Спосіб одержання оцтової кислоти
Формула / Реферат
1. Спосіб одержання оцтової кислоти, який полягає в тому, що здійснюють:
(1) карбонілювання метанолу і/або його реакційноздатного похідного в першій реакційній зоні карбонілювання в рідкій реакційній композиції, яка включає іридієвий каталізатор карбонілювання, рутенієвий промотор, метилйодидний співкаталізатор, метилацетат, оцтову кислоту та воду;
(2) відвід рідкої реакційної композиції разом з розчиненими і/або захопленими монооксидом вуглецю та іншими газами із зазначеної реакційної зони карбонілювання;
(3) пропускання згаданої композиції із стадії (2) через одну або декілька стадій розділення однократним рівноважним випаровуванням з одержанням (І) парової фракції, яка включає здатні конденсуватися компоненти та відхідний газ низького тиску, причому ці здатні конденсуватися компоненти включають одержувану оцтову кислоту, а відхідний газ низького тиску включає монооксид вуглецю та інші гази, розчинені і/або захоплені з рідкою композицією, що відводиться, реакції карбонілювання та (II) рідкої фракції, що включає іридієвий каталізатор карбонілювання, рутенієвий промотор та оцтову кислоту як розчинник;
(4) виділення компонентів, які здатні конденсуватися з відхідного газу низького тиску, та
(5) повернення рідкої фракції із стадії розділення однократним рівноважним випаровуванням у першу реакційну зону карбонілювання,
де концентрацію монооксиду вуглецю у відхідному газі низького тиску підтримують відповідно до формули:
Y > mX + C,
у якій
Y означає молярну концентрацію монооксиду вуглецю у відхідному газі низького тиску,
X означає концентрацію в масових частках на мільйон рутенію в рідкій реакційній композиції,
m означає приблизно 0,012, а
С означає приблизно -8,7.
2. Спосіб за п. 1, у якому відведену рідку реакційну композицію із стадії (2) направляють через одну або декілька наступних реакційних зон для витрати щонайменше частини розчиненого і/або захопленого монооксиду вуглецю, перед тим, як направити на стадію (3).
3. Спосіб за п. 2, у якому рідку реакційну композицію разом з розчиненим і/або захопленим монооксидом вуглецю, що відводять із першої реакційної зони, пропускають через другу реакційну зону.
4. Спосіб за п. 3, у якому по суті всю рідку реакційну композицію разом з розчиненим і/або захопленим монооксидом вуглецю, що відводять із першої реакційної зони, направляють у другу реакційну зону.
5. Спосіб за будь-яким з пп. 2-4, у якому, на додаток до введеного в другу реакційну зону розчиненого і/або захопленого монооксиду вуглецю, у другу реакційну зону вводять монооксид вуглецю.
6. Спосіб за п. 5, у якому перед введенням у другу реакційну зону додатковий монооксид вуглецю поєднують із першою рідкою реакційною композицією і/або направляють роздільно до однієї або декількох ділянок усередині другої реакційної зони.
7. Спосіб за пп. 5 або 6, у якому додатковий монооксид вуглецю містить домішки.
8. Спосіб за будь-яким з пп. 5-7, у якому додатковий монооксид вуглецю включає відхідний газ високого тиску з першої реакційної зони.
9. Спосіб за будь-яким з пп. 5-7, у якому додатковий монооксид вуглецю включає газовий потік, що містить монооксид вуглецю.
10. Спосіб за будь-яким з пп. 1-9, у якому більш ніж 10 % розчиненого і/або захопленого монооксиду вуглецю в рідкій реакційній композиції, що відводять із першої реакційної зони, витрачають в другій реакційній зоні.
11. Спосіб за будь-яким з пп. 1-9, у якому більш ніж 25 % розчиненого і/або захопленого монооксиду вуглецю в рідкій реакційній композиції, що відводять із першої реакційної зони, витрачають в другій реакційній зоні.
12. Спосіб за будь-яким з пп. 1-9, у якому більш ніж 50 % розчиненого і/або захопленого монооксиду вуглецю в рідкій реакційній композиції, що відводять із першої реакційної зони, витрачають в другій реакційній зоні.
13. Спосіб за будь-яким з пп. 1-12, у якому метанол і/або метилацетат карбонілюють монооксидом вуглецю в першій реакційній зоні.
14. Спосіб за будь-яким з пп. 1-13, у якому концентрація метилацетату в рідких реакційних композиціях у першій та другій реакційних зонах незалежно знаходиться в межах від 1 до 70 мас. %.
15. Спосіб за будь-яким з пп. 1-14, у якому концентрація води в рідких реакційних композиціях у першій та другій реакційних зонах незалежно знаходиться в межах від 0,1 до 20 мас. %.
16. Спосіб за будь-яким з пп. 1-15, у якому концентрація метилйодидного співкаталізатора в рідких реакційних композиціях у першій та другій реакційних зонах незалежно становить від 1 до 20 мас. %.
17. Спосіб за будь-яким з пп. 1-16, у якому концентрація іридієвого каталізатора карбонілювання в рідких реакційних композиціях у першій та другій реакційних зонах незалежно знаходиться в межах від 100 до 6000 част./млн.
18. Спосіб за будь-яким з пп. 1-17, у якому рутенієвий промотор міститься в рідких реакційних композиціях у першій та другій реакційних зонах при молярному співвідношенні між кожним рутенієвим промотором : іридієм в межах [від 0,1 до 100]:1.
19. Спосіб за будь-яким з пп. 1-18, у якому рутенієвий промотор міститься в рідких реакційних композиціях у першій та другій реакційних зонах при молярному співвідношенні між кожним рутенієвим промотором:іридієм в межах [до 10]:1.
20. Спосіб за будь-яким з пп. 1-19, у якому концентрація рутенію в рідких реакційних композиціях у першій та другій реакційних зонах незалежно знаходиться нижче ніж 6000 част./млн.
21. Спосіб за будь-яким з пп. 1-20, у якому концентрації рутенію в рідких реакційних композиціях у першій та другій реакційних зонах незалежно становлять від 400 до 5000 част./млн.
22. Спосіб за будь-яким з пп. 1-21, у якому парціальний тиск монооксиду вуглецю в першій та другій реакційних зонах незалежно знаходиться в межах від 1 до 70 бар.
23. Спосіб за будь-яким з пп. 1-22, у якому парціальний тиск монооксиду вуглецю в першій та другій реакційних зонах незалежно знаходиться в межах від 1 до 15 бар.
24. Спосіб за будь-яким з пп. 1-23, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску становить щонайменше 30 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 3000 мас.част./млн.
25. Спосіб за п. 24, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску становить від 30 до 40 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 3000 мас.част./млн.
26. Спосіб за будь-яким з пп. 1-23, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску становить щонайменше 50 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 6000 мас.част./млн.
27. Спосіб за п. 26, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску становить від 50 до 60 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 6000 мас.част./млн.
28. Спосіб за будь-яким з пп. 1-23, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску становить щонайменше 55 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 5500 мас.част./млн.
29. Спосіб за п. 28, у якому концентрація монооксиду вуглецю у відхідному газі низького тиску знаходиться в межах від 55 до 65 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 5500 мас.част./млн.
30. Спосіб за будь-яким з пп. 1-29, у якому процес проводять як безперервний процес.
Текст
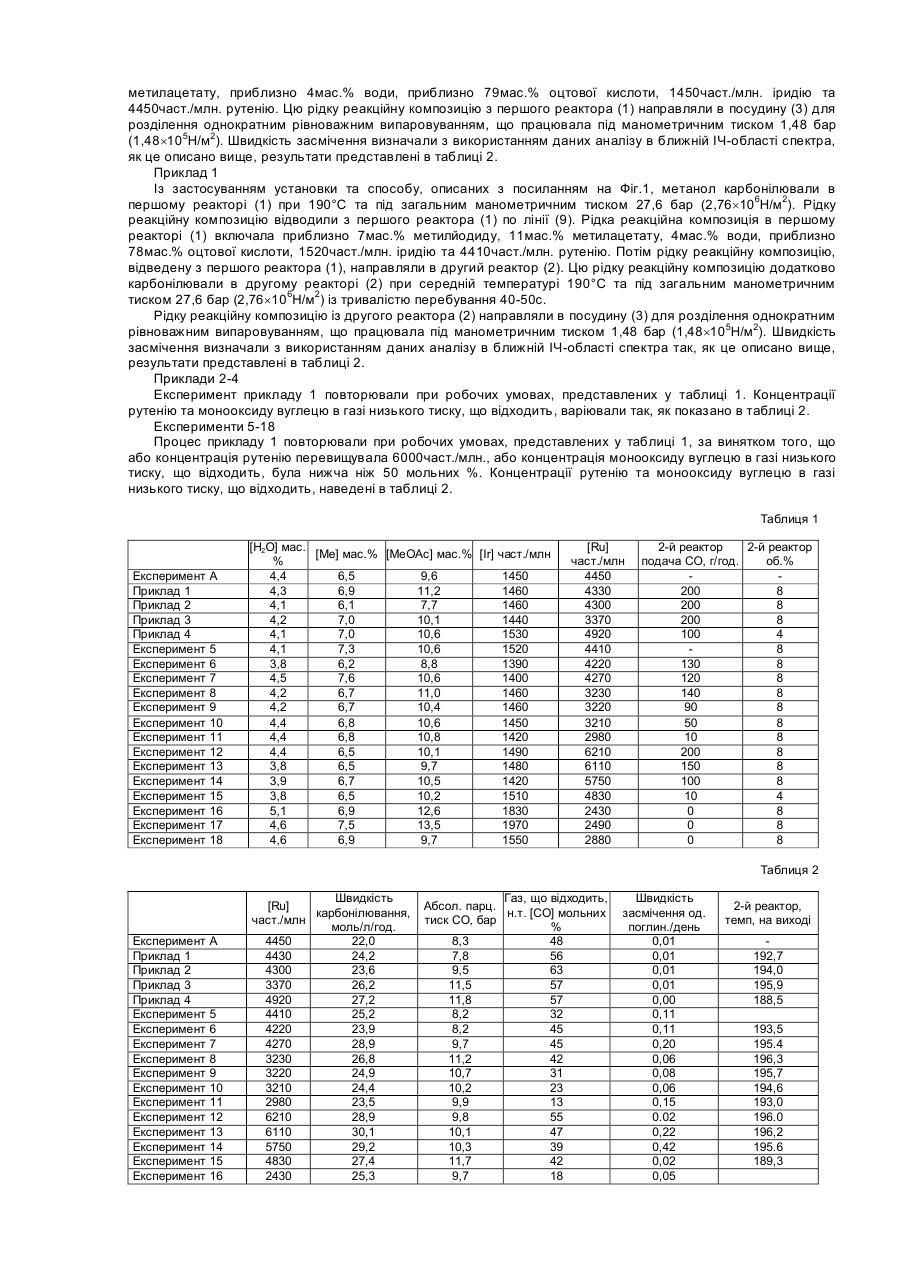
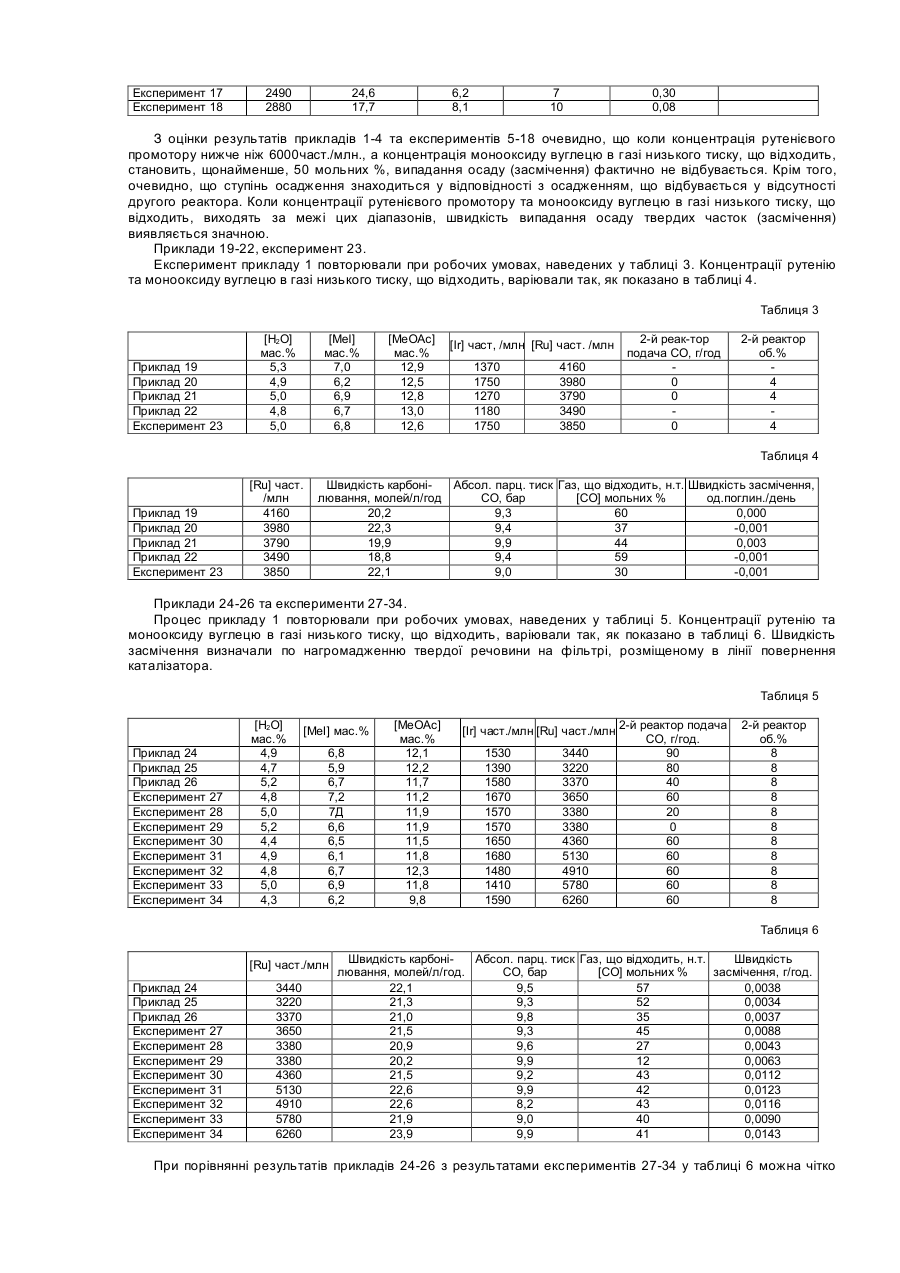
Даний винахід відноситься до способу одержання оцтової кислоти карбонілюванням метанолу, зокрема до способу одержання оцтової кислоти карбонілюванням метанолу в присутності іридієвого каталізатора карбонілювання та рутенієвого промотору. Одержання оцтової кислоти карбонілюванням метанолу в присутності іридієвого каталізатора та рутенієвого промотору описано, [наприклад, в US 5672743, ЕР-А-0752406, ЕР-А-0849248, ЕР-А-0849249, ЕР-А0849250, ЕР-А-0999198 та ЕР-А-1002785]. У таких рідкофазних процесах карбонілювання одержувана оцтова кислота може бути виділена відводом рідкої композиції процесу карбонілювання з реактора карбонілювання та обробкою цієї композиції на одній або декількох стадіях розділення з метою виділити одержувану оцтову кислоту та повернути інші компоненти композиції в реактор карбонілювання. Стабільність іридієвого каталізатора карбонілювання під час стадії виділення продукту є об'єктом декількох заявок на патенти, таких як, [наприклад, WO 96/14286 та ЕР-А-0616997]. [US 5237097] відноситься до способу карбонілювання, у якому рідкий розчин продукту карбонілювання направляють у зону розділення, у якій підтримують більш низький загальний тиск, ніж тиск у реакційній зоні, і одночасно при цьому вводять газ, який містить монооксид вуглецю, що спричинює абсолютний парціальний тиск до 30фунтів/кв.дюйм (0,21МПа) від загального тиску в зоні розділення. Кращим каталізатором, що містить метал групи VIII, є, як відзначено, родій, рутеній, паладій, кобальт або нікель, з яких родій, кобальт і нікель є, як відзначено, особливо кращими, але на прикладі проілюстрований тільки родій, що і складає об'єкт формули винаходу. [ЕР-А-0728729] відноситься до способу очистки фракції карбонової кислоти, яка одержується рідкофазним карбонілюванням, у якому летучі іридієві і/або летучі співпромоторні (такі як рутенієві, осмієві та ренієві) забруднюючі домішки перетворюють у нелетучі форми введенням у контакт із йодидом у відсутності монооксиду вуглецю або при парціальному тиск) монооксиду вуглецю нижче парціального тиску під час реакції карбонілювання. У заявці йдеться про те, що парціальний тиск монооксиду вуглецю може складати від 0 до 5 бар, переважно нижче 0,25 бар. Проблема випадання осаду в контурі повернення каталізатора в процес не розглядається. Було встановлено, що в певних робочих умовах у процесі, що каталізується іридієм, одержання оцтової кислоти карбонілюванням, каталітична система (тобто іридієвий каталізатор і рутенієвий промотор) може осаджуватися та утворювати тверду речовину. Ця тверда речовина, як правило, являє собою суміш каталізатора та промотору та звичайно має червоне або червонувате забарвлення. Так, зокрема, утворення твердої речовини відбувається, коли рідку реакційну композицію пропускають через другу реакційну зону, в якій, щонайменше, 1% розчиненого і/або захопленого монооксиду вуглецю вступає в реакцію з утворенням додаткової кількості оцтової кислоти, як це викладено в [ЕР-А-0846674]. Таким чином, усе ще зберігається потреба в удосконаленому способі карбонілювання, у якому зменшуються втрати промотору і/або каталізатора внаслідок утворення твердих часток під час виділення одержуваної оцтової кислоти. Було встановлено, що стабільність каталітичної системи може бути поліпшена та втрати зменшені збереженням певної кількості монооксиду вуглецю під час стадії виділення оцтової кислоти та у необов'язковій додатковій реакційній зоні (зонах). Таким чином, відповідно до даного винаходу пропонується спосіб одержання оцтової кислоти, причому цей спосіб включає стадії (1) карбонілювання метанолу і/або його реакційноздатного похідного в першій реакційній зоні карбонілювання в рідкій реакційній композиції, що включає іридієвий каталізатор карбонілювання, рутенієвий промотор, метилйодидний співкаталізатор, метилацетат, оцтову кислоту та воду; (2) відводу рідкої реакційної композиції разом з розчиненими і/або захопленими монооксидом вуглецю та інших газів із зазначеної реакційної зони карбонілювання; (3) необов'язкового пропускання цієї рідкої реакційної композиції, що відводиться, через одну або кілька наступних реакційних зон для витрати, щонайменше, частини розчиненого і/або захопленого монооксиду вуглецю; (4) пропускання згаданої композиції із стадії (2) та необов'язкової стадії (3) через одну або декілька стадій розділення однократним рівноважним випаровуванням з одержанням (І) парової фракції, яка включає компоненти, що здатні конденсуватися, та газ низького тиску, що відходить, причому ці компоненти, якіздатні конденсуватися включають одержувану оцтову кислоту, а газ низького тиску, що відходить, включає монооксид вуглецю та інші гази, розчинені і/або захоплені з рідкою композицією, що відводиться, реакції карбонілювання та (II) рідкої фракції, що включає іридієвий каталізатор карбонілювання, рутенієвий промотор та оцтову кислоту як розчинник; (5) виділення компонентів, які здатні конденсуватися з газу низького тиску, що відходить, та (6) повернення рідкої фракції із стадії розділення однократним рівноважним випаровуванням у першу реакційну зону карбонілювання, де концентрацію монооксиду вуглецю в газі низького тиску, що відходить, підтримують відповідно до формули: Υ>mX+С, у якій Υ означає молярну концентрацію монооксиду вуглецю в газі низького тиску, що відходить, X означає концентрацію в масових частках на мільйон рутенію в рідкій реакційній композиції, m означає приблизно 0,012, а С означає приблизно -8,7. Здійснення способу за даним винаходом розв'язує вищевказану технічну проблему збереженням кількості монооксиду вуглецю в контакті з промотором вище певного рівня. Це, як встановлено, зменшує втрати промотору і/або каталізатора внаслідок нестабільності під час стадій виділення одержуваної оцтової кислоти. Не ґрунтуючись на будь-якій теорії, вважають, що випадання осаду, щонайменше, почасти відбувається завдяки утворенню полімерних форм рутенієвого промотору в зоні розділення однократним рівноважним випаровуванням. Було встановлено, що хоча деяка нестабільність може бути припустимою, оскільки всі тверді частки, що випали в осад, при поверненні в реактор карбонілювання здатні знову розчинятися, якщо нестабільність перевершує певний рівень, швидкість розчинення стає менше швидкості випадання осаду та відбувається зменшення в реакторі кількості рутенієвого промотору та іридієвого каталізатора. Це вимагає додавання додаткової кількості промотору та каталізатора для того, щоб зберегти загальну активність реактора. Саме тверда речовина, що випала в осад, може обумовити технологічні проблеми, такі як втрата матеріалу та блокування технологічних і/або таких, що ведуть до приладів патрубків. Перша реакційна зона може являти собою звичайну реакційну зону рідкофазного карбонілювання. Доцільний манометричний тиск під час реакції карбонілювання в першій реакційній зоні знаходиться в межах від 15 до 200 бар, краще від 15 до 100 бар, найкраще від 15 до 50 бар та, проте, ще більш краще від 18 до 35 бар. Доцільна температура реакції карбонілювання в першій реакційній зоні знаходиться в межах від 100 до 300°С, краще в межах від 150 до 220°С. У кращому варіанті використовують дві реакційні зони, причому першу та другу реакційні зони розміщують в окремих реакційних посудинах із засобами для відводу з першої реакційної посудини та подачі в другу реакційну посудину рідкої реакційної композиції з першої реакційної посудини разом з розчиненим і/або захопленим монооксидом вуглецю. Така окрема друга реакційна посудина може включати секцію труби між першою реакційною посудиною та клапаном миттєвого випаровування рідкої реакційної композиції. У кращому варіанті ця труба заповнена рідиною. Як правило, співвідношення між довжиною труби та діаметром може становити приблизно 12:1, хоча можуть бути прийнятними як більш високі, так і більш низькі співвідношення між довжиною та діаметром. З першої реакційної зони, як правило, відводять щонайменше, частину рідкої реакційної композиції разом з розчиненим і/або захопленим монооксидом вуглецю, і щонайменше частину рідини, що відводиться, і розчиненого і/або захопленого монооксиду вуглецю направляють у другу реакційну зону. У кращому варіанті в другу реакційну зону направляють власне кажучи всю рідку реакційну композицію разом з розчиненим і/або захопленим монооксидом вуглецю, що відводяться із першої реакційної зони. Друга реакційна зона може працювати при реакційній температурі в межах від 100 до 300°С, краще в межах від 150 до 230°С. Друга реакційна зона може працювати при більш високій температурі, ніж у першій реакційній зоні, причому це перевищення становить як правило до 20°С. Друга реакційна зона може працювати під манометричним реакційним тиском в межах від 10 до 200 бар, краще в межах від 15 до 100 бар. У кращому варіанті реакційний тиск у другій реакційній зоні такий же, як і реакційний тиск в першій реакційній зоні або нижчий. Прийнятна тривалість перебування рідкої реакційної композиції в другій реакційній зоні знаходиться в межах від 5 до 300с, краще від 10 до 100с. При цьому в другу реакційну зону можна вводити монооксид вуглецю, на додаток до уведеного в другу реакційну зону розчиненому і/або захопленому монооксиду вуглецю. Такий додатковий монооксид вуглецю можна поєднувати з першою рідкою реакційною композицією перед введенням у другу реакційну зону і/або можна окремо направляти до однієї або декількох ділянок усередині другої реакційної зони. Такий додатковий монооксид вуглецю може включати домішки, такі як, наприклад, Н2, N2, CO2 та СН4. Цей додатковий монооксид вуглецю може складатися з газу високого тиску, що відходить, з першої реакційної зони, завдяки чому процес у першій реакційній зоні було б доцільно проводити під більш високим тиском СО, у результаті чого підвищується швидкість потоку монооксиду вуглецю, що подається в другу реакційну зону. Крім того, це могло б усунути потребу в обробці газу високого тиску, що відходить. Джерелом цього додаткового монооксиду вуглецю може також служити інший потік газу, що містить монооксид вуглецю, такий як, наприклад, багатий монооксидом вуглецю потік з іншої установки. У кращому варіанті в другій реакційній зоні витрачається більш ніж 10%, краще більш ніж 25%, найкраще більш ніж 50%, наприклад, щонайменше, 95% розчиненого і/або захопленого монооксиду вуглецю, що міститься в реакційній композиції, що відводиться із першої реакційної зони. У способі за даним винаходом прийнятні реакційноздатні похідні метанолу включають метилацетат, диметиловий ефір та метилйодид. Як реагенти в способі за даним винаходом можна використовувати суміш метанолу та його реакційноздатних похідних. Як співреагент для простих ефірних або складноефірних реагентів потрібна вода. У кращому варіанті як реагенти використовують метанол і/або метилацетат. Внаслідок реакції з карбоновою кислотою, що одержується, або розчинником, щонайменше, деяка кількість метанолу і/або його реакційноздатного похідного звичайно перетворюється й, отже, міститься в рідкій реакційній композиції у вигляді метилацетату. У кращому варіанті концентрації метилацетату в рідких реакційних композиціях у першій і другій реакційних зонах незалежно знаходяться в межах від 1 до 70мас.%, більш краще від 2 до 50мас.%, найкраще від 3 до 35мас.% У рідких реакційних композиціях in situ може утворюватися вода, наприклад внаслідок реакції етерифікації між метанольним реагентом та одержуваною оцтовою кислотою. Воду можна вводити незалежно в першу та другу реакційні зони карбонілювання спільно або окремо від інших компонентів рідких реакційних композицій. Воду можна відділяти від інших компонентів реакційних композицій, що відводяться із реакційних зон, і можна повертати в процес в кількостях, що регулюються, для того, щоб підтримати в рідких реакційних композиціях необхідну концентрацію води. У кращому варіанті концентрації води в рідких реакційних композиціях у першій і другій реакційних зонах знаходяться незалежно в межах від 0,1 до 20мас.%, краще від 1 до 15мас.% і, проте, найкраще від 1 до 10мас.%. У кращому варіанті концентрація метилйодидного співкаталізатора в рідких композиціях реакції карбонілювання в першій і другій реакційних зонах незалежно знаходиться в межах від 1 до 20мас.% , краще від 2 до 16мас.% . Іридієвий каталізатор у рідких реакційних композиціях у першій і другій реакційних зонах може включати будь-яку іридійвмісну сполуку, що розчинна в рідких реакційних композиціях. Іридієвий каталізатор можна додавати в рідкі реакційні композиції в будь-якій прийнятній формі, у якій він розчиняється в рідких реакційних композиціях або здатний перетворюватися в розчинну форму. У кращому варіанті іридій можна використовувати у вигляді вільної від хлориду сполуки, такої як ацетати, що розчинна в одному або декількох компонентах рідкої реакційної композиції, наприклад у воді і/або оцтовій кислоті, і, таким чином, можна вводити в реакцію у вигляді розчинів у них. Приклади прийнятних іридієвмісних сполук, які можна додавати в рідку реакційну композицію, включають ІrСI 3, ІrІ 3, ІrВrз, [Іr(СО)2І]2, [Іr(СО)2СI]2, [Іr(СО)2Вr]2, [Ir(CO)4I 2]-H+, [Ir(CO)2Br2]-H+ [Іr(СО)2І 2]-Н+, [Іr(СН3)І 3(СО)2]-Н+, Іr4(СО)12, ІrСI 3×4Н2О, ІrВr3×4Н2О, Іr3(СО)12, металевий іридій, Іr2О3, ІrО2, Іr(асас)(СО)2, Іr(асас)3, ацетат іридію, [Іr3О(ОАс)6(Н2О)3][ОАс] та гексахлор-іридій (4) кислоту Н2 [ІrСI 6], переважно вільні від хлориду комплекси іридію, такі як ацетати, оксалати та ацетоацетати. Краща концентрація іридієвого каталізатора в рідких реакційних композиціях першої та другої реакційних зон незалежно знаходиться в межах від 100 до 6000мас.част./млн іридію. Рідкі реакційні композиції в першій і другій реакційних зонах додатково включають, щонайменше, один рутенієвий промотор. Промотор може являти собою будь-яку рутенійвмісну сполуку, що розчинна в рідких реакційних композиціях. Рутенієвий промотор можна додавати в рідкі реакційні композиції в будь-якій прийнятній формі, у якій він розчиняється в рідких реакційних композиціях або здатний перетворюватися в розчинну форму. У кращому варіанті рутенієву промоторну сполуку можна використовувати у вигляді вільних від хлориду сполук, таких як ацетати, які розчинні в одному або декількох компонентах рідкої реакційної композиції, наприклад у воді і/або оцтовій кислоті, і, таким чином, її можна вводити в реакцію у вигляді її розчинів. Приклади прийнятних рутенійвмісних сполук, які можна використовувати, включають хлорид рутенію(lll), тригідрат хлориду рутенію(Ш), хлорид рутенію(IV), бромід рутенію(III), йодид рутенію(III), металевий рутеній, оксиди рутенію, форміат рутенію(III), [Ru(CO)3I 3]-H+, тетра(ацето)хлоррутеній(ІІ, III), ацетат рутенію(III), пропіонат рутенію(III), бутират рутенію(III), пентакарбоніл рутенію, трирутенійдодекакарбоніл і змішані галокарбоніли рутенію, такі як димер дихлортрикарбонілрутению(ІІ), димер дибромтрикарбонілрутению(II) та інші рутенійорганічні комплекси, такі як тетрахлорбіс-(4-цимен)дирутеній(ІІ), тетрахлорбіс(бензол)дирутеній(II), полімер дихлор(циклоокта-1,5-дієн)рутенію(II) та трис-(ацетилацетонат)рутеній(III). У кращому варіанті рутенійвмісні сполуки вільні від домішок, які створюють або утворюють in situ іоногенні йодиди, які здатні інгібувати реакцію, наприклад солі лужних або лужноземельних металів, або інших металів. У кращому варіанті рутенієвий промотор міститься в ефективній кількості до межі його розчинності в рідких реакційних композиціях і/або будь-яких рідких технологічних потоках, що повертаються у реакційні зони карбонілювання із стадії виділення оцтової кислоти. У доцільному варіанті рутенієвий промотор міститься в рідких реакційних композиціях при молярному співвідношенні між кожним рутенієвим промотором та іридієм в межах [від 0,1 до 100]:1, краще [більш ніж 0,5]:1, більш краще [більш ніж 1]:1 і краще [до 20]:1, і найкраще [до 15]:1 й, проте, найкраще [до 10]:1. Концентрація рутенієвого промотору в рідких реакційних композиціях у кожній з першої і другої реакційних зон незалежно становить менш ніж 6000част./млн. Прийнятна концентрація промотору становить від 400 до 5000част./млн., зокрема від 2000 до 4000част./млн. Хоча звичайно в кращому варіанті процес проводять при практичній відсутності доданої йодидної солі, тобто солі, що утворює або дисоціює з утворенням йодидного іона, у деяких умовах присутність такої солі припустимо. Відповідно, у рідкій реакційній композиції варто підтримувати мінімальну концентрацію або виключати іоногенні забруднюючі домішки. такі як, наприклад, (а) метали, що кородуються, зокрема нікель, залізо та хром, і (б) фосфіни, азотовмісні сполуки або лІrанди, які здатні до кватернізації in situ, оскільки вони в загальному здатні негативно впливати на протікання реакції внаслідок утворення в рідкій реакційній композиції іонів I -, які негативно впливають на швидкість реакції. Деякі забруднюючі домішки від корозії металів, наприклад таких, як молібден, виявляються, як було встановлено, менш сприйнятливими до виділення іонів I -. Концентрацію металів, що кородуються, та які негативно впливають на швидкість протікання реакції, можна звести до мінімальної застосуванням прийнятних, стійких до корозії конструкційних матеріалів. Подібним же чином необхідно підтримувати мінімальну концентрацію таких забруднюючих домішок, як йодиди лужних металів, наприклад йодиду літію. Концентрацію металів, що кородуються, та інших іоногенних домішок можна зменшити з використанням шару іонообмінної смоли, прийнятної для обробки реакційної композиції, або, що краще, потоку з каталізатором, що повертається в процес. Такий спосіб [описаний в US 4007130]. У кращому варіанті вміст іоногенних забруднюючих домішок підтримують на рівні нижче концентрації, при якій вони обумовили б виділення в рідкій реакційній композиції менш ніж 500част./млн. I -, краще менш ніж 250 част./млн. I -, найкраще менш ніж 50част. /млн. Монооксид вуглецю як реагент для реакцій карбонілювання може бути практично чистим або може включати інертні домішки, такі як діоксид вуглецю, метан, азот, інертні гази, вода та парафінові С1C4вуглеводні. У кращому варіанті концентрацію водню, що міститься в монооксиді вуглецю та утворюється in situ внаслідок реакції конверсії водяного газу, підтримують на низькому рівні, наприклад при парціальному тиску нижче 1 бар, оскільки його присутність може привести до утворення продуктів гідрогенізації. Доцільний парціальний тиск монооксиду вуглецю в першій і другій реакційних зонах перебуває незалежно в межах від 1 до 70 бар, краще від 1 до 35 бар, і найкраще від 1 до 15 бар. Одержувану карбонову кислоту можна рекуперувати із другої реакційної зони та необов'язково разом із продуктом з першої реакційної зони або окремо від нього виділяти шляхом однократного рівноважного випаровування. У процесі відділення однократним рівноважним випаровуванням рідку реакційну композицію направляють у зону однократного рівноважного випаровування через клапан миттєвого випаровування. Зона розділення однократним рівноважним випаровуванням може являти собою посудину для адіабатичного однократного рівноважного випаровування або може бути оснащена додатковим нагрівальним засобом. У зоні розділення однократним рівноважним випаровуванням рідку фракцію, що включає більшу частину іридієвого каталізатора та більшу частину рутенієвого промотору, відокремлюють від парової фракції, що містить оцтову кислоту, реагент, що карбонілюється, воду, метилйодидний співкаталізатор карбонілювання та гази, що не конденсуються, такі як азот, монооксид вуглецю, водень і діоксид вуглецю, причому цю рідку фракцію повертають у першу реакційну зону, а парову фракцію направляють в одну або кілька дистиляційних зон. У першій дистиляційній зоні одержувану оцтову кислоту відокремлюють від легких компонентів (метилйодид і метилацетат). Ці легкі компоненти видаляють у вигляді головного погону та повертають у першу і/або другу реакційні зони. Також у вигляді головного погону видаляють газ низького тиску, що відходить, який включає гази, що не конденсуються, такі як азот, монооксид вуглецю, водень та діоксид вуглецю. Такий потік газу низького тиску, що відходить, можна пропускати через секцію обробки газу, що відходить, для видалення здатних конденсуватися матеріалів, таких як метилйодид, наприклад перед скиданням в атмосферу через факел. Відповідно до даного винаходу концентрація монооксиду вуглецю в газі низького тиску, що відходить, повинна перевищувати концентрацію, визначену за концентрацією рутенію відповідно до формули Υ>mX+С Доцільна концентрація монооксиду вуглецю в газі низького тиску, що відходить, становить, щонайменше, 30 мольних %, зокрема від 30 до 60 мольних %, наприклад від 30 до 40 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 3000мас.част./млн. У кращому варіанті концентрація монооксиду вуглецю в газі низького тиску, що відходить, становить, щонайменше, 50 мольних %, краще в межах від 50 до 60 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 6000мас.част./млн. У більш кращому варіанті концентрація монооксиду вуглецю в газі низького тиску, що відходить, становить, щонайменше, 55 мольних %, зокрема в межах від 55 до 65 мольних %, а концентрація рутенію в рідкій реакційній композиції дорівнює до 5500мас.част./млн. Оцтову кислоту, одержану за способом відповідно до даного винаходу, можна додатково очищати звичайними способами, наприклад додатковою дистиляцією для видалення домішок, таких як вода, реагент, що карбонілюється, який не прореагував і/або його складноефірне похідне та більше висококиплячі побічні продукти. У кращому варіанті спосіб за даним винаходом здійснюють у вигляді безперервного процесу. Даний винахід далі проілюстрований тільки на прикладах і з посиланням на наступні приклади та Фіг.1 та 2. На Фіг.1 наведена принципова схема установки, що застосовується в прикладах. На Фіг.2 наведений графік впливів концентрацій монооксиду вуглецю та рутенію на випадання в осад твердих часток. Експеримент А та приклади/експерименти 1-18. Застосовували установку, представлену на Фіг.1. Якщо звернутися до Фіг.1, установка включала перший реактор (1) карбонілювання з мішалкою, другий реактор (2) карбонілювання, посудину (3) для однократного рівноважного випаровування та дистиляційну колону (не показана). Метанол технічного сорту, який використовують для промивання газу, що відходить, карбонілювали в 6літровому першому реакторі (1) у присутності іридієвого каталізатора карбонілювання та рутенієвого промотору під манометричним тиском 27,6 бар (2,76´106Н/м2) і при температурі 190°С. Перший реактор (1) обладнали пропелерною мішалкою (4) і відбійною кліттю (не показана) для гарантії гомогенного змішування рідких і газоподібних реагентів. З товстостінних пляшок монооксид вуглецю подавали в перший реактор (1) через барботер (5), закріплений під мішалкою (4). З метою звести до мінімуму доступ заліза в перший реактор (1) монооксид вуглецю пропускали через вугільний фільтр (не показаний). Сорочка (не показана), у якій циркулювало гаряче масло, давала можливість підтримувати постійну реакційну температуру реакційної рідини в першому реакторі (1). Як міру швидкості утворення твердих часток використовували швидкість засмічення в осередку для ближньої ІЧ-області спектра, розміщеної на контурі для відбору проб реактора. Він працював при 90°С і розміщувався на випускному пристрої реактора (лінія однократного рівноважного випаровування) безпосередньо перед клапаном миттєвого випаровування. Засмічення визначали в одиницях поглинання/день. Для видалення інертних компонентів газ високого тиску, що відходить, відводили з першого реактора (1) по лінії (6). Його пропускали через холодильник (не показаний) з наступним зниженням тиску при проходженні через клапан (7) і з наступною подачею в промивну систему. Рідку реакційну композицію відводили з першого реактора (1) униз по вертикальному стояку (8) і по лінії (9) направляли в посудину (3) для однократного рівноважного випаровування з регулюванням рівня в реакторі. У посудині (3) для однократного рівноважного випаровування рідку реакційну композицію піддавали миттєвому випаровуванню зі зниженням манометричного тиску до 1,48 бар (1,48´105Н/м2). Суміш, що утворилася, пару та рідини розділяли, багату каталізатором рідину повертали в перший реактор (1) по лінії (10) через насос (не показаний), а пари пропускали через каплевідбійник (12), а потім у вигляді пару подавали безпосередньо в дистиляційну колону (не показана). Простір другого реактора (2) був з'єднаний з лінією (9) однократного рівноважного випаровування, він був обладнаний стопорними клапанами, внаслідок чого потік, що виходив з першого реактора (1). або направляли безпосередньо до клапана миттєвого випаровування, або безпосередньо через другий реактор (2) до клапана миттєвого випаровування. Другий реактор (2) являв собою трубку діаметром 2,5см, довжиною 30см і разом з відповідними трубопроводами мав об'єм або приблизно 4%, або 8% від обсягу першого реактора (1). Ця трубка була розміщена паралельно лінії (9) однократного рівноважного випаровування та оснащена засобом подачі додаткової кількості монооксиду вуглецю по лінії 14. Другий реактор (2) працював під таким же тиском, як і перший реактор (1). Пара з каплевідбійника (12), що надходив у дистиляційну колону (не показана), де водну оцтову кислоту відокремлювали від пару через бічний засіб для відводу (не показано) дистиляційної колони (не показана), додатково очищали та сушили в системі очистки (не показана), а газ низького тиску, що відходить, який включав монооксид вуглецю, направляли в скрубер (не показаний), після чого спалювали у факелі. Експеримент А Із застосуванням установки та способу, описаних з посиланням на Фіг.1, де потік, що виходив з першого реактора (1), направляли безпосередньо до клапана миттєвого випаровування (тобто другого реактора не застосовували), метанол карбонілювали в першому реакторі (1) при 190°С и під загальним манометричним тиском 27,6 бар (2,76´106Н/м2). Рідку реакційну композицію відводили з першого реактора (1) по лінії (9). Рідка реакційна композиція в першому реакторі (1) включала приблизно 7мас % метилйодиду, приблизно 10мас.% метилацетату, приблизно 4мас.% води, приблизно 79мас.% оцтової кислоти, 1450част./млн. іридію та 4450част./млн. рутенію. Цю рідку реакційну композицію з першого реактора (1) направляли в посудину (3) для розділення однократним рівноважним випаровуванням, що працювала під манометричним тиском 1,48 бар (1,48´105Н/м2). Швидкість засмічення визначали з використанням даних аналізу в ближній ІЧ-області спектра, як це описано вище, результати представлені в таблиці 2. Приклад 1 Із застосуванням установки та способу, описаних з посиланням на Фіг.1, метанол карбонілювали в першому реакторі (1) при 190°С та під загальним манометричним тиском 27,6 бар (2,76´106Н/м2). Рідку реакційну композицію відводили з першого реактора (1) по лінії (9). Рідка реакційна композиція в першому реакторі (1) включала приблизно 7мас.% метилйодиду, 11мас.% метилацетату, 4мас.% води, приблизно 78мас.% оцтової кислоти, 1520част./млн. іридію та 4410част./млн. рутенію. Потім рідку реакційну композицію, відведену з першого реактора (1), направляли в другий реактор (2). Цю рідку реакційну композицію додатково карбонілювали в другому реакторі (2) при середній температурі 190°С та під загальним манометричним тиском 27,6 бар (2,76´106Н/м2) із тривалістю перебування 40-50с. Рідку реакційну композицію із другого реактора (2) направляли в посудину (3) для розділення однократним рівноважним випаровуванням, що працювала під манометричним тиском 1,48 бар (1,48´105Н/м2). Швидкість засмічення визначали з використанням даних аналізу в ближній ІЧ-області спектра так, як це описано вище, результати представлені в таблиці 2. Приклади 2-4 Експеримент прикладу 1 повторювали при робочих умовах, представлених у таблиці 1. Концентрації рутенію та монооксиду вуглецю в газі низького тиску, що відходить, варіювали так, як показано в таблиці 2. Експерименти 5-18 Процес прикладу 1 повторювали при робочих умовах, представлених у таблиці 1, за винятком того, що або концентрація рутенію перевищувала 6000част./млн., або концентрація монооксиду вуглецю в газі низького тиску, що відходить, була нижча ніж 50 мольних %. Концентрації рутенію та монооксиду вуглецю в газі низького тиску, що відходить, наведені в таблиці 2. Таблиця 1 Експеримент Приклад 1 Приклад 2 Приклад 3 Приклад 4 Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент А 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [Н2О] мас. [Me] мас.% [МеОАс] мас.% [Іr] част./млн % 4,4 6,5 9,6 1450 4,3 6,9 11,2 1460 4,1 6,1 7,7 1460 4,2 7,0 10,1 1440 4,1 7,0 10,6 1530 4,1 7,3 10,6 1520 3,8 6,2 8,8 1390 4,5 7,6 10,6 1400 4,2 6,7 11,0 1460 4,2 6,7 10,4 1460 4,4 6,8 10,6 1450 4,4 6,8 10,8 1420 4,4 6,5 10,1 1490 3,8 6,5 9,7 1480 3,9 6,7 10,5 1420 3,8 6,5 10,2 1510 5,1 6,9 12,6 1830 4,6 7,5 13,5 1970 4,6 6,9 9,7 1550 [Ru] част./млн 4450 4330 4300 3370 4920 4410 4220 4270 3230 3220 3210 2980 6210 6110 5750 4830 2430 2490 2880 2-й реактор 2-й реактор подача CO, г/год. об.% 200 8 200 8 200 8 100 4 8 130 8 120 8 140 8 90 8 50 8 10 8 200 8 150 8 100 8 10 4 0 8 0 8 0 8 Таблиця 2 Експеримент Приклад 1 Приклад 2 Приклад 3 Приклад 4 Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент А 5 6 7 8 9 10 11 12 13 14 15 16 Швидкість [Ru] карбонілювання, част./млн моль/л/год. 4450 22,0 4430 24,2 4300 23,6 3370 26,2 4920 27,2 4410 25,2 4220 23,9 4270 28,9 3230 26,8 3220 24,9 3210 24,4 2980 23,5 6210 28,9 6110 30,1 5750 29,2 4830 27,4 2430 25,3 Газ, що відходить, Абсол. парц. н.т. [СО] мольних тиск СО, бар % 8,3 48 7,8 56 9,5 63 11,5 57 11,8 57 8,2 32 8,2 45 9,7 45 11,2 42 10,7 31 10,2 23 9,9 13 9,8 55 10,1 47 10,3 39 11,7 42 9,7 18 Швидкість засмічення од. поглин./день 0,01 0,01 0,01 0,01 0,00 0,11 0,11 0,20 0,06 0,08 0,06 0,15 0.02 0,22 0,42 0,02 0,05 2-й реактор, темп, на виході 192,7 194,0 195,9 188,5 193,5 195.4 196,3 195,7 194,6 193,0 196.0 196,2 195.6 189,3 Експеримент 17 Експеримент 18 2490 2880 24,6 17,7 6,2 8,1 7 10 0,30 0,08 З оцінки результатів прикладів 1-4 та експериментів 5-18 очевидно, що коли концентрація рутенієвого промотору нижче ніж 6000част./млн., а концентрація монооксиду вуглецю в газі низького тиску, що відходить, становить, щонайменше, 50 мольних %, випадання осаду (засмічення) фактично не відбувається. Крім того, очевидно, що ступінь осадження знаходиться у відповідності з осадженням, що відбувається у відсутності другого реактора. Коли концентрації рутенієвого промотору та монооксиду вуглецю в газі низького тиску, що відходить, виходять за межі цих діапазонів, швидкість випадання осаду твердих часток (засмічення) виявляється значною. Приклади 19-22, експеримент 23. Експеримент прикладу 1 повторювали при робочих умовах, наведених у таблиці 3. Концентрації рутенію та монооксиду вуглецю в газі низького тиску, що відходить, варіювали так, як показано в таблиці 4. Таблиця 3 Приклад 19 Приклад 20 Приклад 21 Приклад 22 Експеримент 23 [Н2О] мас.% 5,3 4,9 5,0 4,8 5,0 [МеІ] мас.% 7,0 6,2 6,9 6,7 6,8 [МеОАс] мас.% 12,9 12,5 12,8 13,0 12,6 [Іr] част, /млн [Ru] част. /млн 1370 1750 1270 1180 1750 4160 3980 3790 3490 3850 2-й реак-тор подача СО, г/год 0 0 0 2-й реактор об.% 4 4 4 Таблиця 4 Приклад 19 Приклад 20 Приклад 21 Приклад 22 Експеримент 23 [Ru] част. /млн 4160 3980 3790 3490 3850 Швидкість карбоніАбсол. парц. тиск Газ, що відходить, н.т. Швидкість засмічення, лювання, молей/л/год СО, бар [СО] мольних % од.поглин./день 20,2 9,3 60 0,000 22,3 9,4 37 -0,001 19,9 9,9 44 0,003 18,8 9,4 59 -0,001 22,1 9,0 30 -0,001 Приклади 24-26 та експерименти 27-34. Процес прикладу 1 повторювали при робочих умовах, наведених у таблиці 5. Концентрації рутенію та монооксиду вуглецю в газі низького тиску, що відходить, варіювали так, як показано в таблиці 6. Швидкість засмічення визначали по нагромадженню твердої речовини на фільтрі, розміщеному в лінії повернення каталізатора. Таблиця 5 Приклад 24 Приклад 25 Приклад 26 Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент 27 28 29 30 31 32 33 34 [Н2О] мас.% 4,9 4,7 5,2 4,8 5,0 5,2 4,4 4,9 4,8 5,0 4,3 [МеІ] мас.% 6,8 5,9 6,7 7,2 7Д 6,6 6,5 6,1 6,7 6,9 6,2 [МеОАс] мас.% 12,1 12,2 11,7 11,2 11,9 11,9 11,5 11,8 12,3 11,8 9,8 [Іr] част./млн [Ru] част./млн 1530 1390 1580 1670 1570 1570 1650 1680 1480 1410 1590 3440 3220 3370 3650 3380 3380 4360 5130 4910 5780 6260 2-й реактор подача СО, г/год. 90 80 40 60 20 0 60 60 60 60 60 2-й реактор об.% 8 8 8 8 8 8 8 8 8 8 8 Таблиця 6 [Ru] част./млн Приклад 24 Приклад 25 Приклад 26 Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент Експеримент 27 28 29 30 31 32 33 34 3440 3220 3370 3650 3380 3380 4360 5130 4910 5780 6260 Швидкість карбоніАбсол. парц. тиск Газ, що відходить, н.т. Швидкість лювання, молей/л/год. СО, бар [СО] мольних % засмічення, г/год. 22,1 9,5 57 0,0038 21,3 9,3 52 0,0034 21,0 9,8 35 0,0037 21,5 9,3 45 0,0088 20,9 9,6 27 0,0043 20,2 9,9 12 0,0063 21,5 9,2 43 0,0112 22,6 9,9 42 0,0123 22,6 8,2 43 0,0116 21,9 9,0 40 0,0090 23,9 9,9 41 0,0143 При порівнянні результатів прикладів 24-26 з результатами експериментів 27-34 у таблиці 6 можна чітко побачити, що коли концентрацію монооксиду вуглецю в газі низького тиску, що відходить, підтримують відповідно до формули: Υ>mX+С, у якій Υ означає молярну концентрацію монооксиду вуглецю в газі низького тиску, що відходить, X означає концентрацію рутенію в масових частках на мільйон у рідкій реакційній композиції, m означає приблизно 0,012, а С означає приблизно -8,7, швидкість засмічення помітно зменшується. На Фіг.2 графічно проілюстрований взаємозв'язок між концентрацією монооксиду вуглецю в газі низького тиску, що відходить, концентрацією рутенію та утворенням твердих часток. Наведені на графіку крапки є результатами, досягнутими в прикладах та експериментах, які представлені у вищенаведених таблицях 1-6. За даними графіка здійснювали кореляцію (пунктирна лінія), яка вказує на те, що коли концентрацію монооксиду вуглецю Υ у газі низького тиску, що відходить, підтримують відповідно до формули: Υ>mX+С, у якій Υ означає молярну концентрацію монооксиду вуглецю в газі низького тиску, що відходить, X означає концентрацію рутенію в масових частках на мільйон у рідкій реакційній композиції, m означає приблизно 0,012, а С позначає приблизно -8,7, утворення твердих часток послабляється. Коли швидкість засмічення перевищує 0,01од.погл./день або 0,004г/год., вважають, що відбувається утворення твердих часток.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the production of acetic acid
Автори англійськоюMuskett Michael James
Назва патенту російськоюСпособ получения уксусной кислоты
Автори російськоюМаскетт Майкл Джеймс
МПК / Мітки
МПК: C07C 51/12, C07C 53/08
Мітки: одержання, кислоти, оцтової, спосіб
Код посилання
<a href="https://ua.patents.su/7-79287-sposib-oderzhannya-octovo-kisloti.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання оцтової кислоти</a>
Спосіб одержання оцтової кислоти та застосування індію, кадмію, ртуті, галію, цинку як стабілізатора в цьому способі
Номер патенту: 79316
Опубліковано: 11.06.2007
Автори: Пейн Марк Джон, Пул Ендрю Девід, Кі Леслі Енн
МПК: C07C 51/12, C07C 53/08
Мітки: кадмію, способи, ртуті, індію, стабілізатора, оцтової, цинку, галію, спосіб, застосування, одержання, кислоти, цьому
Формула / Реферат:
1. Спосіб одержання оцтової кислоти карбонілюванням метанолу і/або його реакційноздатної похідної монооксидом вуглецю, який відрізняється тим, що його здійснюють в щонайменше одній реакційній зоні карбонілювання, що містить рідку реакційну композицію, яка включає іридієвий каталізатор карбонілювання, метилйодидний співкаталізатор, воду в обмеженій концентрації, оцтову кислоту, метилацетат, щонайменше один промотор, вибраний з рутенію, осмію...
Спосіб одержання оцтової кислоти
Номер патенту: 69382
Опубліковано: 15.09.2004
Автори: Ватсон Деррік Джон, Маскетт Майкл Джеймс
МПК: B01J 23/46, C07C 51/12, C07C 53/08, C07B 61/00
Мітки: оцтової, спосіб, одержання, кислоти
Формула / Реферат:
1. Спосіб безперервного одержання оцтової кислоти шляхом подачі метанолу і/або його реакційноздатного похідного і монооксиду вуглецю в реактор для карбонілювання, в якому міститься рідка реакційна суміш, яка включає метилацетат, воду, благородний метал групи VIII як каталізатор карбонілювання, гідрокарбілгалогенідний співкаталізатор і оцтову кислоту, при здійсненні якого концентрацію метилацетату в цій рідкій реакційній суміші підтримують на...
Спосіб одержання оцтової кислоти
Номер патенту: 64739
Опубліковано: 15.03.2004
Автор: Фосс Боділ
МПК: C07C 51/12, C07C 53/08
Мітки: спосіб, одержання, оцтової, кислоти
Формула / Реферат:
1. Спосіб одержання оцтової кислоти, який відрізняється тим, що включає стадії:a) карбонілювання метанолу, диметилового ефіру або їх реакційноздатних похідних у розчині, що містить гомогенний каталізатор, активний при карбонілюванні,b) одночасний відбір компонентів, які беруть участь у реакціях, і добування основної частини монооксиду вуглецю, що не прореагував, водню і інертних газів, не торкаючись інших сполук, що беруть...
Незмішувана з водою суміш розчинник/співрозчинник для екстрагування оцтової кислоти, спосіб одержання оцтової кислоти (варіанти), спосіб анаеробного мікробного бродіння для одержання оцтової кислоти (варіанти),
Номер патенту: 72220
Опубліковано: 15.02.2005
Автори: Ко Чінг-Ван, Вейд Леслі Е., Вікстром Карл В., Клаузен Едгар С., Гедді Джеймс Л.
МПК: C07C 51/47, C12P 7/40, C07C 211/07, B01D 3/00, C07C 53/08, C07C 51/48, B01D 11/04, C07C 51/44
Мітки: бродіння, незмішувана, спосіб, суміш, одержання, оцтової, мікробного, екстрагування, кислоти, водою, анаеробного, варіанти
Формула / Реферат:
1. Незмішувана з водою суміш розчинник/співрозчинник для екстракції оцтової кислоти з водних потоків, яка містить:а) незмішуваний з водою розчинник, що містить більше 50 об'ємних відсотків суміші ізомерів сильнорозгалужених діалкіламінів та від приблизно 0,01 до 1 об'ємних відсотків моноалкіламінів, причому цей розчинник має коефіцієнт розподілу більше ніж 10, таб) принаймні 10 об'ємних відсотків лінійного вуглеводневого...
Спосіб одержання оцтової кислоти карбонілюванням з каталізацією іридієм
Номер патенту: 52606
Опубліковано: 15.01.2003
Автори: Санлі Джон Гленн, Вотт Роберт Джон
МПК: C07C 51/12, B01J 31/26, C07B 61/00, C07C 53/08
Мітки: спосіб, карбонілюванням, кислоти, каталізацією, іридієм, оцтової, одержання
Формула / Реферат:
1. Спосіб одержання оцтової кислоти, який включає карбонілювання метанолу і/або його реакційноздатного похідного монооксидом вуглецю практично у відсутності металовмісного промотору і/або іоногенного йодидного співпромотору в реакторі для карбонілювання, в якому знаходиться рідка реакційна суміш, що містить іридієвий каталізатор карбонілювання, метилйодидний співкаталізатор, воду, оцтову кислоту і метилацетат, який відрізняється тим, що при...
Попередній патент: Арилкарбонілпіперазини і гетероарилкарбонілпіперазини та їх застосування для лікування доброякісних та злоякісних пухлинних захворювань
Наступний патент: Спосіб очищення та розділення багатокомпонентної суміші та пристрій для його здійснення
Випадковий патент: Інгібітори тестостерон 5-a-редуктази, фармацевтична композиція та спосіб інгібування активності тестостерон 5-a-редуктази