Спосіб термічної обробки сталевої деталі
Номер патенту: 110430
Опубліковано: 25.12.2015
Автори: Пугач Руслан Сергійович, Грязнова Людмила Вікторівна, Лісняк Олександр Григорович
Формула / Реферат
Спосіб термічної обробки сталевої деталі, який полягає у нагріванні сталевої деталі до температури вище фазових перетворень, витримці та охолодженні її, який відрізняється тим, що перед нагріванням сталеву деталь піддають високошвидкісному ударно-хвильовому навантаженню від двошарового заряду вибухової речовини зі співвідношенням швидкостей детонації шарів Д2/Д1 в межах 2,5-3,5.
Текст
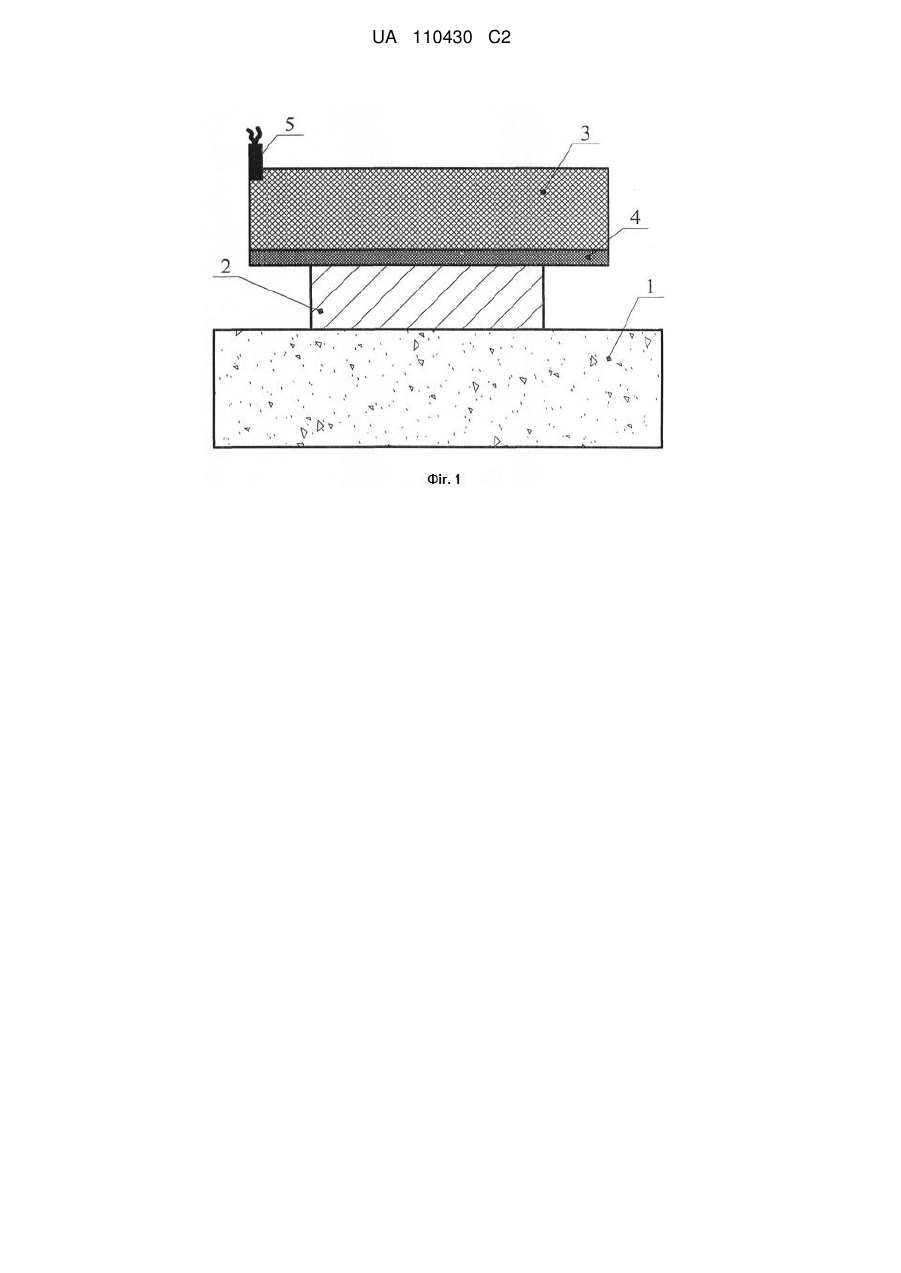
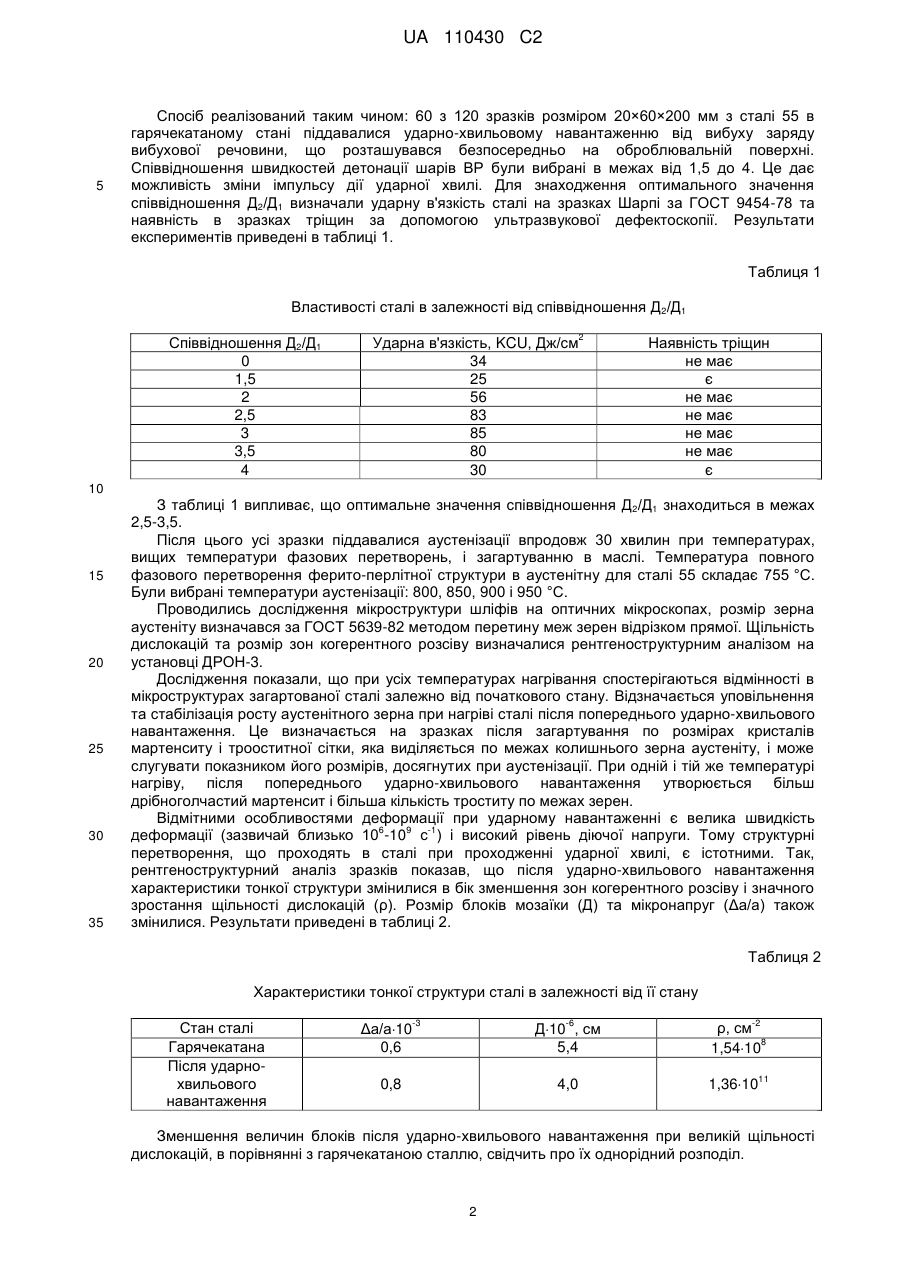
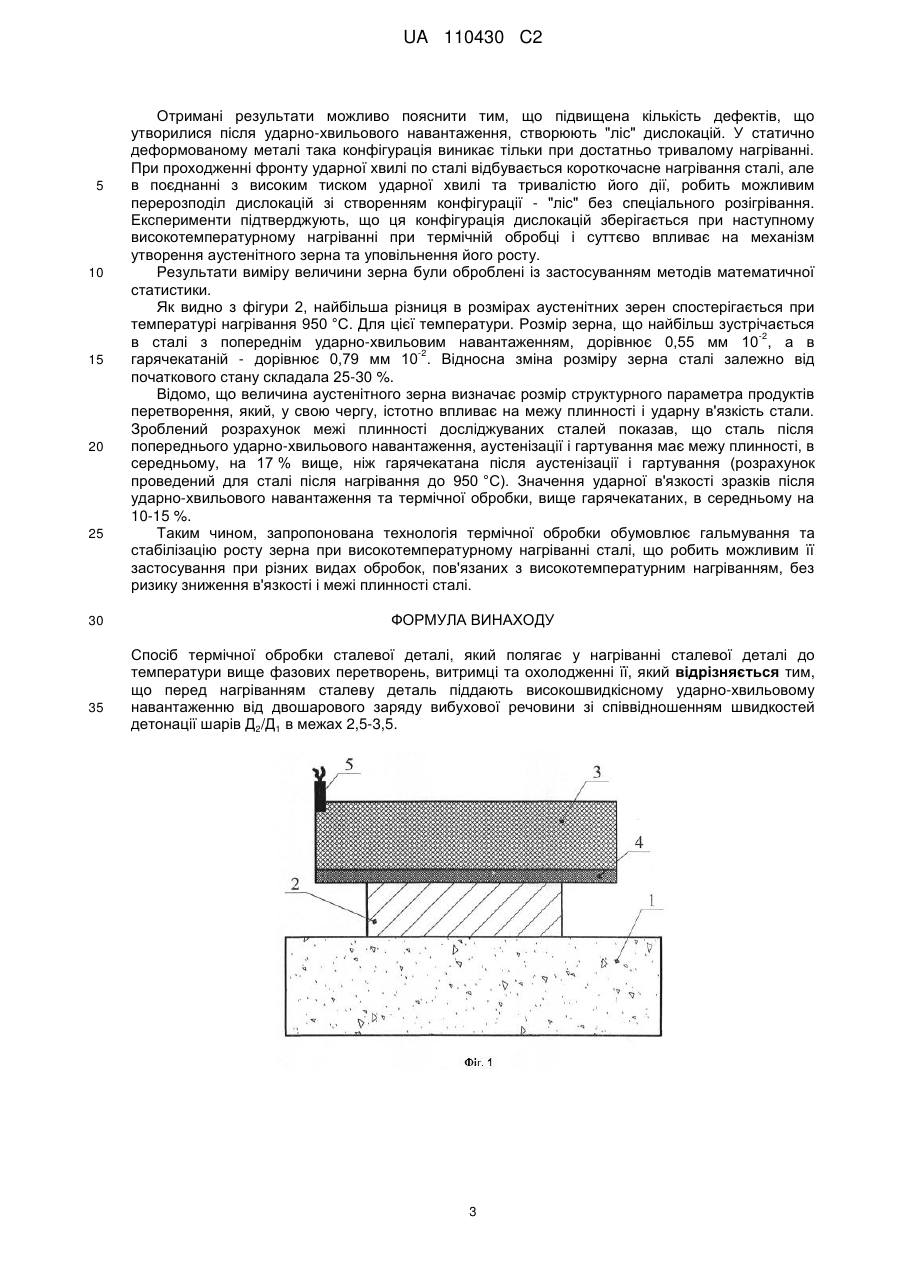
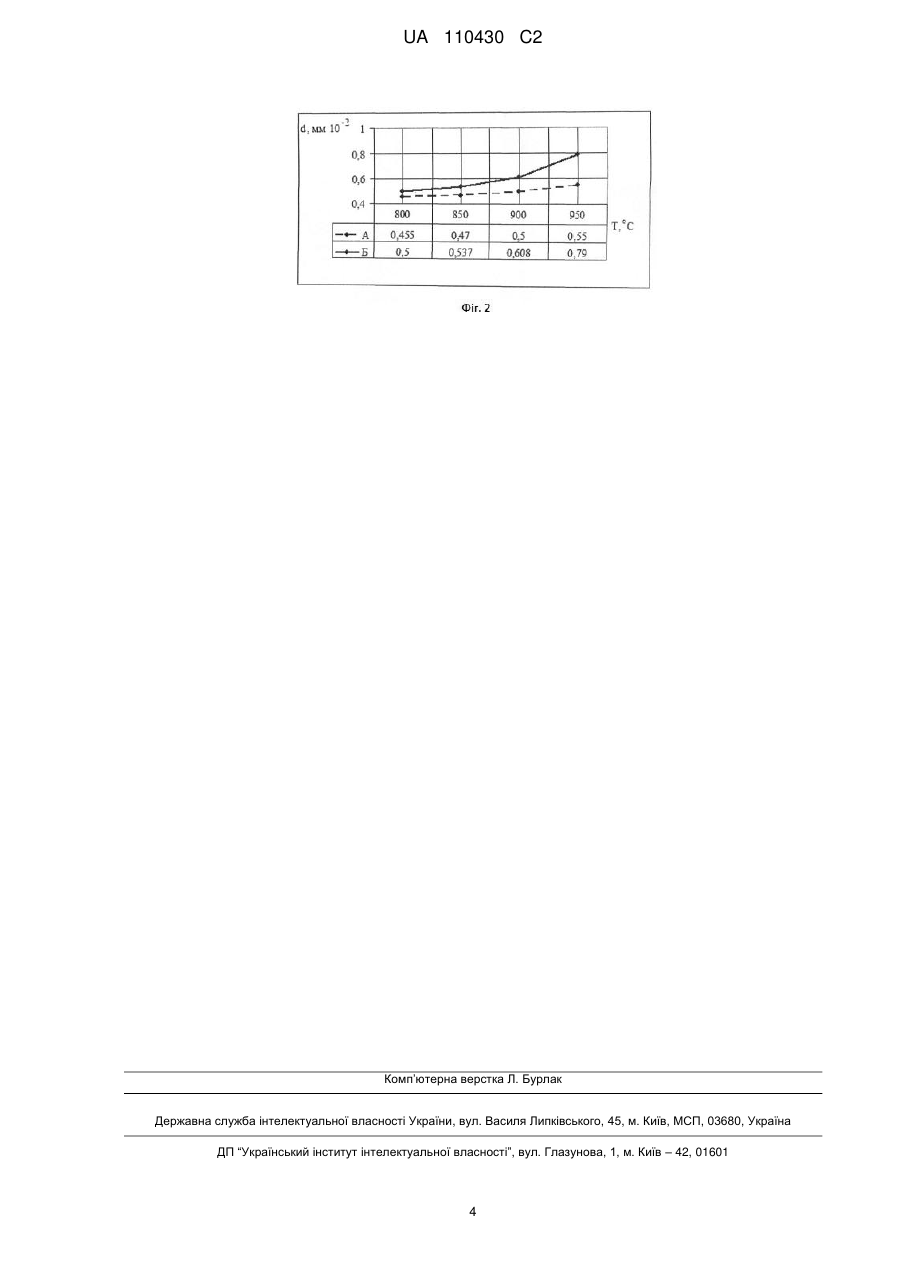
Реферат: Винахід належить до галузі металургії, зокрема до способу термічної обробки сталевої деталі. Спосіб термічної обробки сталевої деталі включає нагрівання сталевої деталі до температури вище фазових перетворень, витримці та охолодженні її, причому перед нагріванням сталеву деталь піддають високошвидкісному ударно-хвильовому навантаженню від двошарового заряду вибухової речовини (ВР), зі співвідношенням швидкостей детонації шарів Д 2/Д1 в межах 2,5-3,5. Винахід забезпечує уповільнення росту зерна аустеніту при нагріванні цієї деталі до високих температур, одержання її дрібнозернистої аустенітної структури, незалежно від її хімічного складу, при практично виключеній пластичній деформації, збереження форми та розмірів готового виробу без додавання спеціальних легуючих елементів і підвищення ефективності способу при забезпеченні потрібних механічних властивостей сталевої деталі. UA 110430 C2 (12) UA 110430 C2 UA 110430 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, зокрема до області способу термічної обробки сталевої деталі. Відомий спосіб термічної обробки сталі, який полягає у нагріванні сталі до температури вище фазових перетворень, витримці та охолодженні з визначеною швидкістю. Істотним недоліком цього способу є значне зростання зерна високотемпературної фази, рушійною силою якого є вільна енергія меж зерен. З підвищенням температури ріст зерна прискорюється. [Новиков И.И. Теория термической обработки металлов. - М.: Металлургия, 1978. - С. 131]. Розмір зерна - найважливіша структурна характеристика сталі. Від розміру зерна залежить поведінка сплавів в різних процесах термічної, механічної обробки, а так само механічні властивості виробу з неї. Оскільки існує структурна спадковість, то розмір зерна низькотемпературної фази безпосередньо залежить від розміру зерна високотемпературної фази. Особливо чутливі до розміру зерна ударна в'язкість і межа плинності, які погіршуються з укрупненням зерна. Тому, завдання гальмування росту зерна при термічній обробці сталі є важливим і актуальним. Відомий спосіб гальмування росту зерна аустеніту в сталі шляхом введення в сплав легуючих елементів, таких як V, Ті, Аl, Zn, W, Mo і Сr, що утворюють важкорозчинні в аустеніті карбіди і оксиди, які є бар'єрами для зростаючого зерна. Наприклад, для гальмування росту аустенітного зерна додають в ківш перед розливом 0,05 мас. % Аl. Найдрібніші частинки нітриду і оксидів алюмінію, як бар'єри, гальмують ріст зерна аустеніту. Недоліком цього способу є велика вартість найбільш ефективних легуючих елементів та обмеженість використання цього способу тільки галуззю будівельних сталей які, як правило, не підлягають термічній обробці. Існує явище перекристалізації аустенітного зерна при термічній обробці сталі, коли при повторному нагріванні сталі вище точки А3 зерна аустеніту, що утворилися, не укрупнюються при підвищенні температури, а подрібнюються. Це явище пов'язане з процесом первинної рекристалізації, який стимулюється підвищеною щільністю дислокацій, що виникає при внутрішньому фазовому наклепі. Але, практично одночасно починається вторинна рекристалізація, яка призводить до зростання зерна аустеніту. Найбільш близьким до способу, що заявляється, є спосіб, що полягає в звичайному наклепі обробкою тиском з обтисканням 30-40 % при температурі нижче температури фазового перетворення на 20-40 °C з подальшим нагріванням до температури області високотемпературної фази, де первинна рекристалізація значно зменшує зерно. [Новиков И.И. Теория термической обработки металлов. - М.:Металлургия, 1978. - С. 136]. Недоліком, реалізації цього способу є недопустимість обробки готових виробів тому, що не дає можливість забезпечити збереження форми та розміру виробу. В основу винаходу поставлена задача удосконалення способу термічної обробки сталі, в якому шляхом введення нових технологічних прийомів досягається можливість уповільнення росту зерна аустеніту при нагріванні до високих температур і одержання дрібнозернистої аустенітної структури сталі, незалежно від її хімічного складу, при практично виключеній пластичній деформації, що дає можливість збереження форми та розмірів готового виробу, без додавання спеціальних легуючих елементів і, за рахунок цього, підвищення ефективності способу при забезпеченні потрібних механічних властивостей сталі. Поставлена задача вирішується тим, що у відомому способі термічної обробки сталевої деталі, що включає нагрівання її до температури вище фазових перетворень, витримці та охолодженні, відповідно до винаходу, перед нагріванням сталевої деталі її піддають високошвидкісному ударно-хвильовому навантаженню від двошарового заряду вибухової речовини (ВР), зі співвідношенням швидкостей детонації шарів Д2/Д1 і в межах 2,5-3,5. Суть винаходу пояснюють креслення. На фігурі 1 приведена схема ударно-хвильового навантаження зразків, де: 1 - основа (металева стружка); 2 - зразок, що навантажується; 3 - заряд вибухової речовини зі швидкістю детонації Д1; 4 - заряд вибухової речовини зі швидкістю детонації Д2; 5 - капсуль-детонатор. На фігурі 2 приведені значення розмірів зерна, що найбільше зустрічаються, для усіх температур аустенізації, залежно від початкового стану, де: А - сталь з попереднім ударнохвильовим навантаження; Б - гарячекатана сталь. Запропонований спосіб здійснюється наступним експериментальним чином: Вироби піддають ударно-хвильовому навантаженню косою ударною хвилею від вибуху контактного двошарового заряду вибухової речовини. Тиск ударної хвилі складав 1500-2000 МПа. Після цього виріб піддають нагріванню до температур, вище температур фазових перетворень, витримці і охолодженню. 1 UA 110430 C2 5 Спосіб реалізований таким чином: 60 з 120 зразків розміром 20×60×200 мм з сталі 55 в гарячекатаному стані піддавалися ударно-хвильовому навантаженню від вибуху заряду вибухової речовини, що розташувався безпосередньо на оброблювальній поверхні. Співвідношення швидкостей детонації шарів ВР були вибрані в межах від 1,5 до 4. Це дає можливість зміни імпульсу дії ударної хвилі. Для знаходження оптимального значення співвідношення Д2/Д1 визначали ударну в'язкість сталі на зразках Шарпі за ГОСТ 9454-78 та наявність в зразках тріщин за допомогою ультразвукової дефектоскопії. Результати експериментів приведені в таблиці 1. Таблиця 1 Властивості сталі в залежності від співвідношення Д2/Д1 Співвідношення Д2/Д1 0 1,5 2 2,5 3 3,5 4 Ударна в'язкість, KCU, Дж/см 34 25 56 83 85 80 30 2 Наявність тріщин не має є не має не має не має не має є 10 15 20 25 30 35 З таблиці 1 випливає, що оптимальне значення співвідношення Д 2/Д1 знаходиться в межах 2,5-3,5. Після цього усі зразки піддавалися аустенізації впродовж 30 хвилин при температурах, вищих температури фазових перетворень, і загартуванню в маслі. Температура повного фазового перетворення ферито-перлітної структури в аустенітну для сталі 55 складає 755 °C. Були вибрані температури аустенізації: 800, 850, 900 і 950 °C. Проводились дослідження мікроструктури шліфів на оптичних мікроскопах, розмір зерна аустеніту визначався за ГОСТ 5639-82 методом перетину меж зерен відрізком прямої. Щільність дислокацій та розмір зон когерентного розсіву визначалися рентгеноструктурним аналізом на установці ДРОН-3. Дослідження показали, що при усіх температурах нагрівання спостерігаються відмінності в мікроструктурах загартованої сталі залежно від початкового стану. Відзначається уповільнення та стабілізація росту аустенітного зерна при нагріві сталі після попереднього ударно-хвильового навантаження. Це визначається на зразках після загартування по розмірах кристалів мартенситу і трооститної сітки, яка виділяється по межах колишнього зерна аустеніту, і може слугувати показником його розмірів, досягнутих при аустенізації. При одній і тій же температурі нагріву, після попереднього ударно-хвильового навантаження утворюється більш дрібноголчастий мартенсит і більша кількість троститу по межах зерен. Відмітними особливостями деформації при ударному навантаженні є велика швидкість 6 9 -1 деформації (зазвичай близько 10 -10 с ) і високий рівень діючої напруги. Тому структурні перетворення, що проходять в сталі при проходженні ударної хвилі, є істотними. Так, рентгеноструктурний аналіз зразків показав, що після ударно-хвильового навантаження характеристики тонкої структури змінилися в бік зменшення зон когерентного розсіву і значного зростання щільності дислокацій (ρ). Розмір блоків мозаїки (Д) та мікронапруг (Δа/а) також змінилися. Результати приведені в таблиці 2. Таблиця 2 Характеристики тонкої структури сталі в залежності від її стану Стан сталі Гарячекатана Після ударнохвильового навантаження -3 -6 Δa/a10 0,6 Д10 , см 5,4 0,8 4,0 -2 ρ, см 8 1,5410 11 1,3610 Зменшення величин блоків після ударно-хвильового навантаження при великій щільності дислокацій, в порівнянні з гарячекатаною сталлю, свідчить про їх однорідний розподіл. 2 UA 110430 C2 5 10 15 20 25 30 35 Отримані результати можливо пояснити тим, що підвищена кількість дефектів, що утворилися після ударно-хвильового навантаження, створюють "ліс" дислокацій. У статично деформованому металі така конфігурація виникає тільки при достатньо тривалому нагріванні. При проходженні фронту ударної хвилі по сталі відбувається короткочасне нагрівання сталі, але в поєднанні з високим тиском ударної хвилі та тривалістю його дії, робить можливим перерозподіл дислокацій зі створенням конфігурації - "ліс" без спеціального розігрівання. Експерименти підтверджують, що ця конфігурація дислокацій зберігається при наступному високотемпературному нагріванні при термічній обробці і суттєво впливає на механізм утворення аустенітного зерна та уповільнення його росту. Результати виміру величини зерна були оброблені із застосуванням методів математичної статистики. Як видно з фігури 2, найбільша різниця в розмірах аустенітних зерен спостерігається при температурі нагрівання 950 °C. Для цієї температури. Розмір зерна, що найбільш зустрічається -2 в сталі з попереднім ударно-хвильовим навантаженням, дорівнює 0,55 мм 10 , а в -2 гарячекатаній - дорівнює 0,79 мм 10 . Відносна зміна розміру зерна сталі залежно від початкового стану складала 25-30 %. Відомо, що величина аустенітного зерна визначає розмір структурного параметра продуктів перетворення, який, у свою чергу, істотно впливає на межу плинності і ударну в'язкість стали. Зроблений розрахунок межі плинності досліджуваних сталей показав, що сталь після попереднього ударно-хвильового навантаження, аустенізації і гартування має межу плинності, в середньому, на 17 % вище, ніж гарячекатана після аустенізації і гартування (розрахунок проведений для сталі після нагрівання до 950 °C). Значення ударної в'язкості зразків після ударно-хвильового навантаження та термічної обробки, вище гарячекатаних, в середньому на 10-15 %. Таким чином, запропонована технологія термічної обробки обумовлює гальмування та стабілізацію росту зерна при високотемпературному нагріванні сталі, що робить можливим її застосування при різних видах обробок, пов'язаних з високотемпературним нагріванням, без ризику зниження в'язкості і межі плинності сталі. ФОРМУЛА ВИНАХОДУ Спосіб термічної обробки сталевої деталі, який полягає у нагріванні сталевої деталі до температури вище фазових перетворень, витримці та охолодженні її, який відрізняється тим, що перед нагріванням сталеву деталь піддають високошвидкісному ударно-хвильовому навантаженню від двошарового заряду вибухової речовини зі співвідношенням швидкостей детонації шарів Д2/Д1 в межах 2,5-3,5. 3 UA 110430 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHriaznova Liudmyla Viktorivna, Lisniak Oleksandr Hryhorovych
Автори російськоюГрязнова Людмила Викторовна, Лисняк Александр Григорьевич
МПК / Мітки
МПК: C21D 1/78, C21D 1/18, C21D 7/02, C21D 1/00, C21D 8/00, C21D 1/02
Мітки: деталі, обробки, термічної, сталевої, спосіб
Код посилання
<a href="https://ua.patents.su/6-110430-sposib-termichno-obrobki-stalevo-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевої деталі</a>
Спосіб термічної обробки деталі з швидкорізальної сталі
Номер патенту: 108254
Опубліковано: 10.04.2015
Автори: Лісняк Олександр Григорович, Грязнова Людмила Вікторівна
МПК: C21D 9/22, C21D 1/18, C21D 9/00, C21D 1/00, C21D 1/09
Мітки: спосіб, термічної, деталі, сталі, обробки, швидкорізальної
Формула / Реферат:
Спосіб термічної обробки деталі з швидкорізальної сталі, що включає гартування цієї сталевої деталі, відпуск, який відрізняється тим, що після гартування деталі її піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск.
Спосіб хіміко-термічної обробки стальної деталі
Номер патенту: 83769
Опубліковано: 11.08.2008
Автори: Грязнова Людмила Вікторівна, Дідик Ростислав Петрович, Лісняк Олександр Григорович, Безрукава Вікторія Анатоліївна
МПК: C23C 24/00, C23C 8/00, C23C 8/08
Мітки: обробки, стальної, спосіб, хіміко-термічної, деталі
Формула / Реферат:
Спосіб хіміко-термічної обробки поверхні стальної деталі, що включає ударно-хвильове навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що насичення поверхні проводять безпосередньо після вибухового навантаження, яке здійснюють при товщині заряду 27-40 мм та швидкості детонації 2,6-4,0 км/с.
Спосіб і установка термічної обробки сталевої рейки
Номер патенту: 107275
Опубліковано: 10.12.2014
Автори: Кіріченко Міхаіл Ніколаєвіч, Гонтарь Алєксєй Владіміровіч, Кірічков Анатолій Алєксандровіч, Пшенічніков Павєл Алєксандровіч, Галіцин Гєоргій Алєксандровіч, Сєргєєв Сєргєй Міхайловіч, Кушнарєв Алєксєй Владіславовіч, Кожевніков Константін Гєннадьєвіч, Шестаков Андрєй Ніколаєвіч, Хлист Сєргєй Васільєвіч, Хлист Ілья Сєргєєвіч, Іванов Алєксєй Гєннадьєвіч, Кузьмічєнко Владімір Міхайловіч
МПК: C21D 1/18, C21D 11/00, C21D 9/04, C21D 1/42
Мітки: рейки, термічної, обробки, установка, спосіб, сталевої
Формула / Реферат:
1. Спосіб термічної обробки сталевої рейки, що включає попереднє і додаткове нагрівання голівки, шийки та підошви рейки, охолодження рейки по її перетину послідовно до температури, що забезпечує одержання дрібнозернистої перлітної структури в ній, який відрізняється тим, що проводять управління нагріванням безперервно або дискретно за допомогою окремих нагрівальних пристроїв з можливістю проведення у проміжках між ними витримки для...
Спосіб термічної обробки порожнистої довгомірної деталі з покриттям
Номер патенту: 92997
Опубліковано: 27.12.2010
Автори: Панков Роман Васильович, Надтока Володимир Миколайович
МПК: C23C 14/58, C21D 1/09, C21D 9/08
Мітки: довгомірної, термічної, спосіб, деталі, покриттям, порожнистої, обробки
Формула / Реферат:
Спосіб термічної обробки порожнистої довгомірної деталі з покриттям, що включає нагрівання деталі до заданої температури шляхом її бомбардування потоком електронів у вакуумі, який відрізняється тим, що нагрівання внутрішньої поверхні порожнистої довгомірної деталі з покриттям здійснюється бомбардуванням електронами плазми електродугового випарника металів, при цьому електродуговий випарник металів переміщають уздовж осі деталі, а струм...
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Лоран Жан-Пьєр, Деврок Жак
МПК: C23C 22/78, C23F 17/00
Мітки: смуги, виготовлення, застосування, спосіб, вказаної, покриттям, деталі, сталевої
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Попередній патент: Штам дріжджів saccharomyces cerevisiae imb y-5055, що використовується для зброджування квасного сусла при виробництві квасу
Наступний патент: Цистерна для текучого середовища із перегородками і сходовим проходом
Випадковий патент: Спосіб ремонту вогнеупору та пристрій для його здійснення