Спосіб виготовлення нескінченних приводних пасів та нескінченний приводний пас, отриманий цим способом
Текст
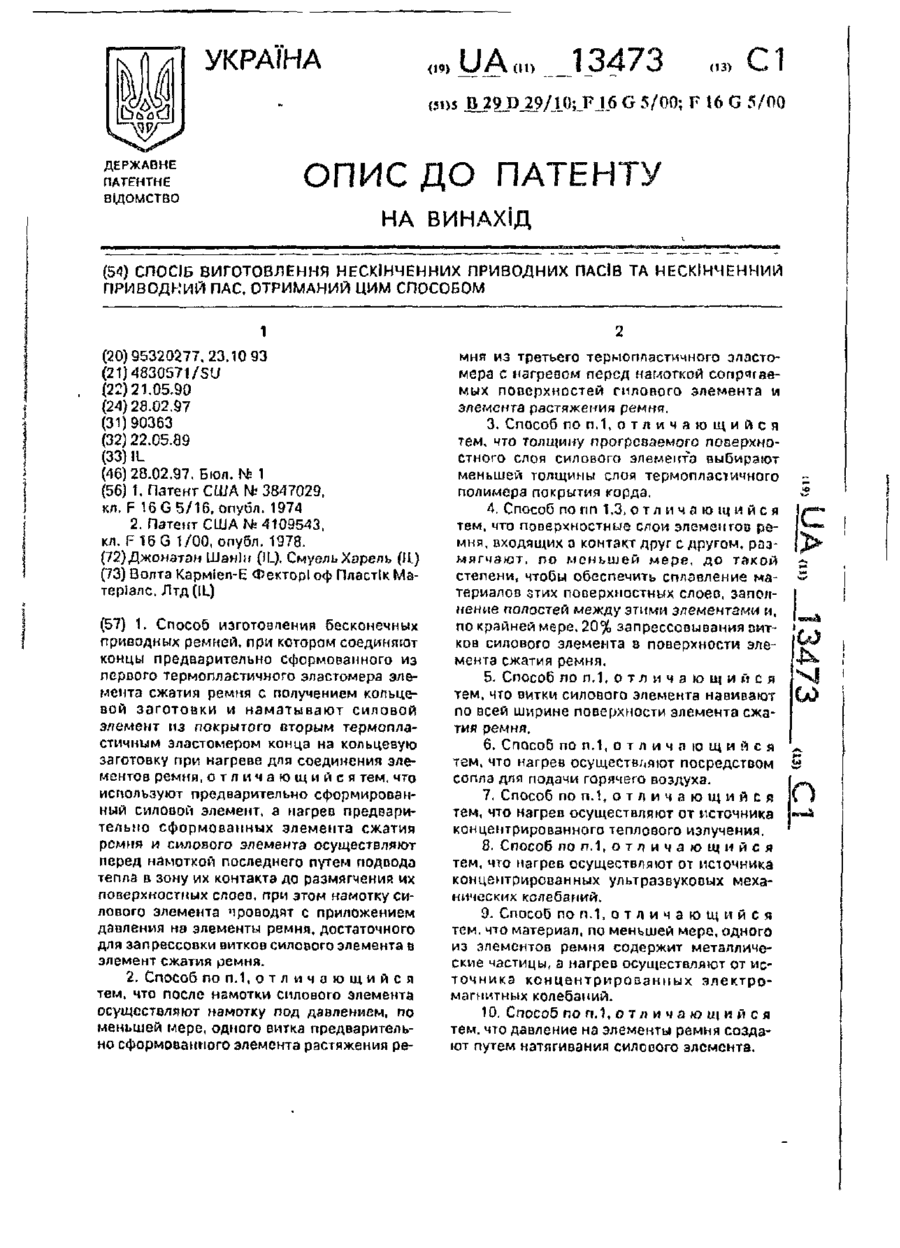
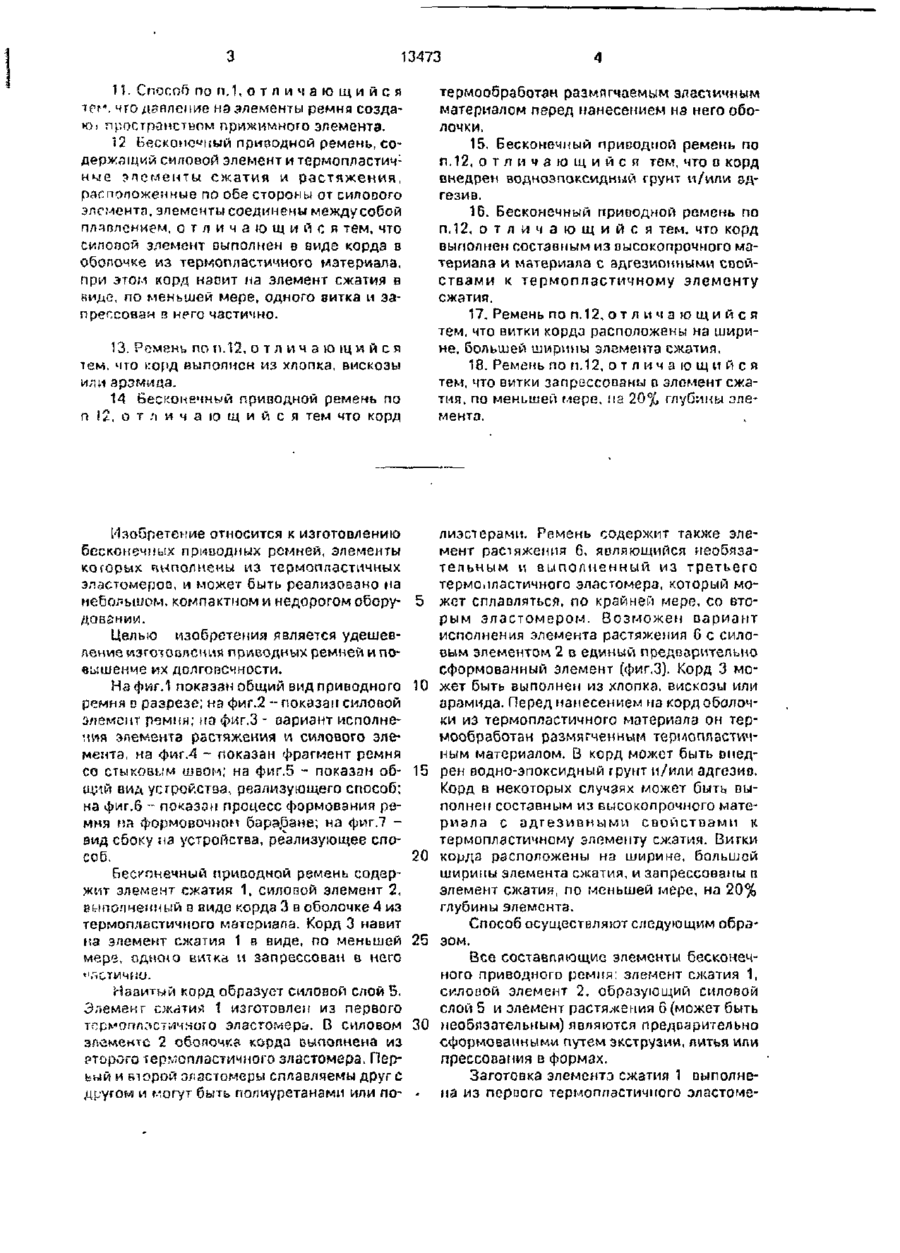
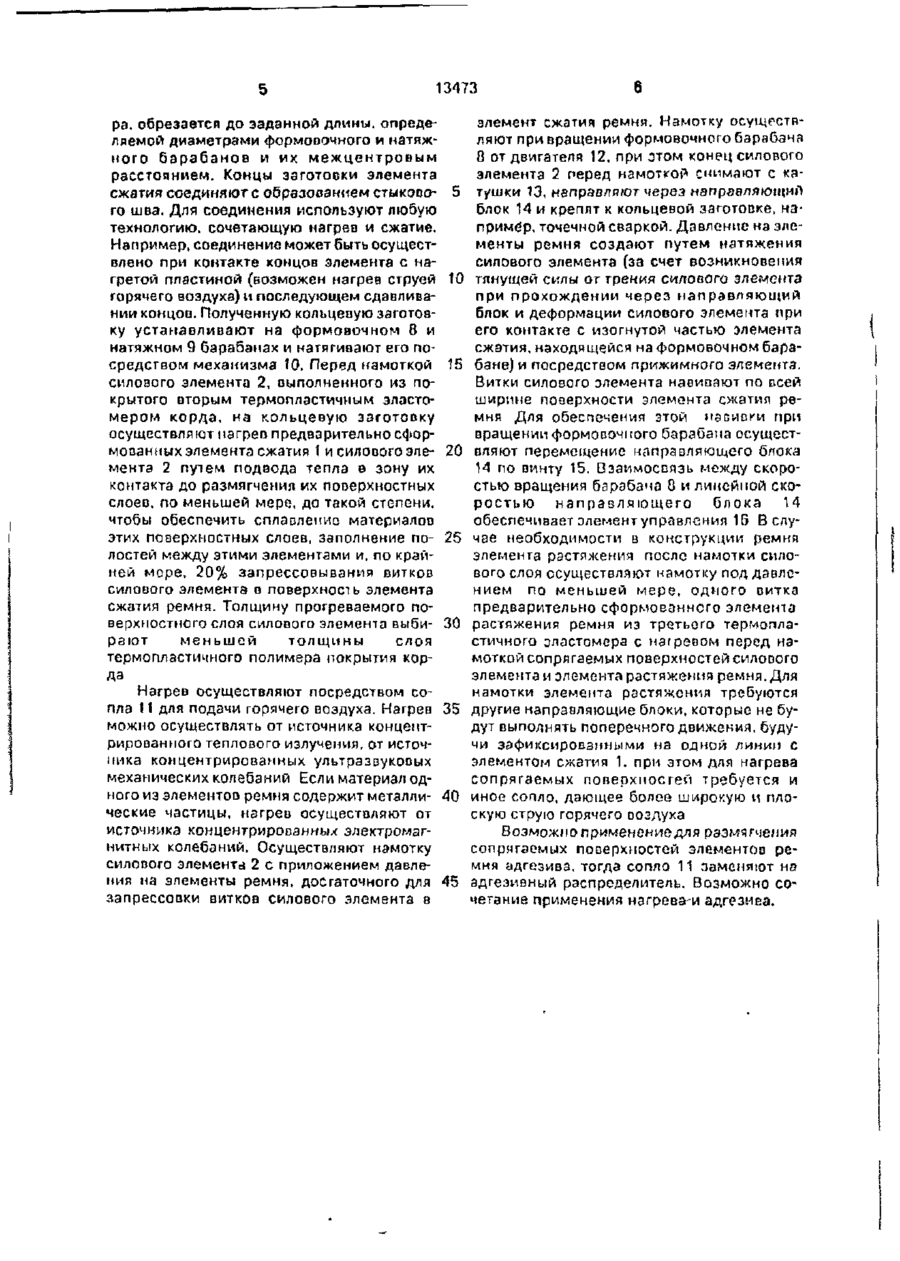
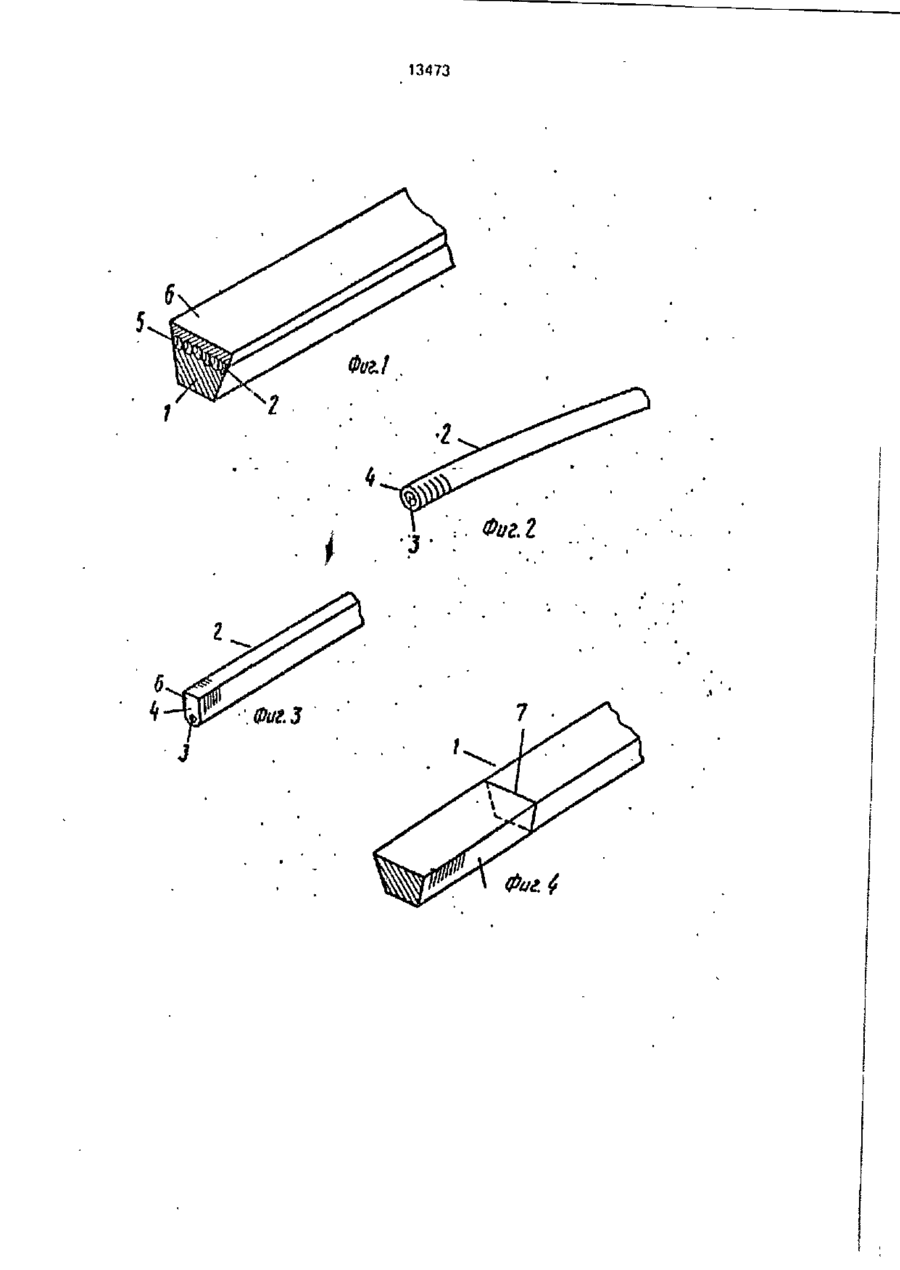
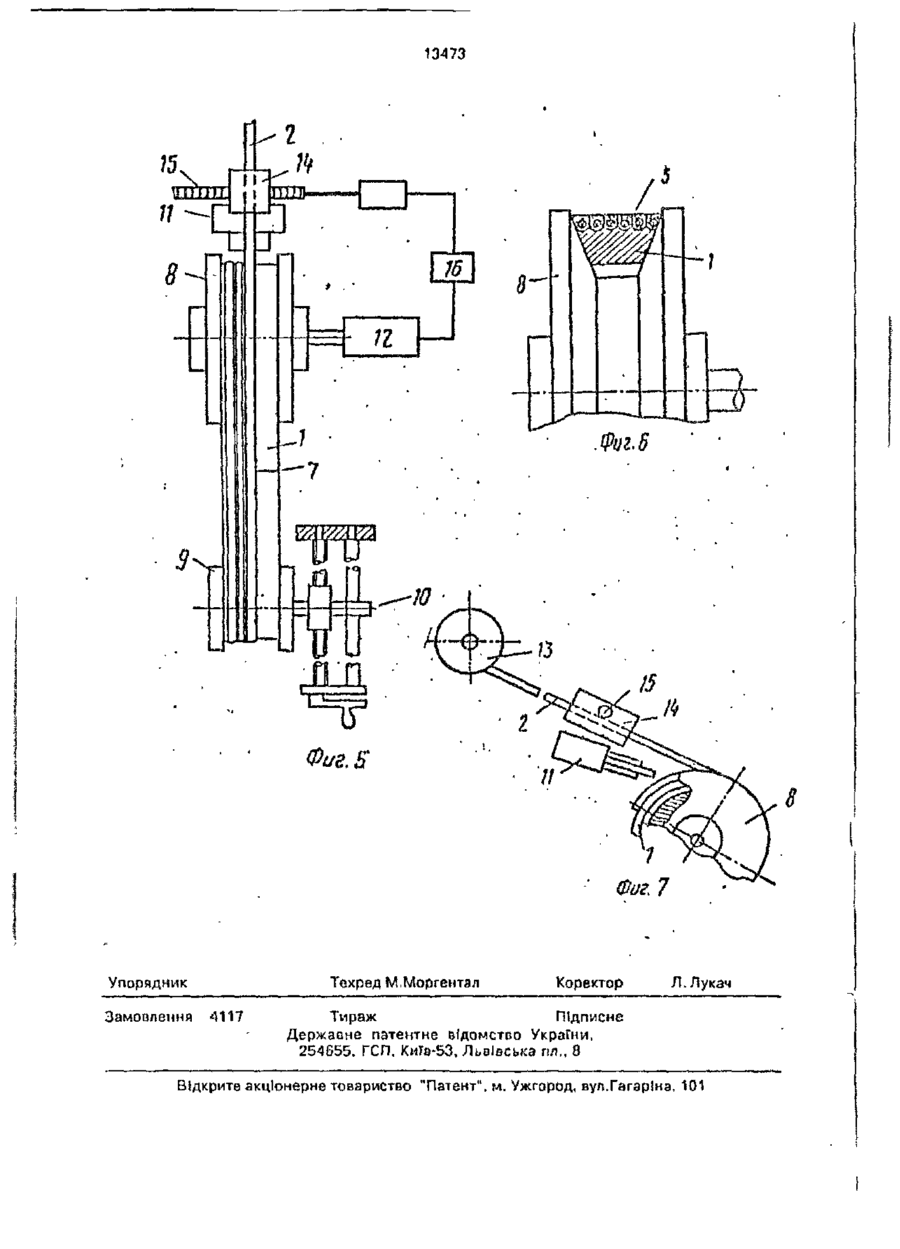
1. Способ изготовления бесконечных приводных ремней, при котором соединяют концы предварительно сформованного из первого термопластичного эластомера элемента сжатия ремня с получением кольцевой з а г о т о в к и и наматывают силовой элемент из покрытого вторым термопластичным эластомером конца на кольцевую заготовку при нагреве для соединения элементов ремня, о т л и ч а ю щ и й с я тем, что используют предварительно сформированный силовой элемент, а нагрев предварительно сформованных элемента сжатия ремня и силового элемента осуществляют перед намоткой последнего путем подвода тепла в зону их контакта до размягчения их поверхностных слоев, при этом намотку силового элемента 'іроаодят с приложением давления на элементы ремня, достаточного для запрессовки витков силового элемента ь элемент сжатия ремня. 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что после намотки силового элемента осуществляют намотку под давлением, по меньшей мере, одного витка предварительно сформованного элемента растяжения ре мня из третьего термопластичного эластомера с нагревом перед намоткой сопрягаемых поверхностей силового элемента и элемента растяжения ремня. 3. Способ по п.1, о т л и ч а ю щ и й с я тем. что толщину прогреваемого поверхностного слоя силового элемента выбирают меньшей толщины слоя термопластичного полимера покрытия корда. 4. Способ по пп 1,3, о т л и ч а ю щ и й с я тем, что пооерхностные слои элементов ремня, входящих о контакт друг с другом, размягчают, по м е н ь ш е й мере, до т а к о й степени, чтобы обеспечить сплавление материалов этих поверхностных слоео, заполнение полостей между этими элементами и, по крайней мере, 20% запрессовываиия витков силового элемента в поверхности элемента сжатия ремня. 5. Способ по п,1, о т л и ч а ю щ и й с я тем, что витки силового элемента навивают по всей ширине поверхности элемента сжатия ремня. 6. Способ по п.1, о т л и ч а ю щ и й с я тем, что нагрев осуществляют посредством сопла для подачи горячего воздуха. 7. Способ по п.1, о т л и ч а ю щ и й с я тем, что нагрев осуществляют от источника концентрированного теплоаого излучения. 8. Способ по п.1, о т л и ч а ю щ и й с я тем, что нагрев осуществляют от источника концентрированных ультразвуковых механических колебаний. D. Способ по п.1, о т л и ч а ю щ и й с я тем. что материал, по меньшей мере, одного из элементов ремня содержит металлические частицы, а нагрев осуществляют от ист о ч н и к а к о н ц е н т р и р о в а н н ы х электромагнитных колебаний. 10. Способ по п. 1 , о т л и ч а ю щ и й с я тем. что давление на элементы ремня создают путем натягивания силового элемента. «чей 13473 11. Способ по п. 1 , о т л и ч а ю щ и й с я тег*, что дгялєпиє на элементы ремня создаюі пространством прижимного элемента. 12 Бесконечный приходной ремень, содержащий силовой элемент и термопластич1 н ч е элементы с ж а т и я и р а с т я ж е н и я , расположенные по обе стороны от силового элемента, элементы соединены междусобой плавлением, о т л и ч а ю щ и й с я тем, что силовой элемент выполнен в виде корда в оболочке мз термопластичного материала. при этом корд напит на элемент сжатия в киде, по меньшей мере, одного витка и запрессован з нрго частично. термообработан размягчаемым эластичным материалом перед нанесением нз него оболочки, 15. Бесконечный приводной ремень по п.12, о т л и ч а ю щ и й с я тем, что о корд внедрен аодноэпоксидньш грунт ч/или здГЄЗИ0. 16. Бесконечный приоодной ремень по п. 12, о т л и ч а ю щ и й с я тем. что корд выполнен составным из оысокопрочного материала и материала с адгезионными свойствами к термопластичному элементу сжатия. 17. Ремень по п.12, о т л и ч а го щ и й с я тем, что витки корда расположены на ширине, большей ширины элемента сжатия. 18. Ремень по п.12, о т л и ч а ю щ и й с я тем, что витки запрессованы в элемент сжатия, по меньшей мере, на 20% глубины элемента. 13. Ремень по п. 12, о т л и ч а ю щ и й с я тем. что корд выполнен из хлопка, вискозы ил я арзмица. 14 Бесконечный приводной ремень па п 12, о т л и ч а ю щ и й с я тем что корд Изобретение относится к изготоолению бесконечных приходных ремней, элементы когорык пополнены из термопластичных эластомеров, и может быть реализовано на небольшом, компактном и недорогом обору 5 ДОБЙНИИ. Целью изобретения является удешевление изготовления приводных ремней и повышение их долговечности. На фиг. 1 показан общий вид приводного ремня о разрезе; нз фиг.2 -показан силовой элемент ремня; на фиг.З - вариант исполнения элемента растяжения и синового элемента, на фиг.4 - показан фрагмент ремня со стыковым швом; на фиг.5 - показан общий вид устройства, реализующего способ; на фиг.6 ~ показом процесс формования ремня па формовочном барабане; на фиг.7 вид сбоку на устройства, реализующее способ. Бесконечный приводной ремень содержит элемент сжатия 1. силовой элемент 2, выполненный в виде корда 3 в оболочке 4 из термопластичного материала. Корд 3 навит нз элемент сжатия 1 а виде, по меньшей мерз, одно*о витка и запрессован в него 10 15 20 25 •'^СТИЧНУ. Навитый корд образует силовой слой 5. Элемент снятия 1 изготовлен из первого термопластичного эластомера. В силовом 30 элементе 1 оболочка корда выполнена из рторого термопластичного эластомера. ПерЬЬІЙИ второй злзстомеры сплавляемы друге другом и могут быть полиуретанами или по- • лиэстерами. Ремень содержит также элемент рзсіяжєиия 6, являющийся необязательным и в ы п о л н е н н ы й нз третьего термо,частичного эластомера, который может сплавляться, по крайней мере, со вторым эластомером. В о з м о ж е н вариант исполнения элемента растяжения 6 с силовым элементом 2 в единый предварительно сформованный элемент (фиг.З). Корд 3 может быть выполнен из хлопка, вискозы или арамида. Перед нанесением на корд оболочки из термопластичного материала он термообработан размягченным термопластичным материалом. В корд может быть внедрен водно-эпоксидный грунт и/или адгезии. Корд в некоторых случаях может быть выполнен составным из высокопрочного материала с а д г е з и в н ы м и с в о й с т в а м и к термопластичному элементу сжатия. Вигки корда расположены на ширине, большей ширины элемента сжатия, и запрессованы а элемент сжатия, по меньшей мере, на 20% глубины элемента. Способ осуществляют следующим образом, Все составляющие элементы бесконечного приводного ремня: элемент сжатия 1, силовой элемент 2, образующий силовой слой 5 и элемент растяжения 6 (может быть необязательным) являются предварительно сформованными путем экструзии, питья или прессования в формах. Заготовка элемента сжатия 1 выполнена из первого термопластичного эластоме 13473 pa. обрезается до заданной длины, определяемой диаметрами формооочного и натяжного барабанов и их межцентровым расстоянием. Концы заготовки элемента сжатия соединяют с образованием стыкопо- 5 го шва. Для соединения используют любую технологию, сочетающую нагрей и сжатие. Например, соединение может быть осуществлено при контакте концов элемента с нагретой пластиной (возможен нагрев струей 10 горячего воздуха) и последующем сдавливании концов. Полученную кольцевую ззготоэку устанавливают на формовочном 8 и натяжном 9 барабанах и натягивают его посредством механизма 10. Перед намоткой 15 силового элемента 2, выполненного из покрытого вторым термопластичным эластомером корда, на кольцевую заготовку осуществляют иагреп предварительно сформованных элемента сжатия I и силового эле- 20 мента 2 путем подвода тепла е зону их контакта до размягчения их поверхностных слоев, по меньшей мере, до такой степени, чтобы обеспечить сплаолемио материалов этих поверхностных слоев, заполнение по- 25 лостей между этими элементами и, по крайней мере, 20% запрессовывания витков силового элемента в поверхность элемента сжатия ремня. Толщину прогреваемого поверхностного слоя силового элемента выби- 30 рают меньшей толщины слоя термопластичного полимера покрытия корда Нагрев осуществляют посредством сопла И для подачи горячего воздуха. Нагрев 35 можно осуществлять от источника концентрированного теплового излучения, от источника концентрированных ультразвуковых механических колебаний Если материал одного из элементов ремня содержит метэлли- 40 ческие частицы, нагрев осуществляют от источника концентрированных электромагнитных колебаний. Осуществляют намотку силового элемента 2 с приложением давления на элементы ремня, достаточного для 45 запрессовки витков силового элемента в элемент сжатия ремня. Намотку осуществляют при вращении формовочного барабана 0 от двигателя 12, при этом конец силового элемента 2 перед намоткой снимают с катушки 13, направляют через направляющий блок 14 и крепят к кольцевой заготовке, например, точечной сваркой. Давление на элементы ремня создают путем натяжения силового элемента (за счет возникновения тянущей силы от трения силового элемента при прохождении через направляющий блок и деформации силового элемента при его контакте с изогнутой частью элемента сжатия, находящейся на формовочном барабане) и посредством прижимного элемента. Витки силового элемента навивают по всей ширине поверхности элемента сжатия ремня ДЛЯ Обеспечения Э О Т Й П9БИВГИ ИрИ вращении формовочного барабана осуществляют перемещение направляющего блока 14 по винту 15. Взаимосвязь между скоростью вращения барабана 0 и линейной скоростью напразляющего блока 14 обеспечивает элемент управления 16 В случае необходимости в конструкции ремня элемента растяжения после намотки силового слоя осуществляют намотку под давлением по меньшей мере, одного витка предварительно сформованного элемента растяжения ремня из третьего термопластичного эластомера с нагревом перед намоткой сопрягаемых поверхностей силового элемента и элемента растяжения ремня. Для намотки элемента растяжения требуются другие направляющие блоки, которые не будут выполнять поперечного движения, будучи зафиксированными на одной линии с элементом сжатия 1. при этом для нагрева сопрягаемых поверхностей требуется и иное сопло, дающее более широкую и плоскую струю горячего воздуха Возможно применение для рээмчгчемия сопрягаемых поверхностей элементов ремня адгезива. тогда сопло 11 заменяют на адгезивный распределитель. Возможно сочетание применения нэгрева-и адгезнва. 13473 Фиг./ •г •з Л ФигЛ : .Фиг.З Фиг. 4 13473 г \ I И I 77 m U 8 ™*ГЛ_Д/ .Фиг. 6 ии Фиг. 7 Техред М.Моргентал Упорядник Замовлення 4117 Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655. ГСП, КиТа-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the infinite drivebelts and infinite drivebelt produced by said method
Назва патенту російськоюСпособ изготовления бесконечных приводных ремней и бесконечный приводной ремень, полученный этим способом
МПК / Мітки
МПК: F16G 5/00, B29D 29/00
Мітки: отриманий, виготовлення, цим, спосіб, нескінченних, способом, нескінченний, приводний, пасів, пас, приводних
Код посилання
<a href="https://ua.patents.su/6-13473-sposib-vigotovlennya-neskinchennikh-privodnikh-pasiv-ta-neskinchennijj-privodnijj-pas-otrimanijj-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення нескінченних приводних пасів та нескінченний приводний пас, отриманий цим способом</a>
Приводний барабан стрічкового конвейєру
Номер патенту: 8455
Опубліковано: 30.09.1996
Автори: Федотов Володимир Михайлович, Клименко Олексій Іванович, Курилов Олексій Петрович, Кузьменко Петро Павлович
МПК: B65G 23/00
Мітки: конвейєру, приводний, стрічкового, барабан
Формула / Реферат:
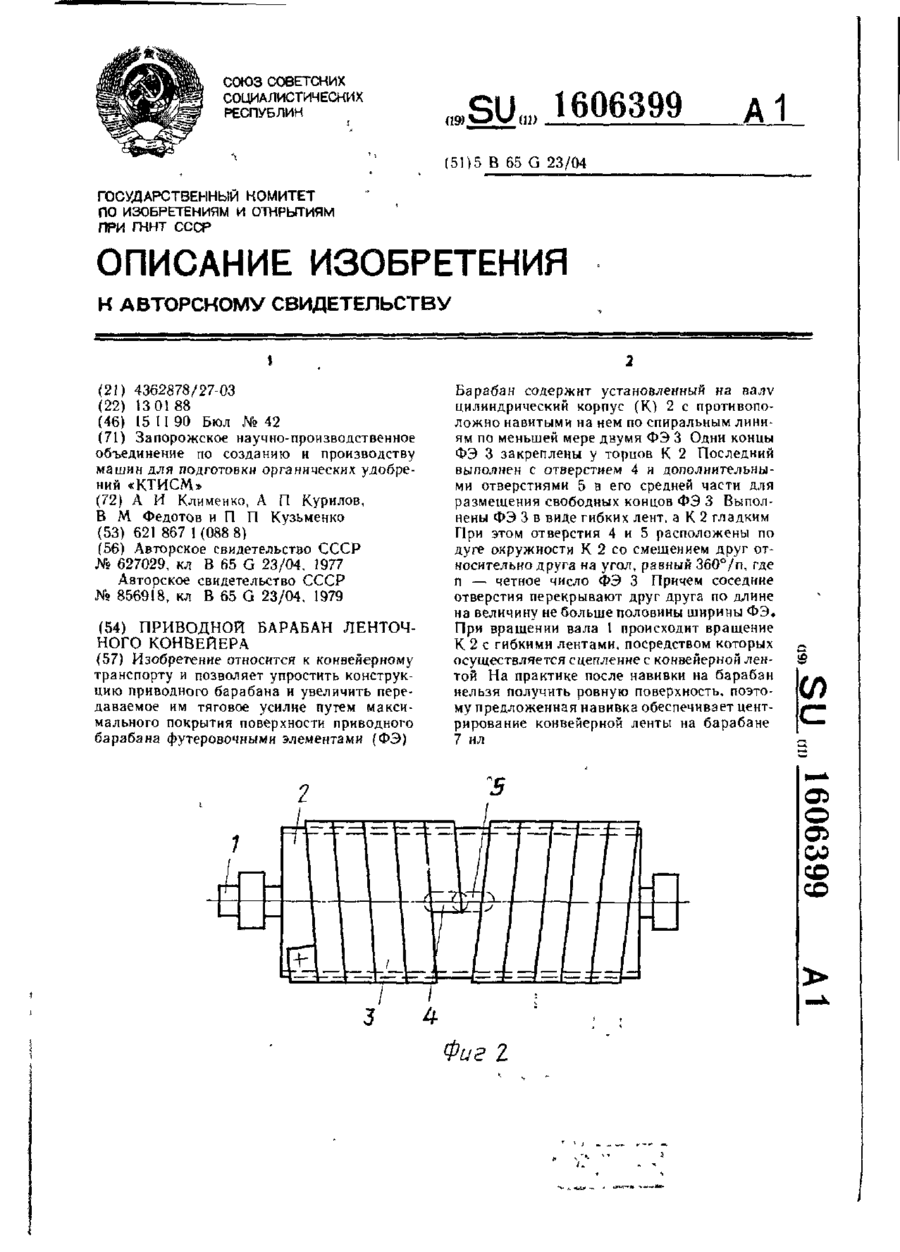
Приводной барабан ленточного конвейєра, включающий установленный на валу цилиндрический корпус с противоположно навитыми на нем по спиральным линиям по меньшей мере двумя футеровочными элементами, одни концы которых закреплены у торцов цилиндрического корпуса, выполненного с отверстием в его средней части для размещения свободного конца, по меньшей мере одного из футеровочных элементов, отличающийся тем, что, с целью упрощения конструкции...
Зубчата пасова передача
Номер патенту: 3118
Опубліковано: 26.12.1994
Автор: Турменко Анатолій Іванович
МПК: F16H 7/02
Мітки: зубчата, пасова, передача
Формула / Реферат:
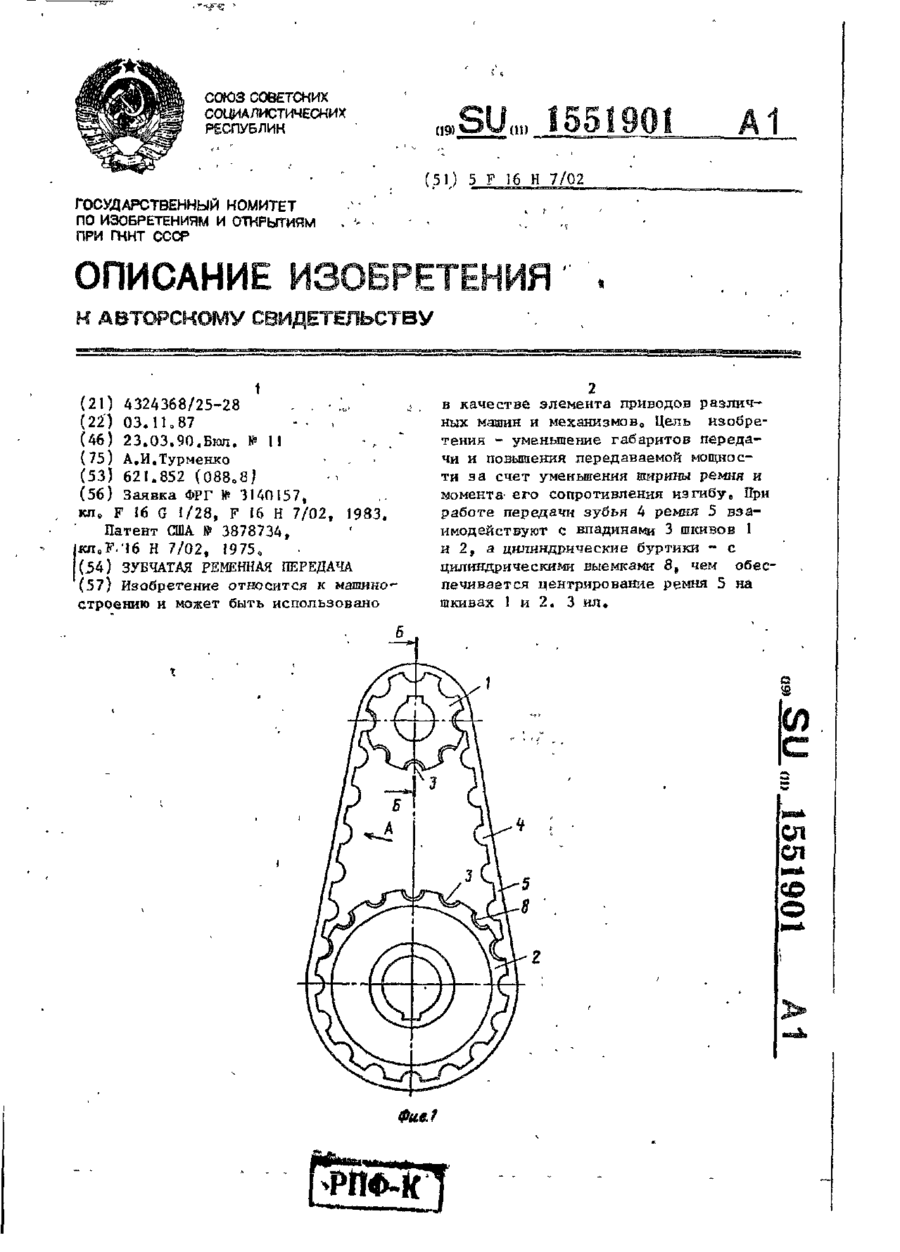
Зубчатая ременная передача, содержащая ведущий и ведомый шкивы, на поверхностях которых выполнены впадины, имеющий зубья для взаимодействия с последними и охватывающий шкивы ремень с армирующими элементами в виде кордовых шнуров, отличающаяся тем, что, с целью уменьшения габаритов передачи и повышения передаваемой мощности за счет уменьшения ширины ремня и момента его сопротивления изгибу, ремень имеет на торцах зубьев цилиндрические...
Пристрій передвижки приводних станцій

Номер патенту: 5787
Опубліковано: 29.12.1994
Автори: Смірнов Констянтин Павлович, Рибалкін Анатолій Тихонович, Лохов Юрій Борисович
МПК: E21C 27/32, E21F 13/08
Мітки: пристрій, станцій, приводних, передвижки
Формула / Реферат:
1. Устройство передвижения приводных станций, содержащее гидроцилиндры передвижения с поршневыми полостями и гидрозамками, соединяющие каретку и балку устройства удержания, сливную и напорную гидролинии, при этом каретка соединена с приводной рамой, отличающееся тем, что, с целью повышения надежности устройства в работе, оно снабжено устройством переключения, выполненными из кулачка, закрепленного на приводной раме, и из клапанного...
Спосіб виготовлення складеної попередньонапруженої конструкції
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: складеної, виготовлення, попередньонапруженої, конструкції, спосіб
Формула / Реферат:
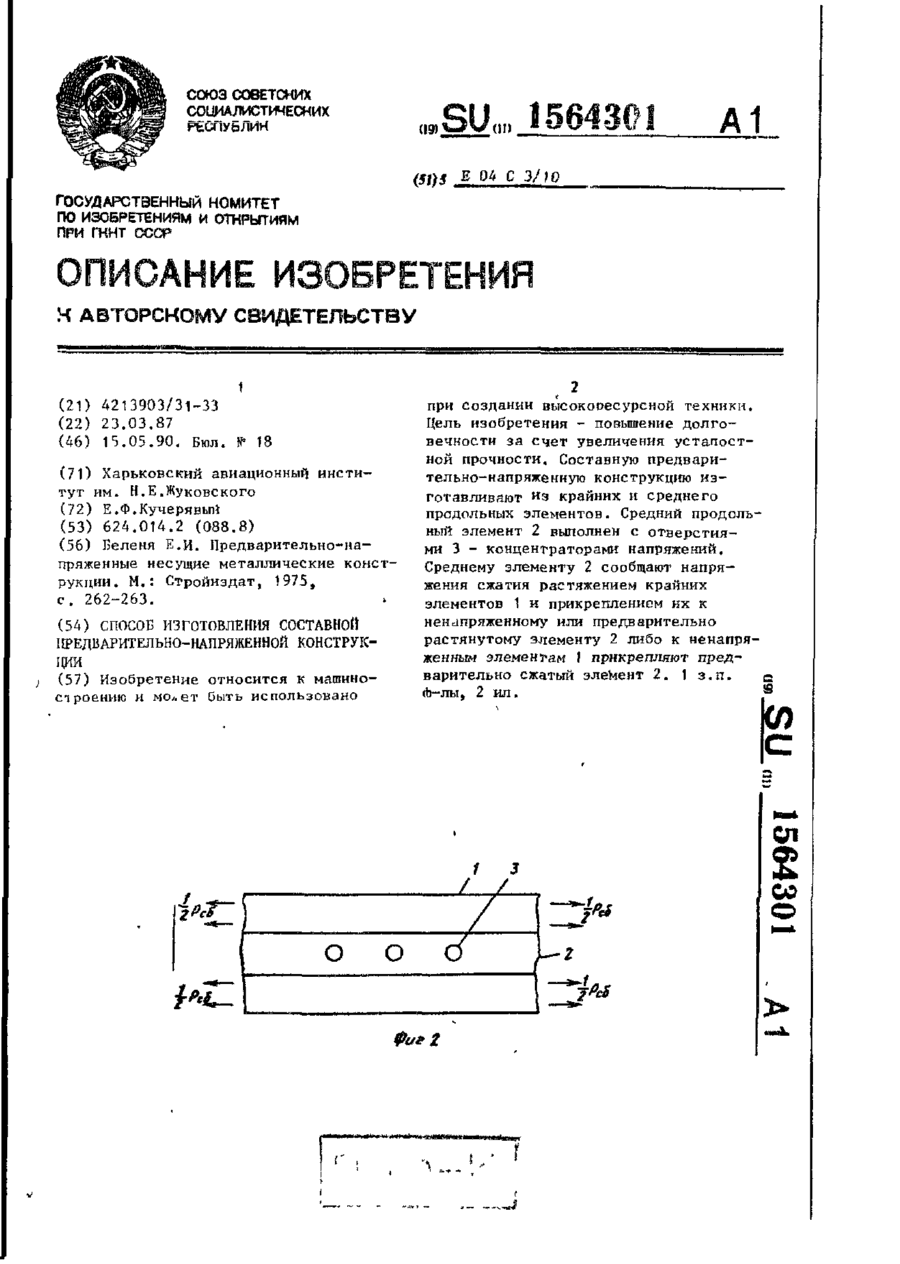
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Пасова зубчаста передача
Номер патенту: 12873
Опубліковано: 28.02.1997
Автор: Турменко Анатолій Іванович
МПК: F16H 7/02
Мітки: передача, зубчаста, пасова
Формула / Реферат:
(57) Ременная зубчатая передача, содержащая ведущий и ведомый шкивы, охватывающий их бесконечный зубчатый ремень с зубьями, взаимодействующими с соответствующими впадинами на шкивах, отличающаяся тем, что зубья на ремне выполнены шевронными, поочередно ориентированы в противоположные стороны и соединены между собой или на торцах, или в средней части ремня, или на торцах и в средней части ремня, а впадины на шкивах выполнены соответственно...
Попередній патент: Спосіб нанесення покриття на стрічку гарячого скла, яка рухається
Наступний патент: Пристрій для вимірювання модуля нормальної пружності
Випадковий патент: Олійний бальзам