Спосіб виготовлення щіткових виробів
Формула / Реферат
1. Спосіб виготовлення щіткових виробів, що мають держак та щетинну накладку з окремих вертикальних щетинок, який відрізняється тим, що окремі щетинки з кріпильними кінцями спереду вставляють по одній до отворів перфорованого шаблона, причому діаметр отворів у шаблоні трохи більший, ніж у окремих щетинок, а розташування отворів співпадає з розташуванням щетинок у щетинній накладці або її частині, таким чином, що їхні кріпильні кінці виступають приблизно на однакову довжину з протилежного боку перфорованого шаблона, після чого щетинки фіксують проти осьового та радіального зсуву у перфорованому шаблоні, принаймні на кріпильній поверхні держака готують шар рідкого отверджуваного матеріалу, причому рідкий матеріал обтікає щетинки, кріпильні кінці яких занурені до шару, після чого отверджують шар.
2. Спосіб за п. 1, який відрізняється тим, що кріпильні кінці щетинок занурюють за допомогою перфорованого шаблона до шару рідкого матеріалу.
3. Спосіб за пп. 1-2, який відрізняється тим, що глибину занурення кріпильних кінців щетинок встановлюють, пересуваючи перфорований шаблон з зафіксованими у ньому щетинками регульованим шляхом.
4. Спосіб за пп. 1-3, який відрізняється тим, що окремі щетинки подають до перфорованого шаблона у вигляді безперервного моноволокна, затягують до пластини та після фіксування безперервних моноволокон у перфорованому шаблоні відрізають щетинки на потрібну довжину від безперервних моноволокон з приймального боку перфорованого шаблона.
5. Спосіб за пп. 1-4, який відрізняється тим, що щетинки нарізають на потрібну довжину з безперервних моноволокон після отвердження шару.
6. Спосіб за пп. 1-5, який відрізняється тим, що у щетинній накладці утворюють вільні простори, вставляючи щетинки лише до тих отворів у перфорованому шаблоні, які співпадають з положенням щетинок у щетинній накладці.
7. Спосіб за пп. 1-6, який відрізняється тим, що поряд з окремими щетинками вставляють щетинки, зведені у жмутки, причому окремі щетинки та щетинки, зведені у жмутки, водночас вставляють до перфорованого шаблона, отвори якого співпадають з розташуванням окремих щетинок та жмутків щетинок у щетинній накладці таким чином, що кріпильні кінці окремих щетинок та жмутків виступають з протилежних боків перфорованого шаблона, причому окремі щетинки та жмутки водночас занурюють до шару.
8. Спосіб за пп. 1-7, який відрізняється тим, що після вставляння окремих щетинок до перфорованого шаблону їх кріпильні кінці, що виступають звідти, піддають поверхневому структуруванню або термічному чи механічному формуванню, після чого занурюють до шару.
9. Спосіб за пп. 1-8, який відрізняється тим, що після вставляння до перфорованого шаблона або подібної пластини раніше у виробничій лінії щетинки фіксують та плоско обрізають їхні кінці, протилежні кріпильним кінцям, після чого зазначені кінці щетинок обробляють по контуру, що відрізняється від їхнього площинного перерізу, а потім занурюють кріпильні кінці щетинок до шару за допомогою перфорованого шаблона.
10. Спосіб за п. 9, який відрізняється тим, що щетинки після обробки кінців вивільняють з затиску і шляхом різнорідних осьових зсувів пересувають робочими кінцями до криволінійної оболонки, яка відрізняється від площини перерізу, а потім плоско обрізають кріпильні кінці, після чого занурюють до шару.
Текст
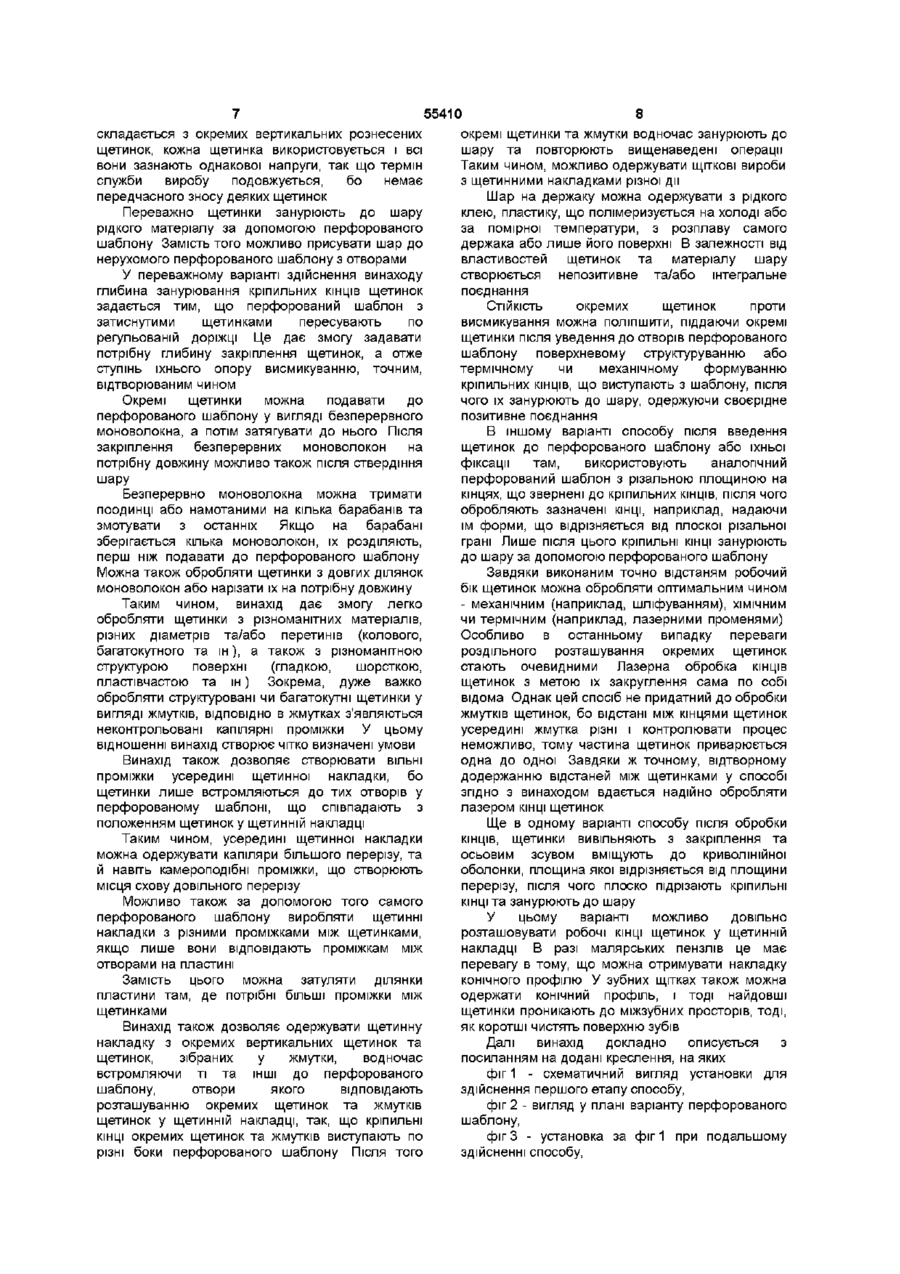
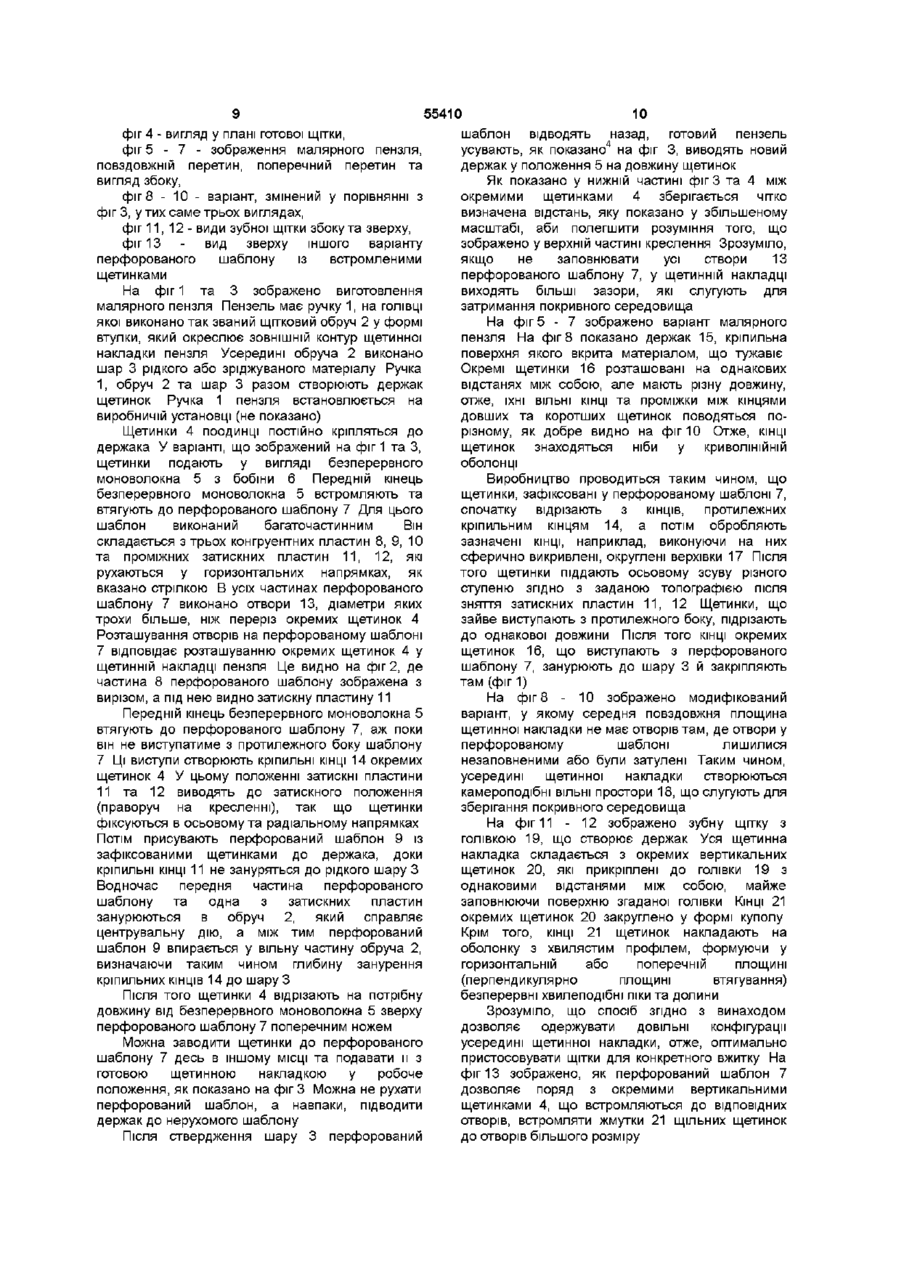
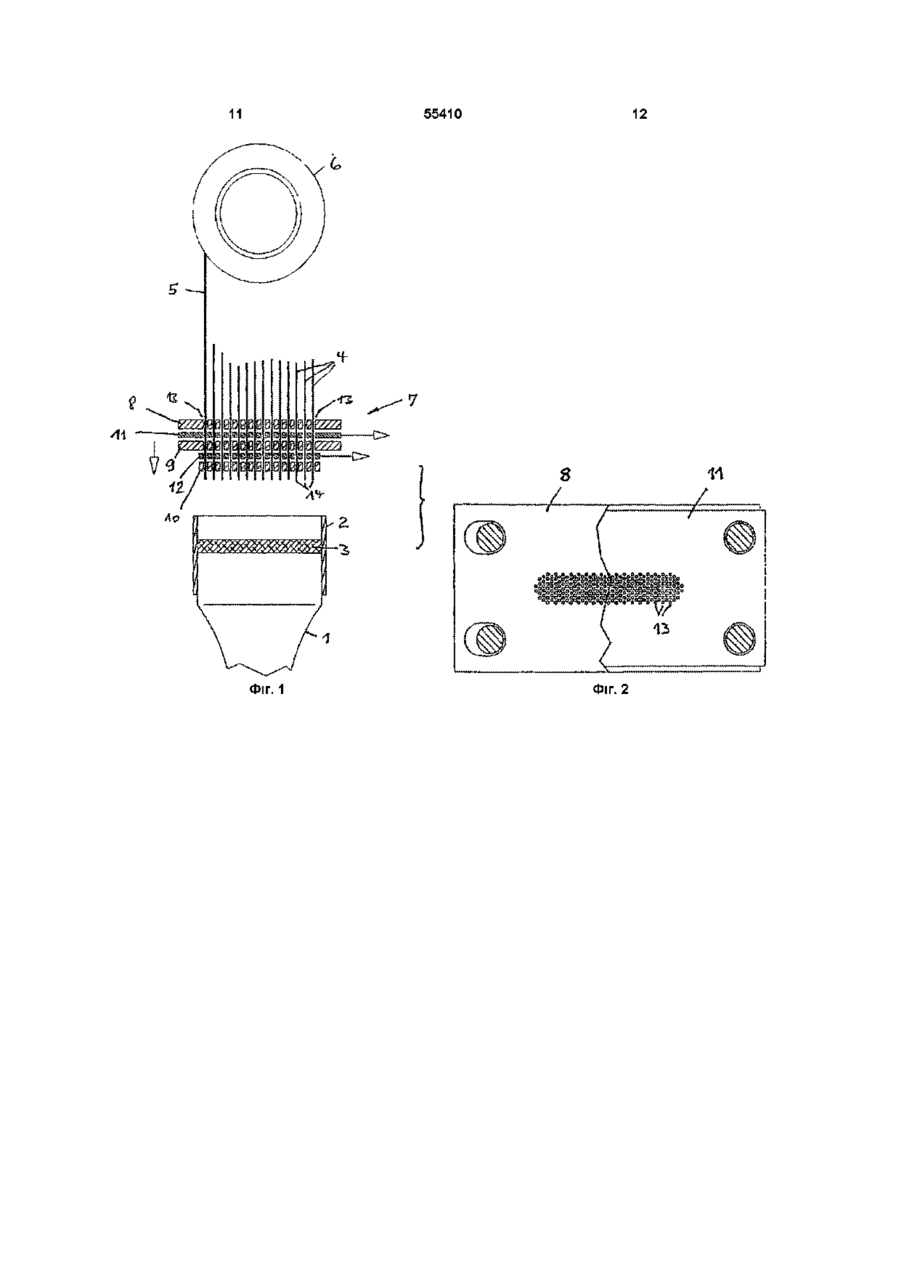
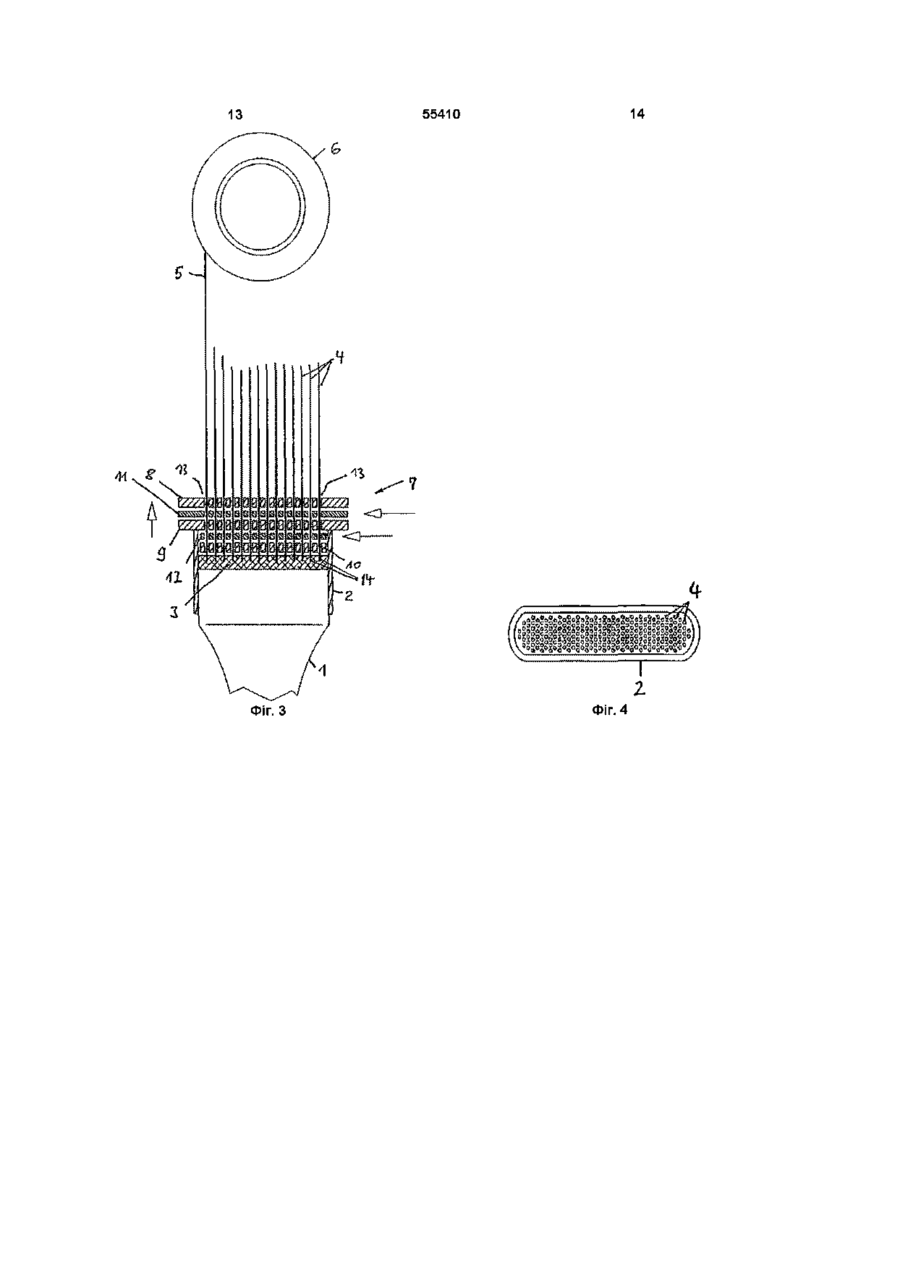
1 Спосіб виготовлення щіткових виробів, що мають держак та щетинну накладку з окремих вертикальних щетинок, який відрізняється тим, що окремі щетинки з кріпильними кінцями спереду вставляють по одній до отворів перфорованого шаблона, причому діаметр отворів у шаблоні трохи більший, ніж у окремих щетинок, а розташування отворів співпадає з розташуванням щетинок у щетинній накладці або її частині, таким чином, що їхні кріпильні КІНЦІ виступають приблизно на однакову довжину з протилежного боку перфорованого шаблона, після чого щетинки фіксують проти осьового та радіального зсуву у перфорованому шаблоні, принаймні на кріпильній поверхні держака готують шар рідкого стверджуваного матеріалу, причому рідкий матеріал обтікає щетинки, кріпильні КІНЦІ ЯКИХ занурені до шару, після чого стверджують шар 2 Спосіб за п 1, який відрізняється тим, що кріпильні КІНЦІ щетинок занурюють за допомогою перфорованого шаблона до шару рідкого матеріалу 3 Спосіб за пп 1-2, який відрізняється тим, що глибину занурення кріпильних КІНЦІВ щетинок встановлюють, пересуваючи перфорований шаблон з зафіксованими у ньому щетинками регульованим шляхом 4 Спосіб за пп 1-3, який відрізняється тим, що окремі щетинки подають до перфорованого шаблона у вигляді безперервного моноволокна, затягують до пластини та після фіксування безперервних моноволокон у перфорованому шаблоні відрізають щетинки на потрібну довжину від безперервних моноволокон з приймального боку перфорованого шаблона 5 Спосіб за пп 1-4, який відрізняється тим, що щетинки нарізають на потрібну довжину з безперервних моноволокон після ствердження шару 6 Спосіб за пп 1-5, який відрізняється тим, що у щетинній накладці утворюють ВІЛЬНІ простори, вставляючи щетинки лише до тих отворів у перфорованому шаблоні, які співпадають з положенням щетинок у щетинній накладці 7 Спосіб за пп 1-6, який відрізняється тим, що поряд з окремими щетинками вставляють щетинки, зведені у жмутки, причому окремі щетинки та щетинки, зведені у жмутки, водночас вставляють до перфорованого шаблона, отвори якого співпадають з розташуванням окремих щетинок та жмутків щетинок у щетинній накладці таким чином, що кріпильні КІНЦІ окремих щетинок та жмутків виступають з протилежних боків перфорованого шаблона, причому окремі щетинки та жмутки водночас занурюють до шару 8 Спосіб за пп 1-7, який відрізняється тим, що після вставляння окремих щетинок до перфорованого шаблону їх кріпильні КІНЦІ, ЩО виступають звідти, піддають поверхневому структуруванню або термічному чи механічному формуванню, після чого занурюють до шару 9 Спосіб за пп 1-8, який відрізняється тим, що після вставляння до перфорованого шаблона або подібної пластини раніше у виробничій лінії щетинки фіксують та плоско обрізають їхні КІНЦІ, протилежні кріпильним кінцям, після чого зазначені КІНЦІ щетинок обробляють по контуру, що відрізняється від їхнього площинного перерізу, а потім занурюють кріпильні КІНЦІ щетинок ДО шару за допомогою перфорованого шаблона 10 Спосіб за п 9, який відрізняється тим, що щетинки після обробки КІНЦІВ вивільняють з затиску і шляхом різнорідних осьових зсувів пересувають робочими кінцями до криволінійної оболонки, яка відрізняється від площини перерізу, а потім плоско обрізають кріпильні КІНЦІ, ПІСЛЯ ЧОГО занурюють до шару О Ю ю 55410 Винахід стосується способу виготовлення щіткових виробів з держаком та щетинною накладкою, що виконана з окремих вертикальних пластикових щетинок В даному контексті ЩІТКОВІ вироби охоплюють усі види пристроїв для чищення підлог, що мають щетинні накладки, а також ремні, пластини, мати й т ш з щетинною накладкою Це можуть, зокрема, бути щітки для догляду за тілом або ГІГІЄНІЧНІ, ЯК ОТ зубні щітки, масажні щітки, щітки для волосся й т ш , або щітки для нанесення покрить, косметики, ЛІКІВ і т ш , або мати для підлог, ЩІТКОВІ ремені, шліфувальні ремені та ш Звичайно у таких виробах щетинки з'єднують у жмутки або великі пакети і в такому вигляді прикріпляють до держаків Раніше держаки прикріплювали механічним шляхом, а саме схоплюють жмуток щетинок зашморгом та фіксують у держаку за допомогою анкерного засобу Такий спосіб кріплення надто складний, а у деяких випадках, особливо у санітарних виробах, веде до небажаних наслідків, бо в отворах, що необхідно виконувати у держаку, накопичується бруд та бактерії У разі жмутків або пакетів щетинок великого діаметру, наприклад, для малярних пензлів, жмутки або пакети закріплюються на клеї Коли з'явилися пластикові щетинки, відкрилися можливості для інших способів кріплення, а саме зварювання або теплового приклеювання жмутків до держака, або впресовування КІНЦІВ жмутків у розплавлений матеріал держака Всі способи, за яких жмутки чи пакети щетинок встромляють у більш чи менш розплавлену масу та закріплюється при її твердненні, мають очевидний недолік - закріплення щетинок Отже, після затвердження маси жмутки чи пакети треба вичісувати, аби видалити незакріплені щетинки Навіть при користуванні, окремі щетинки, що погано закріплені, висмикуються У деяких випадках, особливо у малярних пензлях, мулярських щітках та ш , це має негативні наслідки, бо висмикнуті щетинки потрапляють до середовища, що наноситься, і їх важко видалити ЗВІДТІЛЯ, не залишаючи СЛІДІВ Особливо небажане це явище у зубних щітках, бо такі висмикнуті щетинки часто-густо застряють у міжзубних проміжках, ЗВІДКІЛЯ їх важко видобути Якщо держак та щетинки, як зараз переважно має місце, вироблені з пластику та поєднані зварюванням, то вони мають бути з того самого пластику або з такої пари матеріалів, що при зварюванні між собою забезпечують достатню МІЦНІСТЬ поєднання Цій вимозі відповідають лише нечисленні пари матеріалів, характеристики яких не надто розбіжні Але з щітковими виробами часто трапляється навпаки Так, держак, який звичайно створює ручку щітки, має бути жорстким і вироблятися з недорогого пластику, тоді як щетинки виготовляють з високосортного пластику, що посідає відносно високу СТІЙКІСТЬ проти спрацювання, гарну гнучкість та опір поперемінному згинанню у різні боки Отже, держаки звичайно виробляють з полюлефінів, а щетинки - з поліамідів Ці та ІНШІ пари пластиків майже або зовсім не зварюються Теж саме можна сказати про впресовування щетинок, бо тут потрібний опір витягуванню забезпечують перш за все сили поверхневого натягу, а структурне поєднання має місце лише у обмеженому ступені Отже, треба оплавляти КІНЦІ щетинок, роблячи їх потовщеними, аби створити додаткове з'єднання тертям з держаком Крім того, ВІДОМІ ЩІТКОВІ вироби, де щетинна накладка містить поряд зі жмутками окремі вертикальні щетинки або складається цілком з окремих щетинок Так, у Європейській заявці 165546 описано зубну щітку, накладка якої містить жмутки щетинок та частково окремі щетинки Окремі щетинки розташовані так, що вкривають поверхню, і так само, як і жмутки, приварені до пластикового держака Як вже відзначалося, це передбачає підбір ВІДПОВІДНИХ пар матеріалів і часто вимагає використання надто дорогого пластику для держака, аби пристосувати його до щетинок Більш ТОГО, щетинки набувають СТІЙКОСТІ та гнучкості, а також піддатливості, бо екструдовані моноволокна витягуються, і через те термостабілізуються, набуваючи молекулярної повздовжньої орієнтації, яка втрачається, тількино щетинки піддають підвищеній температурі Таким чином, при зварюванні закріплені КІНЦІ щетинок пошкоджуються Щетинки втрачають пружність при згинанні, тобто здатність повертатися до вихідного положення Те ж саме має місце, коли жмутки щетинок уприскують у розплавлену масу держака, до того ж, у цьому випадку рекомендується, щоб держак та щетинки виготовлялися з одного матеріалу (патенти ФРН 895140, 900809) В ІНШІЙ ВІДОМІЙ зубній ЩІТЦІ за патентом США 4592594 окремі щетинки набрано у пакет, що створює всю щіткову насадку, і вставлено до рамкового держака Щетинки зварені вздовж їхніх ЗОВНІШНІХ контактних граней Крім можливості пошкодження щетинок, у цьому варіанті опір висмикуванню щетинок недостатній, бо контактна грань з коловим перерізом щетинки по суті є лише ЛІНІЙНОЮ, отже, щетинки взаємозв'язані лише повз чотири такі ЛІНІЙНІ контактні грані Щодо малярних пензлів, відомо також (патент ФРН 1050304, патент СИТА 2664316) розплавлення усього пакету щетинок з кінця, що закріплюється, та формування там пластинчатого потовщення, яке утримує пакет щетинок у держаку Відомо також (патент ФРН 812304) запресовування пакету щетинок до рідкої пластикової маси держака Зокрема, у першій з вказаних конструкцій має місце вже згадане пошкодження основи щетинок Однак у разі пензлів ці способі непридатні для практичного вжитку, бо щетинки щільно впаковані, отже, на пензлі немає просторів для прийому фарби Такі простори звичайно забезпечуються у пензлях за допомогою вставок або подібного (заявки Німеччини 9206072, 3025010), які вміщуються 55410 радіального зсуву у перфорованому шаблоні, всередині зони кріплення та витісняють щетинки принаймні на кріпильній пластині держака готують убік так, що біля вставок створюються шар рідкого, здатного твердіти матеріалу, камероподібні ВІЛЬНІ простори, які поглинають сточують рідким матеріалом щетинки, кріпильні фарбу і частково послабляють тиск на пензель та КІНЦІ яких занурені до шару, а потім стверджують згинання щетинок Ці камери є важливою шар передумовою рівномірного нанесення фарби і дають можливість покривати досить велику У способі згідно з винаходом щетинки поверхню одним мазком Це відіграє особливу поодинці подають до виробництва чином, що роль для пластикових щетинок, які утримують відповідає їх подальшому розташуванню у фарбу гірше за натуральну щетину Треба також щетинній накладці Це досягається за допомогою мати на увазі, що у щітках, призначених для перфорованого шаблону, у якому отвори нанесення середовищ на поверхню, ці розташовані ВІДПОВІДНО ДО розташування окремих середовища мають найрізноманітнішу в'язкість Це щетинок у накладці, отже, щетинки виставляються стосується навіть зубних щіток, які мають в належні положення перед закріпленням У цих приймати та розподіляти як ластовидні, так і положеннях щетинки зафіксовані так, що не гелєвидні маси Отже, з точки зору застосування можуть зсунутися уздовж осі чи радіально щітки дають оптимальні результати лише при Водночас або заздалегідь, принаймні на нанесенні середовищ, в'язкість яких знаходиться в кріпильній частині держака, готують шар рідкого, якомусь вузькому інтервалі значень, а з іншими здатного твердіти матеріалу Кріпильні КІНЦІ середовищами працюють незадовільно Значить, щетинок, що виступають з отворів перфорованого особливо у разі малярних пензлів, треба мати у шаблону, занурюють до шару, де їх поодинці та дуже широкому асортименті, щоб задовольнити цілком оточують рідким матеріалом, після чого усі потреби виробництва внаслідок твердіння шару вони міцно закріплюються там Робилися численні спроби кріпити щетинки поодинці до носія Крім вищезгаданого зварювання, яке неприйнятне з матеріалознавчих міркувань (патент Великої Британії 165546), відомо (заявка Німеччини 4410236) формування моноволокон щетинок у чарунки, які шикуються у ряди за допомогою основних та утокових ниток, а потім запресовуються до пластичного матеріалу в зоні скріплення Цей спосіб надто складний, коштовний і створює відносно відкриту структуру щетинної накладки Відомо також (патент Великої Британії 292693) приварювання спеціальних щетинок великого діаметру до держака або створення чарунок, які кріпляться до держака механічним шляхом за допомогою анкерних засобів Недоліки обох тих способів вже висвітлювалися Нарешті, відомо (заявка Великої Британії 2035076) формування щетинок у вигляді ШПЛІНТІВ, які прикріпляються до держака, або їхнє виготовлення разом з держаком у формі для вливання під тиском (патент США, патент Швейцарії 661851) Тут вже йдеться не про щетинки як такі, а про ШПЛІНТОВИДНІ структури відносно великого діаметру, які зовсім не здатні утримувати середовища, що наносяться, і через те придатні лише як щітки для волосся та подібні Завдання винаходу полягає в тому, щоб створити спосіб виготовлення щіткових виробів з окремими, вертикальними пластиковими щетинками, між якими створюється чітко визначені, передбачені проміжки, які пристосовані до конкретного середовища, що наноситься, та до належного застосування щіткового виробу Згідно З винаходом, це завдання вирішується тим, що окремі щетинки встромляють кріпильним кінцем до переду до отворів перфорованого шаблону, діаметр яких трохи перевищує діаметр окремих щетинок, а розташування відповідає розташуванню щетинок у щетинній накладці або в и частині, таким чином, що їх кріпильні КІНЦІ приблизно однаково виступають з протилежного боку перфорованого шаблону, після чого пластинки закріплюють проти осьового та Отже, окремі щетинки можна з'єднувати з держаком згідно з завданням розташування та з чітко визначеними відстанями поміж ними Можна вибирати будь-які відстані поміж щетинками у щетинній накладці, а також забезпечувати будьяке бажане поєднання між щетинками за допомогою ВІДПОВІДНИХ перфорованих шаблонів Це гарантує, що щетинки не будуть надто щільно впаковані, і створює чітко визначені капіляри Будь-яку форму капілярів можна одержувати за рахунок взаєморозташування щетинок, а будьякий переріз капілярів - за рахунок відстаней між ними Це дозволяє оптимально пристосовувати ЩІТКОВІ вироби, одержані таким чином, до їх конкретного застосування, зокрема, визначати вищезгадану геометрію згідно з в'язкістю середовища, для якого призначений виріб Для покривних середовищ з низькою в'язкістю відстані можна робити меншими, ніж для більш в'язких середовищ Оскільки відстані між щетинками чітко визначені, гарантоване, зокрема, повне обтікання рідким шаром кріпильних КІНЦІВ кожної окремої щетинки та їх закладення до шару здатного твердіти матеріалу Кожна щетинка надійно закріплюється, і усі щетинки у накладці чинять опір висмикуванню Немає потреби прочісувати щетинну накладку, і окремі щетинки не можуть розійтися 3 точки зору використання, чітко визначені відстані між щетинками забезпечують також струминне промивання щетинної накладки Це дуже важливо для санітарних щіток, зубних щіток та малярних пензлів Крім того, після вжитку щетинна накладка швидко висихає, що запобігає накопиченню бактерій Споживчі якості кожної щетинки використовуються краще, ніж за їхнього розташування у жмутках чи пакетах, де внутрішні щетинки спираються на ЗОВНІШНІ так, що їх гнучкість не спрацьовує ЗОВНІШНІ щетинки зазнають більшої напруги, а через те скоріше деформуються або іншим чином втрачають працездатність, у той час як у накладці, що 55410 8 складається з окремих вертикальних рознесених окремі щетинки та жмутки водночас занурюють до щетинок, кожна щетинка використовується і всі шару та повторюють вищенаведені операції вони зазнають однакової напруги, так що термін Таким чином, можливо одержувати ЩІТКОВІ вироби служби виробу подовжується, бо немає з щетинними накладками різної дії передчасного зносу деяких щетинок Шар на держаку можна одержувати з рідкого Переважно щетинки занурюють до шару клею, пластику, що полімеризується на холоді або рідкого матеріалу за допомогою перфорованого за помірної температури, з розплаву самого шаблону Замість того можливо присувати шар до держака або лише його поверхні В залежності від нерухомого перфорованого шаблону з отворами властивостей щетинок та матеріалу шару створюється непозитивне та/або інтегральне У переважному варіанті здійснення винаходу поєднання глибина занурювання кріпильних КІНЦІВ щетинок задається тим, що перфорований шаблон з СТІЙКІСТЬ окремих щетинок проти затиснутими щетинками пересувають по висмикування можна поліпшити, піддаючи окремі регульованій доріжці Це дає змогу задавати щетинки після уведення до отворів перфорованого потрібну глибину закріплення щетинок, а отже шаблону поверхневому структуруванню або ступінь їхнього опору висмикуванню, точним, термічному чи механічному формуванню відтворюваним чином кріпильних КІНЦІВ, що виступають з шаблону, після чого їх занурюють до шару, одержуючи своєрідне Окремі щетинки можна подавати до позитивне поєднання перфорованого шаблону у вигляді безперервного моноволокна, а потім затягувати до нього Після В іншому варіанті способу після введення закріплення безперервних моноволокон на щетинок до перфорованого шаблону або їхньої потрібну довжину можливо також після ствердіння фіксації там, використовують аналогічний шару перфорований шаблон з різальною площиною на кінцях, що звернені до кріпильних КІНЦІВ, після чого Безперервно моноволокна можна тримати обробляють зазначені КІНЦІ, наприклад, надаючи поодинці або намотаними на кілька барабанів та їм форми, що відрізняється від плоскої різальної змотувати з останніх Якщо на барабані грані Лише після цього кріпильні КІНЦІ занурюють зберігається кілька моноволокон, їх розділяють, до шару за допомогою перфорованого шаблону перш ніж подавати до перфорованого шаблону Можна також обробляти щетинки з довгих ділянок Завдяки виконаним точно відстаням робочий моноволокон або нарізати їх на потрібну довжину бік щетинок можна обробляти оптимальним чином - механічним (наприклад, шліфуванням), ХІМІЧНИМ Таким чином, винахід дає змогу легко чи термічним (наприклад, лазерними променями) обробляти щетинки з різноманітних матеріалів, Особливо в останньому випадку переваги різних діаметрів та/або перетинів (колового, роздільного розташування окремих щетинок багатокутного та ш), а також з різноманітною стають очевидними Лазерна обробка КІНЦІВ структурою поверхні (гладкою, шорсткою, щетинок з метою їх закруглення сама по собі пластівчастою та ш) Зокрема, дуже важко відома Однак цей спосіб не придатний до обробки обробляти структуровані чи багатокутні щетинки у жмутків щетинок, бо відстані між кінцями щетинок вигляді жмутків, ВІДПОВІДНО в жмутках з'являються усередині жмутка різні і контролювати процес неконтрольовані капілярні проміжки У цьому неможливо, тому частина щетинок приварюється відношенні винахід створює чітко визначені умови одна до одної Завдяки ж точному, відтворному Винахід також дозволяє створювати ВІЛЬНІ додержанню відстаней між щетинками у способі проміжки усередині щетинної накладки, бо згідно з винаходом вдається надійно обробляти щетинки лише встромляються до тих отворів у лазером КІНЦІ щетинок перфорованому шаблоні, що співпадають з положенням щетинок у щетинній накладці Ще в одному варіанті способу після обробки КІНЦІВ, щетинки вивільняють з закріплення та Таким чином, усередині щетинної накладки осьовим зсувом вміщують до криволінійної можна одержувати капіляри більшого перерізу, та оболонки, площина якої відрізняється від площини й навіть камероподібні проміжки, що створюють перерізу, після чого плоско підрізають кріпильні місця схову довільного перерізу КІНЦІ та занурюють до шару Можливо також за допомогою того самого перфорованого шаблону виробляти щетинні У цьому варіанті можливо довільно накладки з різними проміжками між щетинками, розташовувати робочі КІНЦІ щетинок у щетинній якщо лише вони відповідають проміжкам між накладці В разі малярських пензлів це має отворами на пластині перевагу в тому, що можна отримувати накладку конічного профілю У зубних щітках також можна Замість цього можна затуляти ділянки одержати конічний профіль, і тоді найдовші пластини там, де потрібні більші проміжки між щетинки проникають до міжзубних просторів, тоді, щетинками як коротші чистять поверхню зубів Винахід також дозволяє одержувати щетинну накладку з окремих вертикальних щетинок та Далі винахід докладно описується з щетинок, зібраних у жмутки, водночас посиланням на додані креслення, на яких встромляючи ті та ІНШІ ДО перфорованого фіг 1 - схематичний вигляд установки для шаблону, отвори якого відповідають здійснення першого етапу способу, розташуванню окремих щетинок та жмутків фіг 2 - вигляд у плані варіанту перфорованого щетинок у щетинній накладці, так, що кріпильні шаблону, КІНЦІ окремих щетинок та жмутків виступають по фіг 3 - установка за фіг 1 при подальшому різні боки перфорованого шаблону Після того здійсненні способу, 55410 фіг 4 - вигляд у плані готової щітки, фіг 5 - 7 - зображення малярного пензля, повздовжній перетин, поперечний перетин та вигляд збоку, фіг 8 - 10 - варіант, змінений у порівнянні з фіг 3, у т и х саме трьох виглядах, фіг 11, 12 - види зубної щітки збоку та зверху, фіг 13 вид зверху іншого варіанту перфорованого шаблону із встромленими щетинками На фіг 1 та 3 зображено виготовлення малярного пензля Пензель має ручку 1, на ГОЛІВЦІ якої виконано так званий щітковий обруч 2 у формі втулки, який окреслює ЗОВНІШНІЙ контур щетинної накладки пензля Усередині обруча 2 виконано шар 3 рідкого або зріджуваного матеріалу Ручка 1, обруч 2 та шар 3 разом створюють держак щетинок Ручка 1 пензля встановлюється на виробничій установці (не показано) Щетинки 4 поодинці постійно кріпляться до держака У варіанті, що зображений на фіг 1 та З, щетинки подають у вигляді безперервного моноволокна 5 з бобіни 6 Передній кінець безперервного моноволокна 5 встромляють та втягують до перфорованого шаблону 7 Для цього шаблон виконаний багаточастинним Він складається з трьох конгруентних пластин 8, 9, 10 та проміжних затискних пластин 1 1 , 12, які рухаються у горизонтальних напрямках, як вказано стрілкою В усіх частинах перфорованого шаблону 7 виконано отвори 13, діаметри яких трохи більше, ніж переріз окремих щетинок 4 Розташування отворів на перфорованому шаблоні 7 відповідає розташуванню окремих щетинок 4 у щетинній накладці пензля Це видно на фіг 2, де частина 8 перфорованого шаблону зображена з вирізом, а під нею видно затискну пластину 11 Передній кінець безперервного моноволокна 5 втягують до перфорованого шаблону 7, аж поки він не виступатиме з протилежного боку шаблону 7 Ці виступи створюють кріпильні КІНЦІ 14 окремих щетинок 4 У цьому положенні затискні пластини 11 та 12 виводять до затискного положення (праворуч на кресленні), так що щетинки фіксуються в осьовому та радіальному напрямках Потім присувають перфорований шаблон 9 із зафіксованими щетинками до держака, доки кріпильні КІНЦІ 11 не зануряться до рідкого шару З Водночас передня частина перфорованого шаблону та одна з затискних пластин занурюються в обруч 2, який справляє центрувальну дію, а між тим перфорований шаблон 9 впирається у вільну частину обруча 2, визначаючи таким чином глибину занурення кріпильних КІНЦІВ 14 до шару З Після ТОГО щетинки 4 відрізають на потрібну довжину від безперервного моноволокна 5 зверху перфорованого шаблону 7 поперечним ножем Можна заводити щетинки до перфорованого шаблону 7 десь в іншому МІСЦІ та подавати и з готовою щетинною накладкою у робоче положення, як показано на фіг 3 Можна не рухати перфорований шаблон, а навпаки, підводити держак до нерухомого шаблону Після ствердження шару 3 перфорований 10 шаблон відводять назад, готовий пензель усувають, як показано 4 на фіг 3, виводять новий держак у положення 5 на довжину щетинок Як показано у нижній частині фіг 3 та 4 між окремими щетинками 4 зберігається чітко визначена відстань, яку показано у збільшеному масштабі, аби полегшити розуміння того, що зображено у верхній частині креслення Зрозуміло, якщо не заповнювати усі створи 13 перфорованого шаблону 7, у щетинній накладці виходять більші зазори, які слугують для затримання покривного середовища На фіг 5 - 7 зображено варіант малярного пензля На фіг 8 показано держак 15, кріпильна поверхня якого вкрита матеріалом, що тужавіє Окремі щетинки 16 розташовані на однакових відстанях між собою, але мають різну довжину, отже, їхні ВІЛЬНІ КІНЦІ та проміжки між кінцями довших та коротших щетинок поводяться порізному, як добре видно на фіг 10 Отже, КІНЦІ щетинок знаходяться ніби у криволінійній оболонці Виробництво проводиться таким чином, що щетинки, зафіксовані у перфорованому шаблоні 7, спочатку відрізають з КІНЦІВ, протилежних кріпильним кінцям 14, а потім обробляють зазначені КІНЦІ, наприклад, виконуючи на них сферично викривлені, округлені верхівки 17 Після того щетинки піддають осьовому зсуву різного ступеню згідно з заданою топографією після зняття затискних пластин 1 1 , 12 Щетинки, що зайве виступають з протилежного боку, підрізають до однакової довжини Після того КІНЦІ окремих щетинок 16, що виступають з перфорованого шаблону 7, занурюють до шару 3 й закріпляють там (фіг 1) На фіг 8 - 10 зображено модифікований варіант, у якому середня повздовжня площина щетинної накладки не має отворів там, де отвори у перфорованому шаблоні лишилися незаповненими або були затулені Таким чином, усередині щетинної накладки створюються камероподібні ВІЛЬНІ простори 18, що слугують для зберігання покривного середовища На фіг 11 - 12 зображено зубну щітку з голівкою 19, що створює держак Уся щетинна накладка складається з окремих вертикальних щетинок 20, які прикріплені до голівки 19 з однаковими відстанями між собою, майже заповнюючи поверхню згаданої голівки КІНЦІ 21 окремих щетинок 20 закруглено у формі куполу Крім того, КІНЦІ 21 щетинок накладають на оболонку з хвилястим профілем, формуючи у горизонтальній або поперечній площині (перпендикулярно площині втягування) безперервні хвилеподібні піки та долини Зрозуміло, що спосіб згідно з винаходом дозволяє одержувати ДОВІЛЬНІ конфігурації усередині щетинної накладки, отже, оптимально пристосовувати щітки для конкретного вжитку На фіг 13 зображено, як перфорований шаблон 7 дозволяє поряд з окремими вертикальними щетинками 4, що встромляються до ВІДПОВІДНИХ отворів, встромляти жмутки 21 щільних щетинок до отворів більшого розміру 11 55410 Фіг. 1 12 Фіг. 2 14 55410 13 4-1 ч £ Фіг. З Фіг. 4 -a. •s? ся ся ооо ороооо ооооооо оооооооо OOOOOOOOO ОООООООО ooooooooo оооооооо OOOOOOOOO в ^сЙЙЙЙРв* % 0 о 0 о 0 о 0 о 0 о 0 о 0 о° . оооооооо оооооооо " ЯР-fioo о о р оооооооо W OOODOOOOO ОООООСО& ооооооо оосо°осоо ООООООО ооо орао оооо ооо :вж ОООООООО ооо ооо в QPJ3 О ОООО ОООООООО о.оосэооорр ООО ООО ОООО-, ОООО о&«оооаоа О£ го ^ О 1 0 1 ооо оооооо ооооооо ОООООООО ооооооооо ОООООООО ооооооооо оооооооооо ооооооооо ОООООООООО ооооооооо оооооооооо ooooooooooo оооооооооо ooooooooooo оооооооооо OOOOOOOOOOO oooooooooooo ooooooooooo oooooooooooo 0000000000a oooooocooooo ooooooooooo oooooooooooo ооооооооооооо oooooooooooo ооооооооооооо oooooooooooo ооооооооооооо oooooooooooo ооооооооооооо oooooooooooo 000000000000a. ooooooooooo 0000000000c ооооооооооооо OOOOOOOOOOOO ooooooooooo оооооооооо J в л
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of bristle goods
Назва патенту російськоюСпособ изготовления щеточных изделий
МПК / Мітки
Мітки: спосіб, виробів, щіткових, виготовлення
Код посилання
<a href="https://ua.patents.su/9-55410-sposib-vigotovlennya-shhitkovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щіткових виробів</a>
Щітковий виріб, спосіб та пристрій для виготовлення щіткових виробів
Номер патенту: 46009
Опубліковано: 15.05.2002
Автор: Вайраух Георг
Мітки: виготовлення, пристрій, щітковий, спосіб, щіткових, виріб, виробів
Формула / Реферат:
1. Щітковий виріб, що містить держак щетини з гумоеластичного матеріалу з принаймні однією виїмкою для прийому жмутка щетини, котрий має на кінці, що закріплюється, потовщену ділянку для поєднання щетини, поперечний переріз цієї ділянки перевищує поперечний переріз жмутка та найвужчий поперечний переріз виїмки, причому жмуток міцно з'єднано під тиском з виїмкою, в якій принаймні уздовж частини своєї довжини у держаку жмуток щетини щільно...
Спосіб виготовлення щіткових виробів з розташованою пучками щетиною та пристрій для його здійснення
Номер патенту: 42796
Опубліковано: 15.11.2001
Автор: Вайраух Георг
МПК: A46D 3/00
Мітки: щіткових, виробів, щетиною, виготовлення, спосіб, пучками, пристрій, здійснення, розташованою
Формула / Реферат:
1. Способ изготовления щеточных изделий с расположенной пучками щетиной, содержащих носители для пучков щетины, при котором из шахтообразного магазина, содержащего большой запас нарезанной по длине щетины, захватом для щетины извлекают отдельные пучки и каждый пучок после выдвигания из захвата закрепляют на носителе для пучков щетины, причем пучки щетины на их конце, обращенном к носителю для пучков щетины оплавляют и совмещают с одновременно...
Спосіб виготовлення щетинних виробів
Номер патенту: 19102
Опубліковано: 25.12.1997
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: спосіб, виробів, щетинних, виготовлення
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя и зафиксированных в нем щетинных элементов из термопластичного синтетического материала, путем выполнения в держателе гнезда для размещения нерабочих концов щетинных элементов, расплавления нерабочих концов щетинных элементов с образованием утолщения при уменьшении при этом их длины и закрепления утолщения в гнезде держателя, отличающийся тем, что гнездо держателя выполняют по...
Спосіб виготовлення інтер’єрно-облицювальних виробів з гіпсовмісних матеріалів та форма для виготовлення інтер’єрно-облицювальних виробів
Номер патенту: 26290
Опубліковано: 19.07.1999
Автор: Ящєнко Владімір Грігорьєвіч
МПК: B28B 7/34, B28B 11/00
Мітки: виробів, спосіб, гіпсовмісних, виготовлення, форма, інтер'єрно-облицювальних, матеріалів
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающих приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а...
Спосіб виробництва хлібних виробів і композиція інгредієнтів для виготовлення хлібних виробів
Номер патенту: 32040
Опубліковано: 15.12.2000
Автори: Тихоненко Валентина Андріївна, Горбенко Неля Георгієвна
МПК: A21D 13/02, A21D 10/00
Мітки: композиція, виробів, виробництва, інгредієнтів, виготовлення, хлібних, спосіб
Текст:
...пер лого гатунку в КІЛЬКОСТІ 25-35 °? РІД маси композиції. Провезені патентні дослідження довели , що ні в патентній , ні в науково-технічній літературі немає відомостей про способи рироб ниитра хлібних виробі ? І композиції Інгредієнтів для виготовлення хлібних виробів, охарактеризовані таким чином , як у формулі винаходу способу І композиції Інгредієнтів , IJO заявляються, це дає підставу його рІдпо РІДКОСТІ критерію...
Попередній патент: Фармацевтична композиція для внутрішньовенного введення, спосіб її одержання та спосіб лікування і /або профілактики грибкових захворювань (варіанти)
Наступний патент: Стрічкова розливна установка
Випадковий патент: Спосіб визначення температури різального інструмента