Скребачка
Номер патенту: 27010
Опубліковано: 28.02.2000
Автори: Балон Валерій Ісаакович, Логвін Анатолій Микитович, Євглевський Леонід Петрович, Азаркевич Анатолій Анатолійович, Сухой Володимир Іванович, Анциферов Іван Юхимович, Махнін Владлен Семенович, Леусенко Анатолій Васильович, Бабенко Микола Павлович, Счастний Євгеній Іванович, Висоцький Генадій Васильович, Лебедів Олександр Дмитрійович, Коваленко Леонід Васильович, Краснопольский Віктор Михайлович

Формула / Реферат
1. Скребок, включающий концевики двутаврового поперечного сечения длиной не более 0,2 общей длины скребка, центральный и переходные участки, каждый из которых имеет рабочую, нерабочую, верхнюю и нижнюю поверхности, и выполненный с трапециевидным уширением на переходных участках и переходом формы сечения на этих участках от формы двутавра на участке концевиков к прямоугольному на центральном участке, отличающийся тем, что рабочая поверхность по всей длине скребка выполнена прямолинейной и по форме, совпадающей с ее формой на участке концевиков, уширение выполнено со стороны нерабочей поверхности, а верхняя и нижняя поверхности выполнены в виде двух пересекающихся наклонных поверхностей с наклоном их к средней плоскости скребка.
2. Скребок по п.1, отличающийся тем, что уклон каждой наклонной поверхности, образующих верхнюю и нижнюю поверхности скребка, равен 2 – 10 , а линия пересечения между ними совпадает со средней вертикальной линией концевика.
3 Скребок по пп.1 и 2, отличающийся тем, что толщина стенки концевика двутаврового поперечного сечения равна 0,44 - 0,50 ширины его полок.
4.Скребок по пп.1 - 3, отличающийся тем, что его изготовляют методом горячей периодической прокатки в виде бесконечно длинного периодического фасонного профиля с нанесением насечек в местах будущего разделения профиля на скребки.
Текст
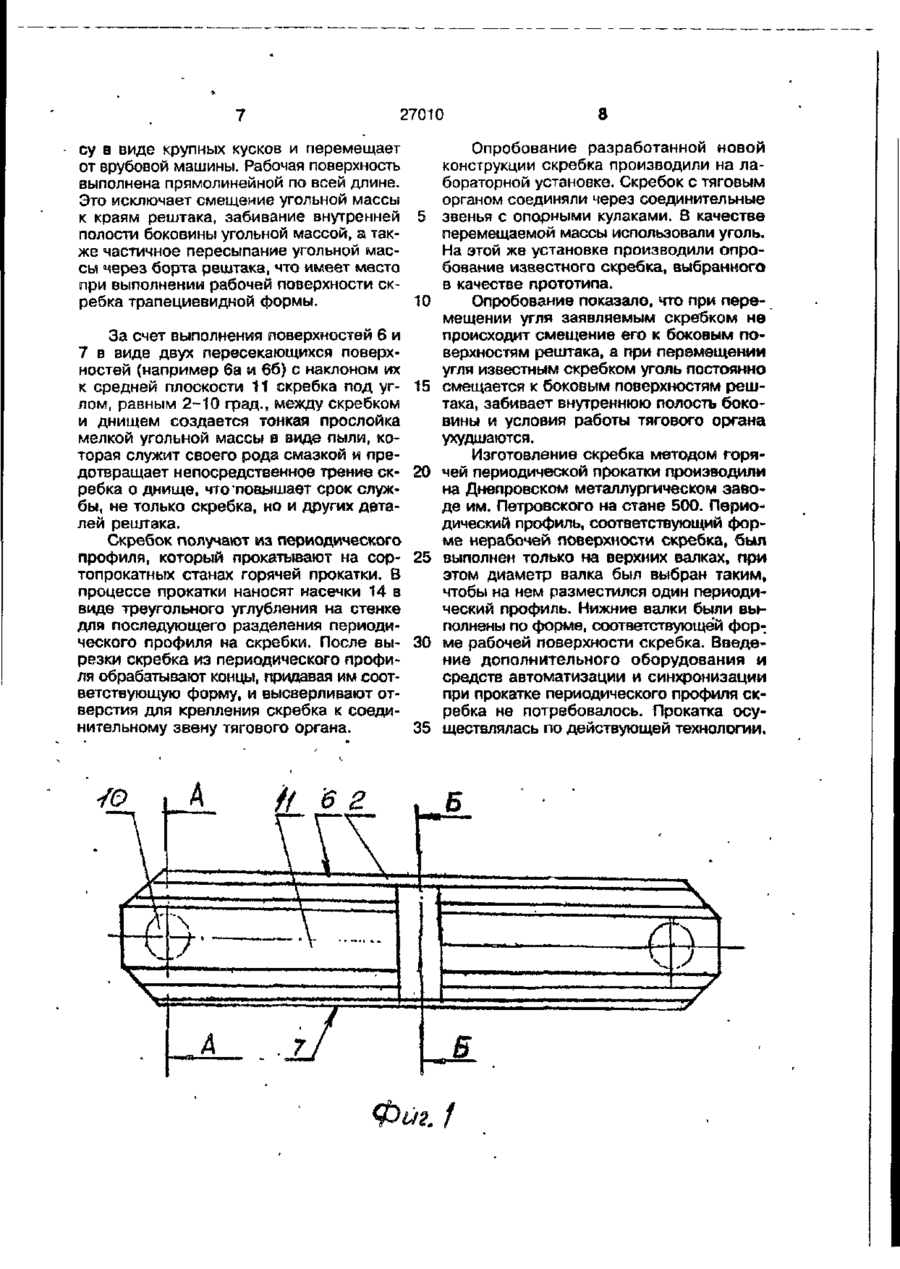
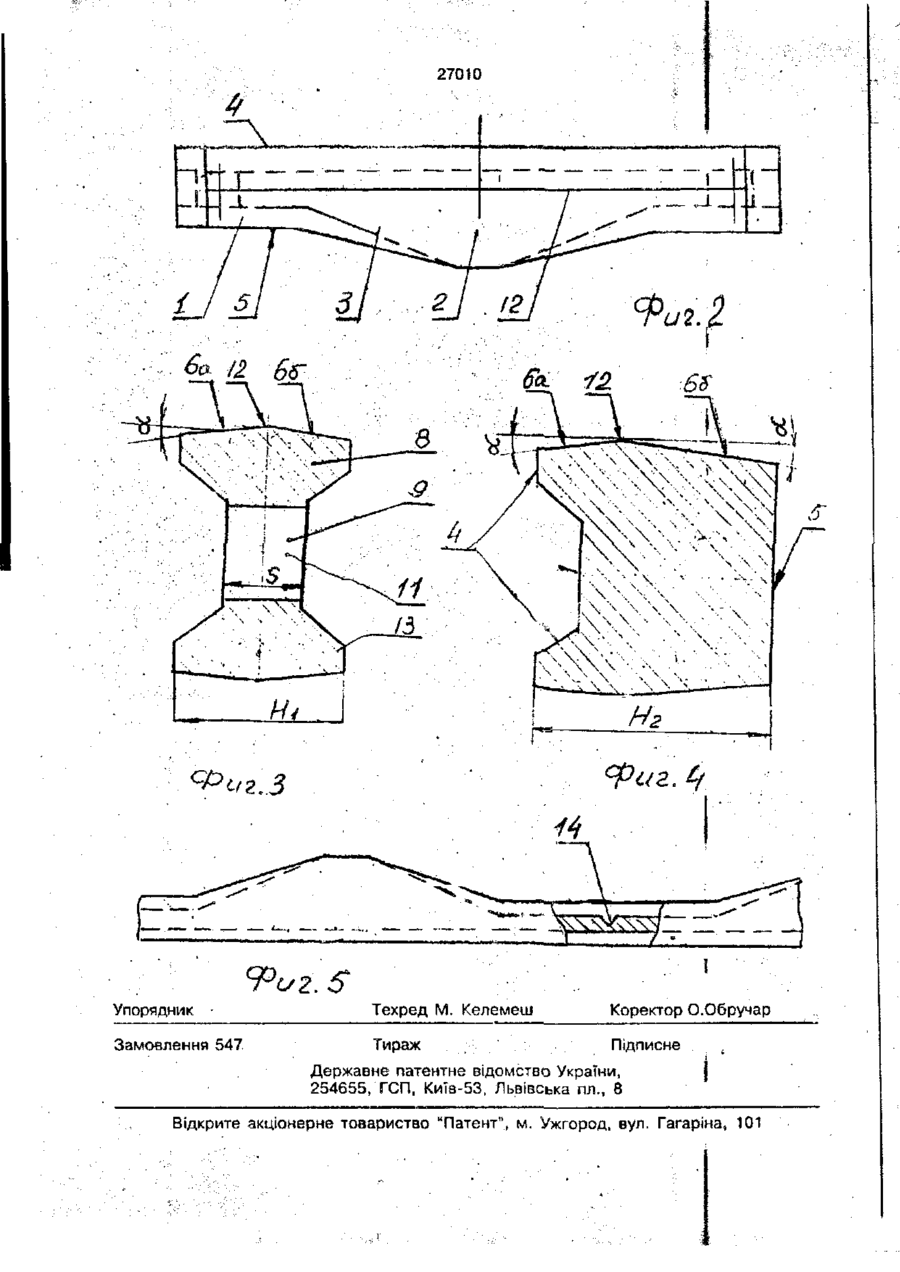
1. Скребок, включающий концевики двутаврового поперечного сечения длиной не более 0,2 общей длины скребка, центральный и переходные участки, каждый из которых имеет рабочую, нерабочую, верхнюю и нижнюю поверхности, и выполненный с трапециевидным уширением на переходных участках и переходом формы сечения на этих участках от формы двутавра на участке концевиков к прямоугольному на центральном участке, о т л и ч а ю щ и й с я тем, что рабочая поверхность по всей длине скребка выполнена прямолинейной и по форме, совпадающей с ее формой на участке концевиков, уширение выполнено со стороны нерабочей поверхности, а верхняя и нижняя поверхности выполнены в виде двух пересекающихся наклонных поверхностей с наклоном их к средней плоскости скребка. 2. Скребок по п.1, о т л и ч а ю щ ий с я тем, что уклон каждой наклонной поверхности, образующих верхнюю и нижнюю поверхности скребка, равен 2-10 град., а линия пересечения между ними совпадает со средней вертикальной линией концевика. 3.Скребок по пп.1 и 2, о т л и ч а ю щ и й с я тем, что толщина стенки концевика двутаврового поперечного сечения равна 0,44-0,50 ширины его полок. 4.Скребок по пп.1-3, о т л и ч а ющ и й с я тем, что его изготовляют методом горячей периодической прокатки в виде бесконечно длинного периодического фасонного профиля с нанесением насечек в местах будущего разделения профиля на скребки. с > о о и» о Изобретение относится к конвейеростроению и может быть использовано в скребковых конвейерах, применяемых в угледобывающей промышленности для перемещения угольной массы. Наиболее близким по технической сущности и достигаемому положительному эффекту является скребок, включающий концевики двутаврового поперечного сечения длинной не более 0,2 общей дли 27010 ны скребка, центральный и переходные участки, каждый из которых имеет рабочую, нерабочую, верхнюю и нижнюю поверхности, ч выполненный с трапециевидным уширением рабочей и нерабочей поверхностей на переходных участках с постепенным увеличением расстояния между ними от концевиков к центральному участку скребка и переходом формы сечения на этих участках от формы двутавра на участке концевиков к прямоугольному на центральном участке, а верхняя и нижняя поверхности выполнены плоскими и параллельными друг другу. Такой скребок изготовляют методом горячей штамповки. Недостат ком известного скребка является то, что выполнение рабочей поверхности с уклоном в сторону боковых стенок рештака приводит к смещению транспортируемой массы к боковым стенкам рештака, забиванию внутреннего пространства боковины транспортируемой массой и ухудшению условий работы звеньев цепи и соединительных звеньев. Кроме того, изготовление скребка методом горячей штамповки требует значительных дополнительных затрат. Задачей изобретения является улучшение условий работы скребкового конвейера и снижение затрат на изготовления скребка. Для решения поставленной задачи в скребке, включающем концевики двутаврового поперечного сечения длиной не более 0,2 общей длины скребка, центральный и переходные участки, каждый из которых имеет рабочую, нерабочую, верхнюю и нижнюю поверхности, и выполненном с трапециевидным уширением на переходных участках и переходом формы сечбния на этих участках от формы двутавра на участке концевиков к прямоугольному на центральном участке, рабочая поверхность по всей длине скребка выполнена прямолинейной и по форме, совпадающей с ее формой на участке концевиков, уширение выполнено со стороны нерабочей поверхности, а верхняя и нижняя поверхности выполнены в виде двух пересекающихся наклонных поверхностей с наклоном их к средней плоскости скребка. Уклон каждой наклонной поверхности, образующих верхнюю и нижнюю поверхности скребка, равен 2-Ю град., а линия пересечения между ними совпадает со средней линией концевика. 5 10 15 20 25 30 35 40 45 50 55 Толщина стенки концевика двутаврового поперечного сечения равна 0,44-0,50 ширины его полок. Скребок изготовляют методом горячей периодической прокатки в виде бесконечно длинного периодического фасонного профиля с нанесением насечек в местах будущего разделения профиля на скребки. Выполнение рабочей поверхности скребка прямолинейной по всей длине исключает смещение транспортируемой массы к боковым поверхностям рештака, а выполнение по форме, совпадающей с ее формой на участке концевика, упрощает технологический процесс изготовления скребка, Выполнение уширения со стороны нерабочей поверхности обеспечивает максимальную прочность скребка в наиболее опасном сечении и технологическую возможность изготовления его методом горячей периодической прокатки на действующих сортопрокатных станах без изменения состава оборудования и технологического процесса. Выполнение верхней и нижней поверхностей в виде двух пересекающихся наклонных поверхностей с наклоном их к средней плоскости скребка способствует созданию на поверхности днища желоба тонкого слоя мелкой угольной пыли, которая служит своего рода смазкой и уменьшает износ как скребка, так и днища. Кроме того, такая форма верхней и нижней поверхностей улучшает технологические условия производства скребка методом горячей прокатки. Выполнение уклона каждой наклонной поверхности, равный 2-10 град., обеспечивает оптимальные условия для создания тонкой прослойки между скребком и днищем в зависимости от агрегатного состояния транспортируемой массы. При транспортировании массы в виде мелких частиц, например, песок, уклон наклонных поверхностей должен быть минимальным и равняться 2-4 град. При транспортировании массы в виде крупных частиц с небольшим количеством мелких, например, угольной массы, уклон наклонных поверхностей должен быть максимальным и равняться 6-Ю град. Выполнение уклона наклонных поверхностей менее 2 град, практически исключит проникновение мелких частиц в пространство между скребком и днищем, а выполнение уклона наклонных поверхностей более 10 град, приведет к образованию чрезмерно толстого слоя мелких частиц и "всплыванию" скребка 27010 Выполнение линии раздела между наклонными поверхностями, совпадающей со средней линией концевика, смещает центр тяжести скребка от линии пересечения в сторону нерабочей поверхности и при этом скольжение скребка по днищу будет осуществляться по наклонной поверхности, простирающейся от линии пересечения до нерабочей поверхности, что обеспечивает проникновение мелких частиц в пространство между скребком и днищем. Выполнение стенки концевика двутаврового поперечного сечения толщиной, равной 0,44-0,50 ширины его полок обеспечивает оптимальное сочетание прочности скребка и его веса. Выполнение стенки толщиной менее 0,44 ширины полки приведет к снижению прочности скребка на участке концевика, на котором производят крепление скребка к соединительным звеньям тягового органа, а при ее выполнении более 0,50 - к неоправданному увеличению веса скребка м расходу металла. Разработанная форма скребка позволяет изготовлять его методом горячей периодической прокатки в виде бесконечно длинного периодического фасонного профиля и отказаться от дорогостоящей штамповки. В процессе прокатки в местах будущего разделения профиля на скребки наносят специальные насечки. В основу изобретения поставлена задача усовершенствования скребка угольного скребкового конвейера путем изменения его конструкции, что обеспечивает улучшение условий перемещения угольной массы за счет исключения смещения транспортируемой массы от центра к краям рештака, забивание внутренней полости боковины, внутри которой движется тяговая цепь, а также уменьшит износ как скребка, так и других деталей скребкового конвейера за счет создания на поверхности днища рештака тонкого слоя мелкой угольной массы, которая служит своего рода смазкой и предотвращает непосредственное трение скребка о днище рештака. Кроме того, изменение конструкции скребка позволяет изменить технологический процесс его изготовления, заменив горячую штамповку на периодическую прокатку профиля скребка на прокатном стане, что снижает затраты на'его изготовление. Изменение конструкции скребка не вызывает изменения его прочности. Заявляемое техническое решение поясняется чертежами, на которых изображено: на фиг. 1 - скребок, вид спереди; на • 2 - то же, вид сверху; на фиг, 3 ~ . 5 10 15 20 25 30 35 40 45 50 55 разрез А-А фиг. 1; на фиг. 4 - разрез по Б-Б фиг. 1; на фиг. 5 - периодический профиль для скребка. Скребок включает концевики 1, центральный 2 и переходные 3 участки. Каждый из этих элементов имеет рабочую 4, нерабочую 5, верхнюю 6, и нижнюю 7 поверхности. Концевики выполнены в виде двутаврового поперечного сечения с полками 8 и стенкой 9. В стенке выполнены отверстия 10 для крепления скребка к соединительному звену тягового органа. Рабочая поверхность 4 выполнена прямолинейной по всей длине и по форме, совпадающей с ее формой на участке концевика 1. Нерабочая поверхность 5 выполнена с уширением за счет постепенного увеличения ширины между рабочей 4 и нерабочей 5 поверхностями на переходном участке 3 от H f , на участке концевиков 1 доН2 на центральном участке 2. При этом форма сечения скребка со стороны нерабочей поверхности 5 на переходном участке 3 изменяется от двутаврового на участке концевиков 1 до прямоугольного на центральном участке 2. Ширина S стенки 9 концевика 1 относится к ширине Н, его полки 8 как S/H, = 0,44-0,50. Верхняя 6 и нижняя 7 поверхности выполнены идентичными. Каждая поверхность, выполнена в виде двух пересекающихся наклонных поверхностей 6а и 66 с наклоном их к средней плоскости скребка 11 Каждая наклонная поверхность выполнена с уклоном а, равным 2-10 град. Наклонные поверхности пересекаются по линии пересечения 12, которая совпадает со средней вертикальной плоскостью 13 концевика 1. В процессе работы скребок перемещается по днищу рештака с помощью тяговых цепей, с которыми он соединен соединительными звеньями, для чего на концах скребка выполнены отверстия 10 (тяговые цепи, днище рештака и соединительные звенья на чертеже не показаны). Скребок устанавливают так, чтобы его рабочая поверхность 4 была обращена в направлении его движения, а нижняя поверхность 7 контактировала с днищем рештака. Учитывая симметричность скребка в вертикальной плоскости, он может устанавливаться на днище рештака как нижней 7, так и верхней 6 поверхностью. При износе одной поверхности его можно перевернуть и установить на другую поверхность. При движении скребок своей рабочей поверхностью 4 захватывает угольную мае 27010 8 Опробование разработанной новой су в виде крупных кусков и перемещает конструкции скребка производили на лаот врубовой машины. Рабочая поверхность бораторной установке. Скребок с тяговым выполнена прямолинейной по всей длине. органом соединяли через соединительные Это исключает смещение угольной массы к краям рештака, забивание внутренней 5 звенья с опорными кулаками. В качестве перемещаемой массы использовали уголь. полости боковины угольной массой, а такНа этой же установке производили опроже частичное пересыпание угольной масбование известного скребка, выбранного сы через борта рештака, что имеет место в качестве прототипа. при выполнении рабочей поверхности скОпробование показало, что при переребка трапециевидной формы. 10 мещении угля заявляемым скребком не происходит смещение его к боковым поЗа счет выполнения поверхностей 6 и верхностям рештака, а при перемещении 7 в виде двух пересекающихся поверхугля известным скребком уголь постоянно ностей (например 6а и 66) с наклоном их к средней плоскости 11 скребка под уг- 15 смещается к боковым поверхностям рештака, забивает внутреннюю полость боколом, равным 2-Ю град., между скребком вины и условия работы тягового органа и днищем создается тонкая прослойка ухудшаются. мелкой угольной массы в виде пыли, которая служит своего рода смазкой и преИзготовление скребка методом горядотвращает непосредственное трение ск- 20 чей периодической прокатки производили ребка о днище, что повышает срок служна Днепровском металлургическом завобы, не только скребка, но и других детаде им. Петровского на стане 500. Периолей рештака. дический профиль, соответствующий форме нерабочей поверхности скребка, был Скребок получают из периодического профиля, который прокатывают на сор- 25 выполнен только на верхних валках, при этом диаметр валка был выбран таким, топрокатных станах горячей прокатки. В чтобы на нем разместился один периодипроцессе прокатки наносят насечки 14 в ческий профиль. Нижние валки были вывиде треугольного углубления на стенке полнены по форме, соответствующей фордля последующего разделения периодического профиля на скребки. После вы- 30 ме рабочей поверхности скребка. Введение дополнительного оборудования и резки скребка из периодического профисредств автоматизации и синхронизации ля обрабатывают концы, придавая им соотпри прокатке периодического профиля скветствующую форму, и высверливают отребка не потребовалось. Прокатка осуверстия для крепления скребка к соединительному звену тягового органа. 35 ществлялась по действующей технологии. 27010 \ S \ \ • . \ ; \ \ \ \ N Упорядник Техред М. Келемеш Коректор О.Обручар Замовлення 547 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Ґагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюScraper
Автори англійськоюAzarkevich Anatolii Anatoliiovych, Antsiferov Ivan Yukhymovych, Babenko Mykola Pavlovych, Balon Valerii Isaakovych, Vysotskyi Henadii Vasyliovych, Yevhlevskyi Leonid Petrovych, Kovalenko Leonid Vasyliovych, Krasnopolskyi Viktor Mykhailovych, Lebediv Oleksandr Dmytriiovych, Leusenko Anatolii Vasyliovych, Lohvin Anatolii Mykytovych, Makhnin Vladlen Semenovych, Sukhoi Volodymyr Ivanovych, Schastnyi Yevhenii Ivanovych
Назва патенту російськоюСкребок
Автори російськоюАзаркевич Анатолий Анатольевич, Анциферов Иван Ефимович, Бабенко Николай Павлович, Балон Валерий Исаакович, Высоцкий Геннадий Васильевич, Евглевский Леонид Петрович, Коваленко Леонид Васильевич, Краснопольский Виктор Михайлович, Лебедив Александр Дмитриевич, Леусенко Анатолий Васильевич, Логвин Анатолий Никитич, Махнин Владлен Семенович, Сухой Владимир Иванович, Счастный Евгений Иванович
МПК / Мітки
МПК: B65G 19/22
Мітки: скребачка
Код посилання
<a href="https://ua.patents.su/6-27010-skrebachka.html" target="_blank" rel="follow" title="База патентів України">Скребачка</a>
Рульова поверхня літального апарату
Номер патенту: 16312
Опубліковано: 29.08.1997
Автор: Кулик Віталій Никифорович
МПК: B64C 9/00
Мітки: рульова, літального, поверхня, апарату
Формула / Реферат:
Рулевая поверхность летательного аппарата, содержащая обшивку и балансировочный груз, выполненный в виделонжерона, отличающаяся тем, что, с целью снижения массы, передняя кромка обшивки выполнена с посадочной поверхностью, плоскость которой перпендикулярна плоскости хорд рулевой поверхности, а лонжерон расположен впереди обшивки и выполнен в виде профиля таврового сечения, с ребром в плоскости хорд и основанием, закрепленным на посадочной...
Оптичний рідинний компенсатор і спосіб виготовлення оптичного рідинного компенсатора
Номер патенту: 15667
Опубліковано: 30.06.1997
Автори: Боровий Валентин Олександрович, Бурачек Всеволод Германович, Крячок Сергій Дмитрович
МПК: G01C 15/10, G01C 5/00
Мітки: рідинного, виготовлення, оптичний, оптичного, компенсатора, компенсатор, рідинний, спосіб
Формула / Реферат:
(57) 1. Оптический жидкостный компенсатор, содержащий корпус, две частично заполненные прозрачной жидкостью компенсационные камеры, выполненные в виде верхней, средней и нижней горизонтальных прозрачных плоскопараллельных пластин и двух оптических соединительных элементов, последовательно закрепленных между плоскопараллельными пластинами, отличающийся тем, что плоскости главных сечений остаточных клиньев средней и нижней плоскопараллельных...
Ущільнювальне кільце
Номер патенту: 19775
Опубліковано: 25.12.1997
Автори: Здіслав Єдловскі, Хенрік Венцель, Ян Орляч, Пжємислав Кусіньскі, Здіслав Лабенда, Роман Зіпсер, Болеслав Морскі, Анджей Кочоровскі, Ян Падух, Збігнєв Брила, Рішард Кносаля
МПК: F16J 15/00
Мітки: ущільнювальне, кільце
Формула / Реферат:
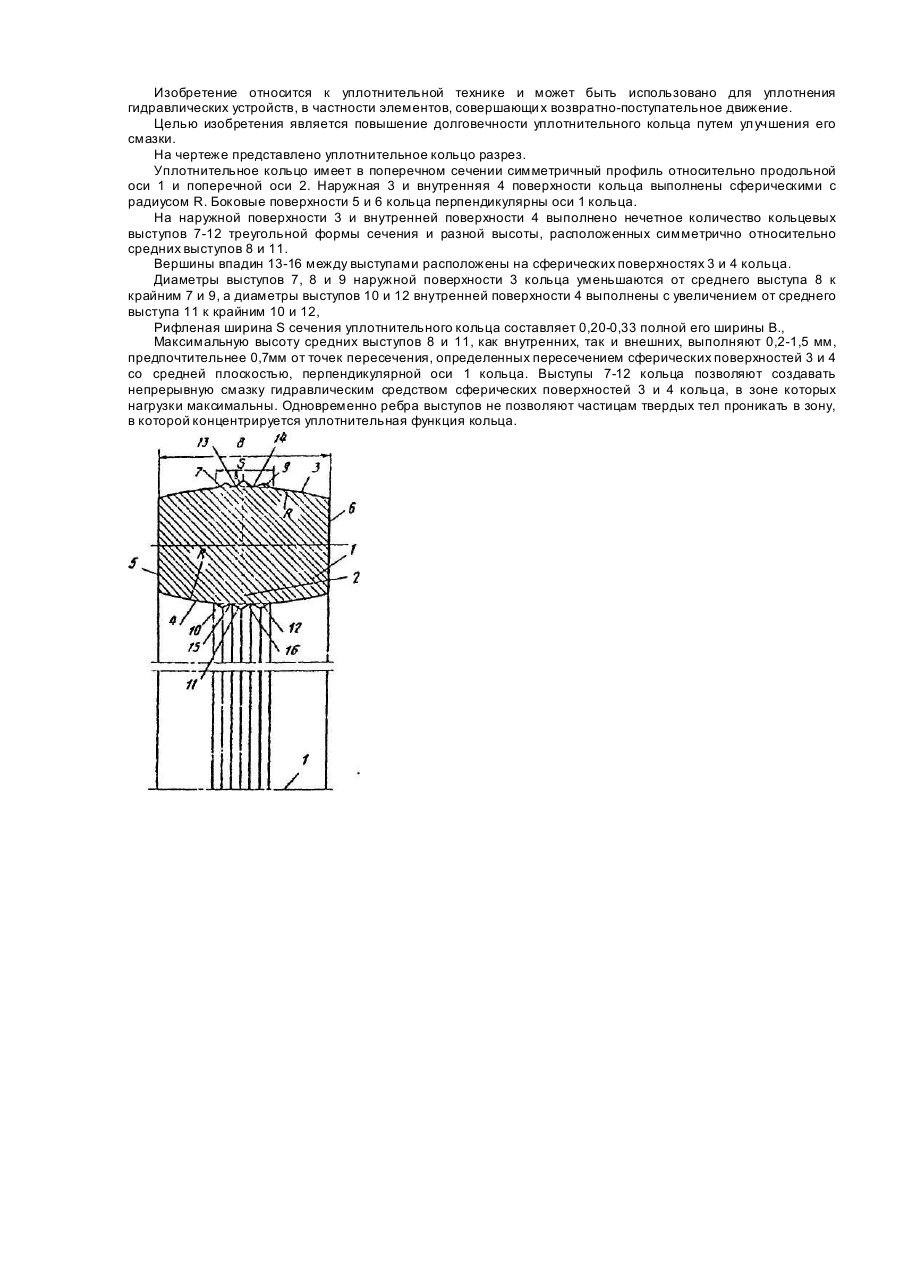
Уплотнительное кольцо симметричного профиля, выполненное из эластичного материала со сферической наружной и внутренней поверхностями и торцевыми плоскими поверхностями, перпендикулярными оси кольца, отличающееся тем, что на наружной и внутренней сферических поверхностях кольца выполнено нечетное количество кольцевых выступов треугольной формы сечения разной высоты, расположенных симметрично относительно среднего выступа, при этом вершины...
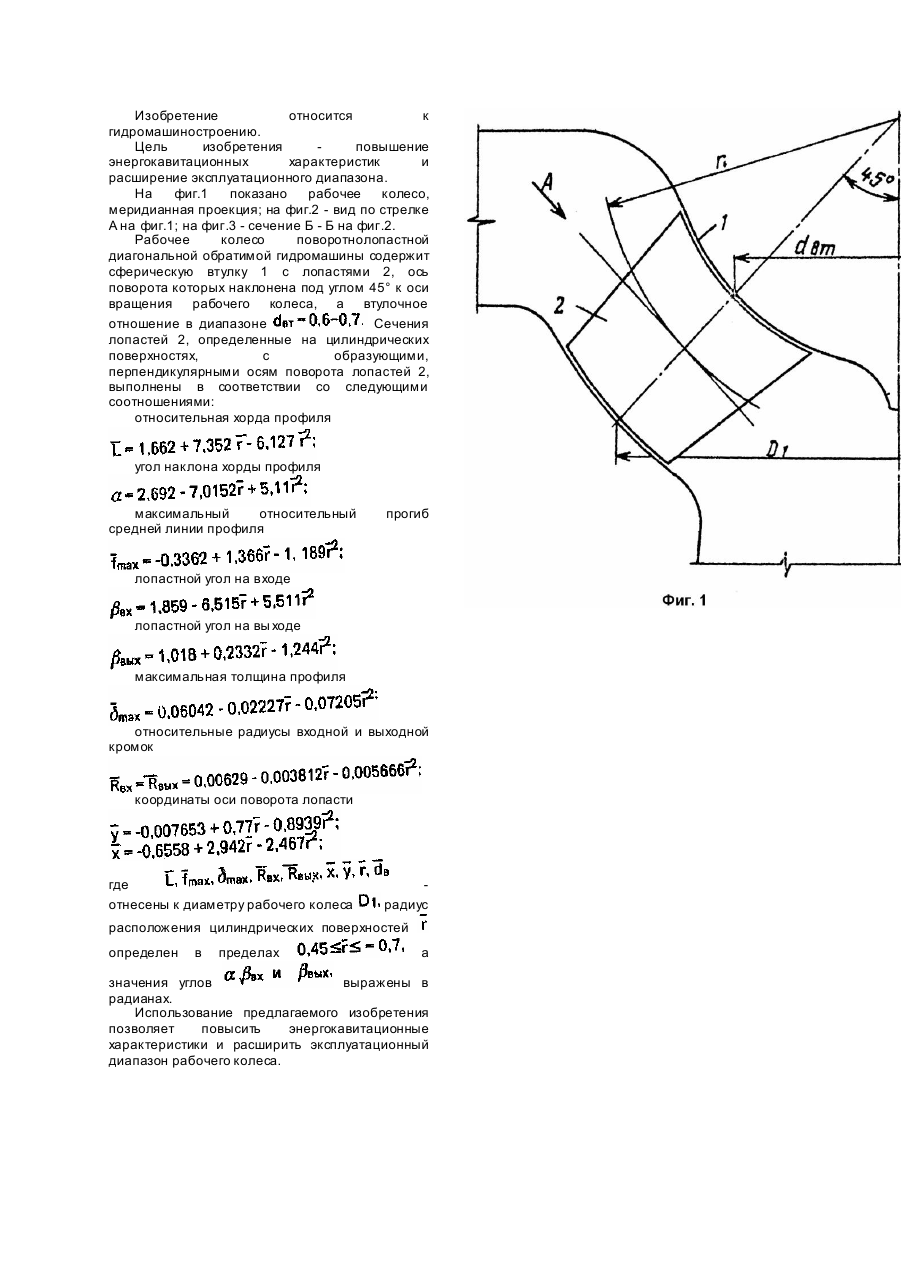
Робоче колесо поворотнолопатевої діагональної оборотної гідромашини
Номер патенту: 18604
Опубліковано: 25.12.1997
Автори: Вапник Борис Кирилович, Линецький Наум Гершович, Панченко Микола Сергійович, Косєнкова Маріна Міхайловна, Веремеєнко Ігор Степанович, Варенко Віктор Дмитрович, Вікторов Герман Владіміровіч
Мітки: гідромашини, оборотної, робоче, колесо, діагональної, поворотнолопатевої
Формула / Реферат:
Рабочее колесо поворотнолопастной диагональной обратимой гидромашины, содержащее сферическую втулку с лопастями, ось поворота которых наклонена под углом 45° к оси вращения рабочего колеса, а втулочное отношение выполнено в диапазоне отличающееся тем, что сечения лопастей, определенные на цилиндрических поверхностях с образующими, перпендикулярными осям поворота лопастей, выполнены в соответствии со следующими...
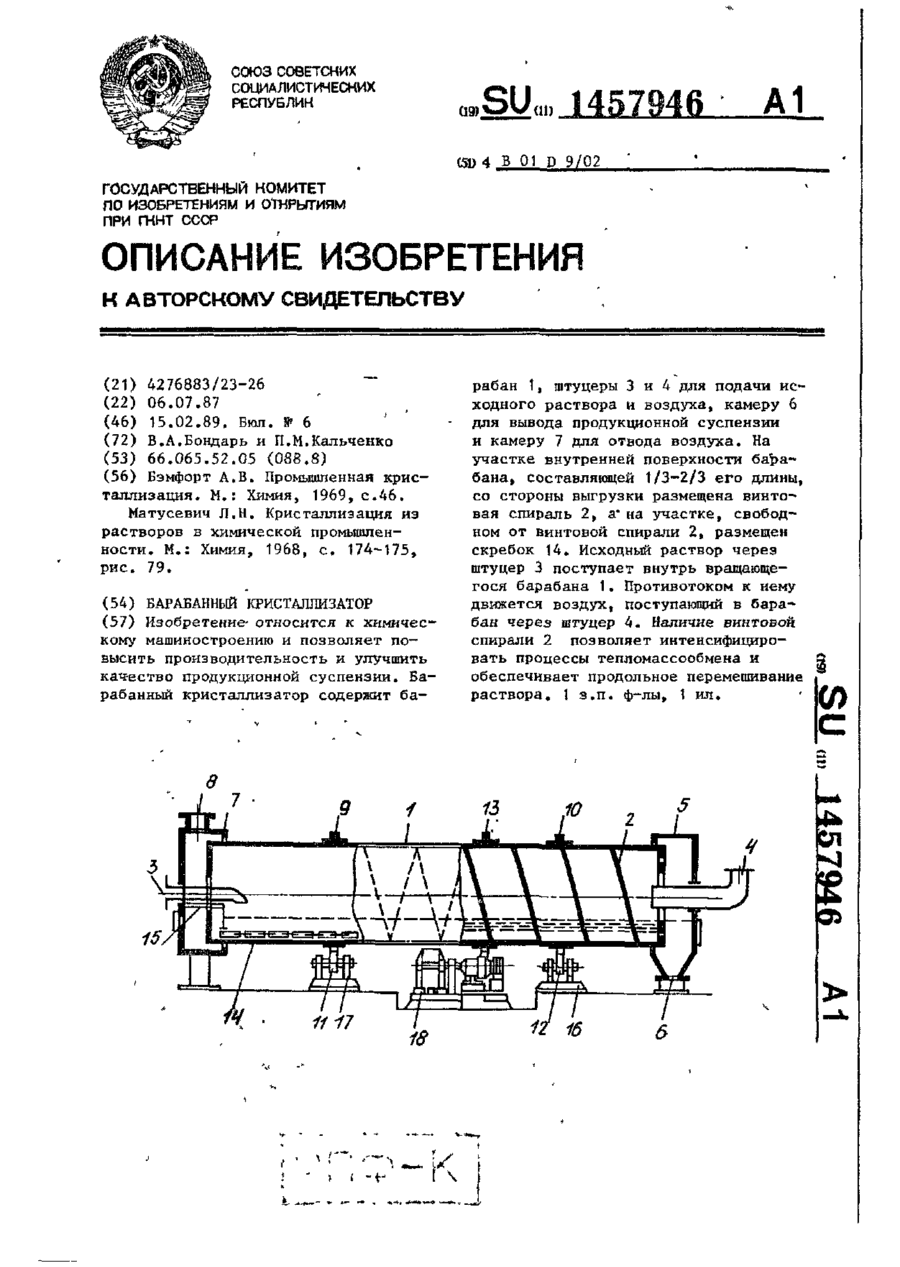
Барабанний кристалізатор
Номер патенту: 8450
Опубліковано: 30.09.1996
Автори: Бондар Вадим Андрійович, Кальченко Поліна Михайлівна
МПК: B01D 9/02
Мітки: барабанний, кристалізатор
Формула / Реферат:
1. Барабанний кристаллизатор с воздушным охлаждением, содержащий барабан, снабженный бандажами, размещенный на опорной и опорно-упорной станциях, скребок, свободно лежащий внутри барабана, камеру для отвода воздуха, камеру для выгрузки суспензии, штуцеры для подачи исходного раствора и воздуха, привод для вращения барабана, отличающийся тем, что, с целью повышения производительности за счет эффективного охлаждения раствора и его...
Попередній патент: Пристрій для виключення подачі палива в двигун внутрішнього згорання
Наступний патент: Фармацевтична композиція
Випадковий патент: Охолоджувач повітря