Спосіб контролю кабельної продукції
Номер патенту: 70682
Опубліковано: 25.06.2012
Автори: Шамановський Олександр Дмитрович, Ваганов Ростислав Олегович, Жерніков Сергій Олександрович, Шамановський Анатолій Дмитрович

Формула / Реферат
1. Спосіб контролю кабельної продукції, який відрізняється тим, що він включає установку спеціалізованого програмного забезпечення на ПК, створення апаратної і програмної бази для контролю кабельної продукції, автоматичний контроль конкретної кабельної продукції, виведення на екран ПК результатів контролю у формі повідомлення "придатний/брак", а в разі браку - виведення на екран ПК і друк таблиці із зазначенням конструкторського найменування виробу, що забраковано, і помилкових з'єднань в ньому, а також розширення апаратної бази та в режимі діалогу з ПК - програмної бази для контролю кабельної продукції.
2. Спосіб за п. 1, який відрізняється тим, що створення апаратної бази для контролю кабельної продукції включає виготовлення стендів контролю за одним шаблоном, тобто кожен стенд контролю повинен містити лінійку підключень, на якій кріплять роз'єми для джгутів, що контролюють, і набір плат з мікропроцесорами, причому, контакти роз'ємів довільно підключають до входів мікропроцесорів, а апаратне підключення всіх мікропроцесорів до ПК організують за допомогою стандартного асинхронного інтерфейсу RS-485.
3. Спосіб за п. 1, який відрізняється тим, що створення програмної бази для контролю кабельної продукції включає створення в пам'яті ПК в режимі діалогу масиву моделей стендів контролю, що містить інформацію про конфігурацію кожного стенда контролю з прив'язкою до конструкторської документації на конкретний стенд і роз'єми, які на ньому розміщені, з зазначенням їх типорозмірів, а також перелік конструкторських найменувань еталонних джгутів, що контролюють на конкретному стенді, а також створення в пам'яті ПК в автоматичному режимі масиву моделей еталонних джгутів, який відображає конфігурацію конкретних джгутів, що контролюють, з прив'язкою до їх конструкторських найменувань і до номерів відповідних стендів контролю.
4. Спосіб за п. 1 та п. 3, який відрізняється тим, що створення моделі конкретного стенда контролю включає заповнення, вручну, з клавіатури ПК, таблиці відповідності контактів роз'ємів для джгутів, що контролюють, мережні адреси входів мікропроцесорів, розміщених на платах конкретного стенда контролю, для чого подають вручну одиничний сигнал на перший контакт першого роз'єму конкретного стенда, опитують по протоколу MODBUS мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають мережну адресу активного входу і вводять номер контакту роз'єму, що контролюють, до відповідного рядка таблиці відповідності, причому, номер контакту роз'єму, що контролюють, вводять відповідно до конструкторської документації на конкретний стенд контролю, у тому числі, із зазначенням типорозміру конкретного роз'єму, потім повторюють процедуру заповнення таблиці відповідності для всіх інших контактів всіх роз'ємів, що розміщені на конкретному стенді контролю.
5. Спосіб за п. 1 та п. 3, який відрізняється тим, що створення моделі конкретного еталонного джгута включає підключення еталонного джгута до відповідного стенда контролю, введення конструкторського найменування джгута і автоматичне заповнення таблиці відповідних підключень всіх входів всіх мікропроцесорів, розміщених на конкретному стенді контролю, для чого автоматично подають одиничний сигнал, який формує ПК, на перший вхід першого мікропроцесора підключеного стенда контролю, опитують по протоколу MODBUS всі мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають стан входів всіх мікропроцесорів, що підключені, і автоматично заповнюють відповідний рядок таблиці відповідних підключень, а потім повторюють процедуру заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролю.
6. Спосіб за п. 1, який відрізняється тим, що автоматичний контроль конкретної кабельної продукції включає в режимі діалогу автоматичний пошук відповідної моделі еталонного джгута по введеному конструкторському найменуванню джгута, виведення на екран ПК інформації, яка містить номер відповідного стенда контролю та конструкторське найменування джгута, що контролюють, підключення джгута до відповідного стенда контролю та автоматичний контроль джгута, який включає автоматичну подачу одиничного сигналу, що формує ПК, на перший вхід першого мікропроцесора стенда контролю, що підключений, опитування по протоколу MODBUS всіх мікропроцесорів, що підключені, використовуючи їх мережні адреси, визначення станів входів всіх мікропроцесорів, що підключені, і автоматичне заповнення таблиці відповідних підключень, повторення процедури заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролю, а потім автоматичне порівняння таблиці відповідних підключень джгута, що контролюють, з таблицею відповідних підключень еталонного джгута.
Текст
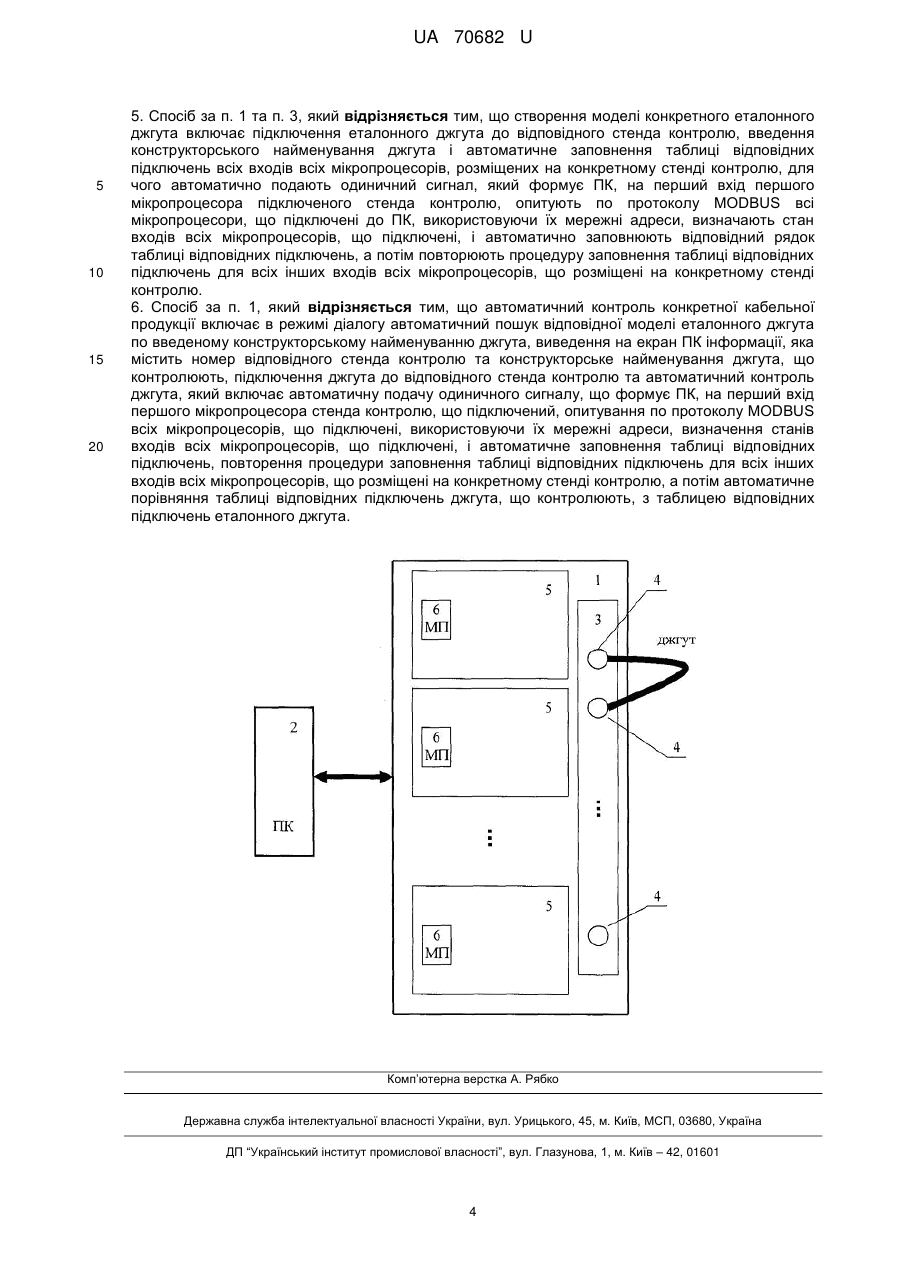
Реферат: Спосіб контролю кабельної продукції включає установку спеціалізованого програмного забезпечення на ПК, створення апаратної і програмної бази для контролю кабельної продукції, автоматичний контроль конкретної кабельної продукції, виведення на екран ПК результатів контролю, а в разі браку - виведення на екран ПК і друк таблиці із зазначенням конструкторського найменування виробу, що забраковано, і помилкових з'єднань в ньому, а також розширення апаратної бази та в режимі діалогу з ПК - програмної бази для контролю кабельної продукції. UA 70682 U (54) СПОСІБ КОНТРОЛЮ КАБЕЛЬНОЇ ПРОДУКЦІЇ UA 70682 U UA 70682 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропоноване технічне рішення може бути широко використано в промисловості при виготовленні найрізноманітніших виробів і комплексів, зокрема, в області автоматизації різних технологічних процесів. На сьогоднішній день задача швидкого і якісного контролю кабельної продукції залишається актуальною. Наприклад компанія Совтест ATE на виставці "Електро-2008" демонструвала свою власну розробку - стенд для перевірки автомобільних джгутів STC-1000. Найбільш близьким за технічною суттю до пропонованого технічного рішення є патент Російської Федерації №2344431 "Устройство для контроля монтажа" (МПК G01R 31/00, публ. 2009.01.20). Задачею створення корисної моделі є удосконалення контролю кабельної продукції. На відміну від найближчого аналога, пропоноване технічне рішення засноване на системному підході до вирішення цієї складної задачі. Пропонований спосіб контролю кабельної продукції включає установку спеціалізованого програмного забезпечення на ПК, створення апаратної і програмної бази для контролю кабельної продукції, автоматичний контроль конкретної кабельної продукції, виведення на екран ПК результатів контролю у формі повідомлення "придатний/брак", а в разі браку виведення на екран ПК і друк таблиці із зазначенням конструкторського найменування виробу, що забраковано, і помилкових з'єднань в ньому, а також розширення апаратної бази та в режимі діалогу з ПК - програмної бази для контролю кабельної продукції. Створення апаратної бази для контролю кабельної продукції включає виготовлення стендів контролю за одним шаблоном, тобто кожен стенд контролю повинен містити лінійку підключень, на якій кріплять роз'єми для джгутів, що контролюють, і набір плат з мікропроцесорами, причому, контакти роз'ємів довільно підключають до входів мікропроцесорів, а апаратне підключення всіх мікропроцесорів до ПК організують за допомогою стандартного асинхронного інтерфейсу RS-485. Створення програмної бази для контролю кабельної продукції включає створення в пам'яті ПК в режимі діалогу масиву моделей стендів контролю, що містить інформацію про конфігурацію кожного стенда контролю з прив'язкою до конструкторської документації на конкретний стенд і роз'єми, які на ньому розміщені, з зазначенням їх типорозмірів, а також перелік конструкторських найменувань еталонних джгутів, що контролюють на конкретному стенді, а також створення в пам'яті ПК в автоматичному режимі масиву моделей еталонних джгутів, який відображає конфігурацію конкретних джгутів, що контролюють, з прив'язкою до їх конструкторських найменувань і до номерів відповідних стендів контролю. Створення моделі конкретного стенда контролю включає заповнення, вручну, з клавіатури ПК, таблиці відповідності контактів роз'ємів для джгутів, що контролюють, мережні адреси входів мікропроцесорів, розміщених на платах конкретного стенда контролю, для чого подають вручну одиничний сигнал на перший контакт першого роз'єму конкретного стенда, опитують по протоколу MODBUS мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають мережну адресу активного входу і вводять номер контакту роз'єму, що контролюють, до відповідного рядка таблиці відповідності, причому, номер контакту роз'єму, що контролюють, вводять відповідно до конструкторської документації на конкретний стенд контролю, у тому числі, із зазначенням типорозміру конкретного роз'єму, потім повторюють процедуру заповнення таблиці відповідності для всіх інших контактів всіх роз'ємів, що розміщені на конкретному стенді контролю. Створення моделі конкретного еталонного джгута включає підключення еталонного джгута до відповідного стенда контролю, введення конструкторського найменування джгута і автоматичне заповнення таблиці відповідних підключень всіх входів всіх мікропроцесорів, розміщених на конкретному стенді контролю, для чого автоматично подають одиничний сигнал, який формує ПК, на перший вхід першого мікропроцесора підключеного стенда контролю, опитують по протоколу MODBUS всі мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають стан входів всіх мікропроцесорів, що підключені, і автоматично заповнюють відповідний рядок таблиці відповідних підключень, а потім повторюють процедуру заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролюю. Автоматичний контроль конкретної кабельної продукції включає в режимі діалогу автоматичний пошук відповідної моделі еталонного джгута по введеному конструкторському найменуванню джгута, виведення на екран ПК інформації, яка містить номер відповідного стенда контролю та конструкторське найменування джгута, що контролюють, підключення джгута до відповідного стенда контролю та автоматичний контроль джгута, який включає автоматичну подачу одиничного сигналу, що формує ПК, на перший вхід першого 1 UA 70682 U 5 10 15 20 25 30 35 40 45 50 55 60 мікропроцесора стенда контролю, що підключений, опитування по протоколу MODBUS всіх мікропроцесорів, що підключені, використовуючи їх мережні адреси, визначення станів входів всіх мікропроцесорів, що підключені, і автоматичне заповнення таблиці відповідних підключень, повторення процедури заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролю, а потім автоматичне порівняння таблиці відповідних підключень джгута, що контролюють, з таблицею відповідних підключень еталонного джгута. Розширення програмної та апаратної баз для контролю кабельної продукції включає: а) вихід на діалог пошуку відповідного стенда контролю; б) введення вручну переліку конструкторських найменувань роз'ємів, що входять в джгут; в) автоматичний пошук відповідної моделі стенда контролю; г) якщо відповідна модель знайдена, то вихід на діалог створення в пам'яті ПК моделі еталонного джгута, що підключений; д) якщо відповідна модель не знайдена, то апаратне виготовлення відповідного стенда контролю, підключення його до ПК і вихід на діалог створення в пам'яті ПК моделі стенда контролю, що підключений. Таким чином, з розширенням номенклатури джгутів зростає і апаратна і програмна бази для контролю кабельної продукції. Спосіб контролю кабельної продукції пояснює креслення. Стенд контролю 1 повинен бути підключений до стаціонарного ПК 2. На стенді контролю 1 повинна бути змонтована лінійка підключень 3, на якій кріплять роз'єми 4 для джгутів, що контролюють. Основним елементом будь-якого стенда контролю 1 є набір плат 5 із МП 6. Причому, контакти роз'ємів 4 довільно підключають до входів МП 6, і апаратно організують підключення всіх МП 6 до ПК 2 за допомогою стандартного асинхронного інтерфейсу RS-485. Спосіб контролю кабельної продукції реалізують наступним чином. Інформацію щодо кожного нового стенда контролю 1 вводять в пам'ять ПК 2: а) виходять на діалог створення в пам'яті ПК моделі стенда контролю 1, що підключений; б) подають, вручну, одиничний сигнал на перший контакт першого роз'єму 4. Опитують по протоколу MODBUS МП 6, що підключені до ПК 2, використовуючи їх мережні адреси. Визначають мережну адресу активного входу і вводять з клавіатури ПК 2 номер контакту роз'єму 4, що контролюють, в відповідний рядок таблиці відповідності. Причому, номер контакту роз'єму 4, що контролюють, вводять відповідно до конструкторської документації на конкретний стенд контролю 1, в тому числі, із зазначенням типорозміру конкретного роз'єму 4; в) повторюють пункт "б" для всіх інших контактів всіх роз'ємів 4, що розміщені на конкретному стенді контролю 1. При необхідності проконтролювати партію джгутів виконують такі підготовні технологічні операції: а) виходять на діалог пошуку еталонного джгута; б) вводять, вручну, конструкторське найменування джгута; в) здійснюють автоматичний пошук відповідної моделі еталонного джгута; г) якщо відповідна модель не знайдена, то переходять до режиму розширення апаратної та програмної бази для контролю кабельної продукції; д) якщо відповідна модель знайдена, то на екрані ПК 2 висвічують відповідну інформацію, що містить номер стенда контролю 1 і конструкторське найменування джгута, що контролюють; е) підключають джгут, що контролюють, до відповідного стенда контролю 1; ж) виходять на режим контролю. У режимі контролю: а) автоматично подають одиничний сигнал, що формує ПК 2, на перший вхід першого МП 6 стенда контролю 1, опитують по протоколу MODBUS всі МП 6, що підключені, використовуючи їх мережні адреси, визначають стан всіх МП 6, що підключені, і автоматично заповнюють таблицю відповідних підключень в пам'яті ПК 2; б) повторюють пункт "а" для всіх інших входів всіх МП 6, що розміщені на конкретному стенді контролю 1; в) автоматично порівнюють таблицю відповідних підключень джгута, що контролюють, з таблицею відповідних підключень еталонного джгута; г) результат контролю виводять на екран ПК 2 у формі повідомлення "придатний/брак"; д) у разі браку - в пам'яті ПК 2 формують таблицю із зазначенням конструкторського найменування виробу, що забраковано, і помилкових з'єднань В ньому і виводять її на екран ПК 2 і на друк, а також передбачають можливість збереження в пам'яті ПК 2 цієї таблиці для ведення статистики браку. 2 UA 70682 U 5 10 15 20 25 30 35 40 45 50 55 60 У режимі розширення апаратної та програмної бази для контролю кабельної продукції: а) виходять на діалог пошуку відповідного стенда контролю 1; б) вводять, вручну, перелік конструкторських найменувань роз'ємів 4, що входять в джгут; в) здійснюють автоматичний пошук відповідної моделі стенда контролю 1; г) якщо відповідна модель знайдена, то виходять на діалог створення в пам'яті ПК 2 моделі еталонного джгута, що підключений: - підключають еталонний джгут до стенда контролю 1; - вводять, вручну, конструкторське найменування еталонного джгута; - автоматично подають одиничний сигнал, що формує ПК 2, на перший вхід першого МП 6 стенда контролю 1, опитують по протоколу MODBUS всі МП 6, що підключені, використовуючи їх мережні адреси, визначають стан входів всіх МП 6, що підключені, і автоматично заповнюють таблицю відповідних підключень; - повторюють попередній пункт для всіх інших входів всіх МП 6, що розміщені на конкретному стенді контролю 1; д) якщо відповідна модель не знайдена, то виготовляють відповідний стенд контролю 1, підключають його до ПК 2 і виходять на діалог створення в пам'яті ПК 2 моделі стенда контролю 1, що підключений. Перевагою пропонованого способу контролю кабельної продукції є його універсальність, так як він може працювати з різними партіями джгутів і різними стендами. Розширення програмної бази для контролю кабельної продукції відбувається в режимі діалогу з ПК і не вимагає спеціальної професійної підготовки. Пропонований спосіб реалізує високу швидкість контролю партій джгутів в автоматичному режимі, високу якість відображення результатів контролю та простоту обслуговування технологічного процесу контролю кабельної продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб контролю кабельної продукції, який відрізняється тим, що він включає установку спеціалізованого програмного забезпечення на ПК, створення апаратної і програмної бази для контролю кабельної продукції, автоматичний контроль конкретної кабельної продукції, виведення на екран ПК результатів контролю у формі повідомлення "придатний/брак", а в разі браку - виведення на екран ПК і друк таблиці із зазначенням конструкторського найменування виробу, що забраковано, і помилкових з'єднань в ньому, а також розширення апаратної бази та в режимі діалогу з ПК - програмної бази для контролю кабельної продукції. 2. Спосіб за п. 1, який відрізняється тим, що створення апаратної бази для контролю кабельної продукції включає виготовлення стендів контролю за одним шаблоном, тобто кожен стенд контролю повинен містити лінійку підключень, на якій кріплять роз'єми для джгутів, що контролюють, і набір плат з мікропроцесорами, причому, контакти роз'ємів довільно підключають до входів мікропроцесорів, а апаратне підключення всіх мікропроцесорів до ПК організують за допомогою стандартного асинхронного інтерфейсу RS-485. 3. Спосіб за п. 1, який відрізняється тим, що створення програмної бази для контролю кабельної продукції включає створення в пам'яті ПК в режимі діалогу масиву моделей стендів контролю, що містить інформацію про конфігурацію кожного стенда контролю з прив'язкою до конструкторської документації на конкретний стенд і роз'єми, які на ньому розміщені, з зазначенням їх типорозмірів, а також перелік конструкторських найменувань еталонних джгутів, що контролюють на конкретному стенді, а також створення в пам'яті ПК в автоматичному режимі масиву моделей еталонних джгутів, який відображає конфігурацію конкретних джгутів, що контролюють, з прив'язкою до їх конструкторських найменувань і до номерів відповідних стендів контролю. 4. Спосіб за п. 1 та п. 3, який відрізняється тим, що створення моделі конкретного стенда контролю включає заповнення, вручну, з клавіатури ПК, таблиці відповідності контактів роз'ємів для джгутів, що контролюють, мережні адреси входів мікропроцесорів, розміщених на платах конкретного стенда контролю, для чого подають вручну одиничний сигнал на перший контакт першого роз'єму конкретного стенда, опитують по протоколу MODBUS мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають мережну адресу активного входу і вводять номер контакту роз'єму, що контролюють, до відповідного рядка таблиці відповідності, причому, номер контакту роз'єму, що контролюють, вводять відповідно до конструкторської документації на конкретний стенд контролю, у тому числі, із зазначенням типорозміру конкретного роз'єму, потім повторюють процедуру заповнення таблиці відповідності для всіх інших контактів всіх роз'ємів, що розміщені на конкретному стенді контролю. 3 UA 70682 U 5 10 15 20 5. Спосіб за п. 1 та п. 3, який відрізняється тим, що створення моделі конкретного еталонного джгута включає підключення еталонного джгута до відповідного стенда контролю, введення конструкторського найменування джгута і автоматичне заповнення таблиці відповідних підключень всіх входів всіх мікропроцесорів, розміщених на конкретному стенді контролю, для чого автоматично подають одиничний сигнал, який формує ПК, на перший вхід першого мікропроцесора підключеного стенда контролю, опитують по протоколу MODBUS всі мікропроцесори, що підключені до ПК, використовуючи їх мережні адреси, визначають стан входів всіх мікропроцесорів, що підключені, і автоматично заповнюють відповідний рядок таблиці відповідних підключень, а потім повторюють процедуру заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролю. 6. Спосіб за п. 1, який відрізняється тим, що автоматичний контроль конкретної кабельної продукції включає в режимі діалогу автоматичний пошук відповідної моделі еталонного джгута по введеному конструкторському найменуванню джгута, виведення на екран ПК інформації, яка містить номер відповідного стенда контролю та конструкторське найменування джгута, що контролюють, підключення джгута до відповідного стенда контролю та автоматичний контроль джгута, який включає автоматичну подачу одиничного сигналу, що формує ПК, на перший вхід першого мікропроцесора стенда контролю, що підключений, опитування по протоколу MODBUS всіх мікропроцесорів, що підключені, використовуючи їх мережні адреси, визначення станів входів всіх мікропроцесорів, що підключені, і автоматичне заповнення таблиці відповідних підключень, повторення процедури заповнення таблиці відповідних підключень для всіх інших входів всіх мікропроцесорів, що розміщені на конкретному стенді контролю, а потім автоматичне порівняння таблиці відповідних підключень джгута, що контролюють, з таблицею відповідних підключень еталонного джгута. Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of cable products
Автори англійськоюShamanovskyi Anatolii Dmytrovych, Shamanovskyi Oleksandr Dmytrovych, Vahanov Rostyslav Olehovych, Zhernikov Serhii Oleksandrovych
Назва патенту російськоюСпособ контроля кабельной продукции
Автори російськоюШамановский Анатолий Дмитриевич, Шамановский Александр Дмитриевич, Ваганов Ростислав Олегович, Жерников Сергей Александрович
МПК / Мітки
МПК: G01R 31/00
Мітки: спосіб, продукції, кабельної, контролю
Код посилання
<a href="https://ua.patents.su/6-70682-sposib-kontrolyu-kabelno-produkci.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю кабельної продукції</a>
Спосіб контролю якості плодоовочевої продукції
Номер патенту: 64569
Опубліковано: 16.02.2004
Автори: Стручаєв Микола Іванович, Стручаєв Костянтин Миколайович, Сабо Ольга Борисівна, Сабо Андрій Георгійович
МПК: G01N 33/02
Мітки: контролю, спосіб, плодоовочевої, якості, продукції
Формула / Реферат:
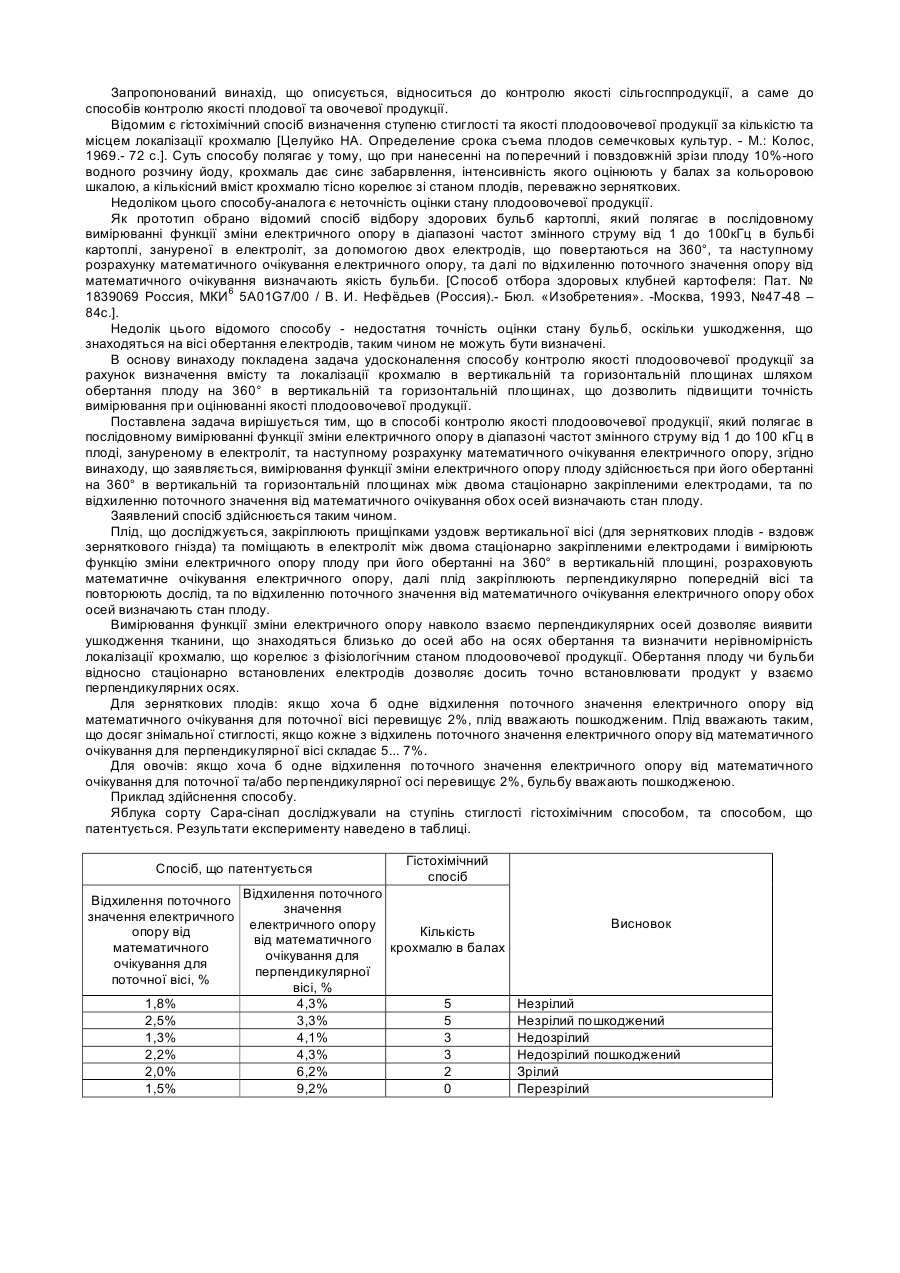
Спосіб контролю якості плодоовочевої продукції, що полягає у послідовному вимірюванні функції зміни електричного опору у діапазоні частот змінного струму від 1 до 100 кГц в плоді, зануреному в електроліт, та наступному розрахунку математичного очікування електричного опору, який відрізняється тим, що вимірювання функції зміни електричного опору плоду здійснюють при його обертанні на 360° в вертикальній та горизонтальній площинах між двома...
Спосіб контролю якості плодоовочевої продукції
Номер патенту: 95793
Опубліковано: 12.09.2011
Автори: Стручаєв Микола Іванович, Ялпачик Володимир Федорович
МПК: G01N 7/00
Мітки: якості, спосіб, продукції, плодоовочевої, контролю
Формула / Реферат:
Спосіб контролю якості плодоовочевої продукції, що полягає у визначенні строків знімання плодів, який включає відбір плодів перед зніманням їх на зберігання, проведення аналізу на виділення продуктів життєдіяльності, який відрізняється тим, що плід, який досліджують, закріплюють та стискають порожнистим еластичним здавлюючим елементом, в якому як компенсуючий газ використовують повітря або азот високої чистоти, який виконаний з можливістю...
Пристрій визначення тиску для контролю якості плодоовочевої продукції
Номер патенту: 41466
Опубліковано: 25.05.2009
Автори: Стручаєв Костянтин Миколаєвич, Ялпачик Володимир Федорович, Стручаєв Микола Іванович
МПК: G01N 7/00
Мітки: якості, плодоовочевої, тиску, визначення, продукції, контролю, пристрій
Формула / Реферат:
Пристрій визначення тиску для контролю якості плодоовочевої продукції, що включає здавлюючий елемент, з'єднаний з повітряним насосом, трубкою з розташованим на ній манометром, який відрізняється тим, що він додатково оснащений сталевою трубкою з отворами по всій довжині й діаметру та шомполом.
Скануючий пристрій для контролю якості плодової та овочевої продукції

Номер патенту: 68041
Опубліковано: 15.07.2004
Автори: Сабо Андрій Георгійович, Стручаєв Микола Іванович, Сабо Ольга Борисівна, Стручаєв Костянтин Миколайович
МПК: G01N 33/02
Мітки: якості, продукції, скануючий, плодової, пристрій, овочевої, контролю
Формула / Реферат:
Скануючий пристрій для контролю якості плодової та овочевої продукції, що має генератор, міст опору, омметр, вимірювальне середовище, який відрізняється тим, що вимірювальне середовище виконано у вигляді ємності, наповненої електролітом з зануреними в нього стаціонарно закріпленими електродами, яка закривається кришкою, причому кришку, дно та бокові стінки середовища обладнано пазами з встановленими в них прищіпками у двох взаємно...
Спосіб контролю за вмістом радіонуклідів – стронцію-90 і цезію-137 – у сировині, готовій та побічній продукції цукрового виробництва
Номер патенту: 68616
Опубліковано: 26.03.2012
Автори: Міронова Галина Серафимівна, Ігнатов Ігор Валентинович
МПК: G01N 1/44
Мітки: цукрового, сировини, цезію-137, готовий, побічний, радіонуклідів, виробництва, контролю, стронцію-90, продукції, спосіб, вмістом
Формула / Реферат:
1. Спосіб контролю за вмістом радіонуклідів - стронцію-90 і цезію-137 - у сировині, готовій та побічній продукції цукрового виробництва, що включає відбір проб, приготування лічильних зразків, вимір активності, який відрізняється тим, що перед відбором проб з досліджуваної партії виконують дозиметричний контроль фонового рівня, відбір проб включає виділення партії, однорідної по радіаційному фактору, визначення числа середніх проб,...
Попередній патент: Спосіб культивування калусних тканин рослин
Наступний патент: Робоче обладнання гідравлічного екскаватора
Випадковий патент: Спосіб дослідження оцінки та регістрації центрального поля зору та пристрій для його здійснення