Ливарні суміші, що містять сульфатні та/або нітратні солі, та їх застосування

Формула / Реферат
1. Ливарна суміш, яка включає:
(a) ливарний наповнювач; та
(b) неорганічну сіль, вибрану з групи, яка складається з сульфатної солі натрію, сульфатної солі калію, сульфатної солі кальцію, сульфатної солі магнію, нітратної солі натрію, нітратної солі кальцію, нітратної солі магнію та їх сумішей в кількості, необхідній для зменшення утворення прожилок металевого виливка, одержаного за допомогою ливарної суміші.
2. Ливарна суміш, яка включає:
(a) ливарний наповнювач;
(b) нітратну сіль калію в кількості, необхідній для зменшення утворення прожилок металевого виливка, одержаного за допомогою ливарної суміші;
(с) оксид заліза, вибраний з групи, яка складається з червоного оксиду заліза, чорного оксиду заліза та їх сумішей.
3. Ливарна суміш за п. 1, яка додатково включає оксид заліза, вибраний з групи, яка складається з червоного оксиду заліза, чорного оксиду заліза та їх сумішей.
4. Ливарна суміш за п. 2 або 3, де оксид заліза являє собою червоний оксид заліза.
5. Ливарна суміш за п. 4, де ливарний наповнювач включає кварцовий пісок.
6. Ливарна суміш за п. 5, де неорганічна сіль вибрана з групи, що складається з сульфату натрію, калію, кальцію і магнію та їх сумішей.
7. Ливарна суміш за п. 6, де як джерело солі сульфату кальцію в ливарній суміші застосований гіпс.
8. Ливарна суміш за п. 5, де сіль вибрана з групи, що складається з нітрату натрію, калію, кальцію і магнію та їх сумішей.
9. Ливарна суміш за п. 1 або 2, де ливарна суміш також містить доломіт.
10. Ливарна суміш за пп. 6, 7 або 8, де масове співвідношення сульфатної та/або нітратної солі і червоного оксиду заліза складає від 1:1 до 4:1.
11. Ливарна суміш за п. 10, де масове співвідношення сульфатної та/або нітратної солі і червоного оксиду заліза складає від 1:1 до 2:1.
12. Ливарна суміш за п. 11, де ливарна суміш містить органічну зв'язувальну речовину.
13. Ливарна суміш за п. 12, де зв'язувальна речовина являє собою фенольно-уретанову зв'язувальну речовину або епоксіакрилатну зв'язувальну речовину.
14. Ливарна суміш за п. 12, де ливарна суміш містить каталізатор.
15. Ливарна суміш за п. 12, де кількість солі в ливарній суміші складає від 0,5 відсотка за масою до 4,0 відсотків за масою на основі маси ливарного наповнювача.
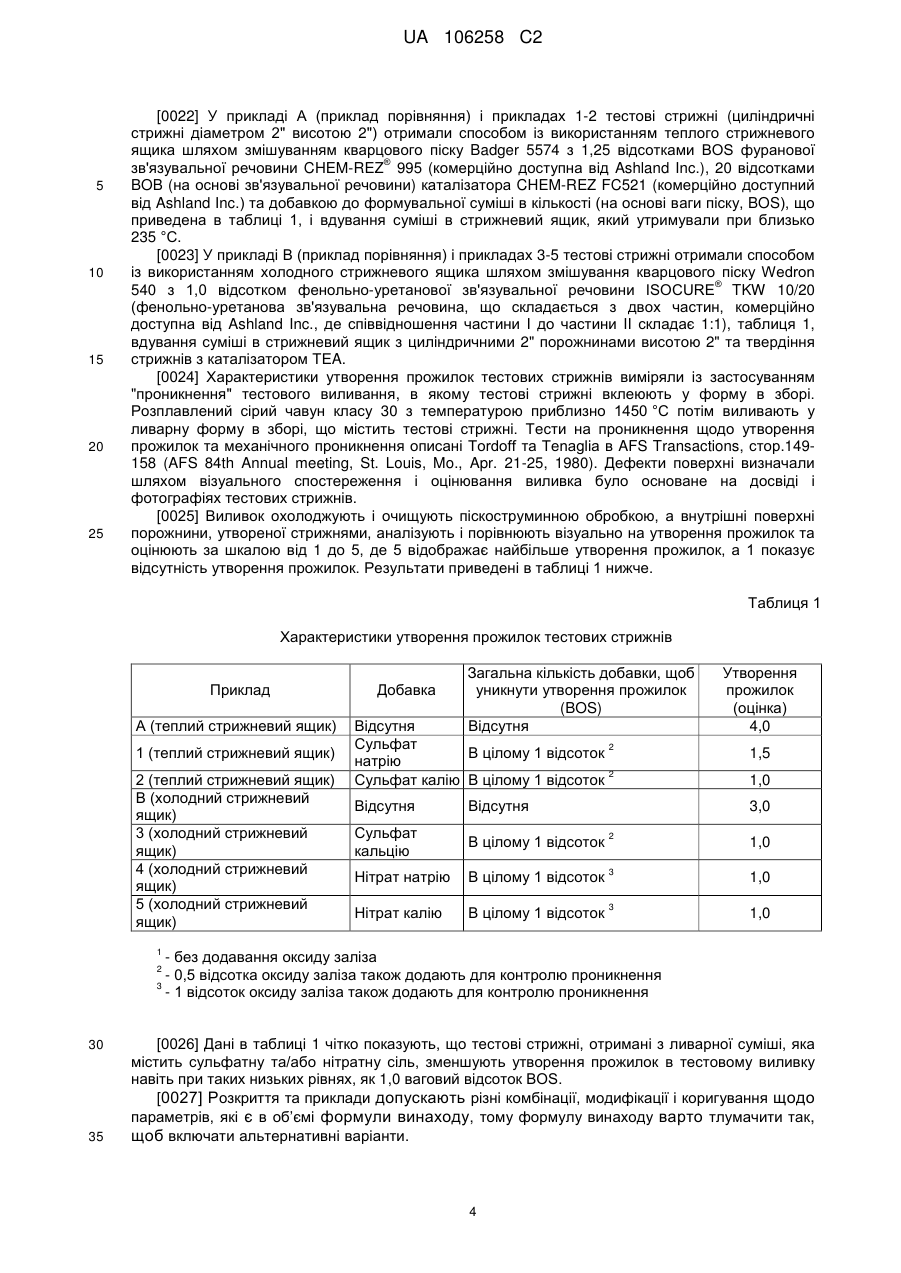
16. Ливарна суміш за п. 12, де кількість солі в ливарній суміші складає від 0,5 відсотка за масою до 2,5 відсотків за масою на основі маси ливарного наповнювача.
17. Спосіб для одержання ливарної форми із використанням холодного стрижневого ящика включає:
(a) внесення ливарної суміші за п. 12 в шаблон для формування ливарної форми;
(b) взаємодію ливарної форми, сформованої відповідно до етапу (а), з пароподібним каталізатором твердіння, здатним затвердити ливарну форму;
(c) забезпечення твердіння вказаної ливарної форми, яка взаємодіяла з пароподібним каталізатором твердіння відповідно до етапу (b), доки вказана форма стане придатною для застосування; та
(d) видалення вказаної отверділої ливарної форми з шаблона.
18. Спосіб виливання металевої деталі, який включає:
(a) вставку ливарної форми, одержаної способом за п. 17, у ливарну форму в зборі;
(b) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі;
(c) забезпечення охолодження та застигання вказаного металу; та
(d) потім відокремлення вилитої металевої деталі від ливарної форми в зборі.
19. Спосіб для одержання ливарної форми із використанням суміші холодного твердіння, який включає:
(a) внесення ливарної суміші за п. 14 в шаблон для формування ливарної форми;
(b) забезпечення твердіння вказаної ливарної форми, сформованої відповідно до етапу (а), доки вказана форма стане придатною для застосування; та
(c) видалення вказаної ливарної форми з шаблона.
20. Спосіб виливання металевої деталі, який включає:
(a) вставляння ливарної форми, одержаної способом за п. 19, у ливарну форму в зборі;
(b) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі;
(c) забезпечення охолодження та застигання вказаного металу; та
(d) потім відокремлення вилитої металевої деталі від ливарної форми в зборі.
21. Спосіб виливання металевої деталі, який включає:
(a) внесення ливарної суміші за п. 14 в шаблон для формування ливарної форми;
(b) нагрівання вказаної ливарної форми, сформованої відповідно до етапу (а), до температури від 150 °С до 260 °С та забезпечення твердіння вказаної ливарної форми, доки вказана форма стане придатною для застосування;
(с) видалення вказаної отверділої ливарної форми з шаблона;
(d) вставку вказаної ливарної форми в зборі;
(е) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі;
(f) забезпечення охолодження та застигання вказаного металу; та
(g) потім відокремлення вилитої металевої деталі від ливарної форми в зборі.
Текст
Реферат: Розкриті ливарна суміш, що містить сульфатну та/або нітратну сіль, та її застосування для виготовлення ливарних форм способом із використанням теплого стрижневого ящика, гарячого стрижневого ящика, суміші холодного твердіння та холодного стрижневого ящика, застосування цих ливарних форм для виготовлення металевих виливків, та металеві виливки, одержані способом. UA 106258 C2 (12) UA 106258 C2 UA 106258 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Кварцовий пісок (SiО2, кварц) широко застосовують як наповнювач в галузі виливання металу для виготовлення ливарних форм і стрижнів. Його застосовують як для "сирої формувальної суміші" (пісок, зв'язаний з водою та глиною), так і для хімічно зв'язаного піску. Застосовують різноманітність неорганічних та органічних хімічних зв'язувальних речовин, включаючи фенольно-уретанові, фуранові, епоксиакрилові та фенольні, що тверднуть під дією складного ефіру. [0002] Зв'язувальні речовини змішують з піском і суміш ущільнюють в оснащенні для прийняття контуру бажаної ливарної форми або стрижня, далі зв'язувальна речовина твердіє та зв'язує піщані зерна разом. Потім складові ливарної форми та стрижня збирають у формувальний корпус, у корпус заливають метал, а він заповнює внутрішні порожнини в моделі бажаного виливка. Під дією тепла від рідкого металу, особливо у випадку феросплавів з температурами плавлення понад 1100 °C, починає розкладатися зв'язувальна речовина і нагрівається пісок. По мірі того, як нагрівається кварцовий пісок, відбувається термічне розширення. Це розширення є відносно лінійним, доки температура не досягне приблизно 570 °C, коли трансформується кристалічна структура піщаних зерен. Ця структурна трансформація супроводжується швидким ізотермічним розширенням з наступним періодом термічної усадки приблизно до 980 °C, коли відбувається інша зміна кристалічної структури з більшим термічним розширенням. [0003] Вважається, що такі швидкі об'ємні зміни в піщаних зернах спричиняють механічні напруження в шарах піску поблизу поверхні виливка, що може призвести до розтріскування поверхні ливарної форми або стрижня, що контактує з гарячим розплавленим рідким металом у ливарній формі. Розплавлений рідкий метал може протікати в такі тріщини та утворювати прожилки або ребра на поверхні виливка. Вони є небажані, та потрібні час та зусилля для їх видалення. В особливо важливих застосуваннях з малими внутрішніми стрижневими проходами прожилка може перекрити і блокувати прохід. Прикладами цих особливо важливих виливків є блоки двигунів та головки з кожухами водяного охолодження, які могли бути заблоковані прожилками в місцях, що важко виявити та ще важче видалити. [0004] Для виробництва "піщаних" ливарних форм та стрижнів також можна застосовувати інші типи наповнювачів, включаючи природний циркон, хроміт, олівін та штучні керамічні та інші наповнювачі. Такі мають нижчі коефіцієнти розширення без фазових перетворень та значно зменшену тенденцію формувати дефекти - утворювати прожилки, але також є набагато дорожчими. [0005] З кварцовим піском застосовували добавки піску для зменшення тенденції утворювати прожилки. Такі добавки піску, як правило, поділяють на три основні категорії в залежності від їх механізму дії. [0006] Перша категорія складається із "наповнювачів з малим коефіцієнтом розширення", таких як суміш кварцового та цирконієвого пісків 90:10, що має нижчий показник розширення, аніж сам кварцовий. Додатково до природних наповнювачів можна застосовувати штучні наповнювачі, подібні керамічним (мулітним) кулькам, алюмосилікатним "мікросферам" або плавленому кварцу. [0007] Друга категорія складається з "органічних амортизуючих матеріалів", таких як деревне борошно, декстрин і крохмаль. При змішуванні з кварцовим піском вони займають деякий об’єм між піщаними зернами. Таким чином, якщо розплавлений метал заливають в ливарну форму, тепло від розплавленого металу швидко спалює зайвий органічний матеріал. Об’єм, попередньо зайнятий органічним матеріалом, може потім забезпечити "амортизатор" або простір для розширення піска, таким чином зменшуючи зростання напружень в піску. [0008] Третя категорія добавок піску складається з "флюсів", які реагують з поверхнею піщаних зерен, щоб хімічно змінити поверхневий шар піску та отримані характеристики розширення піску. Прикладами таких флюсів є оксиди заліза, як гематит (Fe 2О3), так і магнетит (Fe3O4), які здавна застосовували в якості добавок піску. Інші добавки піску типу флюсу включають оксиди титану (TiO2) та літію (Li2O), що містять матеріали, такі як сподумен. Також було продемонстровано, що використання комбінації декількох різних добавок типу флюсу може мати сприятливий ефект. Це особливо дієво, коли гематит застосовують з іншими добавками. [0009] Існуючі категорії добавок піску можуть зменшити утворення прожилок у виливках, але всі три категорії добавок піску мають деякі суттєві недоліки. Наповнювачі з низьким коефіцієнтом розширення, як правило, дорогі у порівнянні з кварцовим піском і їх необхідно застосовувати при відносно високих рівнях (вищих за 10 відсотків на основі піску). Органічні амортизуючі матеріали зазвичай додаються до загальної кількості газу, утвореного ливарною формою або стрижнем під дією рідкого металу, та можуть суттєво зменшувати міцність 1 UA 106258 C2 5 10 15 20 25 30 35 40 45 50 55 60 ливарної форми/стрижня, коли їх використовують на рівнях, вищих приблизно 1 відсотка. Добавки піску типу флюсу в даний час є найбільш широко використовуваними добавками, але вони також мають деякі недоліки. Наприклад, оксиди заліза при застосуванні більше ніж приблизно 2 відсотків за вагою на основі піску (BOS) можуть зумовити підвищене проникнення металу та можуть зменшити міцність ливарної форми/стрижня при застосуванні на вищих рівнях. Сподумени, що містять оксид літію, є дорогими та, як правило, їх застосовують в вищих рівнях, наприклад, 4-8 відсотків за вагою на основі піску (BOS). Короткий опис винаходу [0010] Розкриття описує ливарну суміш, що містить наповнювач і визначені сульфатні та/або нітратні солі. Сульфатні та/або нітратні солі можна застосовувати в кількостях, менших ніж 4,0 вагових відсотка на основі ваги наповнювача, і навіть у кількостях 1,0 вагового відсотка та менше для ефективного зменшення утворення прожилок металевого виливка, отриманого за допомогою ливарної суміші. Також описується застосування ливарної суміші для виготовлення ливарних моделей способом із використанням теплого стрижневого ящика, гарячого стрижневого ящика, суміші холодного твердіння та холодного стрижневого ящика, застосування цих ливарних моделей для виготовлення металевих виливків та металеві виливки, отримані способом. При застосуванні ливарної суміші утворення прожилок в металевих виливках, зроблених за допомогою ливарних моделей, які застосовують для виливання металевих деталей, зменшується або зникає. [0011] Було дивно, що сульфатні солі можна застосовувати в ливарній суміші для зменшення утворення прожилок, оскільки відомо, що такі сполуки є термічно стабільні при високих температурах, що тісно пов'язано з розплавленим металом, тому було неочікувано, що вони будуть руйнуватися для формування флюсуючих засобів. Неочікуване термальне руйнування забезпечує подвійну перевагу. Початкове руйнування супроводжується зменшенням об'єму і випуском газу, який проникає з ливарної форми/стрижня. Це може забезпечувати ефект "амортизації", подібний органічним добавкам піску. Далі продукти руйнування є активними для забезпечення флюсуючого ефекту, подібного до сполук, що містять оксид літію, і подібних добавок. Дивно, що нітратні солі можна застосовувати в ливарній суміші для зменшення утворення прожилок, оскільки відомо, що такі сполуки є сильними окиснювачами і можуть бурхливо реагувати при температурах виливання металів. Детальний опис винаходу [0012] Сульфатні та/або нітратні солі, які застосовують як добавку піску ливарної суміші, включають сульфати та/або нітрати, такі як сульфат натрію, сульфат калію, сульфат кальцію, сульфат магнію, нітрат натрію, нітрат калію, нітрат кальцію, нітрат магнію та їх суміші. Можна застосовувати чисті сульфатні та/або нітратні солі та/або природні мінерали, що містять сульфатні та/або нітратні солі. Прикладом природного мінералу, який містить сульфатні солі, є гіпс, а прикладом природного нітрату - селітра. Гіпс забезпечує переваги як джерело сульфатних та/або нітратних солей завдяки його доступності та ціні. [0013] Кількість сульфатної та/або нітратної солі, застосованої в ливарній суміші, представляє собою кількість, ефективну для зменшення або усунення утворення прожилок в металевих виливках, виготовлених за допомогою ливарних форм (наприклад, ливарних форм та стрижнів), застосованих для виливання металевих деталей. Ефективна кількість сульфатної та/або нітратної солі, як правило, складає від 0,25 відсотка за вагою до 5,0 відсотків за вагою на основі ваги ливарного наповнювача, переважно від 0,5 відсотка за вагою до 3,0 відсотків за вагою на основі ваги ливарного наповнювача і найбільш переважно від 0,75 відсотка за вагою до 2,0 відсотків за вагою на основі ваги ливарного наповнювача. [0014] Додатково до сульфатних та/або нітратних солей ливарна суміш може також містити відомі добавки піску, такі як червоний оксид заліза, чорний оксид заліза та сполуки, що містять оксид літію. Переважно доцільно застосовувати червоний оксид заліза у поєднанні з сульфатною та/або нітратною сіллю. Якщо червоний оксид заліза застосовують з сульфатною та/або нітратною сіллю, то, як правило, застосовують у ваговому співвідношенні сульфатної та/або нітратної солі до червоного оксиду заліза від 1:1 до 5:1, переважно від 2:1 до 4:1. [0015] Ливарна суміш також може містити ливарну зв'язувальну речовину. Такі ливарні зв'язувальні речовини добре відомі в даній галузі. Можна застосовувати будь-яку неорганічну або органічну зв'язувальну речовину теплого стрижневого ящика, гарячого стрижневого ящика, суміші ходного твердіння та холодного стрижневого ящика, якщо вона буде добре утримувати ливарну модель злито і полімеризуватися при наявності каталізатора твердіння. Приклади таких зв'язувальних речовин представляють собою фенольні смоли, фенольно-уретанові зв'язувальні речовини, фуранові зв'язувальні речовини, лужні фенольні резольні зв'язувальні речовини і в тому числі епоксиакрилові зв'язувальні речовини. Найбільш переважними є 2 UA 106258 C2 5 10 15 20 25 30 35 40 45 50 55 60 фенольно-уретанові зв'язувальні речовини і епоксиакрилові зв'язувальні речовини. Фенольноуретанові зв'язувальні речовини описані в патентах США №№ 3485497 та 3409579, які включені в розкриття в даному документі шляхом посилання. Такі зв’язувальні речовини основані на системі, що складається з двох частин, одна частина представляє собою компонент фенольної смоли, а інша частина представляє собою поліізоціанатний компонент. Епоксиакрилові зв’язувальні речовини, які затвердили при застосуванні діоксиду сірки при наявності окиснювального засобу, описані в патенті США № 4526219, який включений в розкриття в даному документі шляхом посилання. [0016] Кількість необхідної зв'язувальної речовини є ефективною кількістю для підтримання моделі і забезпечення ефективного твердіння, тобто, за допомогою якої можна зробити ливарну модель, яка буде придатною для застосування або стійкою після твердіння. Ефективна кількість зв'язувальної речовини, як правило, складає більше ніж приблизно 0,1 відсотка за вагою на основі ваги ливарного наповнювача. Переважно кількість зв'язувальної речовини знаходиться в діапазоні від приблизно 0,5 відсотка за вагою до приблизно 5 відсотків за вагою, більш переважно від приблизно 0,5 відсотка до приблизно 2 відсотків за вагою. [0017] Твердіння ливарної суміші шляхом способу із використанням суміші холодного твердіння відбувається шляхом змішування рідкого каталізатора твердіння з ливарною сумішшю (альтернативно шляхом змішування спершу рідкого каталізатора твердіння з ливарною сумішшю), формування ливарної суміші, яка містить каталізатор, і забезпечення твердіння сформованої ливарної суміші, як правило, при температурі навколишнього середовища без додавання нагріву. Способи із використанням теплого стрижневого ящика та гарячого стрижневого ящика подібні до способу із використанням суміші холодного твердіння за винятком того, що оснащення та/або ливарну модель нагрівають, щоб забезпечити твердіння. Переважний рідкий каталізатор твердіння представляє собою третамін для способу із використанням суміші холодного твердіння і описаний в патенті США № 3485797, який включений в розкриття в даному документі шляхом посилання. Конкретні приклади таких рідких каталізаторів твердіння включають 4-алкілпіридини, в яких алкільна група має від одного до чотирьох атомів вуглецю, ізохінолін, арилпіридини, такі як фенілпіридин, піридин, акридин, 2метоксипіридин, піридазин, 3-хлорпіридин, хінолін, N-метилімідазол, N-етилімідазол, 4,4'дипіридин, 4-фенілпропілпіридин, 1-метилбензимідазол і 1,4-тіазин. Якщо у способі із використанням теплого стрижневого ящика, гарячого стрижневого ящика або суміші холодного твердіння застосовують фуранову зв'язувальну речовину, як правило, застосовуваний каталізатор твердіння представляє собою неорганічну або органічну кислоту, наприклад, сильні кислоти, такі як толуолсульфокислота, ксилолсульфокислота, бензолсульфокислота, НСl і H2SO4. Також можна застосовувати слабку кислоту, таку як фосфорна кислота. [0018] Твердіння ливарної моделі шляхом способу із використанням холодного стрижневого ящика відбувається шляхом обдування або ущільнення ливарної суміші в шаблоні та взаємодії ливарної моделі з пароподібним або газоподібним каталізатором. В залежності від вибраної хімічної зв'язувальної речовини можна застосовувати різноманітні пароподібні або парогазові суміші або гази, такі як третаміни, діоксид вуглецю, метилформіат і діоксид сірки. Фахівці в даній галузі знатимуть, який газоподібний засіб твердіння підходить для застосованої зв'язувальної речовини. Наприклад, парогазову суміш аміну застосовують з фенольно-уретановими смолами. Діоксид сірки (у поєднанні із окиснювальним засобом) застосовують з епоксиакриловою смолою. [0019] Див. патент США № 4526219, який включений в розкриття в даному документі шляхом посилання. Діоксид вуглецю (див. патент США № 4985489, який включений в розкриття в даному документі шляхом посилання) або складні метилові ефіри (див. патент США № 4750716, який включений в розкриття в даному документі шляхом посилання) застосовують з лужними резольними фенолоальдегідними смолами. Діоксид вуглецю також застосовують зі зв'язувальними речовинами на основі силікатів. Див. патент США № 4391642, який включений в розкриття в даному документі шляхом посилання. [0020] Переважно зв'язувальна речовина представляє собою фенольно-уретанову зв'язувальну речовину холодного стрижневого ящика, що затвердили завдяки пропусканню газу третаміну, такого як триетиламін, через відформовану ливарну суміш в порядку, як описано в патенті США № 3409579, або епоксиакрилову зв'язувальну речовину, що затвердили діоксидом сірки при наявності засобу окиснювання, як описано в патенті США № 4526219. [0021] Для фахівців в даній галузі буде очевидним, що до ливарної суміші можна додавати й інші добавки, такі як розподілювальні сполуки, розчинники, наповнювачі ресурсів при стендових випробуваннях, кремнійорганічні сполуки і т.д. Приклади 3 UA 106258 C2 5 10 15 20 25 [0022] У прикладі А (приклад порівняння) і прикладах 1-2 тестові стрижні (циліндричні стрижні діаметром 2" висотою 2") отримали способом із використанням теплого стрижневого ящика шляхом змішуванням кварцового піску Badger 5574 з 1,25 відсотками BOS фуранової ® зв'язувальної речовини CHEM-REZ 995 (комерційно доступна від Ashland Inc.), 20 відсотками BOB (на основі зв'язувальної речовини) каталізатора CHEM-REZ FC521 (комерційно доступний від Ashland Inc.) та добавкою до формувальної суміші в кількості (на основі ваги піску, BOS), що приведена в таблиці 1, і вдування суміші в стрижневий ящик, який утримували при близько 235 °C. [0023] У прикладі B (приклад порівняння) і прикладах 3-5 тестові стрижні отримали способом із використанням холодного стрижневого ящика шляхом змішування кварцового піску Wedron ® 540 з 1,0 відсотком фенольно-уретанової зв'язувальної речовини ISOCURE TKW 10/20 (фенольно-уретанова зв'язувальна речовина, що складається з двох частин, комерційно доступна від Ashland Inc., де співвідношення частини I до частини II складає 1:1), таблиця 1, вдування суміші в стрижневий ящик з циліндричними 2" порожнинами висотою 2" та твердіння стрижнів з каталізатором TEA. [0024] Характеристики утворення прожилок тестових стрижнів виміряли із застосуванням "проникнення" тестового виливання, в якому тестові стрижні вклеюють у форму в зборі. Розплавлений сірий чавун класу 30 з температурою приблизно 1450 °C потім виливають у ливарну форму в зборі, що містить тестові стрижні. Тести на проникнення щодо утворення прожилок та механічного проникнення описані Tordoff та Tenaglia в AFS Transactions, стор.149158 (AFS 84th Annual meeting, St. Louis, Mo., Apr. 21-25, 1980). Дефекти поверхні визначали шляхом візуального спостереження і оцінювання виливка було основане на досвіді і фотографіях тестових стрижнів. [0025] Виливок охолоджують і очищують піскоструминною обробкою, а внутрішні поверхні порожнини, утвореної стрижнями, аналізують і порівнюють візуально на утворення прожилок та оцінюють за шкалою від 1 до 5, де 5 відображає найбільше утворення прожилок, а 1 показує відсутність утворення прожилок. Результати приведені в таблиці 1 нижче. Таблиця 1 Характеристики утворення прожилок тестових стрижнів Приклад A (теплий стрижневий ящик) 1 (теплий стрижневий ящик) 2 (теплий стрижневий ящик) B (холодний стрижневий ящик) 3 (холодний стрижневий ящик) 4 (холодний стрижневий ящик) 5 (холодний стрижневий ящик) Добавка Загальна кількість добавки, щоб уникнути утворення прожилок (BOS) Відсутня Відсутня Сульфат 2 В цілому 1 відсоток натрію 2 Сульфат калію В цілому 1 відсоток Утворення прожилок (оцінка) 4,0 1,5 1,0 Відсутня Відсутня Сульфат кальцію В цілому 1 відсоток 2 1,0 Нітрат натрію В цілому 1 відсоток 3 1,0 Нітрат калію В цілому 1 відсоток 3 1,0 3,0 1 - без додавання оксиду заліза - 0,5 відсотка оксиду заліза також додають для контролю проникнення 3 - 1 відсоток оксиду заліза також додають для контролю проникнення 2 30 35 [0026] Дані в таблиці 1 чітко показують, що тестові стрижні, отримані з ливарної суміші, яка містить сульфатну та/або нітратну сіль, зменшують утворення прожилок в тестовому виливку навіть при таких низьких рівнях, як 1,0 ваговий відсоток BOS. [0027] Розкриття та приклади допускають різні комбінації, модифікації і коригування щодо параметрів, які є в об’ємі формули винаходу, тому формулу винаходу варто тлумачити так, щоб включати альтернативні варіанти. 4 UA 106258 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Ливарна суміш, яка включає: (a) ливарний наповнювач; та (b) неорганічну сіль, вибрану з групи, яка складається з сульфатної солі натрію, сульфатної солі калію, сульфатної солі кальцію, сульфатної солі магнію, нітратної солі натрію, нітратної солі кальцію, нітратної солі магнію та їх сумішей в кількості, необхідній для зменшення утворення прожилок металевого виливка, одержаного за допомогою ливарної суміші. 2. Ливарна суміш, яка включає: (a) ливарний наповнювач; (b) нітратну сіль калію в кількості, необхідній для зменшення утворення прожилок металевого виливка, одержаного за допомогою ливарної суміші; (с) оксид заліза, вибраний з групи, яка складається з червоного оксиду заліза, чорного оксиду заліза та їх сумішей. 3. Ливарна суміш за п. 1, яка додатково включає оксид заліза, вибраний з групи, яка складається з червоного оксиду заліза, чорного оксиду заліза та їх сумішей. 4. Ливарна суміш за п. 2 або 3, де оксид заліза являє собою червоний оксид заліза. 5. Ливарна суміш за п. 4, де ливарний наповнювач включає кварцовий пісок. 6. Ливарна суміш за п. 5, де неорганічна сіль вибрана з групи, що складається з сульфату натрію, калію, кальцію і магнію та їх сумішей. 7. Ливарна суміш за п. 6, де як джерело солі сульфату кальцію в ливарній суміші застосований гіпс. 8. Ливарна суміш за п. 5, де сіль вибрана з групи, що складається з нітрату натрію, калію, кальцію і магнію та їх сумішей. 9. Ливарна суміш за п. 1 або 2, де ливарна суміш також містить доломіт. 10. Ливарна суміш за пп. 6, 7 або 8, де масове співвідношення сульфатної та/або нітратної солі і червоного оксиду заліза складає від 1:1 до 4:1. 11. Ливарна суміш за п. 10, де масове співвідношення сульфатної та/або нітратної солі і червоного оксиду заліза складає від 1:1 до 2:1. 12. Ливарна суміш за п. 11, де ливарна суміш містить органічну зв'язувальну речовину. 13. Ливарна суміш за п. 12, де зв'язувальна речовина являє собою фенольно-уретанову зв'язувальну речовину або епоксіакрилатну зв'язувальну речовину. 14. Ливарна суміш за п. 12, де ливарна суміш містить каталізатор. 15. Ливарна суміш за п. 12, де кількість солі в ливарній суміші складає від 0,5 відсотка за масою до 4,0 відсотків за масою на основі маси ливарного наповнювача. 16. Ливарна суміш за п. 12, де кількість солі в ливарній суміші складає від 0,5 відсотка за масою до 2,5 відсотків за масою на основі маси ливарного наповнювача. 17. Спосіб для одержання ливарної форми із використанням холодного стрижневого ящика включає: (a) внесення ливарної суміші за п. 12 в шаблон для формування ливарної форми; (b) взаємодію ливарної форми, сформованої відповідно до етапу (а), з пароподібним каталізатором твердіння, здатним затвердити ливарну форму; (c) забезпечення твердіння вказаної ливарної форми, яка взаємодіяла з пароподібним каталізатором твердіння відповідно до етапу (b), доки вказана форма стане придатною для застосування; та (d) видалення вказаної отверділої ливарної форми з шаблона. 18. Спосіб виливання металевої деталі, який включає: (a) вставку ливарної форми, одержаної способом за п. 17, у ливарну форму в зборі; (b) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі; (c) забезпечення охолодження та застигання вказаного металу; та (d) потім відокремлення вилитої металевої деталі від ливарної форми в зборі. 19. Спосіб для одержання ливарної форми із використанням суміші холодного твердіння, який включає: (a) внесення ливарної суміші за п. 14 в шаблон для формування ливарної форми; (b) забезпечення твердіння вказаної ливарної форми, сформованої відповідно до етапу (а), доки вказана форма стане придатною для застосування; та (c) видалення вказаної ливарної форми з шаблона. 20. Спосіб виливання металевої деталі, який включає: (a) вставляння ливарної форми, одержаної способом за п. 19, у ливарну форму в зборі; (b) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі; 5 UA 106258 C2 5 10 (c) забезпечення охолодження та застигання вказаного металу; та (d) потім відокремлення вилитої металевої деталі від ливарної форми в зборі. 21. Спосіб виливання металевої деталі, який включає: (a) внесення ливарної суміші за п. 14 в шаблон для формування ливарної форми; (b) нагрівання вказаної ливарної форми, сформованої відповідно до етапу (а), до температури від 150 °С до 260 °С та забезпечення твердіння вказаної ливарної форми, доки вказана форма стане придатною для застосування; (с) видалення вказаної отверділої ливарної форми з шаблона; (d) вставку вказаної ливарної форми в зборі; (е) заливку металу, доки він в рідкому стані, у вказану ливарну форму в зборі; (f) забезпечення охолодження та застигання вказаного металу; та (g) потім відокремлення вилитої металевої деталі від ливарної форми в зборі. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюFoundry mixes containing sulfate and/or nitrate salts and their uses
Автори англійськоюShowman, Ralph, E., Harmon, Sean, B.
Автори російськоюШоумэн Ральф И., Гармон Шон Б.
МПК / Мітки
МПК: B22C 1/00, C04B 14/00, B22C 9/00
Мітки: містять, ливарні, сульфатні, солі, суміші, застосування, нітратні
Код посилання
<a href="https://ua.patents.su/8-106258-livarni-sumishi-shho-mistyat-sulfatni-ta-abo-nitratni-soli-ta-kh-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Ливарні суміші, що містять сульфатні та/або нітратні солі, та їх застосування</a>
Ливарна суміш, що містить карбонатні солі, та її застосування
Номер патенту: 105681
Опубліковано: 10.06.2014
Автори: Гармон Шон Б., Шоумен Ральф І.
МПК: B22C 1/00, B22C 9/00, C04B 14/00
Мітки: застосування, ливарна, суміш, солі, містить, карбонатні
Формула / Реферат:
1. Ливарна суміш, яка містить:(a) ливарний наповнювач; та(b) карбонатну сіль в кількості, ефективній для зменшення утворення прожилок металевого виливка, одержаного за допомогою ливарної суміші, де кількість карбонатної солі складає від 0,25 відсотка за масою до 5,0 відсотків за масою на основі маси ливарного наповнювача; тас) від 0,1 відсотка за масою до 5 відсотків за масою зв'язувальної речовини на основі маси...
Кремнієорганічні сполуки, спосіб їх одержання, каучукові суміші, що містять їх, та застосування каучукових сумішей
Номер патенту: 81902
Опубліковано: 25.02.2008
Автори: Дешлер Ульрих, Альберт Філіпп, Вітцше Сусанн, Пітер Раймунд, Корт Карстен, Кіфер Інго, Хассе Андре, Клокманн Олівер
МПК: C07B 61/00, C07F 7/18, C08K 5/5419, C08L 21/00
Мітки: одержання, сполуки, кремнієорганічні, каучукових, містять, їх, застосування, каучукові, суміші, сумішей, спосіб
Формула / Реферат:
1. Кремнієорганічні сполуки загальної формули І, ІдеR має ідентичні або різні значення та являє собою R'О-групу або С1-С12алкільну групу, R' являє собою С12-С24 розгалужену або нерозгалужену алкільну або алкенільну групу, R'' являє собою С1-С30 розгалужену або нерозгалужену алкіленову або алкеніленову групу, Х являє собою SH при...
Підсилювач смаку, хлібне тісто, хлібопродукти і продукти з зернових, що його містять, його застосування як замінника кухонної солі
Номер патенту: 91333
Опубліковано: 26.07.2010
Автори: Лежен Паскаль, Дюпюі Камілль, Мюшембле Жан-Жак
МПК: A21D 8/04, A21D 10/00, A21D 13/00
Мітки: зернових, смаку, тісто, хлібне, підсилювач, застосування, кухонної, продукти, містять, солі, замінника, хлібопродукти
Формула / Реферат:
1. Сухий агент посилення смаку для продукту із зернових, переважно для хлібопродукту, що містить борошно кислого бродіння, який відрізняється тим, що він додатково містить екстракт дріжджів.2. Сухий агент посилення смаку для продукту із зернових за п. 1, який відрізняється тим, що вміст в ньому сухих речовин більше або дорівнює 85 мас. %, переважно більше або дорівнює 90 мас. %, ще більш переважно більше або дорівнює 93 мас. %, ще...
Олігомерні органосиланполісульфани, способи їх одержання, каучукові суміші, що містять олігомерний органосиланполісульфан, спосіб їх одержання, формовані вироби, виготовлені з каучукової суміші
Номер патенту: 64732
Опубліковано: 15.03.2004
Автори: Батц-Сон Хрістоф, Лугінсланд Ханс-Детлеф
МПК: C08K 5/54, C08G 77/00
Мітки: способи, каучукової, вироби, органосиланполісульфани, формовані, каучукові, одержання, спосіб, органосиланполісульфан, олігомерні, містять, олігомерний, виготовлені, суміші
Формула / Реферат:
1. Олігомерні органосиланполісульфани, які складаються зі структурних ланок А і/або В, і/або С, сполучених у будь-якій лінійній, розгалуженій або циклічній послідовності,деY означає Н, CN, -(CH2)nSiRR1R2,n дорівнює 1-8,R, R1, R2, R3 незалежно один від одного означають Н, (С1-С4)алкіл,(С1-С4)алкокси, галоген або OSiR1R2R3-групу,...
Домішки до комбікормів , що містять d-пантотенову кислоту і /або її солі, та спосіб їхнього одержання (варіанти)
Номер патенту: 66368
Опубліковано: 17.05.2004
Автори: Вальгер Ілона, Фридріх Хайнц, Пфефферльє Вальтер, Беккер Ульріх, Біндер Міхаель, Уффманн Клаус-Еріх
МПК: C12P 13/02, A23K 1/175, A23K 1/16, A23K 1/00
Мітки: d-пантотенову, комбікормів, домішки, спосіб, кислоту, містять, одержання, солі, або, їхнього, варіанти
Формула / Реферат:
1. Домішка до комбікормів з умістом D-пантотенової кислоти і/або її солей на основі ферментаційного бульйону, яка відрізняється тим, що містить D-пантотенову кислоту і/або її солі, біомасу, одержану в процесі ферментації з використанням мікроорганізмів, що продукують D-пантотенову кислоту, у кількості від 0 до 100 % від її утвореної кількості, містить принаймні переважну частину інших інгредієнтів ферментаційного бульйону і використовується у...
Попередній патент: Компонент курильного виробу, курильний виріб, який його містить, та спосіб забезпечення високоеластичного матеріалу в компоненті курильного виробу
Наступний патент: Спосіб обробки води баластною коагуляцією
Випадковий патент: Антитіло людини проти тканинного фактора