Спосіб виготовлення гнучкого модуля сонячної батареї
Номер патенту: 85333
Опубліковано: 12.01.2009
Автори: Проценко Максим Анатолійович, Лістратенко Олександр Михайлович, Костишин Ярослав Ярославович, Борщов В'ячеслав Миколайович, Антонова Валентина Антонівна, Тимчук Ігор Трохимович, Буєров Геннадий Васильович
Формула / Реферат
1. Спосіб виготовлення гнучкого модуля сонячної батареї, заснований на послідовно-паралельній комутації сонячних елементів між собою за допомогою гнучкої друкованої плати з алюміній-поліімідного фольгованого діелектрика, що включає формування фотолітографічним способом в алюмінієвому шарі фольгованого діелектрика смужок для паралельного з'єднання та гнучких виводів для послідовного з'єднання сонячних елементів, формування в поліімідному шарі вікон для з'єднання зварюванням, формування петель термомеханічних компенсаторів у гнучких виводах для послідовного з'єднання сонячних елементів, механічне та електричне з'єднання тильних контактних площинок сонячних елементів з алюмінієвими смужками гнучкої друкованої плати по всій площі сонячного елемента із кроком 1-10 мм і гнучких виводів із фронтальними контактними площадками сусідніх сонячних елементів, приклеювання до фронтальної поверхні кожного сонячного елемента захисних скляних пластин, який відрізняється тим, що гнучку друковану плату виготовляють з алюміній-поліімідного лакофольгового діелектрика, у якому формують вікна для розміщення сонячних елементів і вікна для формування петель термомеханічних компенсаторів в шарі поліімідного лаку, формують перфораційні отвори в алюмінієвих смужках, наносять на алюмінієві смужки і гнучкі виводи в областях з’єднання з контактними площинками сонячних елементів додаткові шари нікелю товщиною від 2 до 4 мкм, на друкованій платі формують локальні багатошарові контакти складу Ni-SnBi для послідовного та паралельного з'єднання модулів у сонячній батареї пайкою.
2. Спосіб виготовлення гнучкого модуля сонячної батареї за п. 1, який відрізняється тим, що формують локальні багатошарові контакти для пайки шляхом послідовного хімічного та електрохімічного осадження на алюмінієві площадки шарів нікелю і олова-вісмуту.
Текст
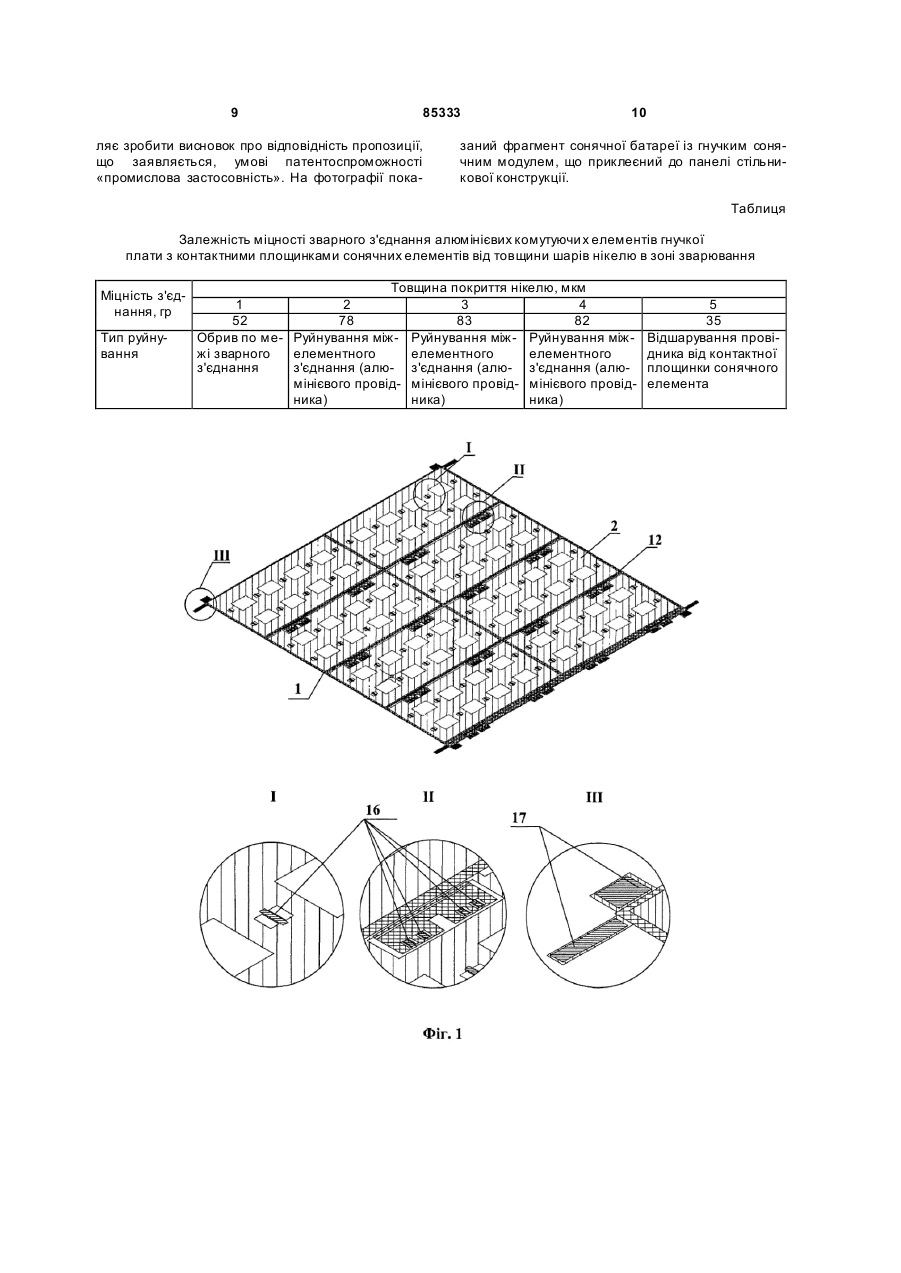
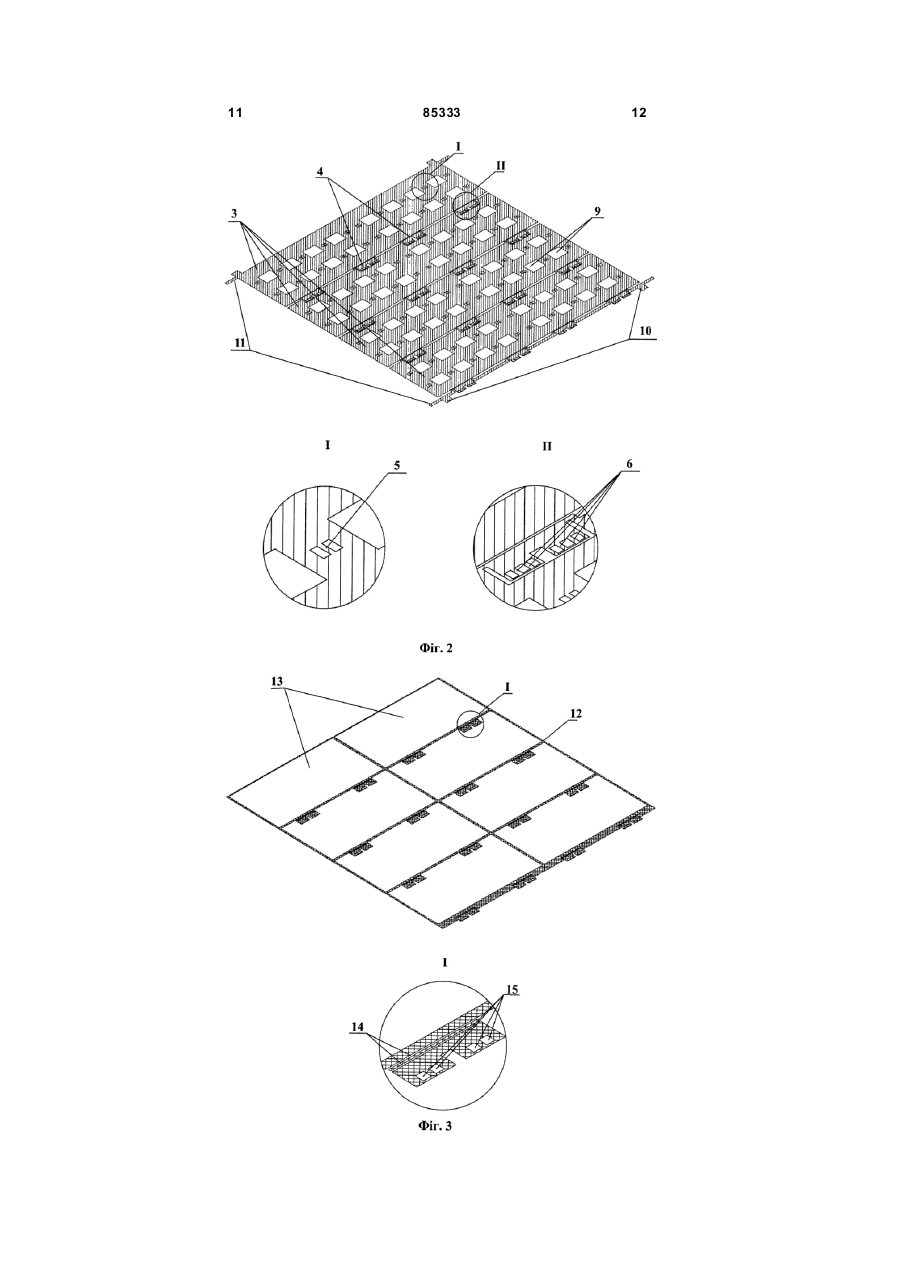
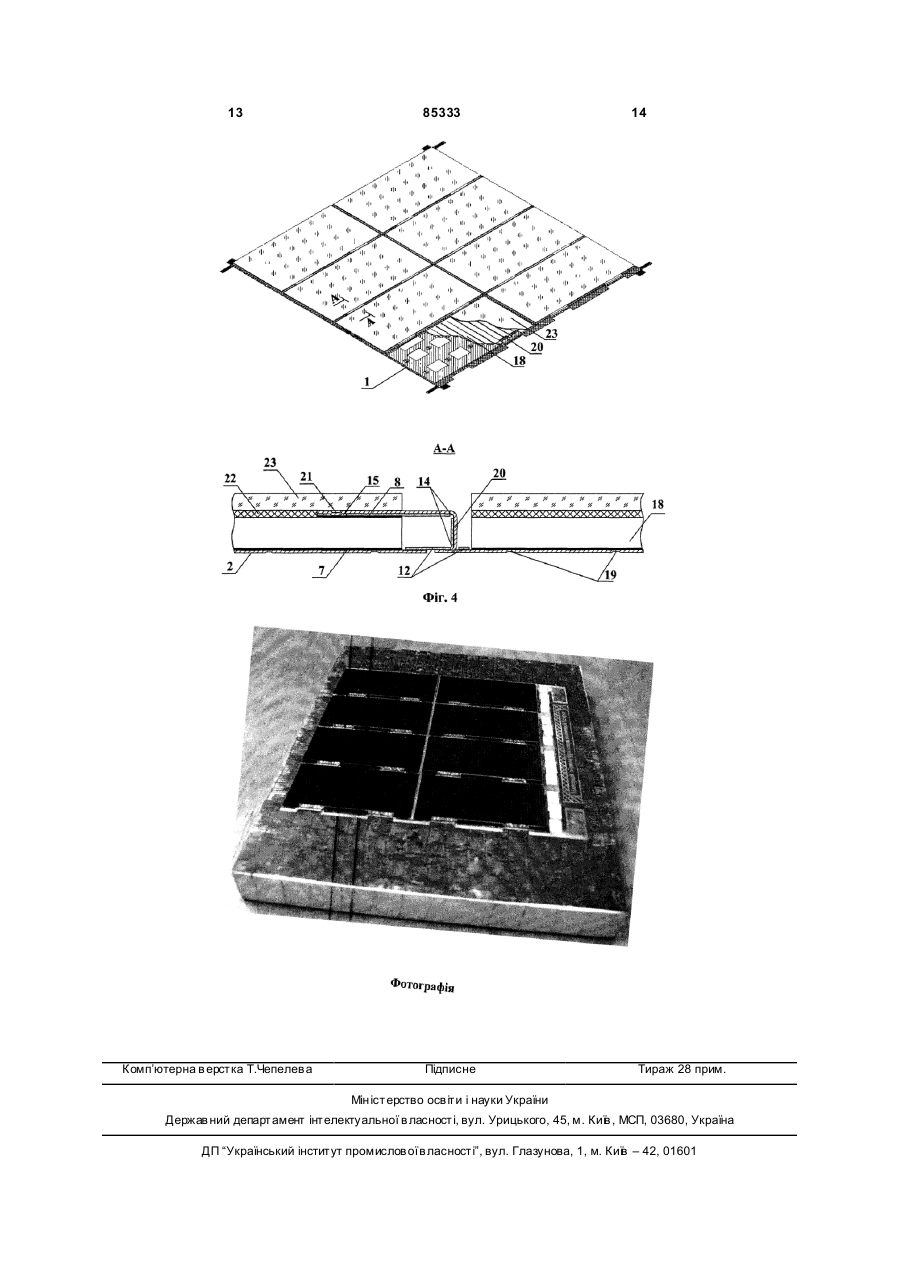
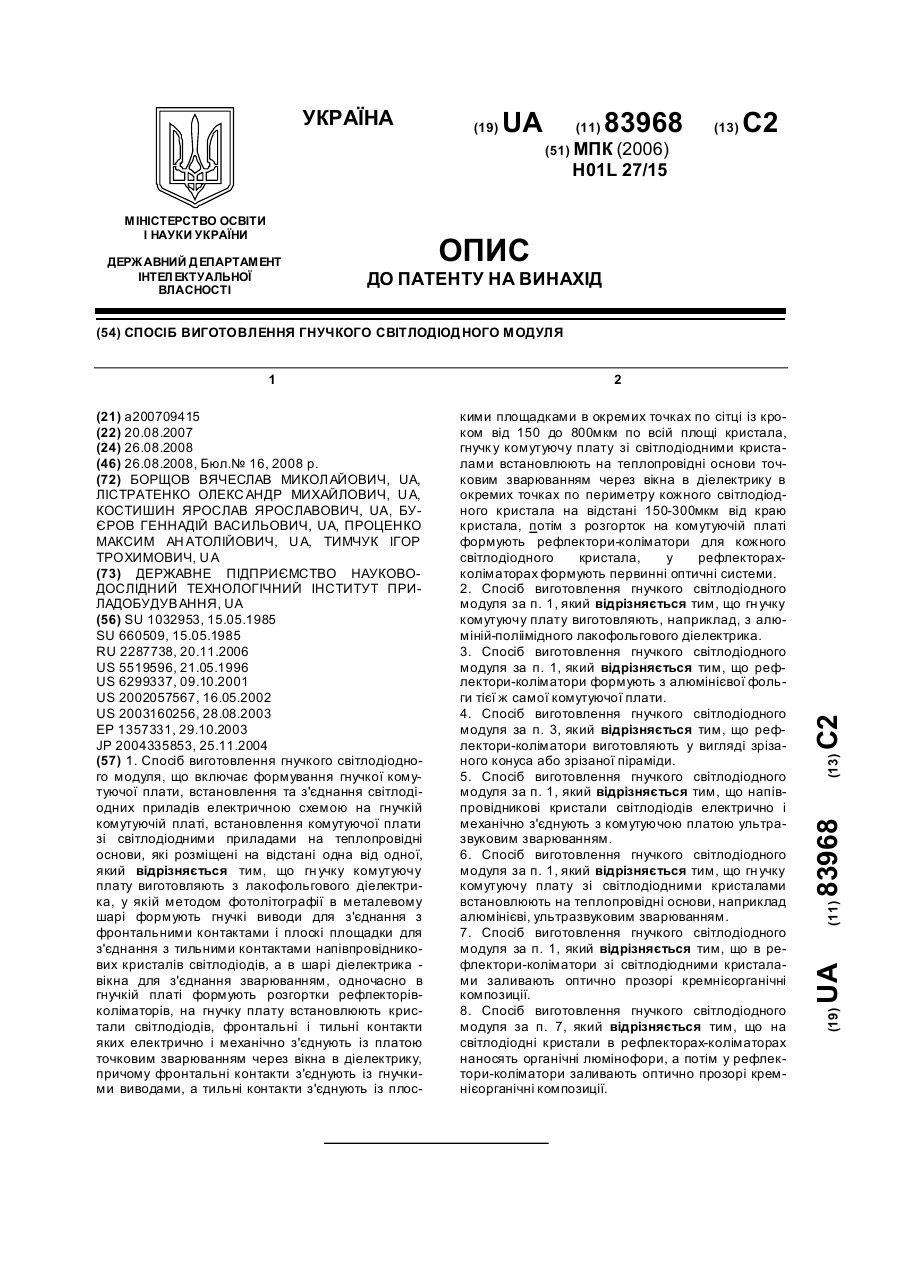
1. Спосіб виготовлення гнучкого модуля сонячної батареї, заснований на послідовнопаралельній комутації сонячних елементів між собою за допомогою гнучкої друкованої плати з алюміній-поліімідного фольгованого діелектрика, що включає формування фотолітографічним способом в алюмінієвому шарі фольгованого діелектрика смужок для паралельного з'єднання та гнучких виводів для послідовного з'єднання сонячних C2 2 (19) 1 3 85333 чними елементами та залишає відкритою більшу частину тильної поверхні сонячних елементів. Ознаки даного способу виготовлення аналога гнучкого модуля сонячної батареї, спільні з ознаками запропонованого способу: - послідовно-паралельне з'єднання сонячних елементів між собою крапковим мікрозварюванням; - формування в міжелементних з'єднаннях петель термомеханічних компенсаторів; - приклеювання до фронтальної поверхні кожного сонячного елементу захисних скляних пластин; - перфорування гнучкої несучої підложки модуля. Основними недоліками способу виготовлення є: - складна технологія складання модуля, обумовлена, насамперед, проблемою позиціювання сонячних елементів із заданими розмірами й забезпечення необхідних зазорів між сонячними елементами та необхідністю створення складних пристосувань у вигляді багатомісних касет; - виконання міжелементної комутації виводами з дорогої срібної фольги; - технологічна складність приклеювання з'єднаних один з одним сонячних елементів до перфорованої гнучкої підложки; - руйнування атомарним киснем срібних шин при експлуатації їх у сонячних батареях низькоорбітальних космічних апаратів; - необхідність застосування додаткового захисту струмозбірних шин і комутаційних елементів діелектричними покриттями від впливу потоків космічної плазми. Найбільш близьким по технічній сутності запропонованому технічному рішенню, що прийнятий за прототип, є спосіб виготовлення гнучкого модуля сонячної батареї по [патенту UA №14924 A (MHК H01L31/04, "Спосіб виготовлення фотоелектричного модуля із сонячних елементів", опубліковано в бюлетені винаходів №3 30.06.97]. Відповідно до опису цього винаходу гн учкий сонячний модуль виготовляється на носії з поліімідної плівки склеєної з алюмінієвою фольгою. На фользі спочатку способом фотолітографії формують смужки з язичками, а потім тильні контактні площинки ряду сонячних елементів механічно й електрично з'єднують зі смужками ультразвуковим зварюванням через вікна в поліімідній плівці, також сформовані методами фотолітографії. Далі виконується послідовне з'єднання сонячних елементів шляхом крапкового зварювання язичків на фронтальні контактні площинки сусідніх сонячних елементів. Після цього здійснюється приклеювання захисних скляних пластин до фронтальної поверхні кожного сонячного елемента. Ознаки способу виготовлення прототипу гнучкого модуля сонячної батареї, спільні з ознаками запропонованого способу: - послідовно-паралельне з'єднання сонячних елементів між собою крапковим зварюванням за допомогою друкованої плати на основі алюмінійполіімідного носія; 4 - формування вікон у шарі полііміду для з'єднання зварюванням; - формування в міжелементних з'єднаннях петель термомеханічних компенсаторів; - приклеювання до фронтальної поверхні кожного сонячного елемента захисних скляних пластин. Даний спосіб має також недоліки: - досить складний і важкокерований процес травлення шарів адгезиву при формуванні наскрізних отворів для зварних з'єднань у системі алюміній-адгезив-поліімід; - корозія зварних з'єднань алюмінієвих комутаційних елементів у випадку застосування сонячних елементів з контактними площинками із срібним покриттям протягом терміну активного існування й, отже, підвищена деградація фотоелектричних характеристик сонячних батарей і зменшення їхнього терміну експлуатації; - те хнологічна складність забезпечення міжелементних зазорів при складанні сонячних модулів. В основу винаходу поставлене завдання вдосконалення способу виготовлення гнучкого модуля сонячної батареї шляхом того, що гн учку друковану плату виго товляють з алюміній-поліімідного лакофольгового діелектрику, де формують вікна для розміщення сонячних елементів і вікна для формування петель термомеханічних компенсаторів в шарі поліімідного лаку (без адгезиву), формують перфораційні отвори в алюмінієвих смужках, наносять на алюмінієві смужки й гнучкі виводи в областях зварювання з контактними площинками сонячних елементів додаткові шари нікелю товщиною 2-4мкм, на друкованій платі формують локальні багатошарові (Ni-SnBi) контакти для послідовного й паралельного з'єднання модулів у сонячній батареї пайкою, що дозволяє забезпечити підвищення стійкості модуля сонячної батареї до впливу механічних навантажень і зменшення деформацій, що викликані циклічними змінами температури, поліпшення теплових параметрів сонячних елементів, спрощення процесу позиціювання сонячних елементів на платі, мінімізація зазорів між суміжними сонячними елементами й підвищення коефіцієнту заповнення сонячних модулів, виключення корозії зварних з'єднань, зниження деградації електричних характеристик і підвищення надійності в експлуатації, спрощення технології складання сонячних модулів. Цей технічний результат забезпечується за рахунок відмінних істотних ознак від прототипу, що обумовлюють відповідність пропонованого способу виготовлення гнучкого модуля сонячної батареї критерію "новизна". Причинно-наслідковий зв'язок між відмінними ознаками й технічним результатом наступна. Виготовлення гнучкої друкованої плати з алюміній-поліімідного лакофольгового діелектрику, де в шарі поліімідного лаку формують вікна для розміщення сонячних елементів і вікна для формування петель термомеханічних компенсаторів, а також формування перфораційних отворів в алюмінієвих смужках забезпечує підвищення стійкості модуля сонячної батареї до впливу механічних і 5 85333 термомеханічних навантажень і зменшення деформацій, що викликані циклічними змінами температури, забезпечує покращення теплових параметрів сонячних елементів, дозволяє спростити процес позиціювання сонячних елементів на платі, мінімізувати зазори між суміжними сонячними елементами й підвищити коефіцієнт заповнення сонячних модулів. Забезпечується цей технічний результат за рахунок високої еластичності й механічної міцності при вигині й інших механічних впливах системи алюміній-поліімід у лакофольговому діелектрику. Крім того, для зменшення деформацій, що викликані циклічними змінами температури, в алюмінієвій фользі плати, що з'єднується з тильними контактами сонячних елементів, формуються перфораційні отвори погоджені із кроком місць зварювання або кратним йому. Сонячні елементи встановлюються тильною стороною у вікна в шарі полііміду й з'єднуються з алюмінієвими перфорованими смужками на платі, співрозмірними з габаритними розмірами сонячних елементів, за допомогою крапкового зварювання. Застосування такого роду встановлення сонячних елементів і зварювання тильних контактів сонячних елементів, а також формування петель термомеханічних компенсаторів у гнучких виводах для послідовного з'єднання сонячних елементів забезпечують високу теплопровідність з'єднань і ефективний відвід тепла від сонячних елементів, малу величину термомеханічних напружень для матеріалів з різними TКЛP, високу надійність сонячного модуля при експлуатації і його довговічність під впливом великої кількості термоциклів. Конфігурація комутаційних елементів в алюмінієвій фользі й вікон у полііміді для позиціювання сонячних елементів виконується методами фотолітографії, що забезпечує високу точність одержання розмірів і дозволяє гранично мінімізувати зазори між суміжними сонячними елементами. Процес травлення наскрізних вікон у шарі полііміду набагато спрощується, тому що алюміній-поліімідний лакофольговий діелектрик виготовляється методом поливу на алюмінієву фольгу поліімідного лаку й не має адгезивних шарів. Крім того, у процесі складання модуля повністю виключаються короткі замикання в колах сонячних елементів, тому що всі комутуючі елементи плати ізольовані один від одного шарами полііміду, а крапкові зварювання здійснюються через вікна в діелектрику. В космосі із космічної плазми в сонячних елементах можуть виникати аномально високі струми витоку з відповідним зниженням вихідної потужності сонячних батарей. Ізоляція шарами полііміду поверхні алюмінієвих гнучких контактів - компенсаторів для послідовного з'єднання сонячних елементів і зазорів між суміжними паралельними сонячними елементами в запропонованому сонячному модулі призводить до багаторазового збільшення повного опору протіканню струмів витоку, що значно знижує струми витоку та імовірність короткого замкнення через космічну плазму. Нанесення на алюмінієві смужки й гнучкі виводи в областях зварювання з контактними площинками сонячних елементів додаткових шарів нікелю товщиною 2-4мкм, а також формування на друко 6 ваній платі локальних багатошарових (Ni-SnBi) контактів для послідовного й паралельного з'єднання модулів у сонячній батареї пайкою забезпечує виключення корозії зварних з'єднань, зниження деградації електричних характеристик, підвищення надійності в експлуатації, і спрощення технології складання сонячних модулів. Забезпечується цей технічний результат тим, що в запропонованому способі виготовлення гнучкого модуля всі міжелементні з'єднання здійснюються за допомогою алюмінієвої фольги. Цей матеріал має фізикохімічні властивості, що перешкоджають корозії. Окисна плівка нанометрової товщини на алюмінії надійно охороняє його від подальшого окислення за впливу атомарного кисню навколишнього середовища. З'єднання Al-Al і Al-Ni, що виконані за допомогою ультразвукового зварювання, мають високу міцність та надійність. Однак, майже всі сучасні сонячні елементи космічного призначення, які використовуються в сонячних батареях з термінами експлуатації 10 років і більше мають контактні системи із срібла, зазвичай покриті тонкими шарами золота для захисту від зовнішнього впливу. Зварні з'єднання алюмінію й срібла навіть при легких умовах функціонування піддаються значній корозії в процесі тривалої експлуатації. У запропонованому способі за рахунок нанесення на ділянки алюмінію в областях зварювання бар'єрних антикорозійних шарів з нікелю в контактних парах AgNi, а також Au-Ni корозія не виникає навіть при дуже жорстких умовах експлуатації. Основний обсяг процесу складання сонячних модулів і батарей займають операції електричного з'єднання сонячних елементів і модулів. У запропонованому способі на кожному сонячному модулі формуються контакти із структурою Al-Ni-SnBi для послідовного й паралельного з'єднання модулів при складанні батареї. Це дозволяє спростити процес складання сонячних батарей і застосувати спеціалізоване автоматизоване устаткування для поверхневого монтажу й пайки. Сутність запропонованого винаходу більш докладно пояснюється конкретним прикладом його здійснення з посиланнями на малюнки, на яких: на Фіг.1 схематично зображена гнучка друкована плата (вигляд з боку шар у полііміду); на Фіг.2 схематично зображений шар алюмінію гнучкої др укованої плати; на Фіг.3 схематично зображений шар полііміду гнучкої др укованої плати; на Фіг.4 схематично зображений гнучкий модуль сонячної батареї. Позиціями позначені: 1 - гнучка друкована плата; 2 - шар алюмінію; 3 - алюмінієві смужки для паралельного з'єднання сонячних елементів; 4 - гнучкі виводи для послідовного з'єднання сонячних елементів; 5 - області зварювання гнучкої друкованої плати на тильні контактні площинки сонячних елементів; 6 - області зварювання гнучкої друкованої плати на фронтальні контактні площинки сонячних елементів; 7 85333 7 - тильні контактні площинки сонячних елементів; 8 - фронтальні контактні площинки сонячних елементів; 9 - перфораційні вікна в шарі алюмінію; 10 - контактні площинки для послідовного з'єднання модулів у сонячній батареї; 11 - контактні площинки для паралельного з'єднання модулів у сонячній батареї; 12 - шар полііміду; 13 - посадкові вікна в шарі полііміду для сонячних елементів; 14 - вікна в шарі полііміду для формування петель термокомпенсаторів; 15 - вікна в шарі полііміду для зварювання гнучких виводів на фронтальні контактні площинки сонячних елементів; 16 - додаткові шари Ni в областях зварювання; 17 - додаткові шари Ni-SnBi для пайки; 18 - сонячні елементи; 19 - зварні з'єднання смужок алюмінію з тильними контактними площинками сонячних елементів; 20 - петлі термомеханічних компенсаторів; 21 - зварні з'єднання гнучких контактів із фронтальними контактними площинками сонячних елементів; 22 - оптично прозорий клей; 23 - захисні скляні пластини. Спосіб виготовлення гнучкого модуля сонячної батареї, що заявляється, включає формування гнучкої др укованої плати, встановлення та з'єднання сонячних елементів в електричну схему на гнучкій платі, приклеювання захисних скляних пластин на фронтальну поверхню сонячних елементів. Методами фотолітографії з алюмінійполіімідного лакофольгового діелектрику, наприклад, типу ФДИ-А-50 (товщина алюмінію 30мкм, полііміду - 20мкм) виготовляється гнучка друкована плата 1 (Фіг.1), у шарі алюмінію 2 якої (Фіг.2) формуються смужки для паралельного з'єднання 3 і гнучкі виводи для послідовного з'єднання 4 сонячних елементів у модулі, на яких, формуються області зварювання гнучкої друкованої плати 5 і 6 на тильні 7 і на фронтальні 8 контактні площинки сонячних елементів, відповідно (товщина срібла 5 мкм, золота - 180нм). Далі в шарі алюмінію формуються перфораційні вікна 9 розміром (4´5)мм з кроком розташування 10мм і контактні площинки для послідовного 10 і паралельного 11 з'єднання модулів у сонячній батареї. У шарі полііміду 12 (Фіг.3) формуються посадкові вікна 13 для позиціювання сонячних елементів, вікна для формування петель термомеханічних компенсаторів 14 і вікна для зварювання 15 з фронтальними контактними площинками сонячних елементів. Після цього в областях зварювання на шар алюмінію наноситься додатково шар нікелю 16 товщиною 2-4мкм для створення стійкого до корозії з'єднання гнучкої друкованої плати з сонячними елементами. Вибрана товщина покриття нікелю забезпечує максимальну міцність з'єднання при ультразвуковому зварюванні (таблиця, діаметр електрода 300мкм, ширина алюмінієвого провідника в зоні зварюван 8 ня 300мкм). На контактні площинки 10 i 11 наноситься покриття Ni-SnBi 17 для з'єднання модулів між собою методом пайки. На арсенід-галієві сонячні елементи 18 з розмірами (20´40´0,16)мм, розташовані в оснащенні тильною стороною догори (Фіг.4), встановлюється й позиціюється гнучка друкована плата 1, так, щоб сонячні елементи сумістилися з посадковими вікнами 13 у шарі полііміду. Ультразвуковим зварюванням зварювальним електродом діаметром 300 мкм здійснюється з'єднання 19 областей зварювання 5 з тильними контактними площинками 7 сонячних елементів 18. Гнучка друкована плата 1 із сонячними елементами 18 перевертається фронтальною стороною сонячних елементів догори. Гнучкі комутуючі виводи 4 для послідовного з'єднання сонячних елементів у модулі формуються по вікнах 14 у шарі полііміду й позиціюються над фронтальними контактними площинками 8 сонячних елементів 18 з одночасним формуванням петель термокомпенсаторів 20 і зварюванням з'єднуються 21 з ними через вікна в полііміді 15. На поверхню сонячних елементів оптично прозорим клеєм 22 приклеюються захисні скляні пластини 23 (Фіг.4). Для обґрунтування відповідності пропонованого способу виготовлення гнучкого сонячного модуля критерію «винахідницький рівень» був проведений аналіз відомих рішень по літературних джерелах, була проаналізована вся сукупність ознак і окремо відмінні ознаки. Встановлено, що застосування вищевказаних відмінних ознак, що дають у сукупності з відомими ознаками технічний результат, що полягає в підвищенні стійкості модуля сонячної батареї до впливу механічних навантажень і зменшенні деформацій, що викликані циклічними змінами температури, покращенні теплових параметрів сонячних елементів, спрощенні процесу позиціювання сонячних елементів на платі, мінімізації зазорів між суміжними сонячними елементами й підвищенні коефіцієнта заповнення сонячних модулів, виключення корозії зварних з'єднань, зменшенні деградації електричних характеристик і підвищенні надійності в експлуатації, спрощенні технології складання сонячних модулів, у лі тературних джерелах не виявлено. Таким чином, на думку авторів, винахід, що заявляється, відповідає умові патентоспроможності "винахідницький рівень". Працездатність гнучких модулів підтверджена на дослідних зразках, що піддавалися випробуванням на вплив циклічних змін температури у відповідності із стандартом ESCC-Q-70-04A Space product assurance-Thermal cycling test for screening of space materials and processes (Гарантування космічної продукції. Термоциклічні випробування для перевірки технологічних процесів і матеріалів, що використовуються у космосі). Після випробувань при зовнішньому огляді візуально значних змін не було виявлено, напруга холостого ходу й струм короткого замикання модуля не змінилися, зміна струму в навантаженні не перевищила 1%. Реалізація винаходу, що заявляється, на існуючій елементній базі й технологічному устатк уванні технічних труднощів не представляє, що дозво 9 85333 ляє зробити висновок про відповідність пропозиції, що заявляється, умові патентоспроможності «промислова застосовність». На фотографії пока 10 заний фрагмент сонячної батареї із гнучким сонячним модулем, що приклеєний до панелі стільникової конструкції. Таблиця Залежність міцності зварного з'єднання алюмінієвих комутуючи х елементів гнучкої плати з контактними площинками сонячних елементів від товщини шарів нікелю в зоні зварювання Міцність з'єднання, гр Тип руйнування Товщина покриття нікелю, мкм 1 2 3 4 52 78 83 82 Обрив по ме- Руйнування між- Руйнування між- Руйнування міжжі зварного елементного елементного елементного з'єднання з'єднання (алю- з'єднання (алю- з'єднання (алюмінієвого провід- мінієвого провід- мінієвого провідника) ника) ника) 5 35 Відшарування провідника від контактної площинки сонячного елемента 11 85333 12 13 Комп’ютерна в ерстка Т.Чепелева 85333 Підписне 14 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of flexible module of a solar battery
Автори англійськоюBorschov Viacheslav Mykolaiovych, Listratenko Oleksandr Mykhailovych, Antonova Valentyna Antonivna, Tymchuk Ihor Trokhymovych, Buierov Hennadii Vasyliovych, Kostyshyn Yaroslav Yaroslavovych, Protsenko Maksym Anatoliiovych
Назва патенту російськоюСпособ изготовления гибкого модуля солнечной батареи
Автори російськоюБорщов Вячеслав Николаевич, Листратенко Александр Михайлович, Антонова Валентина Антоновна, Тимчук Игорь Трофимович, Буеров Генналий Васильевич, Костишин Ярослав Ярославович, Проценко Максим Анатольевич
МПК / Мітки
МПК: H01L 31/04
Мітки: гнучкого, модуля, спосіб, батареї, виготовлення, сонячної
Код посилання
<a href="https://ua.patents.su/7-85333-sposib-vigotovlennya-gnuchkogo-modulya-sonyachno-batare.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнучкого модуля сонячної батареї</a>
Спосіб виготовлення гнучкого світлодіодного модуля
Номер патенту: 83968
Опубліковано: 26.08.2008
Автори: Лістратенко Олександр Михайлович, Костишин Ярослав Ярославович, Проценко Максим Анатолійович, Буєров Геннадий Васильович, Борщов В'ячеслав Миколайович, Тимчук Ігор Трохимович
МПК: H01L 27/15
Мітки: модуля, виготовлення, спосіб, світлодіодного, гнучкого
Формула / Реферат:
1. Спосіб виготовлення гнучкого світлодіодного модуля, що включає формування гнучкої комутуючої плати, встановлення та з'єднання світлодіодних приладів електричною схемою на гнучкій комутуючій платі, встановлення комутуючої плати зі світлодіодними приладами на теплопровідні основи, які розміщені на відстані одна від одної, який відрізняється тим, що гнучку комутуючу плату виготовляють з лакофольгового діелектрика, у якій методом...
Спосіб відбору електричної енергії від сонячної батареї
Номер патенту: 10269
Опубліковано: 15.11.2005
Автори: Чашко Марк Васильович, Лєвшов Олександр Васильович, Філь Катерина Олександрівна
Мітки: енергії, спосіб, відбору, сонячної, електричної, батареї
Формула / Реферат:
Спосіб відбору електричної енергії від сонячної батареї, що включає перетворення сонячної енергії в електричну, накопичення її в електричному конденсаторі і передачу в навантаження порціями, який відрізняється тим, що енергію кожного елемента сонячної батареї накопичують в електричному конденсаторі кожного елемента сонячної батареї, підключають конденсатор кожного елемента сонячної батареї до індуктивності на час, поки вся енергія...
Автономна система освітлення на основі сонячної батареї та світлодіодних джерел світла
Номер патенту: 34094
Опубліковано: 25.07.2008
Автори: Носанов Микола Ілліч, Носанов Максим Миколайович, Романова Тетяна Іванівна
МПК: F21L 4/00
Мітки: джерел, світлодіодних, сонячної, світла, автономна, основі, освітлення, система, батареї
Формула / Реферат:
Автономна система освітлення на основі сонячної батареї та світлодіодних джерел світла, що включає сонячну батарею, запираючий діод, автономний акумулятор, буферну ємність, фотоелемент і лампу, яка відрізняється тим, що лампа виконана з n-ї кількості модулів, на поверхні яких рівномірно розташовані і послідовно з'єднані світлодіоди, а модулі з'єднані між собою паралельно і живляться від акумулятора, який з'єднаний з фотоелементом, буферною...
Чіп-модуль і спосіб виготовлення чіп- модуля
Номер патенту: 57033
Опубліковано: 16.06.2003
Автори: Фішер Юрген, Штампка Петер, Хубер Міхаель, Пюшнер Франк, Хайтцер Йозеф
МПК: H01L 23/12, H05K 3/34, H05K 1/18, H01L 23/48, G06K 19/077
Мітки: виготовлення, чіп-модуль, чіп, модуля, спосіб
Формула / Реферат:
1. Чіп-модуль, що містить розташоване на його зовнішньому боці (2) контактне поле (3), з кількома ізольованими один від одного, в основному плоскими, контактними елементами (4) з електропровідного матеріалу, і принаймні один напівпровідниковий чіп (6) з однією або кількома інтегрованими в ньому напівпровідниковими схемами, що за допомогою з'єднувальних виводів (8) електрично зв'язані з контактними елементами (4) контактного поля (3), причому...
Напівпровідниковий перетворювач сонячної енергії в електричний струм
Номер патенту: 313
Опубліковано: 30.04.1999
Автори: Дубина Віктор Григорович, Мороз Юрій Віталійович, Живов Михайло Давидович
МПК: H01L 31/00, H01M 10/42
Мітки: електричний, сонячної, перетворювач, напівпровідниковий, струм, енергії
Формула / Реферат:
1. Напівпровідниковий перетворювач сонячної енергії в електричний струм, що містить лицьову панель у вигляді набору напівпровідникових елементів і клавіш керування, встановлених в корпусі, забезпеченому підпором для орієнтації на джерело світлової енергії, який відрізняється тим, що лицьова панель виконана у формі набору з'ємних напівпровідникових модулів.2. Напівпровідниковий перетворювач сонячної енергії в електричний струм за п. 1,...
Попередній патент: Спосіб одержання порошку стабілізованого діоксиду цирконію
Наступний патент: Спосіб вимірювання геометричних параметрів підземних порожнеч
Випадковий патент: Затискач для з'єднання опалубних щитів