Технологічна лінія для готування безводної льоткової маси
Номер патенту: 71663
Опубліковано: 25.07.2012
Автори: Бондар Анатолій Миколайович, Ляховець Олег Андрійович, Крикунов Борис Петрович, Макаров Сергій Анатолійович, Єжак Олександр Євлампійович, Колєсников Дмитро Васильович, Петров Юрій Васильович, Кащенко Володимир Леонідович, Козинцев Анатолій Миколайович, Золотопупов Михайло Сергійович






Формула / Реферат
1. Технологічна лінія для готування безводної льоткової маси, що містить бункер для порошкоподібного матеріалу, що складається із прийомної секції із саморозвантажним пристосуванням і накопичувальної секції, оснащений дозатором для порошкоподібного матеріалу, бункер для рідкого сполучного з розміщеним під ним дозатором, у корпусі якого розміщена труба, і змішувач, взаємозв'язаний з бункером для порошкоподібного матеріалу й бункером для рідкого сполучного, яка відрізняється тим, що вона додатково оснащена послідовно встановленими після змішувача екструдером і пакувальним стендом, при цьому прийомна секція бункера для порошкоподібного матеріалу оснащена вібратором, а дозатор для порошкоподібного матеріалу виконаний у вигляді розташованого усередині накопичувальної секції корпуса із установленими в ньому взаємозв'язаним з вібратором верхнім затвором і нижнім затвором, взаємозв'язаними між собою, труба в корпусі дозатора рідкого сполучного розташована горизонтально й оснащена кульовим вентилем, усередині корпуса змішувача розташовані два робочих вала із установленими під кутом лопатками й шибер у нижній його частині, при цьому корпус дозатора рідкого сполучного, корпус змішувача й корпус екструдера виконані обігріваючими за допомогою масляних електричних тенів, причому лінія оснащена програмувальним логічним контролером, з'єднаним з датчиками й виконавчими механізмами дозатора для порошкоподібного матеріалу, дозатора рідкого сполучного, змішувача, екструдера й пакувального стенда.
2. Технологічна лінія за п. 1, яка відрізняється тим, що пакувальний стенд містить установлений на візку ніж-шкребок, зштовхувач у вигляді гідроциліндра, дві бобіни спаяної між собою поліетиленової плівки і відрізний ніж.
Текст
Реферат: Технологічна лінія для готування безводної льоткової маси містить бункер для порошкоподібного матеріалу, що складається із прийомної секції із саморозвантажним пристосуванням і накопичувальної секції, оснащений дозатором для порошкоподібного матеріалу, бункер для рідкого сполучного з розміщеним під ним дозатором, у корпусі якого розміщена труба, і змішувач, взаємозв'язаний з бункером для порошкоподібного матеріалу й бункером для рідкого сполучного, містить послідовно встановлені після змішувача екструдером і пакувальним стендом. Прийомна секція бункера для порошкоподібного матеріалу оснащена вібратором. Дозатор для порошкоподібного матеріалу виконаний у вигляді розташованого усередині накопичувальної секції корпуса із установленими в ньому взаємозв'язаним з вібратором верхнім затвором і нижнім затвором, взаємозв'язаними між собою. Труба в корпусі дозатора рідкого сполучного розташована горизонтально й оснащена кульовим вентилем. Всередині корпуса змішувача є два робочих вала із установленими під кутом лопатками й шибер у нижній його частині. Корпус дозатора рідкого сполучного, корпус змішувача й корпус екструдера виконані обігріваючими. Лінія оснащена програмувальним логічним контролером, з'єднаним з датчиками й виконавчими механізмами дозатора для порошкоподібного матеріалу, дозатора рідкого сполучного, змішувача, екструдера й пакувального стенда. UA 71663 U (12) UA 71663 U UA 71663 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, переважно до готування безводної льоткової маси, й може бути використана для змішування сипучих матеріалів з рідинами в металургійній, хімічній промисловості, промисловості будівельних матеріалів і інших галузей. Відома установка для готування багатокомпонентних сумішей порошкоподібних матеріалів, що містить герметичний саморозвантажний контейнер, бункери вихідних матеріалів з дозаторами, установлені над конвеєром, з'єднаним зі змішувачем, аспіраційну систему, з'єднану з послідовно встановленими елктрофільтром, пневмонасосом, бункером з рукавним фільтром і змішувачем дрібнодисперсних фракцій з дозатором, розміщеним над конвеєром, а також проміжним бункером і додатковим змішувачем, послідовно з'єднаними з основним змішувачем (SU, № 1005876 А, кл. B01F 13/00, опубл. 23.03.1983 p.). Відома установка призначена тільки для сухого змішування порошкоподібних матеріалів і не може бути використана для готування багатокомпонентних мас із неоднорідних матеріалів із застосуванням рідкого сполучного, а наявність аспіраційних систем істотно ускладнює конструкцію установки й, відповідно, її працездатність і надійність. Відома установка для готування багатокомпонентної суміші, що містить витратні бункери з дозатором і шибером, розташовані над похилим стрічковим конвеєром, пристосування для зволоження у вигляді ємкості зі зволожувачем, з'єднане зі змішувачем, завантажувальний отвір якого розміщений під вихідним кінцем конвеєра, ворушитель і пристосування для доущільнення суміші, розташоване під вивантажувальним отвором змішувача, при цьому кожний з витратних бункерів і змішувач виконані з автоматичним датчиком рівня (RU, № 2031787 СІ, кл. В28С 9/00, опубл. 27.03.1995 р.). Відома установка характеризується невисокою надійністю її роботи, обумовленої наявністю значної кількості встаткування, а також складною конструкцією й значними габаритами. Найбільш близьким аналогом пропонованої корисної моделі є технологічна лінія для готування багатокомпонентної маси для виробництва вогнетривких виробів, що містить установлені над конвеєром бункери для периклазового клінкера різних фракцій і бункер для порошкоподібного матеріалу, наприклад фенольного сполучного у вигляді прийомної, проміжної й накопичувальної секцій, що оснащені шнековими живильниками, під якими розміщені автоматичні вагові дозатори для порошкоподібного матеріалу, при цьому прийомна секція оснащена кришкою, що закривається герметично, з мішкозахватним пристроєм, мішкорозтарувальним пристроєм, що включає механізми розрізування й струшування мішків, а проміжна секція оснащена ґратами для збору хімічно огрудкованих фрагментів порошкоподібного фенольного сполучного й лінією для їхнього видалення. Лінія також містить бункер для рідкого сполучного з розміщеним під ним автоматичним ваговим дозатором, ємкість якого оснащена усередині приймальним пристроєм, виконаним у вигляді вертикально встановленої труби, що заглушена усередині ємкості й має поздовжні прорізи, рівномірно розташовані по колу, яка незалежно підвішена на вагоприйомному пристрої й з'єднана із пневмосистемою для видалення рідкого сполучного з дозатора й подачі його в змішувач, що взаємозв'язаний з бункерами для периклазового клінкера різних фракцій і бункером для порошкоподібного фенольного сполучного (RU, № 2120376 СІ, кл. В28С 9/00, опубл. 20.10.1998 р.). Відома технологічна лінія не забезпечує досягнення необхідного технічного результату по наступних причинах. Використання відомої технологічної лінії має обмежені можливості, оскільки експлуатація її складових агрегатів здійснюється при кімнатній температурі, що виключає використання вихідних матеріалів з високою температурою кристалізації, наприклад для готування льоткової маси. Дана лінія характеризується складністю конструкції й невисокою надійністю її роботи, тому що наявність додаткового встаткування, необхідного для заповнення прийомної секції порошкоподібним фенольним сполучним із застосуванням мішкозахватного пристрою, мішкорозтарувального пристрою, що включає механізми розрізування й струшування мішків, а також лінією для видалення хімічно згрудкованих фрагментів ускладнює конструкцію установки й збільшує її габарити, а використання ваг значно здорожує вартість лінії. В основу корисної моделі поставлена задача вдосконалення технологічної лінії для готування безводної льоткової маси, у якій за рахунок конструктивних особливостей забезпечується готування багатокомпонентної маси з неоднорідних вихідних матеріалів у вигляді сформованої й упакованої продукції при спрощенні конструкції й підвищенні надійності лінії. Поставлена задача вирішується тим, що технологічна лінія для готування безводної льоткової маси, що містить бункер для порошкоподібного матеріалу, що складається із прийомної секції із саморозвантажливим пристосуванням і накопичувальної секції, оснащений 1 UA 71663 U 5 10 15 20 25 30 35 40 45 50 55 60 дозатором для порошкоподібного матеріалу, бункер для рідкого сполучного з розміщеним під ним дозатором, у корпусі якого розміщена труба, і змішувач, взаємозв'язаний з бункером для порошкоподібного матеріалу й бункером для рідкого сполучного, згідно з корисною моделлю додатково оснащена послідовно встановленими після змішувача екструдером і пакувальним стендом, при цьому прийомна секція бункера для порошкоподібного матеріалу оснащена вібратором, а дозатор для порошкоподібного матеріалу виконаний у вигляді розташованого усередині накопичувальної секції корпуса із установленими в ньому взаємозв'язаним з вібратором верхнім затвором і нижнім затвором, взаємозв'язаними між собою, труба в корпусі дозатора рідкого сполучного розташована горизонтально й оснащена кульовим вентилем, усередині корпуса змішувача розташовані два робочих вала із установленими під кутом лопатками й шибер у нижній його частині, при цьому корпус дозатора рідкого сполучного, корпус змішувача й корпус екструдера виконані обігріваючими за допомогою масляних електричних тенів, причому лінія оснащена програмувальним логічним контролером, з'єднаним з датчиками й виконавчими механізмами дозатора для порошкоподібного матеріалу, дозатора рідкого сполучного, змішувача, екструдера й пакувального стенда. Доцільно, щоб пакувальний стенд містив установлений на візку ніж-шкребок, зштовхувач у вигляді гідроциліндра, дві бобіни спаяної між собою поліетиленової плівки і відрізний ніж. На кресленні представлений загальний вид лінії для готування безводної льоткової маси для доменних печей. Технологічна лінія містить установлений на загальній рамі лінії бункер 1 для порошкоподібного матеріалу, оснащений вібратором 2 ИВ-05-50 380В для забезпечення просипання порошкоподібного матеріалу. Бункер 1 складається із прийомної секції 3 із саморозвантажним контейнером 4 і накопичувальної секції 5, і оснащений дозатором 6 для дозування порошкоподібного матеріалу у заданих межах. Дозатор 6 виконаний у вигляді розташованого усередині накопичувальної секції 5 корпуса із установленими в ньому взаємозв'язаним з вібратором 2 верхнім затвором 7 і нижнім затвором 8, взаємозв'язаними між собою. Лінія також містить бункер 9 для рідкого сполучного з розміщеним під ним дозатором 10, у корпусі якого горизонтально розташована труба 11, що оснащена кульовим вентилем 12. Лінія оснащена змішувачем 13, взаємозв'язаним з бункером 1 для порошкоподібного матеріалу й бункером 9 для рідкого сполучного. Усередині корпуса змішувача 13 розташовані два робочих вала 14 із установленими під кутом лопатками 15 і шибер 16 у нижній його частині. Лінія оснащена послідовно встановленими після змішувача 13 екструдером 17 і пакувальним стендом 18. Пакувальний стенд 18 містить установлений на візку 19 ніж-шкребок 20, зштовхувач 21 у вигляді гідроциліндра, дві бобіни 22 спаяної між собою поліетиленової плівки і відрізний ніж 23. Корпус дозатора 10 рідкого сполучного, корпус змішувача 13 і корпус екструдера 17 виконані обігріваючими за допомогою масляних електричних тенів 24. Лінія також оснащена програмувальним логічним контролером 26, з'єднаним з датчиками й виконавчими механізмами дозатора 6 для порошкоподібного матеріалу, дозатора 10 рідкого сполучного, змішувача 13, екструдера 17 і пакувального стенда 18. Технологічна лінія працює в такий спосіб. Дозування порошкоподібного матеріалу для готування безводної льоткової маси здійснюється наступним чином. В бункер 1, що складається із прийомної секції 3 із саморозвантажним контейнером 4 і накопичувальної секції 5, завантажують порошкоподібний матеріал. При закритому верхньому затворі 7 нижній затвор 8 залишається відкритим. При роботі дозатора 6 відбувається постійна зміна положення затворів, причому відкриття нижнього затвора 8 здійснюється після повного закриття верхнього затвора. При відкритті верхнього затвора 7 і переміщенні його в зону спрацьовування верхнього датчика положення включається вібратор 2. Після витримки в такому положенні (заданий період часу) відбувається перекидання затворів. Контроль положення затвора "відкрито" здійснюється нижнім датчиком положення. Регулювання кількості дозованого матеріалу здійснюються регулювальним болтом, який переміщає перегородку усередині корпуса дозатора 6, зменшуючи або збільшуючи камеру корпуса. Переміщення затворів здійснюється, наприклад, за рахунок гідроциліндрів. Дозування рідкого сполучного в дозаторі 10 у корпусі якого горизонтально розташована труба 11, що оснащена кульовим вентилем 12 бункера 9, призначено для дозування й передачі рідини в змішувач 13. Перетікання здійснюється по трубі 10, що обігрівається, і трубці, з'єднаних за допомогою швидкознімних пожежних головок шляхом відкриття за допомогою гідроциліндра кульового вентиля 12. Для збереження консистенції сполучного при витіканні здійснюється обігрів корпуса електричним повітряним теном 24. 2 UA 71663 U 5 10 15 20 25 30 35 40 45 Мастилостанція 25 призначена для фільтрації, охолодження й подачі робочої рідини під тиском до виконавчих органів. Мастилостанція складається із приводів, резервуара об'ємом 1000 л, охолоджуючої станції, стенда гідроапаратури. Подача робочої рідини від насоса до гідроапаратури для зменшення передачі вібрацій здійснюється рукавами високого тиску. У змішувачі 13 здійснюється рівномірне змішування рідкого сполучного й порошкоподібного матеріалу. Для перемішування використовуються два робочих вала 14, на яких розташовані по 42 лопатки 15. Установка лопаток 15 виконана під певним кутом, що забезпечує наявність зон: підбирання, попереднього змішування, змішування, перемішування зі зворотним кутом. Вивантаження зі змішувача 13 здійснюється у зоні змішування лопаток зі зворотним кутом установки, через шибер 16, що перебуває в нижній частині корпуса, в прийомну горловину екструдера 17. Для збереження консистенції смоли при перемішуванні здійснюється обігрів корпуса змішувача 13 електричними масляними тенами 24, установленими в раму. Суміш рідкого сполучного й порошкоподібного матеріалу, що надходить через горловину екструдера 17, піддається в екструдері 17 переміщенню, пресуванню й видачі суміші у вигляді брикетів перерізом 160×160 мм. Видача брикетів здійснюється на прийомному столі пакувального стенда 18. Для збереження консистенції готової суміші здійснюється обігрів корпуса екструдера 17 електричними масляними тенами 24, установленими в раму. Пакувальний стенд 18 призначений для впакування готових брикетів у поліетиленову плівку товщиною 80-120 мкм. Після видачі брикета у вигляді безперервної маси квадратного перерізу, виконується різка на мірні довжини по 300 мм. Різка здійснюється за допомогою візка 19, на якому установлений ніж-шкребок 20, що виконує функцію різки й шкребка для переміщення брикета в зону роботи зштовхувача 21. Зштовхувач 21 являє собою гідроциліндр, за допомогою якого брикет подається в зону між двома бобінами 22 спаяної між собою поліетиленової плівки для обволікання нею брикета. Після проходу зони роботи запайовиків шириною 500 мм, зштовхувач 21 відходить у вихідне положення й здійснюється пайка плівки по широкій стороні брикета. Для поділу плівки в місці запаювання на запайовиках передбачений відрізний ніж 23. При подаванні наступного брикета в зону впакування відбувається переміщення вже запакованого брикета в зону роботи запайовиків шириною 250 мм, які здійснюють запаювання із двох торців брикета. Після проходження через зону роботи запайовиків шириною 250 мм брикет подається на стіл готової продукції. Наявність у лінії програмувального логічного контролера 26, з'єднаного з датчиками й виконавчими механізмами дозатора 6 для порошкоподібного матеріалу, дозатора 10 рідкого сполучного, змішувача 13, екструдера 17 і пакувального стенда 18 служить для автоматичного керування лінією по готуванню льоткової маси. У робочому режимі інформація про параметри технологічного процесу від датчиків і виконавчих механізмів надходить у програмувальний логічний контролер 26, з якого направляється до операторної панелі по мережі Profibus-DP для візуалізації. Використання технологічної лінії дозволяє змішувати рідкі й порошкоподібні матеріали в різних пропорціях, підтримувати задану температуру суміші, формувати брикет, видавати впаковану готову продукцію й гнучко управляти всіма механізмами по заданому алгоритму. При цьому суттєво знижується частка ручної праці, що підвищує якість готової продукції, час виробництва, збільшує продуктивність і зменшує собівартість продукції. Таким чином, використання пропонованої корисної моделі забезпечує готування багатокомпонентної маси з неоднорідних вихідних матеріалів у вигляді сформованої й упакованої продукції при спрощенні конструкції й підвищенні надійності лінії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Технологічна лінія для готування безводної льоткової маси, що містить бункер для порошкоподібного матеріалу, що складається із прийомної секції із саморозвантажним пристосуванням і накопичувальної секції, оснащений дозатором для порошкоподібного матеріалу, бункер для рідкого сполучного з розміщеним під ним дозатором, у корпусі якого розміщена труба, і змішувач, взаємозв'язаний з бункером для порошкоподібного матеріалу й бункером для рідкого сполучного, яка відрізняється тим, що вона додатково оснащена послідовно встановленими після змішувача екструдером і пакувальним стендом, при цьому прийомна секція бункера для порошкоподібного матеріалу оснащена вібратором, а дозатор для порошкоподібного матеріалу виконаний у вигляді розташованого усередині накопичувальної секції корпуса із установленими в ньому взаємозв'язаним з вібратором верхнім затвором і нижнім затвором, взаємозв'язаними між собою, труба в корпусі дозатора рідкого сполучного розташована горизонтально й оснащена кульовим вентилем, усередині корпуса змішувача 3 UA 71663 U 5 розташовані два робочих вала із установленими під кутом лопатками й шибер у нижній його частині, при цьому корпус дозатора рідкого сполучного, корпус змішувача й корпус екструдера виконані обігріваючими за допомогою масляних електричних тенів, причому лінія оснащена програмувальним логічним контролером, з'єднаним з датчиками й виконавчими механізмами дозатора для порошкоподібного матеріалу, дозатора рідкого сполучного, змішувача, екструдера й пакувального стенда. 2. Технологічна лінія за п. 1, яка відрізняється тим, що пакувальний стенд містить установлений на візку ніж-шкребок, зштовхувач у вигляді гідроциліндра, дві бобіни спаяної між собою поліетиленової плівки і відрізний ніж. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological line for preparation of anhydrous casting mass
Автори англійськоюKrikunov Borys Petrovich, Petrov Yurii Vasyliovych, Koliesnykov Dmytro Vasyliovych, Kaschenko Volodymyr Leonidovych, Makarov Serhii Anatoliiovych, Yezhak Oleksandr Yevlampiiovych, Zolotopupov Mykhailo Serhiiovych, Bondar Anatolii Mykolaiovych, Liakhovets Oleh Andriiovych, Kozyntsev Anatolii Mykolaiovych
Назва патенту російськоюТехнологическая линия для приготовления безводной литниковой массы
Автори російськоюКрикунов Борис Петрович, Петров Юрий Васильевич, Колесников Дмитрий Васильевич, Кащенко Владимир Леонидович, Макаров Сергей Анатольевич, Ежак Александр Евлампиевич, Золотопупов Михаил Сергеевич, Бондар Анатолий Николаевич, Ляховец Олег Андреевич, Козинцев Анатолий Николаевич
МПК / Мітки
МПК: B28C 9/00
Мітки: готування, технологічна, льоткової, маси, безводної, лінія
Код посилання
<a href="https://ua.patents.su/6-71663-tekhnologichna-liniya-dlya-gotuvannya-bezvodno-lotkovo-masi.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для готування безводної льоткової маси</a>
Технологічна лінія для приготування комбікормів
Номер патенту: 68492
Опубліковано: 16.08.2004
Автори: Булгаков Володимир Никифорович, Трішин Олексій Констянтинович, Коробова Ніна Володимирівна
МПК: A23N 17/00
Мітки: приготування, комбікормів, технологічна, лінія
Формула / Реферат:
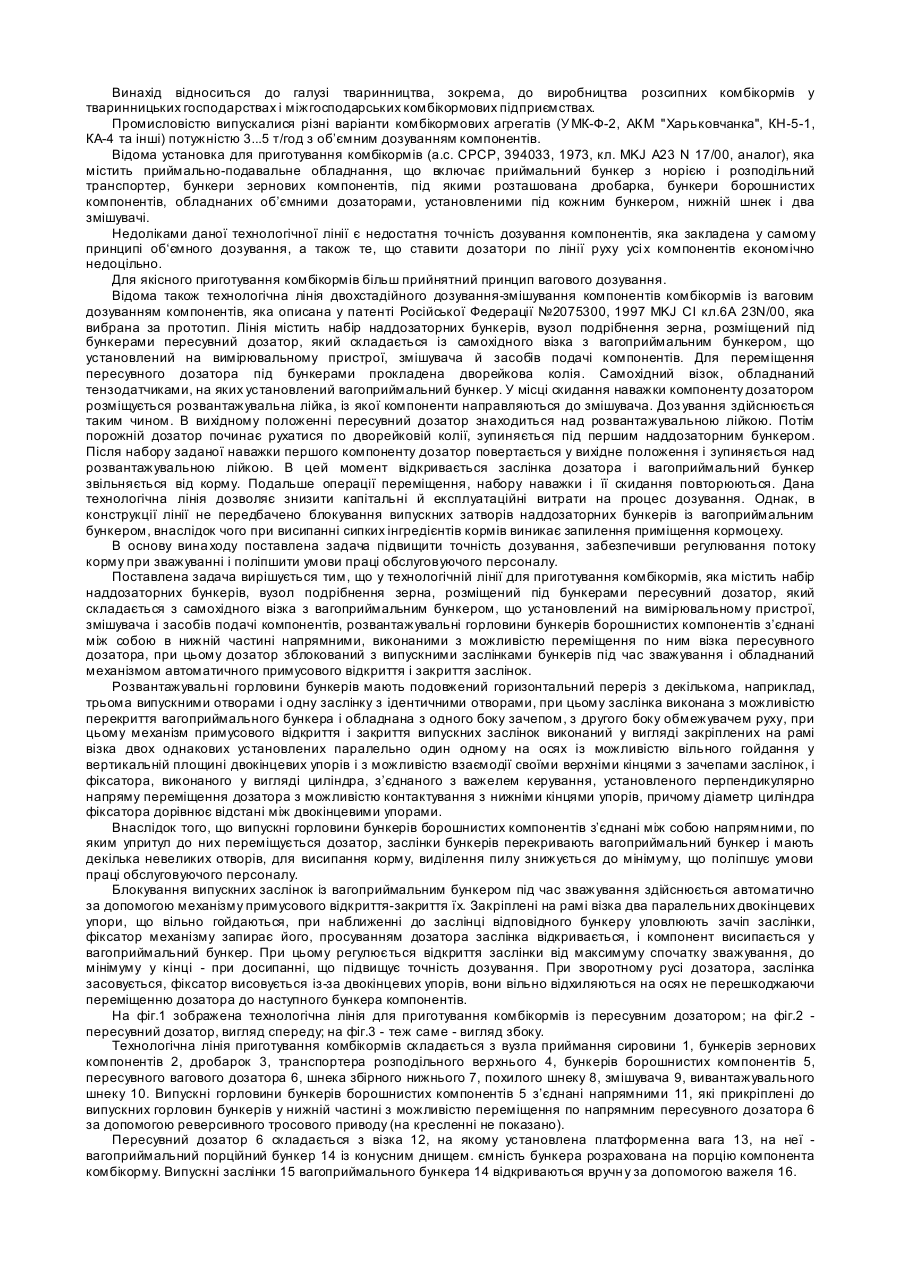
1. Технологічна лінія для приготування комбікормів, яка містить набір наддозаторних бункерів, вузол подрібнення зерна, розміщений під бункерами пересувний дозатор, який складається з самохідного візка з вагоприймальним бункером, що установлений на вимірювальному пристрої, змішувача й засобів подачі компонентів, яка відрізняється тим, що розвантажувальні горловини бункерів борошнистих компонентів з’єднані між собою в нижній частині напрямними,...
Технологічна лінія з виробництва полімерних будівельних матеріалів

Номер патенту: 52187
Опубліковано: 10.08.2010
Автор: Проців Василь Йосипович
МПК: B29B 17/00
Мітки: виробництва, полімерних, будівельних, лінія, матеріалів, технологічна
Формула / Реферат:
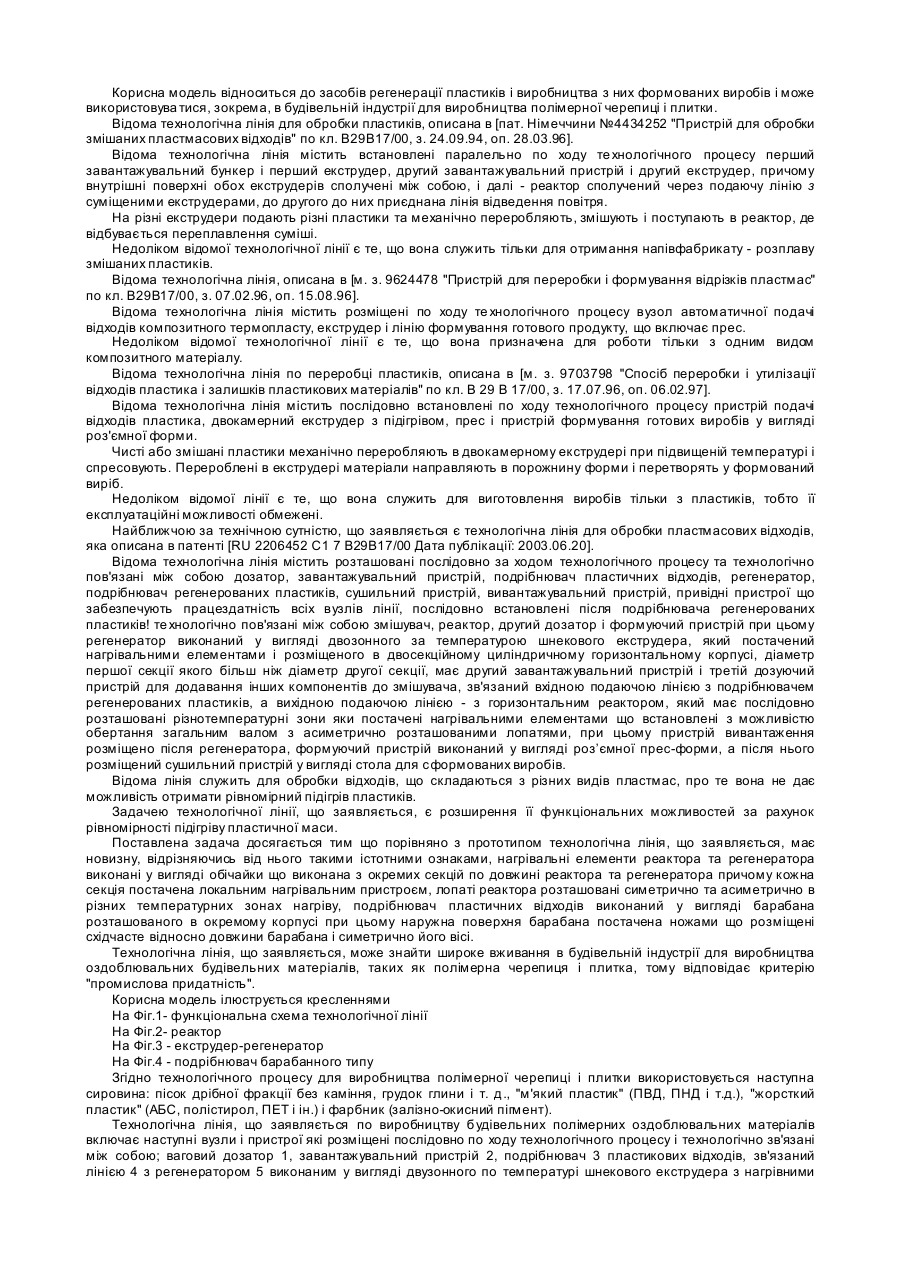
1. Технологічна лінія з виробництва полімерних будівельних матеріалів, що містить розташовані послідовно за ходом технологічного процесу та технологічно зв'язані між собою дозатор, завантажувальний пристрій, подрібнювач пластичних відходів, регенератор, подрібнювач регенерованих пластиків, сушильний пристрій, вивантажувальний пристрій, привідні пристрої, що забезпечують працездатність всіх вузлів лінії, послідовно встановлені після...
Технологічна лінія з виробництва полімерних будівельних матеріалів
Номер патенту: 6961
Опубліковано: 16.05.2005
Автори: Коваленко Василь Андрійович, Проців Василь Йосипович
МПК: B29B 17/00
Мітки: виробництва, технологічна, лінія, полімерних, матеріалів, будівельних
Формула / Реферат:
1. Технологічна лінія з виробництва полімерних будівельних матеріалів, що містить розташовані послідовно за ходом технологічного процесу та технологічно пов'язані між собою дозатор, завантажувальний пристрій, подрібнювач пластичних відходів, регенератор, подрібнювач регенерованих пластиків, сушильний пристрій, вивантажувальний пристрій, привідні пристрої, що забезпечують працездатність всіх вузлів лінії, послідовно встановлені після...
Технологічна лінія з виробництва начинкових мас для десертів кондитерських
Номер патенту: 16903
Опубліковано: 15.08.2006
Автор: ЛОГВІНОВ Олег Миколайович
МПК: A23G 3/02
Мітки: виробництва, начинкових, мас, лінія, кондитерських, десертів, технологічна
Формула / Реферат:
1. Технологічна лінія з виробництва начинкових мас для десертів кондитерських, що містить універсальний варильний апарат CARASTAR, проміжні ємності, дозувальні пристрої, трубопровід для подання води, накопичувальну лійку для цукру, вузол приготування жиру, вузол приготування желеутворювального розчину, проміжні резервуари, насоси, який відрізняється тим, що додатково містить другий універсальний варильний апарат CARASTAR 500, перший...
Технологічна лінія для виготовлення дрібноштучних будівельних виробів
Номер патенту: 44480
Опубліковано: 12.10.2009
Автори: Головач Микола Максимович, Головач Олександр Миколайович
МПК: B28B 15/00
Мітки: дрібноштучних, лінія, технологічна, виготовлення, будівельних, виробів
Формула / Реферат:
1. Технологічна лінія для виготовлення дрібноштучних будівельних виробів, що містить зв'язані транспортними засобами і розташовані по ходу технологічного процесу бункери з компонентами суміші, оснащені дозаторами, змішувач, прес, причому бункери з компонентами суміші зв'язані зі змішувачем загальним транспортним засобом, яка відрізняється тим, що вона додатково містить кран-мініпулятор з грейфером для подачі компонентів суміші на необхідну...
Попередній патент: Спосіб лікування хронічного генералізованого пародонтиту
Наступний патент: Амортизатор
Випадковий патент: Система передпускового розігріву двигуна автомобіля