Спосіб редукування гарячих слябів та пристрій для його здійснення
Номер патенту: 83680
Опубліковано: 11.08.2008
Автори: Іоффе Анатолій Мойсей-Аронович, Лєліков Алєксандр Ніколаєвіч, Зільберг Юрій Володимирович, Цвєтков Лєонід Євгєньєвіч



Формула / Реферат
1. Спосіб редукування гарячих слябів, який включає обтиск слябу по ширині окремими ділянками вздовж сляба двома симетрично встановленими лінійками, які виконані з можливістю зворотно-поступального руху перпендикулярно відносно поздовжньої осі сляба, який відрізняється тим, що обтиск проводять при довжині зони деформації, яка становить не менше 0,8 початкової ширини сляба.
2. Пристрій для редукування гарячих слябів, який включає два гідроциліндри, що розташовані симетрично по обидва боки лінії транспортування сляба до прокатного стану, на штоках яких встановлені лінійки для обтиску слябів по ширині, та обмежувачі вертикального вигину слябів, який відрізняється тим, що довжина лінійок становить не менше 0,8 початкової ширини сляба, а обмежувачі вертикального вигину слябів виконані з можливістю контакту з верхньою та нижньою поверхнями сляба своїми холостими роликами, при цьому верхні обмежувачі виконані з можливістю вертикального переміщення, а нижні - встановлені стаціонарно.
Текст
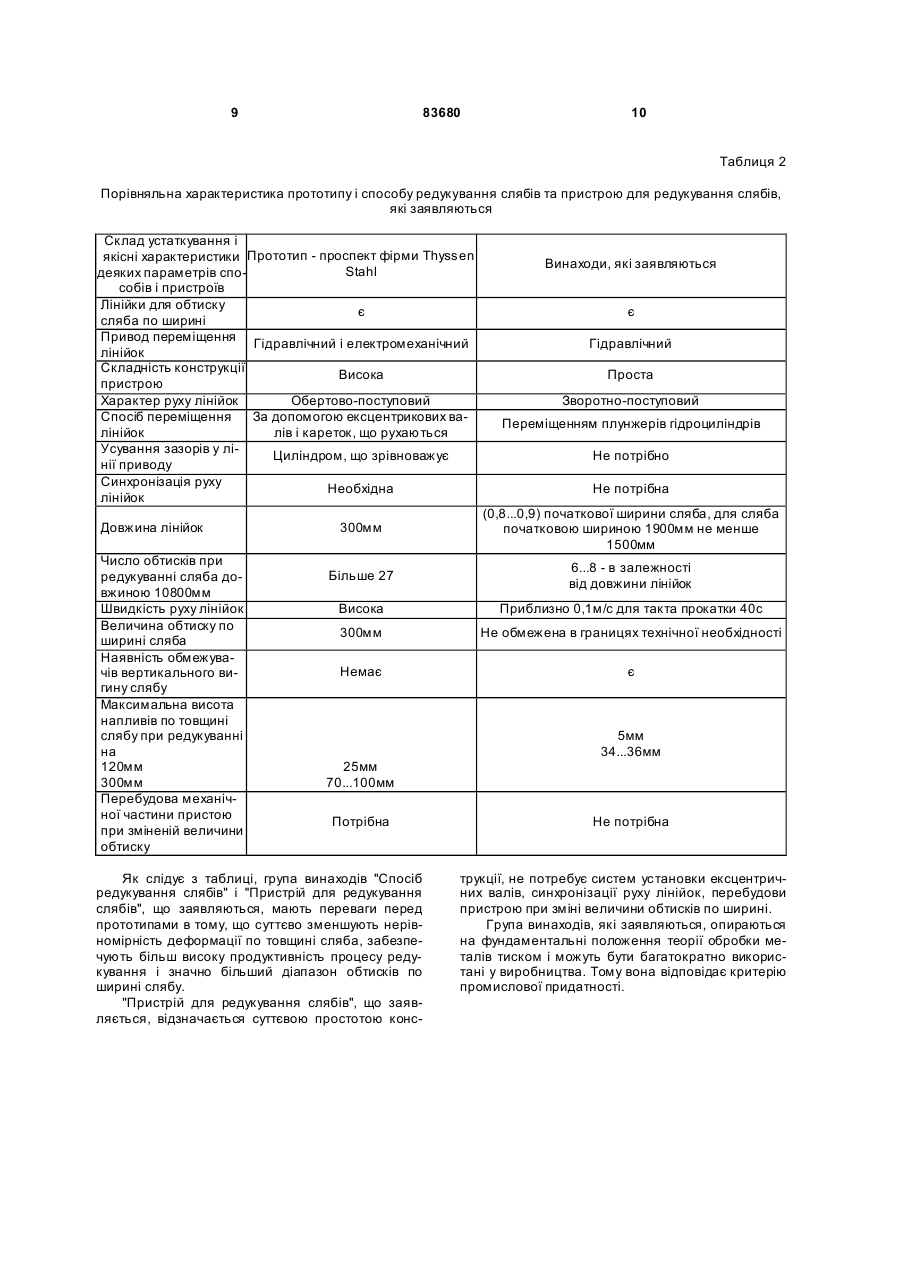
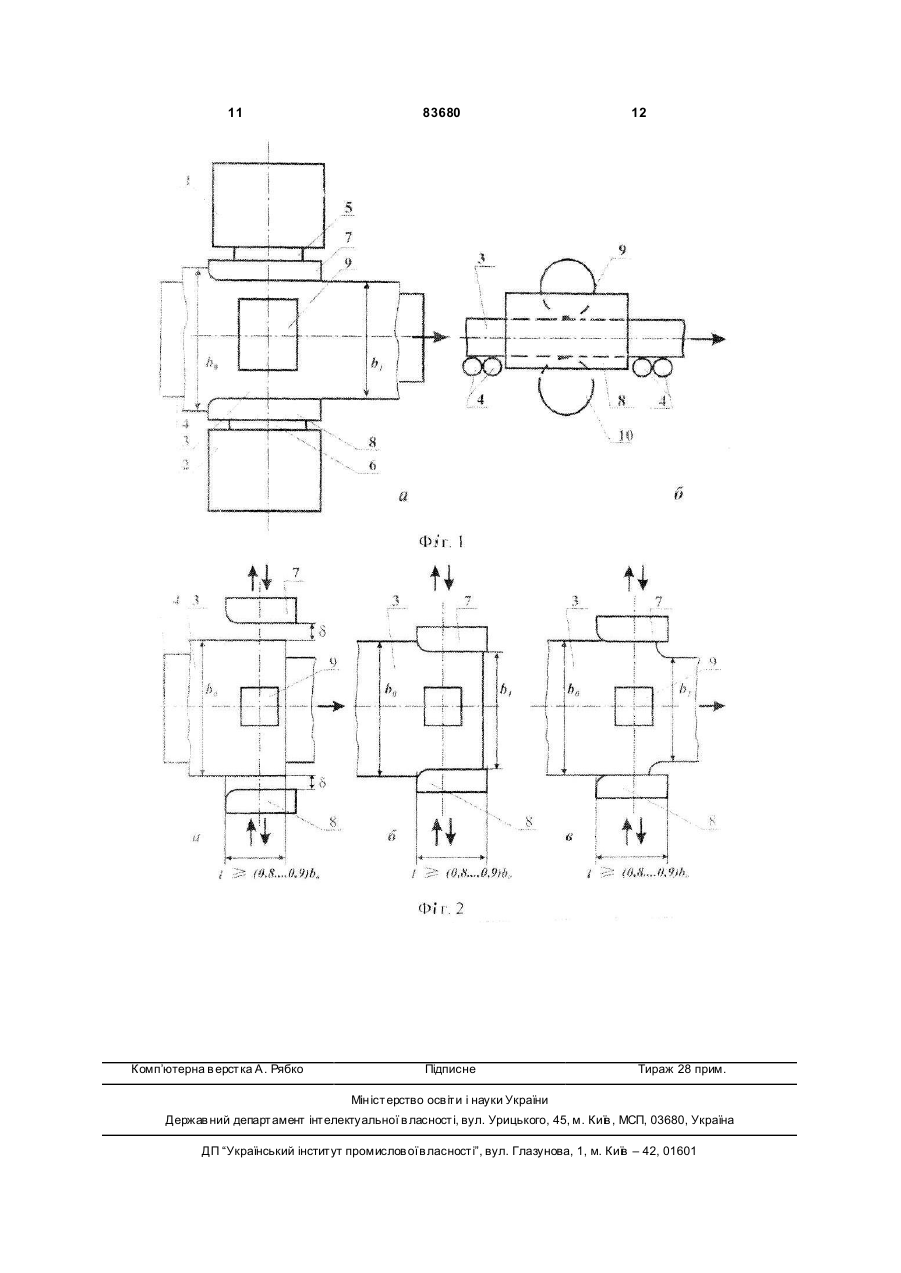
1. Спосіб редукування гарячих слябів, який включає обтиск слябу по ширині окремими ділянками вздовж сляба двома симетрично встановле C2 1 3 83680 льшення довжини рольгангу для транспортування слябів виключають можливість такого процесу. Іншим недоліком прокатки широких штаб у вертикальних валках є велика нерівномірність деформації по ширині. Нерівномірність деформації тим більше, чим менше значення фактору форми Ф відношення довжини контакту Ід до середньої висоти зони деформації hcp. Довжина контакту визначається за формулою ІД=(R Δhmax)0,5. Для умов прокатки, що розглядаються, ІД=(1145/2)0,5 (70)0,5=200мм. Середня висота зони деформації рівна половині суми ширини штаби до і після обтиску у вертикальних валках, приблизно вона рівна початкової ширині слябу. Величина Ф при найбільшим діаметрі валків не перевищує 0,2. При такому значенні Ф обтиски зосереджені на краях штаби. По її товщині з'являються напливи, які являють собою місцеві потовщення на краях [А.с. СССР №559741, МПК В21В1/38. Опубл. 1977, Б.и. №20]. При наступній прокатці у горизонтальних валках метал цих напливів зміщується у ширину штаби, що зменшує або навіть усуває ефект попереднього обтиску ширини. Відомий спосіб зменшення ширини штаби шляхом обтиску лінійками механічного пресу [Сафьян M.M. Прокатка широкополосной стали. M.: Металлургия, 1969, с.51...52, рис.22]. Спосіб призначений для забезпечення однакової ширини по довжині листа після прокатки в кліті для поширення, а також для виправлення штаби і придання лінійності боковим кромкам. Одна лінійка преса встановлюється стаціонарно, друга - р ухома. Для редукування по ширині цей процес не призначений. Найбільш близьким з технічної суті до винаходу, що заявляється, є спосіб зменшення ширини слябу двома паралельними лінійками, які рухаються за допомогою ексцентрикового пресу [Brammenstauchpresse und Quarto-Reversiergtrust mit Staucher Ghjcgern. Проспект фірми Thyssen Stahl, присвячений модернізації широкоштабових станів, яка включає установку преса для редукування. Представлено фірмою заводу "Северсталь" у 2002 році]. Недоліком вказаного способу є невелика довжина лінійок пресу, яка складає 400мм. 4 Вона ніяк не пов'язана з геометрією зони деформації. В основу першого з групи винаходів поставлено задачу забезпечення редукування гарячого слябу у любому діапазоні зміни його ширини при мінімізації нерівномірності деформації по висоті перед прокаткою у першій горизонтальній кліті, кардинального зменшення парку кристалізаторів установки для безперервного лиття заготовок і підвищення продуктивності процесу редукування. Задача вирішується шляхом редукування слябів перед задачею їх у першу кліть прокатного стану, яке включає обтиск гарячого сляба по ширині (редукування) окремими ділянками по довжині слябу двома симетрично встановленними лінійками, які мають зворотно-поступовий рух, перпендикулярний відносно поздовжньої осі слябу, який відрізняється тим, що обтиск при редукуванні проводять при довжині зони деформації, яка становить не менше (0,8...0,9) початкової ширини слябу. У відповідності до відомостей, які мають автори, сукупність ознак, які характеризують суть винаходу "Спосіб редукування слябів" невідома з існуючого рівня техніки. Тому спосіб, який заявляється - "Спосіб редукування слябів", відповідає критерію "новизна". Загальним признаком способа, який заявляється, і прийнятого за прототип, є обтиск гарячого слябу по ширині окремими ділянками по довжині слябу паралельними лінійками, довжина яких може бути менше повної довжини слябу. Особливістю, що відрізняє, є то, що довжина контакту лінійок зі слябом при редукуванні (обтиску по ширині) поставлена у залежність від початкової ширини слябу. Необхідність особливостей, що відрізняють "Спосіб редукування слябів", обумовлена даними, здобутими авторами про залежність нерівномірності деформації при обтиску по ширині від фактору форми Ф у даних умовах де формації. Для перевірки впливу величини Ф на нерівномірність деформації автори провели моделювання процесу обтиску слябів в паралельних лінійках на зразках з свинцю у масштабах 1:50 та 1:20. Результати моделювання у перерахунку на натурні розміри приведено у таблиці 1. Таблиця 1 Деякі результати моделювання на свинцю процесу редукування слябів Потовщення Довжина конта- Обтиски по ши- Максимальна висо- по середині Коефіцієнт витя- Відношення довжини контакту до початкокту рині, мм та напливів, мм гання товщини вої ширини слябу слябу, мм 400* 120 25...27** 3** Немає даних 0,22 300 100 30 нема 1,00 0,16 300 300 70...100 нема 1,00 0,17 1000 300 80...110 нема 1,00 0,57 1600 100 10...15 6...13 1,025 0,86 1600 200 28...30 15...18 1,040 0,89 1600 300 34...36 15...21 1,065 0,91 1600 600 100 50 1,100 1,00 розмірами 250×1900мм при різній довжині контакту металу з лінійками 5 83680 6 *зазначено довжину лінійок, фактично довжина контакту менша за необхідності перекривання довжини ділянок, які обтискуються; **за даними фірми Thyssen Stahl при редукуванні слябу розмірами 250×1520мм. Як видно з таблиці, при збільшенні довжини ділянки слябу, що обтискується, зменшується нерівномірність деформації, деформація поширюється по ширині слябу. Таким чином задача, що поставлена, вирішується так. Довжина ділянки слябу, що обтискується, повинна бути не менше, ніж (0,8...0,9)b 0, де b0 - початкова ширина слябу. При такій великій довжині контакту нерівномірність деформації мінімальна і спостерігається навіть витягання слябу. Останнє свідчить про те, що деформація проникає на всю ширину сляба. При цьому чим більше обтиск по ширині, тим менше нерівномірність деформації. Сукупність ознак, що характеризують відомі рішення, не забезпечують досягнення мінімальної нерівномірності деформації по висоті і здобуття витягання слябу і тільки наявність наведених ви ще ознак дозволяє здобути новий технічний результат. Тому винахід, що заявляється, "Спосіб редукування слябів", відповідає критерію "винахідницький рівень". Відомі преси для вирівнювання ширини листів після прокатки в кліті для поширювання штаб [Сафьян M.M. Прокатка широкополосной стали. M.: Мегаллургия, 1969, с.181...185] з електричним або гідравлічним приводом. Електричний привод потребує складного устаткування для перетворювання руху ротора, що обертається, у поступовий рух лінійок і не використовується для приводу міцних пресів. Відомий прес з гідравлічним приводом відрізняється малою міцністю і не може бути використаним для редукування слябів. Він обладнаний упорами для запобігання вигину сляба у вертикальній площині під час обтиску. Верхній упор являє собою гвинт, який обертається у нерухомій гайці, і приводиться від окремого двигуна. Він упирається у вер хню грань сляба і прижимає сляб до нижнього нерухомого упору. Така конструкція перешкоджає плину метала у витягання, бо в місці притискування виникають великі сили тертя, які направлені проти течії металу. Найбільш близьким за технічним змістом до винаходу, що заявляється, є сксценгриковий прес для обтиску гарячого слябу по ширині [Brammenstauchpresse und Quarto-Reversiergtrust mit Staucher Ghjcgern. Проспект фірми Thyssen Stahl, присвячений модернізації широкоштабових станів, що включає установку преса для редукування слябів. Представлено фірмою заводу "Северсталь" у 2002 році], що прийнятий за прототип. Для здійснення обтиску каретки, що переміщуються у дво х взаємопов'язаних станинах, встановлюються у вихідне положення за допомогою натискувальних гвинтів, які мають свій електропривод. Вони обладнані ексцентриковими валами з шатунами, а також каретками, на яких встановлені лінійки для обтиску сляба по ширині. Ексцентрики приводяться у обертання електродвигунами, робота яких синхронізована крізь редуктор. Зазор у лінії привода усувається за допомогою циліндру для зрівноваження. Особливість роботи преса у тому, що він може працювати у дво х режимах безперервному, коли сляб проходить крізь прес з швидкістю, яка регулюється трайброликами, що розташовані до і після лінійок по лінії руху слябу, а обтискуючи лінійки або синхронно переміщується разом зі слябом, або редукування відбувається в режимі зупинки слябу перед обтиском і наступним рухом вперед після закінчення обтиску сляба по ширині. Недоліки пристрою у складності конструкції і невеликій довжині лінійок для обтиску. Збільшення довжини лінійок потребує пропорційного збільшення міцності пресу і відповідно всіх його деталей і суттєвого збільшення габаритів пристрою. Режим з зупинками слябу при невеликій довжині лінійок суттєво збільшує час редукування, а режим безперервного обтиску погребує високу швидкість руху лінійок. В основу другого винаходу гр упи винаходів "Пристрій для редукування слябів" поставлена задача спрощення конструкції, яке дозволяє забезпечити високу продуктивність пристрою при редукуванні слябів, відсутність вигину штаби у вертикальній площині з одночасною свободою повздовжньої течії металу. Задача підвищення продуктивності вирішується вибором оптимальної довжини лінійок, яка перевищує (0,8...0,9) початкової ширини сляба. Перевищення потрібно для того, щоб забезпечити перекривання довжин сусідніх ділянок, які обтискуються. Відсутність вигину забезпечується установкою верхнього та нижнього обмежувачів, які контактують зі слябом холостими роликами. Суть винаходу пояснюється схемами, на яких зображено: Фіг.1 - схема пристрою для редукування слябів; а - вид звер ху, б - вид збоку; Фіг.2 - схема положення слябу на різних етапах редукування: а - початкове положення сляба у лінійках; б кінець обтиску переднього кінця слябу; в - положення слябу у лінійках перед початком обтиску чергової ділянки по довжині слябу; стрілками показані зворотно-поступовий рух лінійок і напрям поступового руху сляба. Пристрій, який зображений на Фіг.1, включає два гідроциліндра 1 і 2, розташованих по обидва боки сляба 3, який транспортується по рольгангу 4. На штоках 5 і 6 кожного гідроциліндра розміщені лінійки 7 і 8, призначені для редукування (обтиску по ширині) сляба 3, і одну чи декілька пар упорів, які контактують з поверхнями слябу холостими роликами 9 та 10. Нижні упори нерухомі, верхні мають можливість руху у вертикальній площині для роботи зі слябами різної товщини. При зближуванні лінійок 7 і 8 початкова ширина сляба b 0 зменшується до потрібного кінцевого розміру b1. Спрощення конструкції пристрою забезпечується застосуванням двох паралельно розташованих по обох боках транспортного рольганга гідроциліндрів 1 і 2, завдяки чому виключається необхідність складного приводу зміщення лінійок 7 7 83680 і 8, поширюється інтервал обтисків по ширині, а регулювання обтисків не потребує перебудови механізму привода лінійок. Час повного циклу редукування повинен бути менше такту прокатки для збереження продуктивності стану. Реалізувати такий процес можна шляхом установки по однієї осі двох гідроциліндрів 1 і 2 по обидві боки транспортного рольгангу 4 з можливістю одночасного переміщення штоків 5 і 6 кожного гідроциліндра. На штоках 5 і 6 установлюються лінійки 7 і 8, довжина яких перевищує (0,8...0,9) початкової ширини сляба b0. Конструкція пристрою відзначається простотою, не потребує строгої синхронізації руху штоків на заданий обтиск, системи зрівноваження, використання додаткових електродвигунів. Підвищення довжини лінійок 7 і 8 дозволяє зменшити кількість циклів обтиску і, таким чином, час обтискування слябу. Тому процес редукування можна проводити при нерухомому під час обтиску слябу 3. Для того, щоб виключити вигин штаби при обтиску, необхідно встановити обмежувачі вигину у вертикальній площині в зоні обтиску сляба. Відмінною особливістю преса є наявність однієї або декількох пар обмежувачів вертикального вигину сляба, які контактують з поверхнею сляба холостими роликами 9 і 10. Верхні обмежувачі з роликами 9 мають змогу вертикального зміщення для забезпечення фіксації слябів різної товщини. Нижні обмежувачі з роликами 10 розташовані стаціонарно. Наявність холостих роликів створює режим тертя катання, завдяки чому знижується величина і опір сил тертя і полегшується поздовжній рух металу, що де формується, і знижується нерівномірність деформації. Загальними признаками винаходу, що заявляється, і прототипом, є наявність двох лінійок 7 і 8, які мають зворотно-поступовий рух, завдяки чому відбувається обтиск сляба по ширині і наступне розсування лінійок 7 і 8, що забезпечує вільне переміщення слябу у нове положення для наступного обтиску, та наявність обмежувачів вигину слябу у вертикальній площині. Ознаками, що відрізняють винахід, який заявляється, "Пристрій для редукування слябів" від прототипа є співвідношення між довжиною лінійок пресу і початковою шириною сляба 1, яке у прототипу не перевищує 0,2, а у винаходу, який заявляється, "Пристрій для редукування слябів", становить більше (0,8...0,9), та наявність холостих роликів 9 і 10, за допомогою яких обмежувачі вигину зменшують вертикальний вигин слябу, при цьому верхні обмежувачі і їх холості ролики 9 мають змогу переміщуватись у вертикальній площині, а нижні обмежувачі і їх холості ролики 10 встановлені стаціонарно. Сукупність ознак, які характеризують відомі рішення, не дозволяють досягти високої продуктивності процесу обтиску сляба і мінімізувати нерівномірність деформації, і тільки наявність перелі 8 чених відмінностей дозволяє забезпечити новий технічний результат. Тому винахід, який заявляється, "Пристрій для редукування слябів", відповідає критерію "новизна". Спосіб, який заявляється, здійснюється за допомогою пристрою для редукування гарячих слябів, включає два гідроциліндра 1 і 2, розташованих симетрично по обидва боки сляба 3, який транспортується по рольгангу 4 до прокатного стану, на штоках 5 і 6 яких встановлені лінійки 7 і 8 для обтиску слябів по ширині, і обмежувачі вертикального вигину слябів, який відрізняєтьсятим, що довжина лінійок 7 і 8 повинна перевищувати (0,8...0,9) початкової ширини слябу 3, а обмежувачі вертикального вигину слябів контактують з широкими поверхнями слябу холостими роликами, при цьому верхні обмежувачі вертикального вигину слябів з роликами 9 мають змогу вертикального переміщення, а нижні обмежувачі вертикального вигину слябів з роликами 10 встановлені стаціонарно. Робота пристрою полягає у наступному (Фіг.2). В початковий момент зазор між слябом 3 і кожною з лінійок 7 і 8 перевищує початкову ширину слябу b0 на величину d (Фіг.2,а) для можливості вільного переміщення слябу З між лінійками 7 і 8. Сляб подається уперед на відстань не менше (0,8...0,9) початкової ширини сляба b0 і зупиняється в цьому положенні (Фіг.2,а), його нижня поверхня торкається роликів 10 (Фіг.1,б). Потім верхній обмежувач опускається вниз до торкання холостого ролика 9 з поверхнею слябу і фіксується у цьому положенні. Лінійки 7 і 8 зближуються одна з одною і провадиться обтиск слябу по ширині (редукування) до заданої величини b1 (Фіг.2,б). Після завершення обтиску лінійки 7 і 8 розводяться на відстань, мінімально необхідну для забезпечення вільного переміщення у нове положення, не менше (0,8...0,9)b0. Верхні холості ролики 9 можуть бути підняті для вільного руху сляба 3 уперед. Подальше процес редукування сляба 3 по ширині повторюється (Фіг.2,в) до її зменшення по всій його довжині до значення b1. Сукупність ознак, які характеризують відомі рішення, не забезпечують досягнення нових властивостей і тільки наявність перелічених ознак дозволяє здобути новий технічний результат. Тому винахід, який заявляється, відповідає критерію "винахідницький рівень". Наявність ознак, які відзначають винахід, що заявляється, обумовлено тим, що для редукування з мінімальною нерівномірністю деформації і максимальною продуктивністю процесу необхідно забезпечити довжину лінійок, яка б перевищувала (0,8...0,9) початкової ширини сляба, а вигин слябу у вертикальній площині запобігався обмежувачами вигину, які одночасно повинні забезпечити вільний повздовжній плин металу, що деформується. Порівняльна характеристика пристрою, що пропонується, і прототипу наведено у таблиці 2. 9 83680 10 Таблиця 2 Порівняльна характеристика прототипу і способу редукування слябів та пристрою для редукування слябів, які заявляються Склад устаткування і якісні характеристики Прототип - проспект фірми Thyssen Stahl деяких параметрів способів і пристроїв Лінійки для обтиску є сляба по ширині Привод переміщення Гідравлічний і електромеханічний лінійок Складність конструкції Висока пристрою Характер руху лінійок Обертово-поступовий Спосіб переміщення За допомогою ексцентрикових валінійок лів і кареток, що рухаються Усування зазорів у ліЦиліндром, що зрівноважує нії приводу Синхронізація руху Необхідна лінійок Довжина лінійок Число обтисків при редукуванні сляба довжиною 10800мм Швидкість руху лінійок Величина обтиску по ширині сляба Наявність обмежувачів вертикального вигину слябу Максимальна висота напливів по товщині слябу при редукуванні на 120мм 300мм Перебудова механічної частини пристою при зміненій величини обтиску Винаходи, які заявляються є Гідравлічний Проста Зворотно-поступовий Переміщенням плунжерів гідроциліндрів Не потрібно Не потрібна 300мм (0,8...0,9) початкової ширини сляба, для сляба початковою шириною 1900мм не менше 1500мм Більше 27 6...8 - в залежності від довжини лінійок Висока Приблизно 0,1м/с для такта прокатки 40с 300мм Не обмежена в границях технічної необхідності Немає є 5мм 34...36мм 25мм 70...100мм Потрібна Як слідує з таблиці, група винаходів "Спосіб редукування слябів" і "Пристрій для редукування слябів", що заявляються, мають переваги перед прототипами в тому, що суттєво зменшують нерівномірність деформації по товщині сляба, забезпечують більш високу продуктивність процесу редукування і значно більший діапазон обтисків по ширині слябу. "Пристрій для редукування слябів", що заявляється, відзначається суттєвою простотою конс Не потрібна трукції, не потребує систем установки ексцентричних валів, синхронізації руху лінійок, перебудови пристрою при зміні величини обтисків по ширині. Група винаходів, які заявляються, опираються на фундаментальні положення теорії обробки металів тиском і можуть бути багатократно використані у виробництва. Тому вона відповідає критерію промислової придатності. 11 Комп’ютерна в ерстка А. Рябко 83680 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of reduction of hot slabs
Автори англійськоюZilberh Yurii Volodymyrovych, Ioffe Anatolii Moisei-Aronovych, Lielikov Alieksandr Nikolaievich, Tsvietkov Lieonid Yevhienievich
Назва патенту російськоюСпособ редуцирования горячих слябов и устройство для его осуществления
Автори російськоюЗильберг Юрий Владимирович, Иоффе Анатолий Моисей-Аронович, Леликов Александр Николаевич, Цветков Леонид Евгеньевич
МПК / Мітки
МПК: B21B 1/38, B21B 15/00
Мітки: гарячих, спосіб, слябів, здійснення, редукування, пристрій
Код посилання
<a href="https://ua.patents.su/6-83680-sposib-redukuvannya-garyachikh-slyabiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб редукування гарячих слябів та пристрій для його здійснення</a>
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Налча Георгій Іванович, Грекова Наталія Нілівна, Кліменко Владислав Антонович, Дубінський Борис Євгенійович, Карнаушенко Ніл Андрійович, Шебаніц Едуард Миколайович, Омельяненко Микола Іванович, Васекін Андрій Валерійович, Климанчук Владислав Владиславович, Радушев Олексій Олександрович
МПК: B21B 1/38
Мітки: редукування, спосіб, заготовок, литих
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб виготовлення тонких слябів і пристрій для його здійснення
Номер патенту: 76732
Опубліковано: 15.09.2006
Автори: Мюллер Юрген, Ріттнер Карл, Вергніорі Д. Фернандо, Сагасті Педро, Вільяреаль Гутьєррес Армандо
МПК: B22D 11/12
Мітки: здійснення, тонких, виготовлення, слябів, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення тонких слябів, які обтискають по поперечному перерізу під час твердіння, в установці безперервного розливу, проводка якої, що примикає до кристалізатора, містить множину секцій з розташованими навпроти одна одної парами роликів, при цьому одна секція містить клиноподібно встановлювані роликові ділянки або групи напрямних для зміни товщини заготовки з рідкою серцевиною, який відрізняється тим, що здійснюють...
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Томас Джон Е., Тіппінс Джордж В.
МПК: B21B 13/22, B21B 1/04
Мітки: установка, товщини, здійснення, ємність, спосіб, одержання, зберігання, проміжної, слябів
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Мангуш Валентин Георгійович, Дубінський Борис Євгенійович, Радушев Олексій Олександрович, Кашков Геннадій Алимович, Пасько Іван Олександрович, Шебаніц Едуард Миколайович, Грекова Юлія Сергіївна, Норка Сергій Петрович, Омельяненко Микола Іванович, Васекін Андрей Валерійович, Карнаушенко Ніл Андрійович, Лук'янчиков Олександр Миколайович, Дригін Олександр Іванович, Климанчук Владислав Владиславович, Рапін Аркадій Олександрович, Конкін Юрій Петрович
МПК: B21B 1/02
Мітки: спосіб, слябів, прокатки
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:∆hb = const = 35 мм при b = 1000 - 1530 мм,де b - ширина сляба.
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: розливної, форми, безперервного, подачі, трубі, пристрій, спосіб, здійснення, установки, лиття, заміни, ливарний, тонких, слябів
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Попередній патент: Спосіб ідентифікації вірусної строкатості рослин
Наступний патент: Застосування агомелатину в одержанні ліків, призначених для лікування біполярних розладів
Випадковий патент: Спосіб заміщення післяопераційних дефектів при спондилітах