Спосіб і пристрій для різання пластичного матеріалу
Формула / Реферат
1. Спосіб різання пластичного матеріалу, у якому здійснюють зворотно-поступальний рух дротів у поздовжньому напрямку уздовж довжини дротів, а також переміщення матеріалу в поперечному напрямку - поперек довжини дротів, який відрізняється тим, що додатково здійснюють зворотно-поступальне переміщення n (n≥2) груп по m (m≥1) дротів із взаємною різницею фаз, рівною 2π/n, в поперечному напрямку так, що після розрізування матеріалу дріт проходить щонайменше ще раз повз точки поверхні різання.
2. Спосіб за п. 1, який відрізняється тим, що пластичним матеріалом є напівпластичний ніздрюватий бетон.
3. Спосіб за п. 1, який відрізняється тим, що здійснюють переміщення щонайменше одного дроту так, що точки цього дроту описують еліптичну траєкторію.
4. Спосіб за п. 1, який відрізняється тим, що здійснюють переміщення щонайменше одного дроту так, що точки цього дроту описують кругову траєкторію.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що здійснюють зворотно-поступальне нахилення щонайменше одного дроту в площині в поперечному напрямку.
6. Пристрій для різання пластичного матеріалу, що містить щонайменше один дріт, перші засоби, призначені для здійснення зворотно-поступального переміщення щонайменше одного дроту в поздовжньому напрямку уздовж довжини дроту, і другі засоби, призначені для здійснення переміщення матеріалу в поперечному напрямку - поперек довжини зазначеного дроту, який відрізняється тим, що він додатково містить треті засоби, які разом з першими засобами призначені для зворотно-поступального переміщення n (n≥2) груп по m (m≥1) дротів із взаємною різницею фаз, рівною 2π/n, в поперечному напрямку так, що після розрізування матеріалу дріт проходить щонайменше ще раз повз точки поверхні різання.
7. Пристрій за п. 6, який відрізняється тим, що пластичним матеріалом є напівпластичний ніздрюватий бетон.
8. Пристрій за п. 6, який відрізняється тим, що перші й треті засоби пристосовані для переміщення щонайменше одного дроту так, що кожна точка одного або кожного дроту описує еліптичну траєкторію.
9. Пристрій за п. 6, який відрізняється тим, що перші й треті засоби пристосовані для переміщення щонайменше одного дроту так, що кожна точка одного або кожного дроту описує кругову траєкторію.
10. Пристрій за будь-яким із пп. 6-9, який відрізняється тим, що є четверті засоби для зворотно-поступального нахилення щонайменше одного дроту в площині у поперечному напрямку.
11. Пристрій за будь-яким із пп. 6-10, який відрізняється тим, що є засоби синхронізації для переміщення обох зовнішніх кінців дроту синхронно й однаковим чином або для синхронного переміщення груп дротів з постійними відносними зсувами фази.
12. Пристрій за будь-яким із пп. 6-11, який відрізняється тим, що є гідравлічні засоби.
13. Пристрій за п. 12, який відрізняється тим, що гідравлічними засобами є гідравлічний двигун або гідравлічна муфта.
Текст
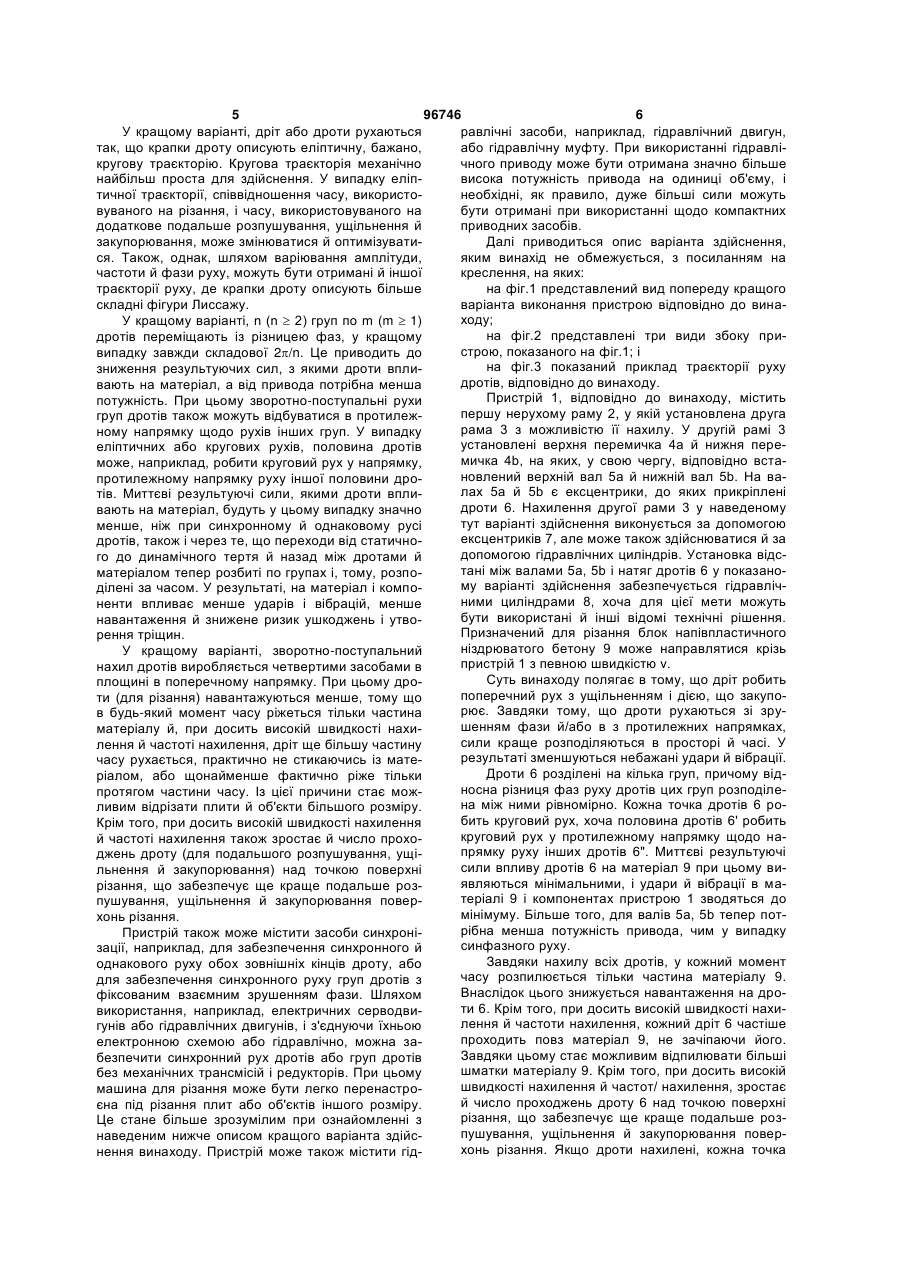
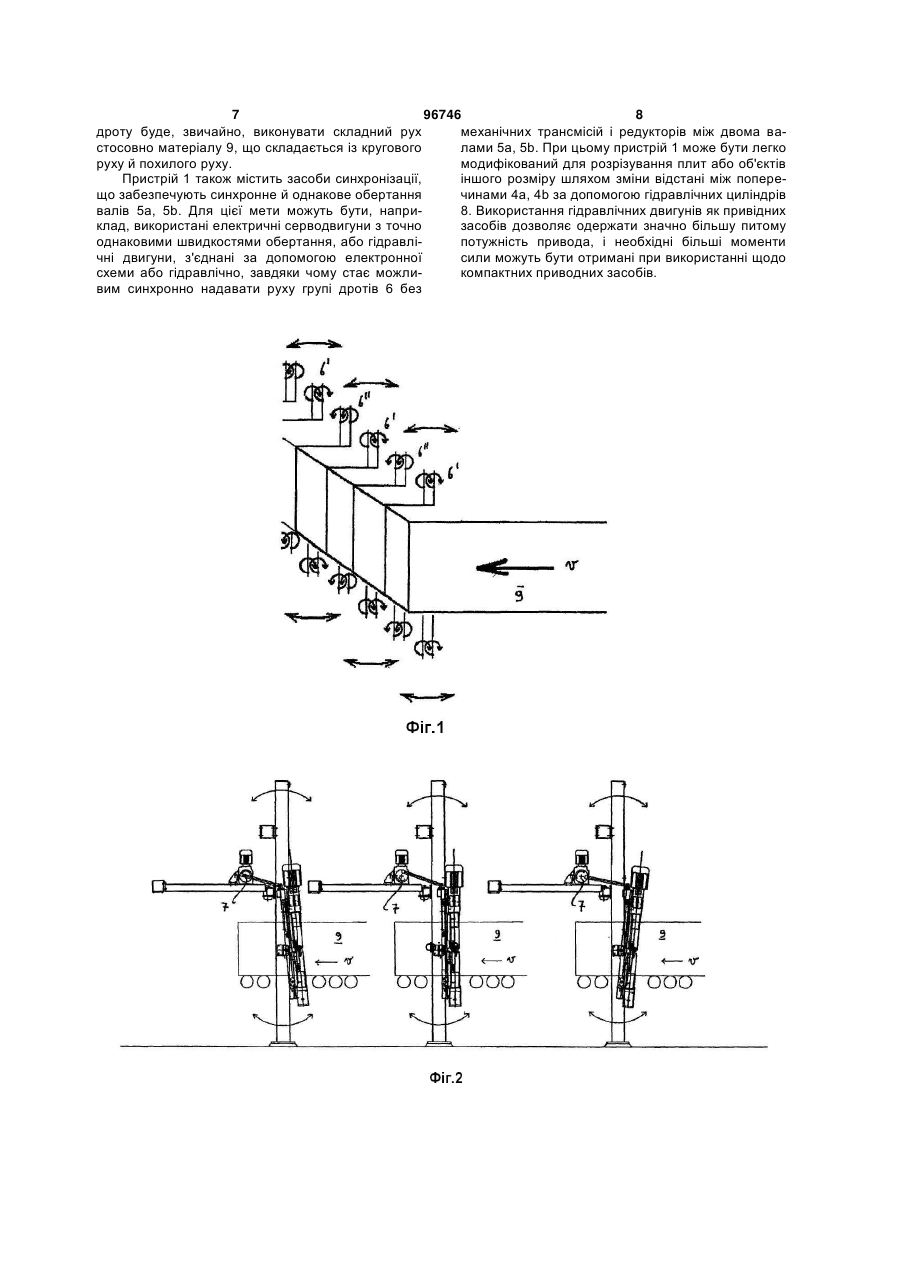
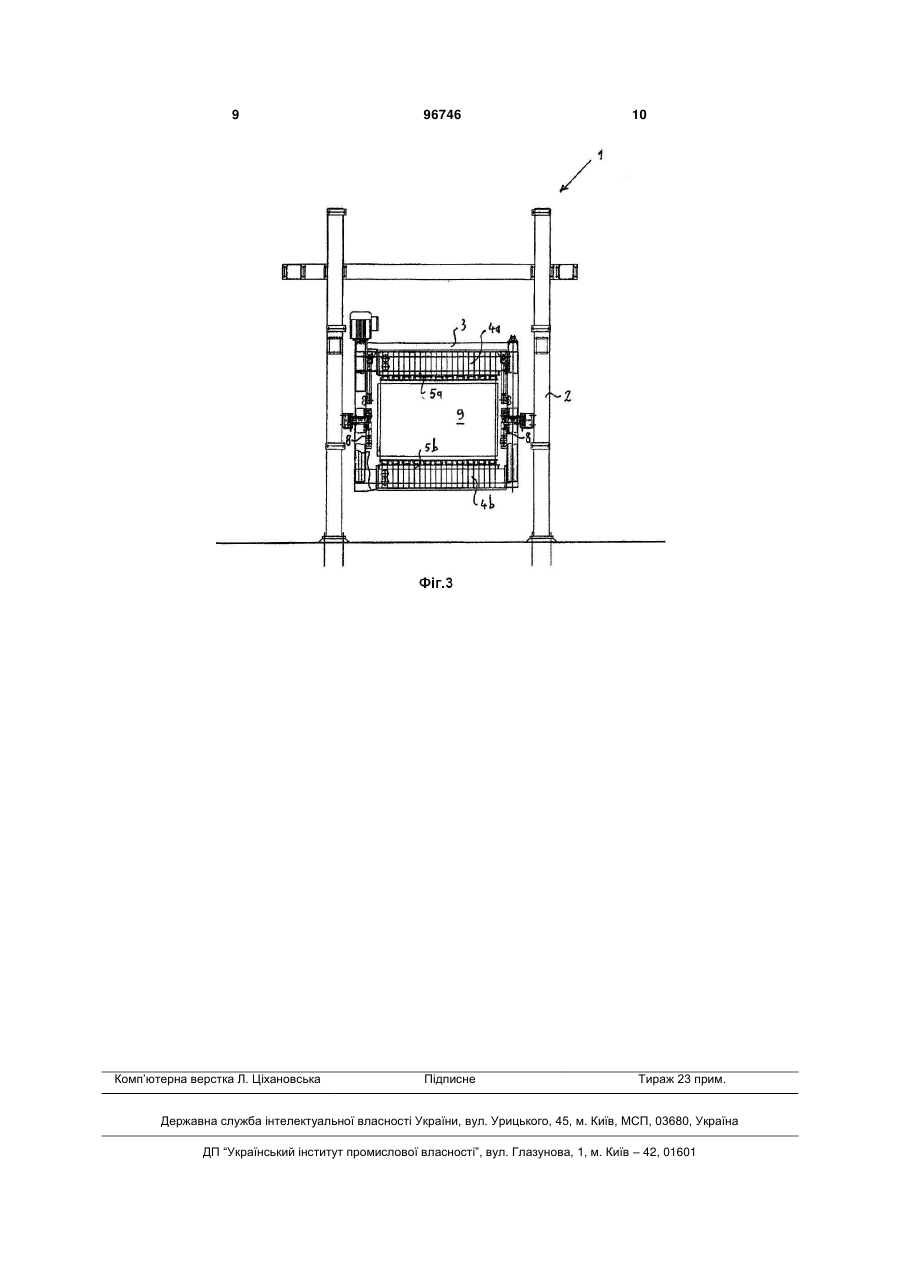
1. Спосіб різання пластичного матеріалу, у якому здійснюють зворотно-поступальний рух дротів у поздовжньому напрямку уздовж довжини дротів, а також переміщення матеріалу в поперечному напрямку - поперек довжини дротів, який відрізняється тим, що додатково здійснюють зворотнопоступальне переміщення n (n≥2) груп по m (m≥1) дротів із взаємною різницею фаз, рівною 2π/n, в поперечному напрямку так, що після розрізування матеріалу дріт проходить щонайменше ще раз повз точки поверхні різання. 2. Спосіб за п. 1, який відрізняється тим, що пластичним матеріалом є напівпластичний ніздрюватий бетон. 3. Спосіб за п. 1, який відрізняється тим, що здійснюють переміщення щонайменше одного дроту так, що точки цього дроту описують еліптичну траєкторію. 4. Спосіб за п. 1, який відрізняється тим, що здійснюють переміщення щонайменше одного дроту так, що точки цього дроту описують кругову траєкторію. 5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що здійснюють зворотнопоступальне нахилення щонайменше одного дроту в площині в поперечному напрямку. 2 (19) 1 3 У цілому, винахід належить до способу різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону, за допомогою зворотнопоступального переміщення щонайменше одного дроту в напрямку довжини дроту, тобто, поздовжньому напрямку, і також переміщення матеріалу поперек напрямку довжини дроту, тобто, у поперечному напрямку. Винахід також ставиться до пристрою для різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону, що містить щонайменше один дріт і перші засоби для зворотнопоступального переміщення щонайменше одного дроту в напрямку довжини дроту, тобто, поздовжньому напрямку, а також другі засоби для переміщення матеріалу поперек довжини дроту, тобто, у поперечному напрямку. Відомі пристрої для різання напівпластичного ніздрюватого бетону, також відомого як газобетон. З 1950-х років це робиться за допомогою дроту. Ріжучий дріт, що рухається уздовж своєї довжини, використовується з 1970-х років. Було встановлено, що мікрочастинки (1-100 мкм) мають тенденцію зміщатися в ділянку, що прилягає до розташування дроту, що рухається. Цим забезпечується значне зниження навантаження на дроти й підвищення точності різання. Також міг бути збільшений натяг дротів, що ще поліпшує точність різання. У середині 1980-их з'явилися машини для різання напівпластичного ніздрюватого бетону, у яких ріжучі дроти рухалися із ще більш високою швидкістю й частотою. Це дозволило одержати ще більш гладку поверхню різання, у результаті чого стало можливим одержати плити під шпалери, тобто плити, безпосередньо придатні для обклеювання шпалерами без, наприклад, нанесення шару штукатурки. Швидкість різання також збільшилася. Такий пристрій описаний в ЕР-А-0280350. Поверхні різання, одержувані відомими сьогодні пристроями й способами, однак, все таки недостатньо гладкі й непроникні. У них усе ще багато мікротріщин, через що вони піддані впливу вологи, грибків і забруднень. У результаті висока ймовірність відколу крайок і тому вирізані й оброблені плити з ніздрюватого бетону утворюють велику кількість непотрібного пилу. Крім того, не завжди можливо клеїти шпалери, або наносити фарбу або покриття на закінчені плити або будівельні елементи без попередньої обробки. Точність і відтворюваність розмірів вирізаних плит або будівельних елементів тепер не завжди відповідають сучасним, більше твердим вимогам відносно точності й швидкості будівництва. Постійні прискорення й переходи від статичного тертя між дротами й матеріалом до динамічного тертя викликають удари й вібрації, як у матеріалі, так і в компонентах пристрою. Зниження рівня ударів і вібрацій має найважливіше значення, оскільки завдяки цьому можна зменшити зношування, ризик ушкоджень, поломки й розтріскування. Особливо, це стосується результуючих сил впливу дротів на матеріал. Крім того, в існуючих машинах утруднене їхнє перенастроювання під інші а розміри плит, що вирізають, або об'єктів. 96746 4 Тому існує потреба в удосконаленій технології різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону, що забезпечує, у порівнянні з існуючими пристроями й способами, одержання більше гладких і непроникних поверхонь різання, підвищення точності різання з меншим зношуванням компонентів і менших шансів ушкодження ріжучих дротів і матеріалу. Бажано мати можливість відносно простої перебудови встаткування на інші розміри плит, що вирізують, будівельних елементівабо об'єктів. Ці завдання покладені в основу даного винаходу. У даному винаході пропонується спосіб різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону, що включає зворотнопоступальне переміщення щонайменше одного дроту в поздовжньому напрямку уздовж її довжини першими засобами, і також переміщення в поперечному напрямку матеріалу поперек довжини дроту другими засобами, що відрізняється тим, що щонайменше один дріт або кожний дріт також переміщається поступально в поперечному напрямку третіми засобами таким чином, що після розрізування матеріалу дріт щонайменше ще раз проходить по точках поверхні різання. При цьому після різання поверхні різання додатково розпушуються, ущільнюються й закупорюються, у результаті чого може бути сформована гладка й непроникна поверхня з мінімальною кількістю мікротріщин. Як вказувалося вище, такі поверхні менше піддані впливу вологи, грибків і забруднень, і на них можуть бути наклеєні шпалери або нанесені покриття без попередньої обробки. Також, при використанні вирізаних у такий спосіб плит можливе збільшення швидкості й точності будівництва, знижується ризик відколу крайок, і від вирізаних і оброблених у такий спосіб бетонних плит буде утворюватися менше пилу. Мається на увазі, що "дріт" означає будь-яке тонке тіло, наприклад, дріт, шнур, лезо або інше підходяще ріжуче тіло, не обов'язково круглого поперечного перерізу. У кращому варіанті, дроти (для різання), що рухаються в поздовжньому напрямку, і дроти (для подальшого розпушування, ущільнення й закупорювання), що рухаються в поперечному напрямку, є тими самими дротами, які, таким чином, переміщаються поступально як у поздовжньому, так і в поперечному напрямках. Тому перші засоби й треті засоби, взагалі, можуть бути виконані єдиним вузлом. Це, однак, не обов'язково. Також можливо, наприклад, за першим дротом (для різання) установлювати другий дріт (для подальшого розпушування, ущільнення й закупорювання), або слідом за першим дротом (для різання й подальшого розпушування, ущільнення й закупорювання) використати другий дріт (для подальшого розпушування, ущільнення й закупорювання). Також може використатися й третій дріт і т.д. Додатковою перевагою в цьому випадку є те, що дроту (для різання й подальшого розпушування, ущільнення й закупорювання) навантажуються менше, оскільки при повторному русі вони майже не стосуються матеріалу, або щонайменше ріжуть тільки в плині частини часу. 5 96746 6 У кращому варіанті, дріт або дроти рухаються равлічні засоби, наприклад, гідравлічний двигун, так, що крапки дроту описують еліптичну, бажано, або гідравлічну муфту. При використанні гідравлікругову траєкторію. Кругова траєкторія механічно чного приводу може бути отримана значно більше найбільш проста для здійснення. У випадку еліпвисока потужність привода на одиниці об'єму, і тичної траєкторії, співвідношення часу, використонеобхідні, як правило, дуже більші сили можуть вуваного на різання, і часу, використовуваного на бути отримані при використанні щодо компактних додаткове подальше розпушування, ущільнення й приводних засобів. закупорювання, може змінюватися й оптимізуватиДалі приводиться опис варіанта здійснення, ся. Також, однак, шляхом варіювання амплітуди, яким винахід не обмежується, з посиланням на частоти й фази руху, можуть бути отримані й іншої креслення, на яких: траєкторії руху, де крапки дроту описують більше на фіг.1 представлений вид попереду кращого складні фігури Лиссажу. варіанта виконання пристрою відповідно до винаходу; У кращому варіанті, n (n 2) груп по m (m 1) на фіг.2 представлені три види збоку придротів переміщають із різницею фаз, у кращому строю, показаного на фіг.1; і випадку завжди складової 2/n. Це приводить до на фіг.3 показаний приклад траєкторії руху зниження результуючих сил, з якими дроти вплидротів, відповідно до винаходу. вають на матеріал, а від привода потрібна менша Пристрій 1, відповідно до винаходу, містить потужність. При цьому зворотно-поступальні рухи першу нерухому раму 2, у якій установлена друга груп дротів також можуть відбуватися в протилежрама 3 з можливістю її нахилу. У другій рамі 3 ному напрямку щодо рухів інших груп. У випадку установлені верхня перемичка 4а й нижня перееліптичних або кругових рухів, половина дротів мичка 4b, на яких, у свою чергу, відповідно встаможе, наприклад, робити круговий рух у напрямку, новлений верхній вал 5а й нижній вал 5b. На вапротилежному напрямку руху іншої половини дролах 5а й 5b є ексцентрики, до яких прикріплені тів. Миттєві результуючі сили, якими дроти вплидроти 6. Нахилення другої рами 3 у наведеному вають на матеріал, будуть у цьому випадку значно тут варіанті здійснення виконується за допомогою менше, ніж при синхронному й однаковому русі ексцентриків 7, але може також здійснюватися й за дротів, також і через те, що переходи від статичнодопомогою гідравлічних циліндрів. Установка відсго до динамічного тертя й назад між дротами й тані між валами 5а, 5b і натяг дротів 6 у показаноматеріалом тепер розбиті по групах і, тому, розпому варіанті здійснення забезпечується гідравлічділені за часом. У результаті, на матеріал і компоними циліндрами 8, хоча для цієї мети можуть ненти впливає менше ударів і вібрацій, менше бути використані й інші відомі технічні рішення. навантаження й знижене ризик ушкоджень і утвоПризначений для різання блок напівпластичного рення тріщин. ніздрюватого бетону 9 може направлятися крізь У кращому варіанті, зворотно-поступальний пристрій 1 з певною швидкістю v. нахил дротів виробляється четвертими засобами в Суть винаходу полягає в тому, що дріт робить площині в поперечному напрямку. При цьому дропоперечний рух з ущільненням і дією, що закупоти (для різання) навантажуються менше, тому що рює. Завдяки тому, що дроти рухаються зі зрув будь-який момент часу ріжеться тільки частина шенням фази й/або в з протилежних напрямках, матеріалу й, при досить високій швидкості нахисили краще розподіляються в просторі й часі. У лення й частоті нахилення, дріт ще більшу частину результаті зменшуються небажані удари й вібрації. часу рухається, практично не стикаючись із матеДроти 6 розділені на кілька груп, причому відріалом, або щонайменше фактично ріже тільки носна різниця фаз руху дротів цих груп розподілепротягом частини часу. Із цієї причини стає можна між ними рівномірно. Кожна точка дротів 6 роливим відрізати плити й об'єкти більшого розміру. бить круговий рух, хоча половина дротів 6' робить Крім того, при досить високій швидкості нахилення круговий рух у протилежному напрямку щодо най частоті нахилення також зростає й число прохопрямку руху інших дротів 6". Миттєві результуючі джень дроту (для подальшого розпушування, ущісили впливу дротів 6 на матеріал 9 при цьому вильнення й закупорювання) над точкою поверхні являються мінімальними, і удари й вібрації в марізання, що забезпечує ще краще подальше розтеріалі 9 і компонентах пристрою 1 зводяться до пушування, ущільнення й закупорювання повермінімуму. Більше того, для валів 5а, 5b тепер потхонь різання. рібна менша потужність привода, чим у випадку Пристрій також може містити засоби синхронісинфазного руху. зації, наприклад, для забезпечення синхронного й Завдяки нахилу всіх дротів, у кожний момент однакового руху обох зовнішніх кінців дроту, або часу розпилюється тільки частина матеріалу 9. для забезпечення синхронного руху груп дротів з Внаслідок цього знижується навантаження на дрофіксованим взаємним зрушенням фази. Шляхом ти 6. Крім того, при досить високій швидкості нахивикористання, наприклад, електричних серводвилення й частоти нахилення, кожний дріт 6 частіше гунів або гідравлічних двигунів, і з'єднуючи їхньою проходить повз матеріал 9, не зачіпаючи його. електронною схемою або гідравлічно, можна заЗавдяки цьому стає можливим відпилювати більші безпечити синхронний рух дротів або груп дротів шматки матеріалу 9. Крім того, при досить високій без механічних трансмісій і редукторів. При цьому швидкості нахилення й частот/ нахилення, зростає машина для різання може бути легко перенастрой число проходжень дроту 6 над точкою поверхні єна під різання плит або об'єктів іншого розміру. різання, що забезпечує ще краще подальше розЦе стане більше зрозумілим при ознайомленні з пушування, ущільнення й закупорювання повернаведеним нижче описом кращого варіанта здійсхонь різання. Якщо дроти нахилені, кожна точка нення винаходу. Пристрій може також містити гід 7 96746 8 дроту буде, звичайно, виконувати складний рух механічних трансмісій і редукторів між двома вастосовно матеріалу 9, що складається із кругового лами 5а, 5b. При цьому пристрій 1 може бути легко руху й похилого руху. модифікований для розрізування плит або об'єктів Пристрій 1 також містить засоби синхронізації, іншого розміру шляхом зміни відстані між поперещо забезпечують синхронне й однакове обертання чинами 4а, 4b за допомогою гідравлічних циліндрів валів 5а, 5b. Для цієї мети можуть бути, напри8. Використання гідравлічних двигунів як привідних клад, використані електричні серводвигуни з точно засобів дозволяє одержати значно більшу питому однаковими швидкостями обертання, або гідравліпотужність привода, і необхідні більші моменти чні двигуни, з'єднані за допомогою електронної сили можуть бути отримані при використанні щодо схеми або гідравлічно, завдяки чому стає можликомпактних приводних засобів. вим синхронно надавати руху групі дротів 6 без 9 Комп’ютерна верстка Л. Ціхановська 96746 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cutting plastic material
Автори англійськоюVan Boggelen Wilhelm Maria, Michel, Oliver
Назва патенту російськоюСпособ и устройство для резки пластичного материала
Автори російськоюВан Боггелен Вильгельм Мария, Михель Оливер
МПК / Мітки
МПК: B26D 1/553, B28B 11/14
Мітки: різання, спосіб, матеріалу, пристрій, пластичного
Код посилання
<a href="https://ua.patents.su/5-96746-sposib-i-pristrijj-dlya-rizannya-plastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для різання пластичного матеріалу</a>
Пристрій для різання матеріалу

Номер патенту: 95044
Опубліковано: 25.06.2011
Автори: Риган Михайло Юрійович, Ткаченко Віктор Іванович, БАНДУРИН ЮРІЙ АНАТОЛІЙОВИЧ, Гаврилко Петро Петрович, Шпирко Григорій Миколайович
МПК: H01L 21/304, B28D 5/04
Мітки: різання, матеріалу, пристрій
Формула / Реферат:
Пристрій для різання матеріалу, який містить перетворювач крутного моменту, несучу раму різального елемента, встановлену з можливістю зворотно-поступального руху, який відрізняється тим, що перетворювач крутного моменту виготовлений у вигляді диска, на периферії якого прикріплені магніти, полюси яких почергово розміщені в різні сторони, до несучої рами прикріплені два магніти таким чином, що периферійна частина диска знаходиться між...
Пристрій для різання матеріалу
Номер патенту: 9988
Опубліковано: 17.10.2005
Автор: Любов Андрій Іванович
МПК: B26D 1/01
Мітки: різання, матеріалу, пристрій
Формула / Реферат:
Пристрій для різання матеріалу, що містить різальний інструмент у вигляді нескінченної струни, встановлений на рухомій рамі, який відрізняється тим, що пристрій містить станину, на якій встановлений копір у вигляді диска з канавками, що повторюють форму виробу і задають траєкторію руху рами, візок для подачі матеріалу на різання, а різальна поверхня нескінченної струни виконана у вигляді хвилеподібного накручування.
Пристрій для різання аркушевого паперового матеріалу
Номер патенту: 61213
Опубліковано: 25.07.2007
Автори: Петрук Олег Анатольович, Петрук Анатолій Іванович, Науменко Олег Володимирович
МПК: B26D 1/00
Мітки: аркушевого, матеріалу, паперового, різання, пристрій
Формула / Реферат:
Пристрій для різання аркушевого паперового матеріалу, що містить стіл, ніж, балку притискування аркушевого матеріалу, що знаходяться по одну сторону від площини розрізу, який відрізняється тим, що стіл закріплений, а ніж з механізмом віброприводу, який містить ексцентричний вал, встановлений в одному із коліс черв’ячної передачі в точці, де кріпиться ніж, пасову передачу, що передає крутний момент на ексцентричний вал і електродвигун,...
Пристрій для різання рухомого матеріалу
Номер патенту: 32723
Опубліковано: 16.12.2002
Автори: Ахназарянц Левон Хачатурович, Павлов Василь Васильович, Морголенко Анатолій Сергійович
МПК: B21J 7/00, B23D 15/00
Мітки: різання, рухомого, матеріалу, пристрій
Формула / Реферат:
Пристрій для різання рухомого матеріалу, що має станину з співвісно встановленими на ній ресиверами, в кожному з яких розташований плунжер, кривошипно-шатунний механізм зведення плунжера, складений з колінчастого вала та шатуна, зв'язаний з джерелом обертального руху через муфту вільного ходу та односторонню муфту, барабани та робочі інструменти, який відрізняється тим, що кожен колінчастий вал кривошипно-шатунного механізму жорстко зв'язаний...
Пристрій для абразивного дротяного різання матеріалів
Номер патенту: 12212
Опубліковано: 16.01.2006
Автори: Петряков Володимир Олексійович, Фомін Олександр Володимірович
МПК: H01L 21/70, B26D 1/01
Мітки: абразивного, матеріалів, дротяного, різання, пристрій
Формула / Реферат:
Пристрій для абразивного дротяного різання, що містить різальний інструмент у вигляді дроту, механізм з пасивним шківом і активним шківом, жорстко закріпленим безпосередньо на валу двигуна, керованого блоком керування, який відрізняється тим, що пасивний шків жорстко закріплений на своїй осі, двигун виконаний кроковим, вал двигуна і вісь пасивного шківа сполучені безлюфтовою передачею, а натягнення різального дроту здійснюється роликом,...
Попередній патент: Похідні піридо-, піразо- і піримідопіримідину і їх застосування як інгібіторів mtor
Наступний патент: Застосування бензоконденсованих гетероциклічних сульфамідних похідних як нейропротективних агентів
Випадковий патент: Спосіб лікування вогнищевої алопеції