Крім того, винахід стосується пристрою для намотування гарячекатаної стрічки, який містить - дорн моталки, - щонайменше один перший притискний пристрій, - щонайменше один другий притискний пристрій, причому гарячекатана стрічка притискається до дорна моталки першим притискним пристроєм і другим притискним пристроєм, між першим притискним пристроєм і другим притискним пристроєм розташований пристрій попереднього згинання, який на внутрішньому боці рулону знаходиться в контакті з гарячекатаною стрічкою і деформує гарячекатану стрічку радіально назовні, в напрямі від дорна моталки. За рахунок деформації гарячекатана стрічка набуває радіус, який відповідає радіусу дорна моталки або трохи менший. Гарячекатана стрічка прилягає з початку намотування до дорна моталки або, на основі попереднього напруження і за рахунок трохи меншого радіуса пов 5 ністю притискається притискним пристроєм до дорна моталки. Варіанти виконання пристрою розкриті в залежних пунктах формули винаходу. Регулювання/керування намотування гарячекатаної стрічки проводиться так, що розташований між першими і другим притискним пристроєм пристрій попереднього згинання пересувається від дорна моталки геть і відповідно до дорна моталки таким чином, що, в залежності від діаметра рулону, товщини гарячекатаної стрічки, матеріалів гарячекатаної стрічки і/або температури гарячекатаної стрічки, завжди на початку намочування забезпечується прилягання гарячекатаної стрічки до дорна моталки. Для цього пристрій попереднього згинання може пересуватися як від дорна моталки, так і до дорна моталки. Додатково може змінюватися інтервал пристрою попереднього згинання з першим притискним пристроєм і з другим притискним пристроєм. З цього слідує можливість позиціонування пристрою попереднього згинання в площині перпендикулярно поверхні стрічки. Для цього пристрій попереднього згинання забезпечено першим пристроєм відтягання або тиску, який рухає пристрій попереднього згинання до дорна моталки або від нього. Щонайменше один другий пристрій відтягання або тиску розташований так, щоб пристрій попереднього згинання пересувався до першого притискного пристрою або до другого притискного пристрою або від них. Відповідна позиція пристрою попереднього згинання по відношенню до дорна моталки, до першого притискному пристрою і до другого притискному пристрою є залежною відповідно від товщини гарячекатаної стрічки, матеріалів гарячекатаної стрічки і температури гарячекатаної стрічки. Ці з самого спочатку вимірювані або відповідно встановлювані значення закладаються/задаються в розрахункову програму пристрою керування/регулювання і на початок процесу намотування встановлюється позиція пристрою попереднього згинання. Оскільки при збільшуваному діаметрі рулону радіус попереднього вигину також збільшується, пристрій попереднього згинання пересувається до дорна моталки. По закінченню намотування, коли останній виток гарячекатаної стрічки прилягає до рулону, пристрій попереднього згинання віддаляється від рулону. Це може відбуватися як в напрямі руху стрічки, так і упоперек до напряму руху стрічки. Пристрій попереднього згинання не впливає на процес зняття рулону з дорна моталки. Альтернативний варіант виконання керування/регулювання передбачає, щоб замість позиції пристрою попереднього згинання при намотуванні гарячекатаної стрічки враховувалася сила натягнення. Для цього використовуються відомі пристрої для розрахунку натягнення стрічки і, в залежності від встановлених значень, керується/регулюється пристрій попереднього згинання. Надалі приводиться опис варіанта здійснення з посиланням на фігури креслень на яких: Фіг. 1 зображає вигляд збоку моталки гарячекатаної стрічки згідно з відомим рівнем техніки; 96482 6 Фіг. 2 - вигляд збоку моталки гарячекатаної стрічки згідно з даним винаходом; Фіг. 3 зображає блок-схему пристрою. На фіг. 1 представлений вигляд збоку відомого пристрою для намотування гарячекатаної стрічки 1. Гарячекатана стрічка 1, яка надходить з не показаної на фігурі кліті прокатного стану, проводиться між верхнім ведучим валком 2 і нижнім ведучим валком 3 і транспортується до дорна 4 моталки. Для притиснення гарячекатаної стрічки 1 до дорна моталки 4 навколо нього розташовано декілька притискних пристроїв 7, 8, 9. При намотуванні гарячекатаної стрічки 1 з стальних матеріалів підвищеної твердості і/або при товщині стрічки 7 мм або більше гарячекатана стрічка 1 не накладається безпосередньо на дорн 4 моталки. Фрикційний зв'язок між дорном 4 моталки і гарячекатаною стрічкою 1 відбувається тільки тоді, коли гарячекатана стрічка 1 досягає кута обхвату в 180° або більше. Тобто гарячекатана стрічка 1 на початку процесу намотування знаходиться на відстані від дорна 4 моталки і натягнення в гарячекатаній стрічці 1 між ведучим валками 2, 3 і дорном 4 моталки не наростає. Далі, діаметр вушка рулону 5, тобто внутрішній діаметр рулону 5 намотаної гарячекатаної стрічки 1, відрізняється від заданого діаметра дорна 4 моталки. Фіг. 2 показує придатний винаходу пристрій для намотування гарячекатаної стрічки 1. Відомі з рівня техніки частини пристрою позначені надалі тими ж позначеннями. Транспортована від верхнього ведучого валка 2 і нижнього ведучого валка 3 до дорна 4 моталки гарячекатана стрічка 1 притискається першим притискним пристроєм 7 в напрямі радіально до дорна 4 моталки. Перш ніж гарячекатана стрічка 1 також радіально притискається другим притискним пристроєм 8 до дорна 4 моталки гарячекатана стрічка 1 радіально віджимається пристроєм 6 попереднього згинання від дорна 4 моталки назовні. При цьому пристрій 6 попереднього згинання розташований на внутрішньому боці 10 рулону, між дорном 4 моталки і гарячекатаною стрічкою 1, в той час як притискні пристрої 7, 8 і 9 вступають в контакт з гарячекатаною стрічкою 1 на зовнішньому боці рулону. Пристрій попереднього згинання 6 згинає гарячекатану стрічку 1 до тієї ж самої або більш високої кривизни, яка звичайно була б потрібна для гарячекатаної стрічки 1, щоб прилягати до дорна 4 моталки. За рахунок попереднього згинання гарячекатаної стрічки 1 забезпечується, по-перше, повне прилягання гарячекатаної стрічки 1 з початку намотування до дорна 4 моталки і відповідно до наступних витків і, по-друге, намотування з меншим натягненням стрічки, оскільки гарячекатана стрічка 1 деформується не тільки притискними пристроями 7, 8, і 9, а додатково пристроєм 6 попереднього згинання. На фіг. 3 представлена блок-схема схеми регулювання. Вимірювальний пристрій встановлює діаметр стрічки, товщину стрічки, температуру гарячекатаної стрічки і/або якості використаного матеріалу. З цими параметрами в обчислювальному пристрої визначається позиція, яка задається або зусилля, яке задається, пристрою (6) попере 7 днього згинання і встановлюється за допомогою встановлюваного органу. За допомогою наступного вимірювального пристрою визначається дійсне положення або дійсне зусилля і порівнюється із заданою позицією і відповідно із заданим зусиллям і, якщо необхідно, змінюється або відповідно підганяється регулювальним пристроєм. Перелік основних позначень 1. Гарячекатана стрічка 2. Верхній провідний валок 96482 8 3. Нижній провідний валок 4. Дорн моталки 5. Рулон 6. Пристрій попереднього згинання 7. Перший притискний пристрій 8. Другий притискний пристрій 9. Притискний пристрій 10. Внутрішній бік рулону 11. Зовнішній бік рулону 9 Комп’ютерна верстка Мацело В. 96482 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for winding hot-rolled strip
Автори англійськоюRose, Heinrich, Jepsen, Olaf-Norman, Niehues, Heinz, Muller, Heinz, Adolf
Назва патенту російськоюСпособ и устройство намотки горячекатаной ленты
Автори російськоюРезе Хайнрих, Йепсен Олаф-Норман, Нихюс Хайнц, Мюллер Хайнц Адольф
МПК / Мітки
МПК: B21C 47/06
Мітки: гарячекатаної, спосіб, стрічки, пристрій, намотування
Код посилання
<a href="https://ua.patents.su/5-96482-sposib-i-pristrijj-dlya-namotuvannya-garyachekatano-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для намотування гарячекатаної стрічки</a>
Вузол намотування для намотування композитної стрічки на котушку з втулкою (варіанти), пристрій для намотування стрічки та спосіб намотування композитної стрічки на котушку з втулкою
Номер патенту: 94444
Опубліковано: 10.05.2011
Автори: Бейтмен Аян Роджер, Меймен Крейґ Ентоні, Грайфорд Аленн
МПК: B29C 53/00, B21C 47/06
Мітки: вузол, котушку, композитної, спосіб, намотування, варіанти, пристрій, стрічки, втулкою
Формула / Реферат:
1. Вузол намотування для намотування композитної стрічки на котушку з втулкою, в якому композитна стрічка має: пластичну стрічку, що розтягується, яка має плоску основу і сукупність окремих бічних буртиків, розташованих уздовж і розміщених на основі, і сукупність підсилюючих деталей, що розтягуються, розміщених уздовж у відповідних буртиках, буртики і підсилюючі деталі утворюють композитні буртики, до складу вузла для намотування котушки...
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Гінсберг Клаус, Боймер Клаус, Тушхофф Маттіас
МПК: B21C 47/24, B21C 47/00, B21C 47/28
Мітки: спосіб, тонкої, намотування, металевої, пристрій, холоднокатаної, гаряче, стрічки, стальної, варіанти, зокрема
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Моталка для обробки металевих стрічок з прямими крайками, зокрема для намотування гарячекатаної стрічки
Номер патенту: 13482
Опубліковано: 25.04.1997
Автори: Мартін Браун, Хельга Тройтманн, Йоахім Пфайффер
МПК: B21C 47/02, B65H 26/00
Мітки: металевих, стрічки, зокрема, стрічок, обробки, намотування, гарячекатаної, прямими, крайками, моталка
Формула / Реферат:
1. Моталка для обработки металлических лент с прямыми кромками, в частности, для наматывания горячекатаной ленты, содержащая установленную с возможностью вращения и связанную с приводом поворота оправку, включающую корпус, сегменты, размещенные в корпусе с возможностью радиального перемещения, и механизм радиального перемещения сегментов в виде разжимной штанги, гидравлического цилиндра двойного действия и муфты, связывающей шток поршня...
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: Гроссхардт Клаус-Юрген, Арменат Юрген, БРАУН Мартін
МПК: B21B 38/00, B21C 47/02, B21B 37/28, G01B 5/28, G01B 21/30
Мітки: гарячої, вимірювання, пристрій, впливу, стрічки, прокатки, площинність, спосіб, установки, шахті, моталки
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Спосіб і охолоджуючий пристрій для виготовлення гарячекатаної стрічки з двофазною структурою
Номер патенту: 81329
Опубліковано: 25.12.2007
Автори: Хенніг Вольфганг, Бехер Тілльманн, Хенсгер Карл-Ернст, Більген Крістіан
МПК: C21D 8/02, B21B 37/74
Мітки: виготовлення, стрічки, структурою, гарячекатаної, двофазною, охолоджуючий, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки (10) із двофазною структурою з фериту та мартенситу, при якому щонайменше 70% аустеніту перетворюють на ферит із гарячекатаного стану за допомогою двоступеневого контрольованого охолоджування після чистової прокатки до температури стрічки, нижчої за температуру початку мартенситного перетворення на ділянці (1, 1') охолоджування з розташованих на відстані одна за одною груп (31-7, 4) водяного...
Наступний патент: Система дистанційного контролю рейкового рухомого складу під час руху
Випадковий патент: Покриття для нанесення на внутрішню і/або зовнішню стіну і/або стелю будівлі