Спосіб виготовлення поелементно армованого стінового модуля “стімоль”
Формула / Реферат
Спосіб виготовлення поелементно армованого стінового модуля, у якому дрібноштучні кладочні вироби, що мають симетричні отвори із заглибленнями на верхньому і нижньому краях або без заглиблень та пази на тичкових гранях, укладають порядово з перев'язкою швів, який відрізняється тим, що для взаємоз'єднання кладочних виробів у суміжних горизонтальних рядах кладки в симетричні отвори кладочних виробів вводять армуючі елементи з фіксаторами-розпірками та заглушками, що перешкоджають витоку розчину, після чого ці ж отвори зволожують і вводять в них дозовану порцію розчину, потім утеплюють отвори, що утворюються пазами на стику тичкових граней кладочних виробів, наносять на верхню грань ряду в'яжучий матеріал, здійснюють віброущільнення розчину в отворах та в'яжучого матеріалу між горизонтальними рядами кладки і в подальшому аналогічно укладають наступні ряди, забезпечуючи поелементно армовану кладку та отримуючи вертикальні наскрізні канали по всій висоті модуля, які утворені симетричними отворами кладочних виробів і повністю або частково заповнені розчином та підсилені армуючими елементами, а на бокових гранях модулів виконують канали-заглиблення для інженерних комунікацій.
Текст
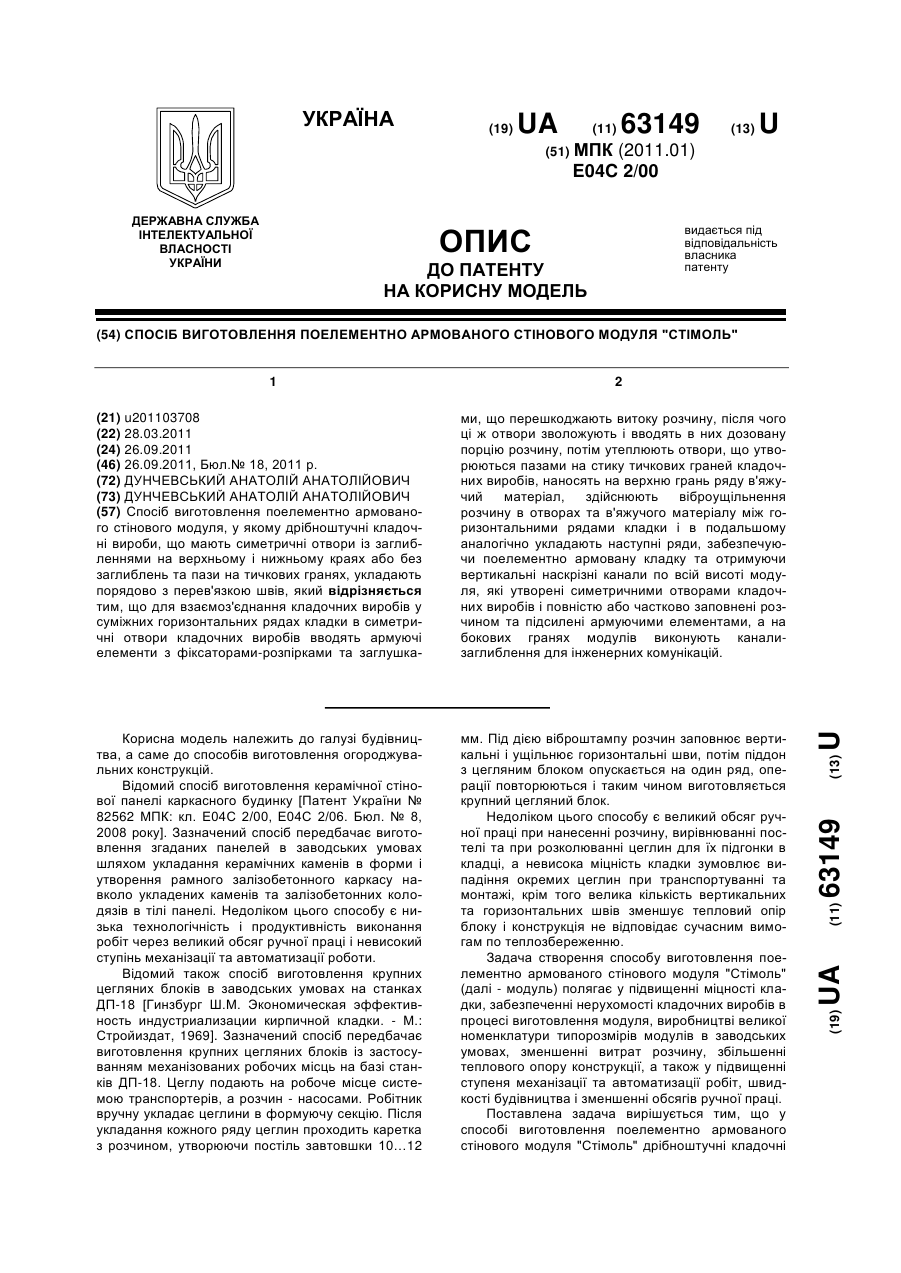
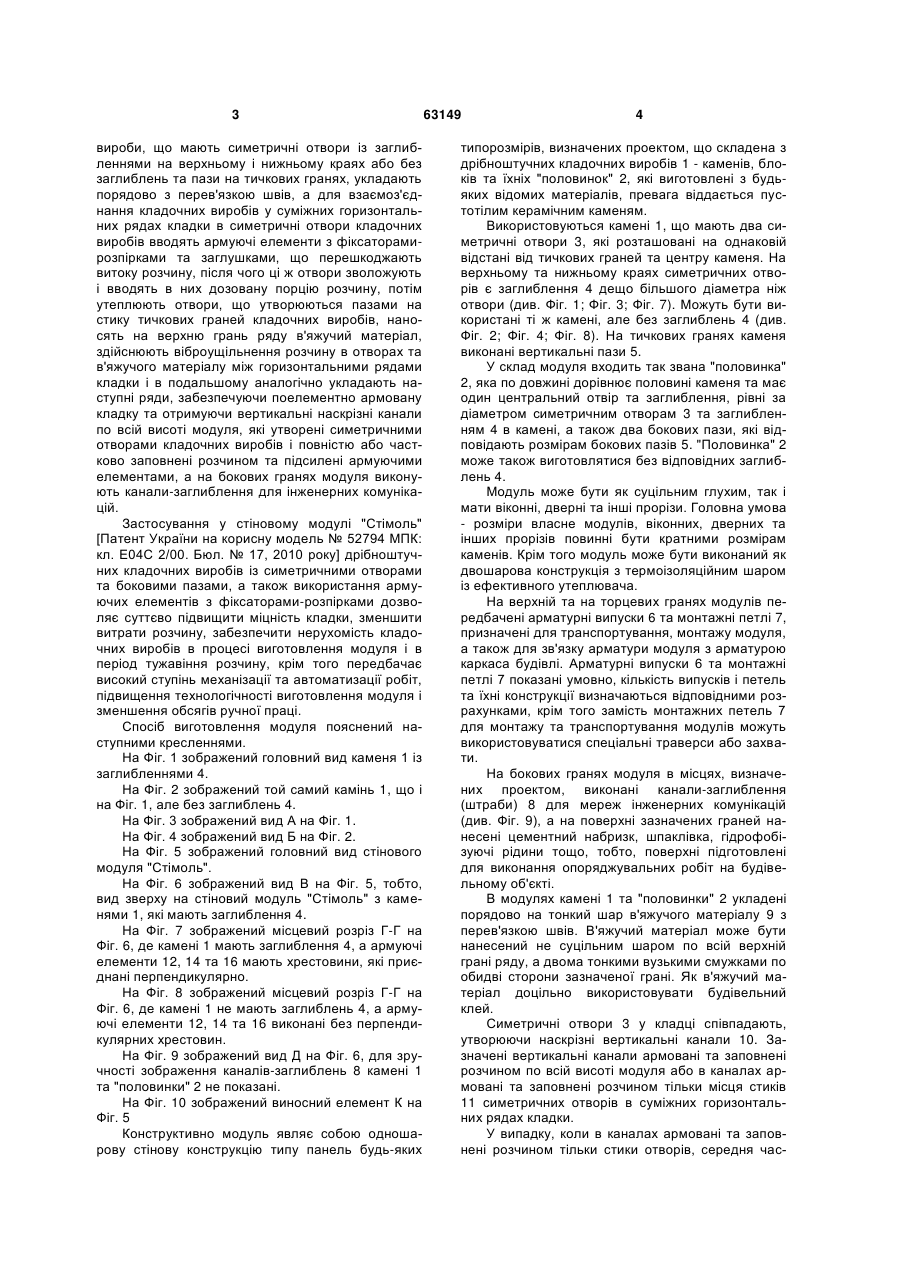
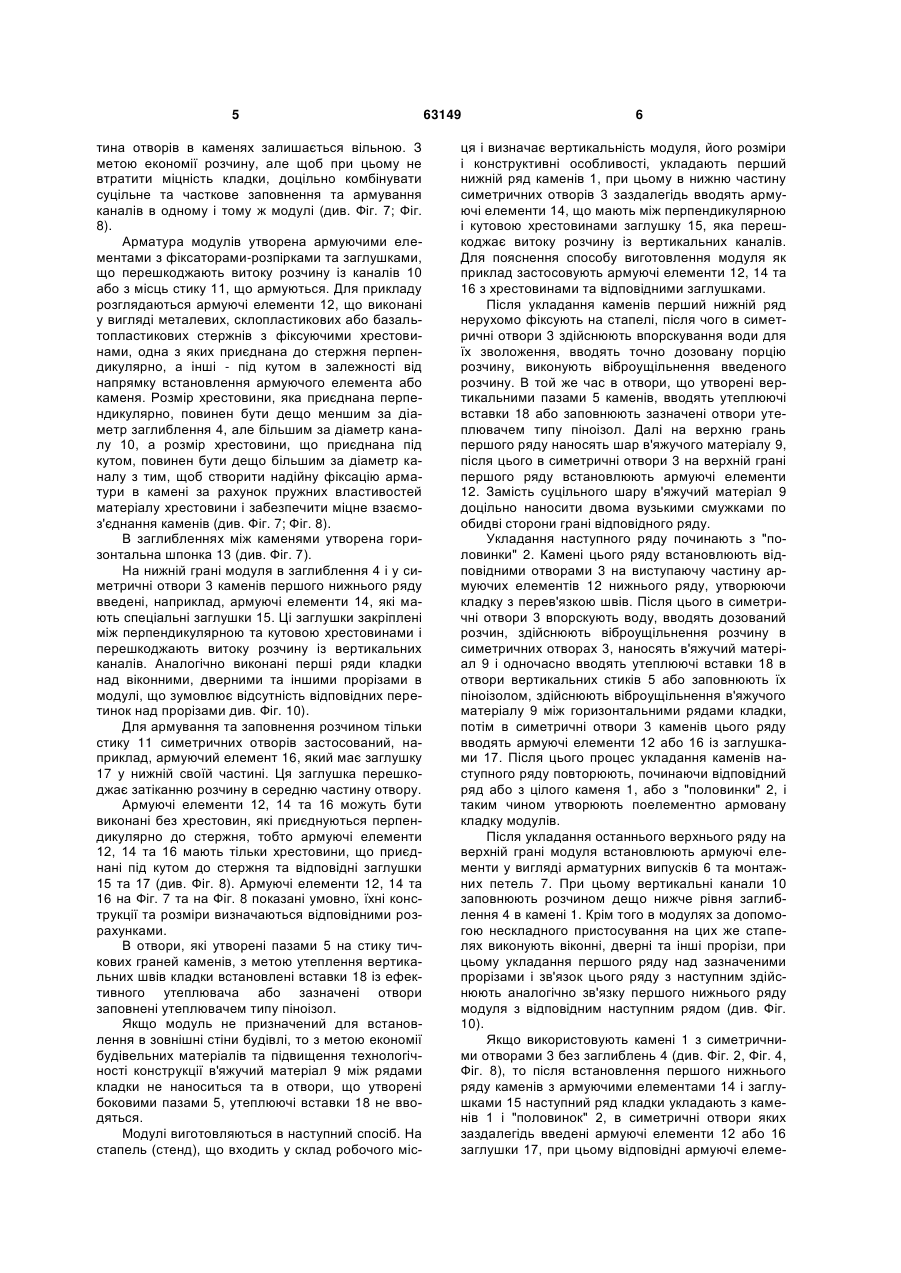
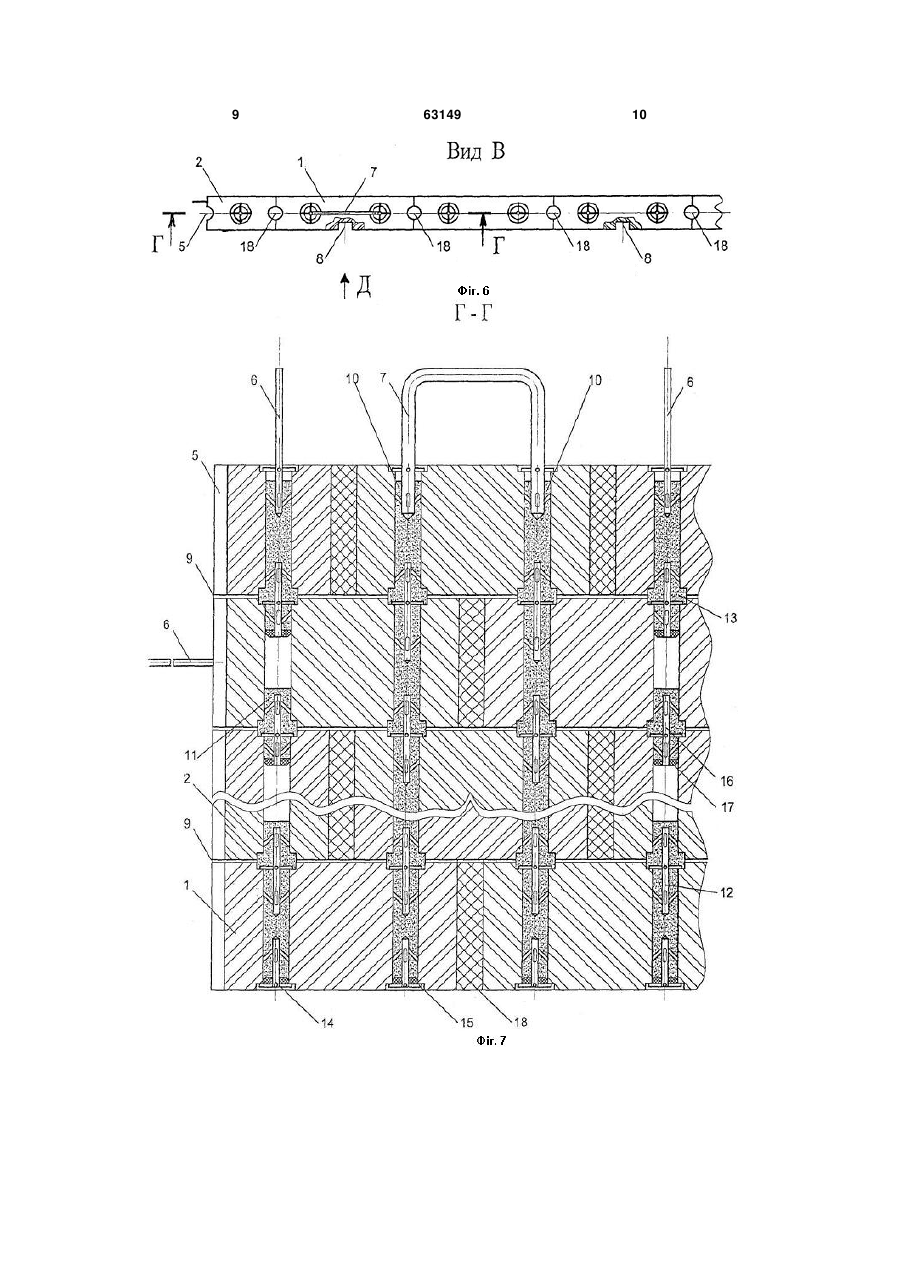
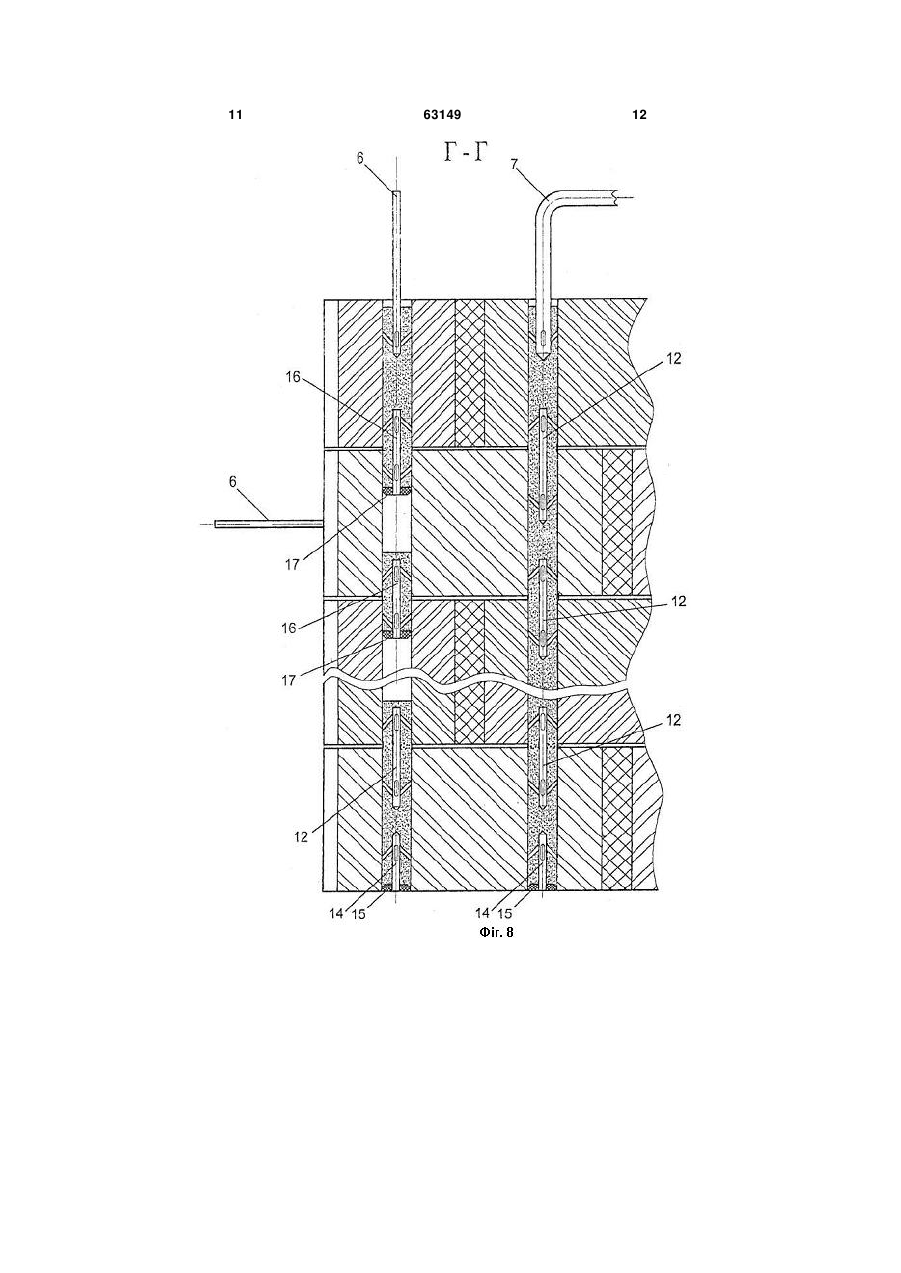
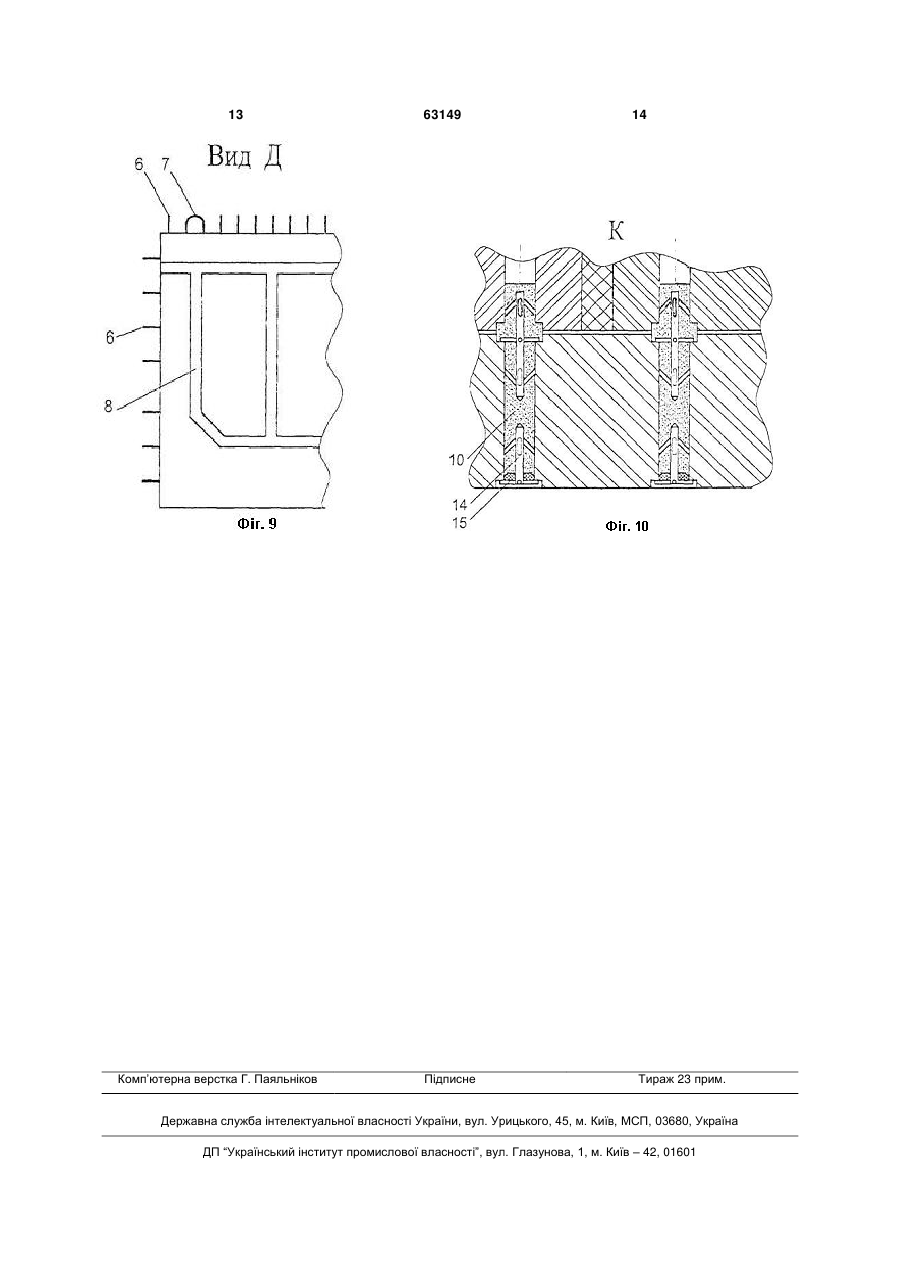
Спосіб виготовлення поелементно армованого стінового модуля, у якому дрібноштучні кладочні вироби, що мають симетричні отвори із заглибленнями на верхньому і нижньому краях або без заглиблень та пази на тичкових гранях, укладають порядово з перев'язкою швів, який відрізняється тим, що для взаємоз'єднання кладочних виробів у суміжних горизонтальних рядах кладки в симетричні отвори кладочних виробів вводять армуючі елементи з фіксаторами-розпірками та заглушка 3 вироби, що мають симетричні отвори із заглибленнями на верхньому і нижньому краях або без заглиблень та пази на тичкових гранях, укладають порядово з перев'язкою швів, а для взаємоз'єднання кладочних виробів у суміжних горизонтальних рядах кладки в симетричні отвори кладочних виробів вводять армуючі елементи з фіксаторамирозпірками та заглушками, що перешкоджають витоку розчину, після чого ці ж отвори зволожують і вводять в них дозовану порцію розчину, потім утеплюють отвори, що утворюються пазами на стику тичкових граней кладочних виробів, наносять на верхню грань ряду в'яжучий матеріал, здійснюють віброущільнення розчину в отворах та в'яжучого матеріалу між горизонтальними рядами кладки і в подальшому аналогічно укладають наступні ряди, забезпечуючи поелементно армовану кладку та отримуючи вертикальні наскрізні канали по всій висоті модуля, які утворені симетричними отворами кладочних виробів і повністю або частково заповнені розчином та підсилені армуючими елементами, а на бокових гранях модуля виконують канали-заглиблення для інженерних комунікацій. Застосування у стіновому модулі "Стімоль" [Патент України на корисну модель № 52794 МПК: кл. Е04С 2/00. Бюл. № 17, 2010 року] дрібноштучних кладочних виробів із симетричними отворами та боковими пазами, а також використання армуючих елементів з фіксаторами-розпірками дозволяє суттєво підвищити міцність кладки, зменшити витрати розчину, забезпечити нерухомість кладочних виробів в процесі виготовлення модуля і в період тужавіння розчину, крім того передбачає високий ступінь механізації та автоматизації робіт, підвищення технологічності виготовлення модуля і зменшення обсягів ручної праці. Спосіб виготовлення модуля пояснений наступними кресленнями. На Фіг. 1 зображений головний вид каменя 1 із заглибленнями 4. На Фіг. 2 зображений той самий камінь 1, що і на Фіг. 1, але без заглиблень 4. На Фіг. 3 зображений вид А на Фіг. 1. На Фіг. 4 зображений вид Б на Фіг. 2. На Фіг. 5 зображений головний вид стінового модуля "Стімоль". На Фіг. 6 зображений вид В на Фіг. 5, тобто, вид зверху на стіновий модуль "Стімоль" з каменями 1, які мають заглиблення 4. На Фіг. 7 зображений місцевий розріз Г-Г на Фіг. 6, де камені 1 мають заглиблення 4, а армуючі елементи 12, 14 та 16 мають хрестовини, які приєднані перпендикулярно. На Фіг. 8 зображений місцевий розріз Г-Г на Фіг. 6, де камені 1 не мають заглиблень 4, а армуючі елементи 12, 14 та 16 виконані без перпендикулярних хрестовин. На Фіг. 9 зображений вид Д на Фіг. 6, для зручності зображення каналів-заглиблень 8 камені 1 та "половинки" 2 не показані. На Фіг. 10 зображений виносний елемент К на Фіг. 5 Конструктивно модуль являє собою одношарову стінову конструкцію типу панель будь-яких 63149 4 типорозмірів, визначених проектом, що складена з дрібноштучних кладочних виробів 1 - каменів, блоків та їхніх "половинок" 2, які виготовлені з будьяких відомих матеріалів, превага віддається пустотілим керамічним каменям. Використовуються камені 1, що мають два симетричні отвори 3, які розташовані на однаковій відстані від тичкових граней та центру каменя. На верхньому та нижньому краях симетричних отворів є заглиблення 4 дещо більшого діаметра ніж отвори (див. Фіг. 1; Фіг. 3; Фіг. 7). Можуть бути використані ті ж камені, але без заглиблень 4 (див. Фіг. 2; Фіг. 4; Фіг. 8). На тичкових гранях каменя виконані вертикальні пази 5. У склад модуля входить так звана "половинка" 2, яка по довжині дорівнює половині каменя та має один центральний отвір та заглиблення, рівні за діаметром симетричним отворам 3 та заглибленням 4 в камені, а також два бокових пази, які відповідають розмірам бокових пазів 5. "Половинка" 2 може також виготовлятися без відповідних заглиблень 4. Модуль може бути як суцільним глухим, так і мати віконні, дверні та інші прорізи. Головна умова - розміри власне модулів, віконних, дверних та інших прорізів повинні бути кратними розмірам каменів. Крім того модуль може бути виконаний як двошарова конструкція з термоізоляційним шаром із ефективного утеплювача. На верхній та на торцевих гранях модулів передбачені арматурні випуски 6 та монтажні петлі 7, призначені для транспортування, монтажу модуля, а також для зв'язку арматури модуля з арматурою каркаса будівлі. Арматурні випуски 6 та монтажні петлі 7 показані умовно, кількість випусків і петель та їхні конструкції визначаються відповідними розрахунками, крім того замість монтажних петель 7 для монтажу та транспортування модулів можуть використовуватися спеціальні траверси або захвати. На бокових гранях модуля в місцях, визначених проектом, виконані канали-заглиблення (штраби) 8 для мереж інженерних комунікацій (див. Фіг. 9), а на поверхні зазначених граней нанесені цементний набризк, шпаклівка, гідрофобізуючі рідини тощо, тобто, поверхні підготовлені для виконання опоряджувальних робіт на будівельному об'єкті. В модулях камені 1 та "половинки" 2 укладені порядово на тонкий шар в'яжучого матеріалу 9 з перев'язкою швів. В'яжучий матеріал може бути нанесений не суцільним шаром по всій верхній грані ряду, а двома тонкими вузькими смужками по обидві сторони зазначеної грані. Як в'яжучий матеріал доцільно використовувати будівельний клей. Симетричні отвори 3 у кладці співпадають, утворюючи наскрізні вертикальні канали 10. Зазначені вертикальні канали армовані та заповнені розчином по всій висоті модуля або в каналах армовані та заповнені розчином тільки місця стиків 11 симетричних отворів в суміжних горизонтальних рядах кладки. У випадку, коли в каналах армовані та заповнені розчином тільки стики отворів, середня час 5 тина отворів в каменях залишається вільною. З метою економії розчину, але щоб при цьому не втратити міцність кладки, доцільно комбінувати суцільне та часткове заповнення та армування каналів в одному і тому ж модулі (див. Фіг. 7; Фіг. 8). Арматура модулів утворена армуючими елементами з фіксаторами-розпірками та заглушками, що перешкоджають витоку розчину із каналів 10 або з місць стику 11, що армуються. Для прикладу розглядаються армуючі елементи 12, що виконані у вигляді металевих, склопластикових або базальтопластикових стержнів з фіксуючими хрестовинами, одна з яких приєднана до стержня перпендикулярно, а інші - під кутом в залежності від напрямку встановлення армуючого елемента або каменя. Розмір хрестовини, яка приєднана перпендикулярно, повинен бути дещо меншим за діаметр заглиблення 4, але більшим за діаметр каналу 10, а розмір хрестовини, що приєднана під кутом, повинен бути дещо більшим за діаметр каналу з тим, щоб створити надійну фіксацію арматури в камені за рахунок пружних властивостей матеріалу хрестовини і забезпечити міцне взаємоз'єднання каменів (див. Фіг. 7; Фіг. 8). В заглибленнях між каменями утворена горизонтальна шпонка 13 (див. Фіг. 7). На нижній грані модуля в заглиблення 4 і у симетричні отвори 3 каменів першого нижнього ряду введені, наприклад, армуючі елементи 14, які мають спеціальні заглушки 15. Ці заглушки закріплені між перпендикулярною та кутовою хрестовинами і перешкоджають витоку розчину із вертикальних каналів. Аналогічно виконані перші ряди кладки над віконними, дверними та іншими прорізами в модулі, що зумовлює відсутність відповідних перетинок над прорізами див. Фіг. 10). Для армування та заповнення розчином тільки стику 11 симетричних отворів застосований, наприклад, армуючий елемент 16, який має заглушку 17 у нижній своїй частині. Ця заглушка перешкоджає затіканню розчину в середню частину отвору. Армуючі елементи 12, 14 та 16 можуть бути виконані без хрестовин, які приєднуються перпендикулярно до стержня, тобто армуючі елементи 12, 14 та 16 мають тільки хрестовини, що приєднані під кутом до стержня та відповідні заглушки 15 та 17 (див. Фіг. 8). Армуючі елементи 12, 14 та 16 на Фіг. 7 та на Фіг. 8 показані умовно, їхні конструкції та розміри визначаються відповідними розрахунками. В отвори, які утворені пазами 5 на стику тичкових граней каменів, з метою утеплення вертикальних швів кладки встановлені вставки 18 із ефективного утеплювача або зазначені отвори заповнені утеплювачем типу піноізол. Якщо модуль не призначений для встановлення в зовнішні стіни будівлі, то з метою економії будівельних матеріалів та підвищення технологічності конструкції в'яжучий матеріал 9 між рядами кладки не наноситься та в отвори, що утворені боковими пазами 5, утеплюючі вставки 18 не вводяться. Модулі виготовляються в наступний спосіб. На стапель (стенд), що входить у склад робочого міс 63149 6 ця і визначає вертикальність модуля, його розміри і конструктивні особливості, укладають перший нижній ряд каменів 1, при цьому в нижню частину симетричних отворів 3заздалегідь вводять армуючі елементи 14, що мають між перпендикулярною і кутовою хрестовинами заглушку 15, яка перешкоджає витоку розчину із вертикальних каналів. Для пояснення способу виготовлення модуля як приклад застосовують армуючі елементи 12, 14 та 16 з хрестовинами та відповідними заглушками. Після укладання каменів перший нижній ряд нерухомо фіксують на стапелі, після чого в симетричні отвори 3 здійснюють впорскування води для їх зволоження, вводять точно дозовану порцію розчину, виконують віброущільнення введеного розчину. В той же час в отвори, що утворені вертикальними пазами 5 каменів, вводять утеплюючі вставки 18 або заповнюють зазначені отвори утеплювачем типу піноізол. Далі на верхню грань першого ряду наносять шар в'яжучого матеріалу 9, після цього в симетричні отвори 3 на верхній грані першого ряду встановлюють армуючі елементи 12. Замість суцільного шару в'яжучий матеріал 9 доцільно наносити двома вузькими смужками по обидві сторони грані відповідного ряду. Укладання наступного ряду починають з "половинки" 2. Камені цього ряду встановлюють відповідними отворами 3 на виступаючу частину армуючих елементів 12 нижнього ряду, утворюючи кладку з перев'язкою швів. Після цього в симетричні отвори 3 впорскують воду, вводять дозований розчин, здійснюють віброущільнення розчину в симетричних отворах 3, наносять в'яжучий матеріал 9 і одночасно вводять утеплюючі вставки 18 в отвори вертикальних стиків 5 або заповнюють їх піноізолом, здійснюють віброущільнення в'яжучого матеріалу 9 між горизонтальними рядами кладки, потім в симетричні отвори 3 каменів цього ряду вводять армуючі елементи 12 або 16 із заглушками 17. Після цього процес укладання каменів наступного ряду повторюють, починаючи відповідний ряд або з цілого каменя 1, або з "половинки" 2, і таким чином утворюють поелементно армовану кладку модулів. Після укладання останнього верхнього ряду на верхній грані модуля встановлюють армуючі елементи у вигляді арматурних випусків 6 та монтажних петель 7. При цьому вертикальні канали 10 заповнюють розчином дещо нижче рівня заглиблення 4 в камені 1. Крім того в модулях за допомогою нескладного пристосування на цих же стапелях виконують віконні, дверні та інші прорізи, при цьому укладання першого ряду над зазначеними прорізами і зв'язок цього ряду з наступним здійснюють аналогічно зв'язку першого нижнього ряду модуля з відповідним наступним рядом (див. Фіг. 10). Якщо використовують камені 1 з симетричними отворами 3 без заглиблень 4 (див. Фіг. 2, Фіг. 4, Фіг. 8), то після встановлення першого нижнього ряду каменів з армуючими елементами 14 і заглушками 15 наступний ряд кладки укладають з каменів 1 і "половинок" 2, в симетричні отвори яких заздалегідь введені армуючі елементи 12 або 16 заглушки 17, при цьому відповідні армуючі елеме 7 нти досилають на певну глибину в камені нижнього ряду одночасно з введенням дозованого розчину в стик між каменями. Верхню хрестовину армуючих елементів в момент досилання злегка стискають відповідним пристосуванням, а після досилання звільняють і хрестовина, розпрямляючись, займає необхідне положення в отворі 3. Усі інші операції здійснюють аналогічно операціям, передбаченим в попередньому варіанті. По закінченні кладочних робіт модуль знімають зі стапеля і направляють на технологічну витримку, де розчин досягає заданої міцності. Після технологічної витримки на бокові грані модуля здійснюють цементний набризк, наносять шпаклівки, гідрофобізуючі рідини тощо. Далі на бокових гранях модуля виконують канали-заглиблення 8 для інженерних комунікацій. Потім на торцевих гранях модуля встановлюють арматурні випуски, аналогічні випускам 6, а також закріплюють необхідні монтажні деталі (не показані). 63149 8 По завершенні технологічного циклу здійснюють технічний контроль якості виготовлення модуля та проводять необхідні види випробувань. Після цього модулі готують до транспортування і направляють до місця зберігання або безпосередньо на будівельний об'єкт. Описаний вище спосіб виготовлення модуля дозволяє підвищити міцність кладки, забезпечити нерухомість кладочних виробів в процесі виготовлення модуля і в період тужавіння розчину зменшити витрати розчину, організувати виробництво великої номенклатури типорозмірів стінових модулів в заводських умовах без суттєвого переобладнання робочих місць, збільшити тепловий опір конструкції, крім того зазначений спосіб передбачає підвищення ступеня механізації та автоматизації робіт, швидкості будівництва, зменшення обсягів ручної праці, а також зумовлює виготовлення об'ємно-просторових конструкцій типу блоккімната, блок-кухня, блок-санвузол тощо із застосуванням згаданих модулів. 9 63149 10 11 63149 12 13 Комп’ютерна верстка Г. Паяльніков 63149 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of reinforced by elementwise wall module “stimol”
Автори англійськоюDunchevskyi Anatolii Anatoliiovych
Назва патенту російськоюСпособ изготовления поэлементно армированного стенового модуля "стимоль"
Автори російськоюДунчевский Анатолий Анатолиевич
МПК / Мітки
МПК: E04C 2/00
Мітки: стімоль, армованого, виготовлення, модуля, поелементно, стінового, спосіб
Код посилання
<a href="https://ua.patents.su/7-63149-sposib-vigotovlennya-poelementno-armovanogo-stinovogo-modulya-stimol.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поелементно армованого стінового модуля “стімоль”</a>
Стіновий модуль “стімоль”
Номер патенту: 52794
Опубліковано: 10.09.2010
Автор: Дунчевський Анатолій Анатолійович
МПК: E04C 2/00
Мітки: стіновий, модуль, стімоль
Формула / Реферат:
Стіновий модуль, що виготовлений з дрібноштучних кладочних виробів, які укладені порядово з перев'язкою та мають симетричні отвори із заглибленнями на верхньому і нижньому краях або без заглиблень та пази на тичкових гранях, який відрізняється тим, що горизонтальні ряди кладочних виробів з'єднані між собою повністю або частково заповненими розчином вертикальними каналами, що утворені симетричними отворами кладочних виробів, в які введені...
Спосіб виготовлення дерев’яного стінового елемента
Номер патенту: 7291
Опубліковано: 15.06.2005
Автори: Гром Олександр Анатолійович, Сторожев Валерій Володимирович
МПК: B27C 5/00
Мітки: стінового, виготовлення, дерев`яного, спосіб, елемента
Формула / Реферат:
1. Спосіб виготовлення дерев'яного стінового елемента, який включає циліндрування колоди з наступним вибиранням поздовжнього жолоба та вирізанням “чашок”, що виконують на циліндрувальному верстаті, використовуючи комбіновану фрезу, вісь якої розташована в площині, паралельній осі колоди, шляхом переміщення фрези відносно осі колоди у поєднанні з її обертанням та фіксацією у нерухомому положенні, який відрізняється тим, що використовують...
Спосіб виготовлення корпуса баштового модуля типу кба-105
Номер патенту: 51452
Опубліковано: 12.07.2010
Автори: Комаров Володимир Олександрович, Бутенко Сергій Григорович, Василенко Олександр Васильович
Мітки: баштового, модуля, корпуса, типу, спосіб, виготовлення, кба-105
Формула / Реферат:
1. Спосіб виготовлення корпуса баштового модуля типу КБА-105, при якому підготовляють заготовки для корпуса баштового модуля, здійснюють заходи щодо вирізання на передбачених креслярсько-конструкторською документацією заготовках вирізів та отворів, виконують, відповідно до креслярсько-конструкторської документації, на заготовках додаткові отвори і технологічні вирізи, а також здійснюють заходи щодо оброблення кромок під зварювальні шви на...
Чіп-модуль і спосіб виготовлення чіп- модуля
Номер патенту: 57033
Опубліковано: 16.06.2003
Автори: Хайтцер Йозеф, Штампка Петер, Фішер Юрген, Хубер Міхаель, Пюшнер Франк
МПК: H05K 1/18, H01L 23/12, H01L 23/48, G06K 19/077, H05K 3/34
Мітки: чіп-модуль, модуля, чіп, виготовлення, спосіб
Формула / Реферат:
1. Чіп-модуль, що містить розташоване на його зовнішньому боці (2) контактне поле (3), з кількома ізольованими один від одного, в основному плоскими, контактними елементами (4) з електропровідного матеріалу, і принаймні один напівпровідниковий чіп (6) з однією або кількома інтегрованими в ньому напівпровідниковими схемами, що за допомогою з'єднувальних виводів (8) електрично зв'язані з контактними елементами (4) контактного поля (3), причому...
Спосіб виготовлення гнучкого модуля сонячної батареї
Номер патенту: 85333
Опубліковано: 12.01.2009
Автори: Тимчук Ігор Трохимович, Буєров Геннадий Васильович, Лістратенко Олександр Михайлович, Проценко Максим Анатолійович, Костишин Ярослав Ярославович, Антонова Валентина Антонівна, Борщов В'ячеслав Миколайович
МПК: H01L 31/04
Мітки: виготовлення, модуля, гнучкого, спосіб, батареї, сонячної
Формула / Реферат:
1. Спосіб виготовлення гнучкого модуля сонячної батареї, заснований на послідовно-паралельній комутації сонячних елементів між собою за допомогою гнучкої друкованої плати з алюміній-поліімідного фольгованого діелектрика, що включає формування фотолітографічним способом в алюмінієвому шарі фольгованого діелектрика смужок для паралельного з'єднання та гнучких виводів для послідовного з'єднання сонячних елементів, формування в поліімідному шарі...
Попередній патент: Роторна машина
Наступний патент: Качановідокремлювальний апарат багатофакторної дії
Випадковий патент: Застосування похідних індазолу для лікування невропатичного болю