Спосіб прокатки листів або штаб
Номер патенту: 90753
Опубліковано: 25.05.2010
Автори: Сатонін Олександр Володимирович, Данько Андрій Володимирович


Формула / Реферат
1. Спосіб прокатки листів або штаб, що включає прокатку у валках з випуклим робочим профілюванням листів або штаб максимальної ширини при номінальному зусиллі прокатки ![]() , який відрізняється тим, що при прокатці листів або штаб меншої ширини зусилля прокатки зменшують шляхом розузгодження швидкостей робочих валків до величини
, який відрізняється тим, що при прокатці листів або штаб меншої ширини зусилля прокатки зменшують шляхом розузгодження швидкостей робочих валків до величини ![]() , яку визначають по залежності:
, яку визначають по залежності:
 ,
,
де ![]() - модулі поперечної жорсткості валкової системи при довільній ширині листа або штаби
- модулі поперечної жорсткості валкової системи при довільній ширині листа або штаби ![]() та при їх максимальній ширині
та при їх максимальній ширині ![]() , МН/мм;
, МН/мм;
![]() - різниці в зазорах між робочими валками по центру та біля крайок листа або штаби при їх максимальній та довільній ширині.
- різниці в зазорах між робочими валками по центру та біля крайок листа або штаби при їх максимальній та довільній ширині.
2. Спосіб за п. 1, який відрізняється тим, що при нескінченній прокатці надтонких штаб у міру розігрівання робочих валків зусилля прокатки підвищують шляхом зменшення розузгодження їх швидкостей до величини ![]() , яку визначають по залежності:
, яку визначають по залежності:
 ,
,
де ![]() - різниці в зазорах між робочими валками по центру бочки та по краях штаби на початку прокатки та в її довільний момент, мм;
- різниці в зазорах між робочими валками по центру бочки та по краях штаби на початку прокатки та в її довільний момент, мм;
![]() - модулі поперечної жорсткості валкової системи на початку прокатки штаби шириною
- модулі поперечної жорсткості валкової системи на початку прокатки штаби шириною ![]() та в довільний момент часу, МН/мм.
та в довільний момент часу, МН/мм.
Текст
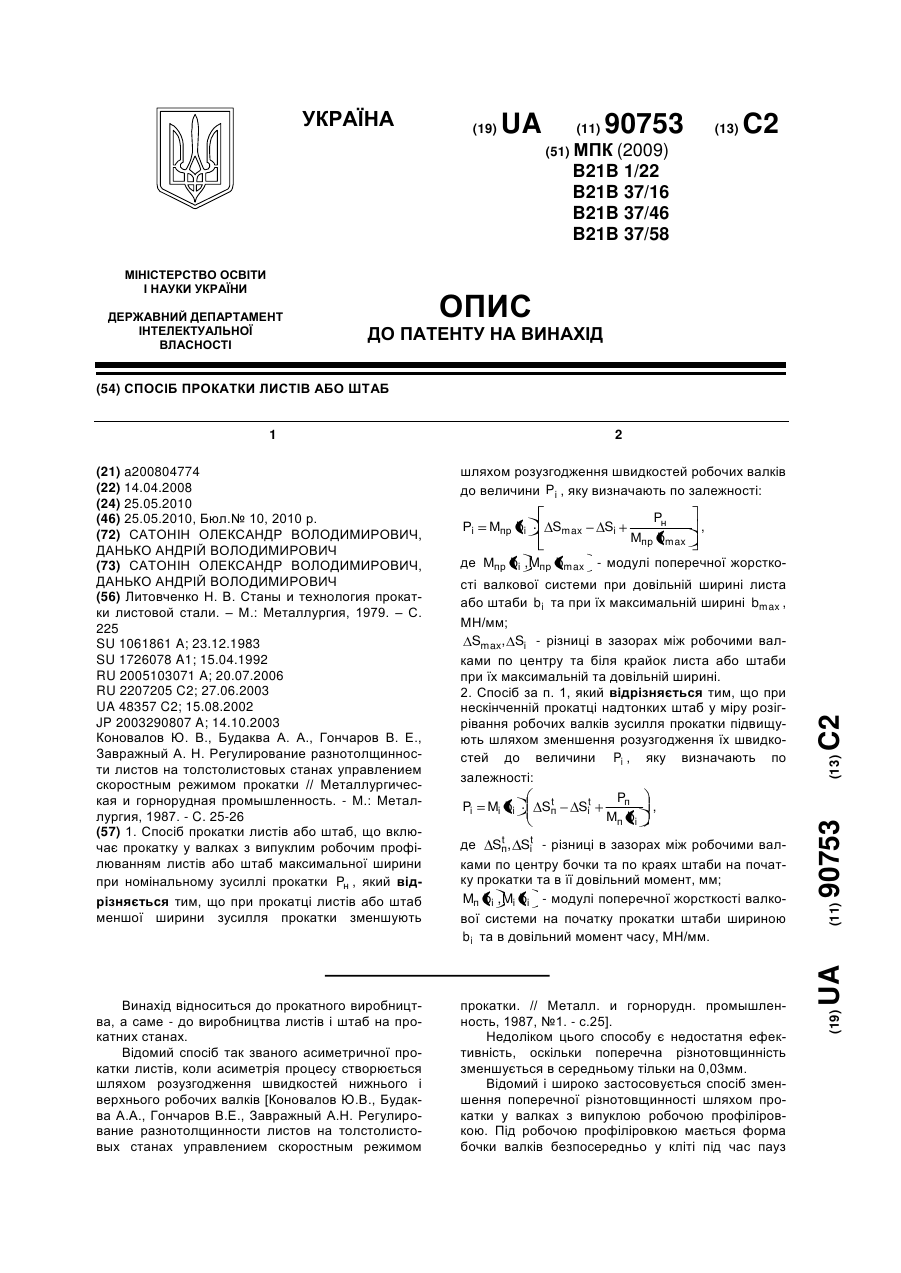
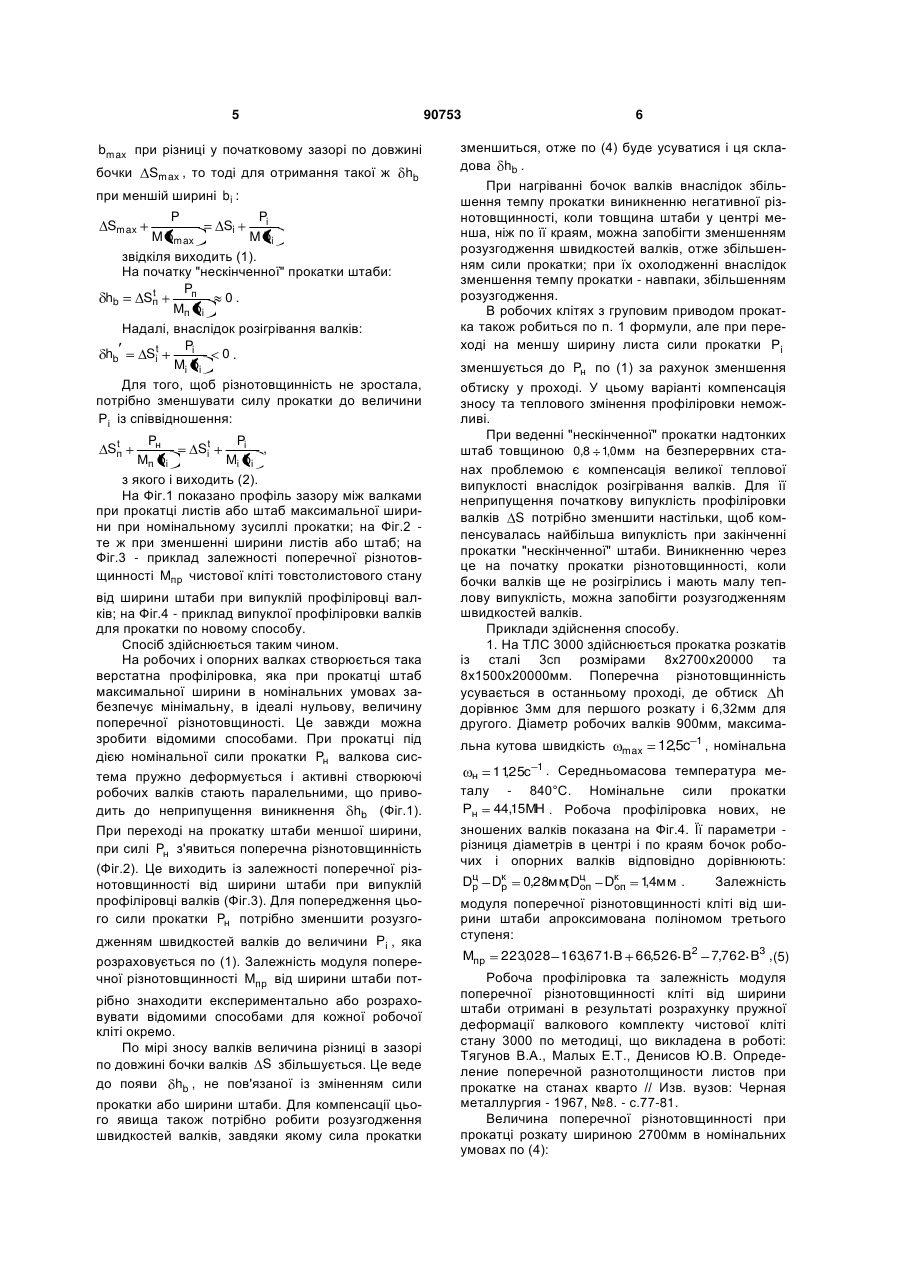
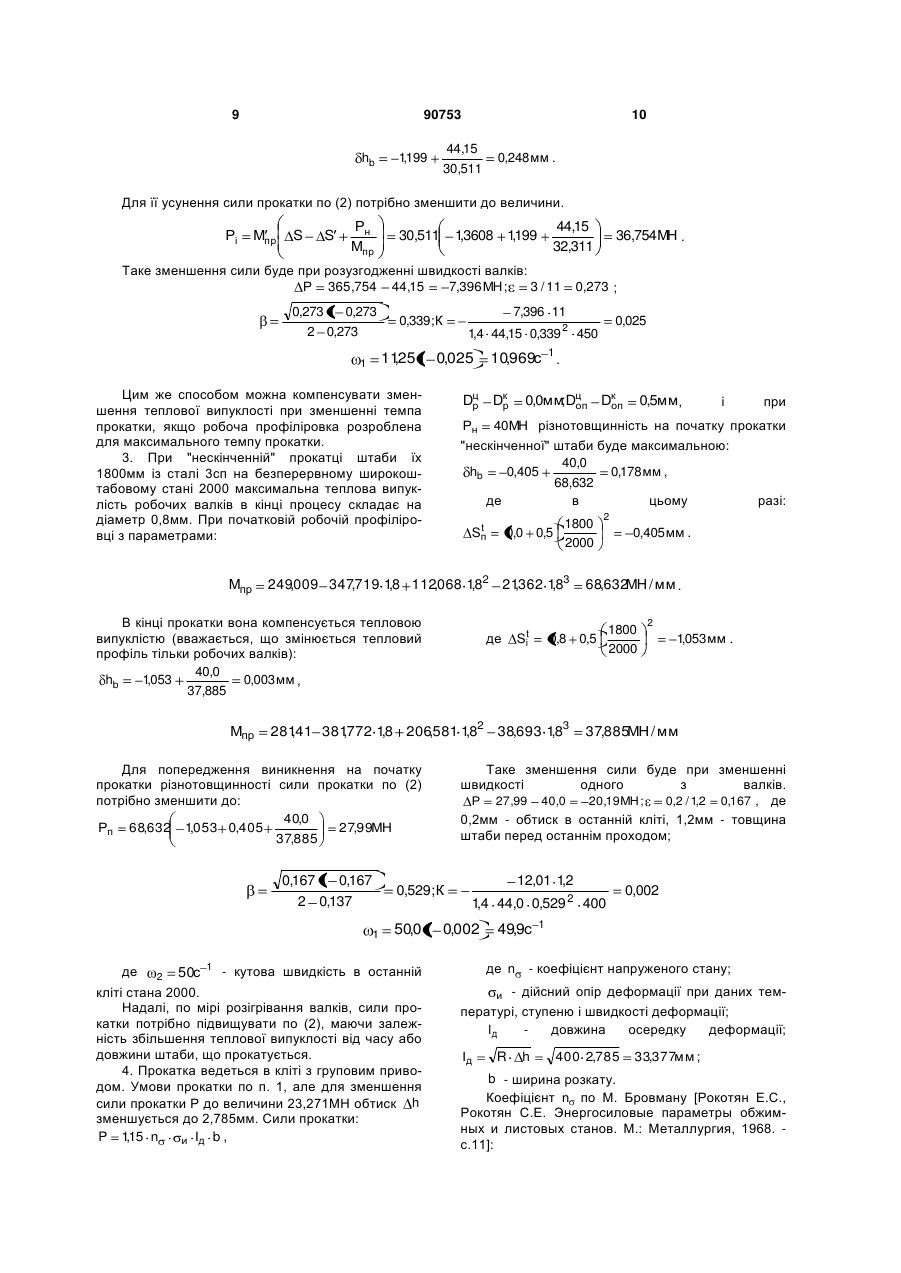
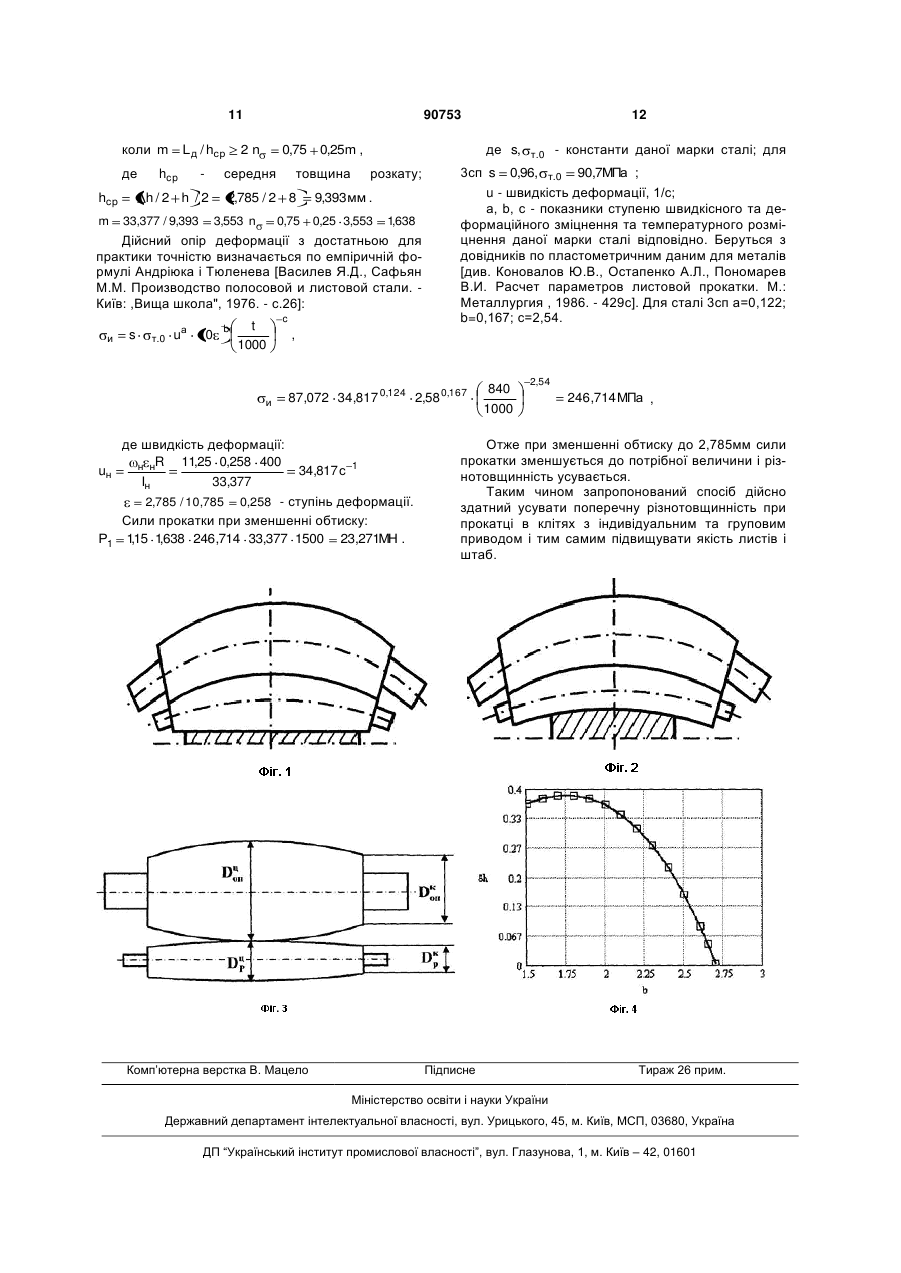
1. Спосіб прокатки листів або штаб, що включає прокатку у валках з випуклим робочим профілюванням листів або штаб максимальної ширини при номінальному зусиллі прокатки Pн , який відрізняється тим, що при прокатці листів або штаб меншої ширини зусилля прокатки зменшують шляхом розузгодження швидкостей робочих валків до величини Рі , яку визначають по залежності: Винахід відноситься до прокатного виробництва, а саме - до виробництва листів і штаб на прокатних станах. Відомий спосіб так званого асиметричної прокатки листів, коли асиметрія процесу створюється шляхом розузгодження швидкостей нижнього і верхнього робочих валків [Коновалов Ю.В., Будаква А.А., Гончаров В.Е., Завражный А.Н. Регулирование разнотолщинности листов на толстолистовых станах управлением скоростным режимом прокатки. // Металл. и горнорудн. промышленность, 1987, №1. - с.25]. Недоліком цього способу є недостатня ефективність, оскільки поперечна різнотовщинність зменшується в середньому тільки на 0,03мм. Відомий і широко застосовується спосіб зменшення поперечної різнотовщинності шляхом прокатки у валках з випуклою робочою профіліровкою. Під робочою профіліровкою мається форма бочки валків безпосередньо у кліті під час пауз Рі Мпр bi Smax Si Pн Мпр bmax , (13) 90753 (11) UA t де Sп, Sit - різниці в зазорах між робочими валками по центру бочки та по краях штаби на початку прокатки та в її довільний момент, мм; Mп bi , Mi bi - модулі поперечної жорсткості валкової системи на початку прокатки штаби шириною b i та в довільний момент часу, МН/мм. (19) сті валкової системи при довільній ширині листа або штаби b i та при їх максимальній ширині bmax , МН/мм; Smax, Si - різниці в зазорах між робочими валками по центру та біля крайок листа або штаби при їх максимальній та довільній ширині. 2. Спосіб за п. 1, який відрізняється тим, що при нескінченній прокатці надтонких штаб у міру розігрівання робочих валків зусилля прокатки підвищують шляхом зменшення розузгодження їх швидкостей до величини Pi , яку визначають по залежності: Pп t , Pi Mi bi Sп Sit Мп bi C2 де Мпр bi , Mпр bmax - модулі поперечної жорстко 3 90753 поміж проходами, з урахуванням теплової випуклості [Литовченко Н.В. Станы и технология прокатки листовой стали. М.: Металлургия, 1979. - с.225]. Недоліками існуючого способу є неможливість повного усунення поперечної різнотовщинності, оскільки профіліровка розраховується на середню ширину листів, тоді як під час прокатки цей параметр змінюється. Окрім того, через зношення валків профіліровка з часом зникає і перестає позитивно впливати на точність прокатки. Нарешті при зміненні темпу прокатки через нагрівання або відносне охолодження бочок валків профіліровка змінюється неконтрольованим чином, що також негативно впливає на поперечний профіль листів. В основу винаходу поставлено завдання створення такого способу прокатки листів і штаб, в якому завдяки корегуванню сили прокатки в залежності від ширини листів розузгодженням швидкостей робочих валків або за рахунок зменшення обтиску у проході, досягається зменшення поперечної різнотовщинності, що веде до підвищення якості прокату та зменшення розходу металу при його виготовленні. Поставлене завдання досягається тим, що в способі прокатки у валках з випуклою робочою профіліровкою листів і штаб максимальної ширини при номінальній силі прокатки Pн , згідно винаходу, при зменшенні ширини сила прокатки зменшується до величини Рі розузгодженням швидкостей робочих валків по залежності: Рі Мпр bi Smax Si Pн Мпр bmax , (1) де - Мпр bi , Mпр bmax - модулі поперечної жорсткості валкової системи при довільній ширині листа b i та при його максимальній ширині bmax , МН/мм; Smax, Si - різниця в початкових зазорах між валками по центру та біля крайок штаби при максимальній та довільній ширині листів, мм. До того ж що сили прокатки при зменшенні ширини листів може знижуватися до величини Рі по залежності (1) зменшенням обтиску у проході. Окрім того, при "нескінченній" прокатці надтонких штаб по мірі розігрівання робочих валків сили прокатки Pн підвищується зменшенням розузгодження їх швидкостей по залежності: Pп t Pi Mi bi Sп Sit , (2) Мп bi t де Sп, Sit - різниця в зазорах між робочими валками по центру бочки та по краям штаби на початку прокатки "нескінченної" штаби та в його довільний момент, мм; Mп bi , Mi bi - модулі поперечної жорсткості на початку прокатки штаби шириною b i та в довільний момент часу, МН/мм. Зменшення сили прокатки в залежності від модуля поперечної жорсткості кліті при довільній ширині листа дозволить весь час підтримувати 4 паралельність активних створюючих робочих валків, що попередить виникнення поперечної різнотовщинності і, як наслідок, підвищить якість прокату і зменшить металоємність процесу його виготовлення. Необхідність у двох способах зменшення сили прокатки - розузгодженням швидкостей робочих валків та зміненням обтиску обумовлена тим, що робочі кліті листових станів мають як індивідуальний, так і груповий привід. При груповому приводі розузгодження швидкостей валків неможливе, тому потрібен інший спосіб, яким є змінення обтисків. Окрім того, для здійснення першого способу потрібно спеціальне переобладнання системи керування електроприводом робочих клітей, тоді як для змінення обтисків достатньо існуючого обладнання. Вибір співвідношення між номінальною Pн і поточною Рі силою прокатки обумовлений необхідністю зменшення до мінімуму різниці в товщині по ширині листів або штаб. Відомо, що товщина розкату h залежить від сили прокатки P таким чином [див. Меерович И.М., Герцев А.И., Горелик B.C., Классен Э.Я. Повышение точности листового проката. М.: Металлургия, 1969. - с.22]: P h S , Mкл де S - початковий зазор між робочими валками, тобто перед прокатким; Mкл - модуль жорсткості робочої кліті. Модуль жорсткості залежить від того, в якому перетині по довжині бочки він вимірюється. Тому: P hc Sc с Mкл , Р к к h S Мк кл де: hc , hк - товщина розкату в середині та по його краям; Sc , Sк - початковий зазор між робочими валками посередині і біля країв розкату; с Мкл,Мк - модуль жорсткості кліті посередині і кл біля країв розкату. Поперечна різнотовщинність буде дорівнювати: hb hc hк Sc Р Р с Мкл Sк Мк кл S P 1 1 с Мкл Мк кл (3) Модуль поперечної жорсткості валкової системи Мпр : 1 Мпр 1 1 с Мкл Мк кл Із (3) маємо: P . hb S Mпр . Якщо профіліровка забезпечує (4) hb 0 при нулі прокатки Pн і максимальній ширині розкату 5 90753 bmax при різниці у початковому зазорі по довжині бочки Smax , то тоді для отримання такої ж hb при меншій ширині b i : Smax P M bmax Si Pi M bi звідкіля виходить (1). На початку "нескінченної" прокатки штаби: Pп t hb Sп 0. Мп bi Надалі, внаслідок розігрівання валків: Pi hb Sit 0. Mi bi Для того, щоб різнотовщинність не зростала, потрібно зменшувати силу прокатки до величини Рі із співвідношення: Pн Pi Sit , Мп bi Mi bi з якого і виходить (2). На Фіг.1 показано профіль зазору між валками при прокатці листів або штаб максимальної ширини при номінальному зусиллі прокатки; на Фіг.2 те ж при зменшенні ширини листів або штаб; на Фіг.3 - приклад залежності поперечної різнотовщинності Mпр чистової кліті товстолистового стану t Sп від ширини штаби при випуклій профіліровці валків; на Фіг.4 - приклад випуклої профіліровки валків для прокатки по новому способу. Спосіб здійснюється таким чином. На робочих і опорних валках створюється така верстатна профіліровка, яка при прокатці штаб максимальної ширини в номінальних умовах забезпечує мінімальну, в ідеалі нульову, величину поперечної різнотовщиності. Це завжди можна зробити відомими способами. При прокатці під дією номінальної сили прокатки Pн валкова система пружно деформується і активні створюючі робочих валків стають паралельними, що приводить до неприпущення виникнення hb (Фіг.1). При переході на прокатку штаби меншої ширини, при силі Pн з'явиться поперечна різнотовщинність (Фіг.2). Це виходить із залежності поперечної різнотовщинності від ширини штаби при випуклій профіліровці валків (Фіг.3). Для попередження цього сили прокатки Pн потрібно зменшити розузгодженням швидкостей валків до величини Рі , яка розраховується по (1). Залежність модуля поперечної різнотовщинності Mпр від ширини штаби потрібно знаходити експериментально або розраховувати відомими способами для кожної робочої кліті окремо. По мірі зносу валків величина різниці в зазорі по довжині бочки валків S збільшується. Це веде до появи hb , не пов'язаної із зміненням сили прокатки або ширини штаби. Для компенсації цього явища також потрібно робити розузгодження швидкостей валків, завдяки якому сила прокатки 6 зменшиться, отже по (4) буде усуватися і ця складова hb . При нагріванні бочок валків внаслідок збільшення темпу прокатки виникненню негативної різнотовщинності, коли товщина штаби у центрі менша, ніж по її краям, можна запобігти зменшенням розузгодження швидкостей валків, отже збільшенням сили прокатки; при їх охолодженні внаслідок зменшення темпу прокатки - навпаки, збільшенням розузгодження. В робочих клітях з груповим приводом прокатка також робиться по п. 1 формули, але при переході на меншу ширину листа сили прокатки Рі зменшується до Pн по (1) за рахунок зменшення обтиску у проході. У цьому варіанті компенсація зносу та теплового змінення профіліровки неможливі. При веденні "нескінченної" прокатки надтонких штаб товщиною 0,8 1,0мм на безперервних станах проблемою є компенсація великої теплової випуклості внаслідок розігрівання валків. Для її неприпущення початкову випуклість профіліровки валків S потрібно зменшити настільки, щоб компенсувалась найбільша випуклість при закінченні прокатки "нескінченної" штаби. Виникненню через це на початку прокатки різнотовщинності, коли бочки валків ще не розігрілись і мають малу теплову випуклість, можна запобігти розузгодженням швидкостей валків. Приклади здійснення способу. 1. На ТЛС 3000 здійснюється прокатка розкатів із сталі 3сп розмірами 8x2700x20000 та 8х1500х20000мм. Поперечна різнотовщинність усувається в останньому проході, де обтиск h дорівнює 3мм для першого розкату і 6,32мм для другого. Діаметр робочих валків 900мм, максимальна кутова швидкість max 12,5c 1 , номінальна 1 , н 1125с . Середньомасова температура металу - 840°С. Номінальне сили прокатки Рн 44,15МН . Робоча профіліровка нових, не зношених валків показана на Фіг.4. Її параметри різниця діаметрів в центрі і по краям бочок робочих і опорних валків відповідно дорівнюють: Dц Dк р р 0,28мм Dц Dк ; оп оп 14мм . , Залежність модуля поперечної різнотовщинності кліті від ширини штаби апроксимована поліномом третього ступеня: Мпр 223,028 163,671 В 66,526 В2 7,762 В3 ,(5) Робоча профіліровка та залежність модуля поперечної різнотовщинності кліті від ширини штаби отримані в результаті розрахунку пружної деформації валкового комплекту чистової кліті стану 3000 по методиці, що викладена в роботі: Тягунов В.А., Малых Е.Т., Денисов Ю.В. Определение поперечной разнотолщиности листов при прокатке на станах кварто // Изв. вузов: Черная металлургия - 1967, №8. - с.77-81. Величина поперечної різнотовщинності при прокатці розкату шириною 2700мм в номінальних умовах по (4): 7 hb 13608 , 44,15 32,311 90753 де різниця в зазорі валків на ширині розкату згідно вищезгаданої методики та профіліровки по Фіг.4: 0,006 мм , S Dц р Dк р Dц Dк оп оп b L 2 1,3608 мм жорсткості валкової системи даної кліті при ширині штаби 2,7м: 223,028 193,671 2,7 66,526 2,72 7,762 2,73 Отже при прокатці найширшого розкату, коли сила прокатки дорівнює номінальному, профіліровка забезпечує практично повне усунення різнотовщинності. При переході на прокатку найвужчого розкату шириною 1,5м поперечна різнотовщинність буде: Мпр 2 2700 3000 0,28 1 4 , де b, L - ширина штаби та довжина бочки валків, мм. Початковий зазор має негативну величину через випуклість профіліровки. Модуль поперечної Мпр 8 hb 44,15 56,008 де в цьому разі: 0,42 S 0,28 1,4 1500 3000 223,028 193,671 15 66,526 152 7,762 153 , , , Для зменшення різнотовщинності до мінімального рівня потрібно зменшити силу прокатки по (1) до величини: 44,15 Рі 56,008 13608 0,42 , 23,837мм 32,311 Величина поперечної різнотовщинності тоді буде: 23,837 hb 0,42 0,005 мм . 56,008 Для зменшення сили прокатки до цього рівня швидкості робочих валків потрібно розузгодити на величину, яку можна знайти по будь якій відомій залежності. Наприклад, [Митьев А.П., Орнатский Э.А., Гринчук П.С., Гунько Б.А. Силовые параметры асимметричной прокатки толстых листов. // P 23,837 0,44 1 0,44 2 0,44 1 2 1 К де P 1 2 Мпр 2 де - ступінь деформації; В даному випадку: 6,32 / 14,32 0,103 1 4 44,15 0,318 2 450 , 10,09с h / H0 .. 0,44 ; 20,313 14,32 1 . знос робочих валків їх випуклість по радіусу змен0,1мм . Через це різниця в зазорі на шилась на ширині розкату 2700мм зміниться так: 2hоп 218,329 190,841 2,7 65,897 2,72 Внаслідок цього з'явиться різнотовщинність: 56,008,МН / мм . , 2 2hp 0,42мм . Pi Pн - різниця сили прокатки; b 2700 0,28 0,2 1 4 , L 3000 Дещо зміниться і модуль поперечної жорсткості: S 2 К 2 1 / 2 - ступінь розузгодження кутових швидкостей робочих валків; R - радіус робочих валків, мм; H0 - товщина штаби до прокатки, мм; 1125 1 0,103 , Отже при зменшенні швидкості одного з робочих валків на 10,3% різнотовщинність зменшується до прийнятного рівня, тому що по існуючим нормам hb не повинна перевищувати 0,1 0,15мм . 2. Аналогічно може усуватись різнотовщинність внаслідок зносу валків. Наприклад, через 0,368 мм Прокатка и термообработка толстого листа: Темат. отр. сб. - М.: Металлургия, 1986. - с.29]: Р R 1,4 К 2 , Рн H0 20,313; 0,318; К 32,311МН / мм , 7,77 2,73 2 1199 мм . , 30,511МН / мм , 9 90753 hb 1199 , 10 44,15 30,511 0,248 мм . Для її усунення сили прокатки по (2) потрібно зменшити до величини. Рі Мпр S S Рн Мпр 30,511 44,15 32,311 13608 1199 , , Таке зменшення сили буде при розузгодженні швидкості валків: Р 365,754 44,15 7,396 МН ; 3 / 11 0,273 1 0,273 2 0,273 0,339; К Цим же способом можна компенсувати зменшення теплової випуклості при зменшенні темпа прокатки, якщо робоча профіліровка розроблена для максимального темпу прокатки. 3. При "нескінченній" прокатці штаби їх 1800мм із сталі 3сп на безперервному широкоштабовому стані 2000 максимальна теплова випуклість робочих валків в кінці процесу складає на діаметр 0,8мм. При початковій робочій профіліровці з параметрами: Мпр 7,396 11 0,0мм Dц Dк ; оп оп t Sп 0,0 0,5 1800 2000 де Sit 0,529; К 1 при 0,405 мм . 68,632МН / мм . 1800 2000 2 1,053 мм . 37,885МН / мм Таке зменшення сили буде при зменшенні швидкості одного з валків. Р 27,99 40,0 20,19МН ; 0,2 / 1,2 0,167 , де 0,2мм - обтиск в останній кліті, 1,2мм - товщина штаби перед останнім проходом; 12,01 1 2 , 1 4 44,0 0,529 2 400 , 50,0 1 0,002 де 2 50с 1 - кутова швидкість в останній кліті стана 2000. Надалі, по мірі розігрівання валків, сили прокатки потрібно підвищувати по (2), маючи залежність збільшення теплової випуклості від часу або довжини штаби, що прокатується. 4. Прокатка ведеться в кліті з груповим приводом. Умови прокатки по п. 1, але для зменшення сили прокатки Р до величини 23,271МН обтиск h зменшується до 2,785мм. Сили прокатки: P 115 n , и Ід b , і 2 0,8 0,5 28141 381772 18 206,581 182 38,693 183 , , , , , 0,167 1 0,167 2 0,137 0,5мм, Рн 40МН різнотовщинність на початку прокатки "нескінченної" штаби буде максимальною: 40,0 hb 0,405 0,178 мм , 68,632 де в цьому разі: 249,009 347,719 18 112,068 182 21362 183 , , , , Для попередження виникнення на початку прокатки різнотовщинності сили прокатки по (2) потрібно зменшити до: 40,0 Рп 68,632 1053 0,405 , 27,99МН 37,885 0,025 10,969с 1 . Dц Dк р р В кінці прокатки вона компенсується тепловою випуклістю (вважається, що змінюється тепловий профіль тільки робочих валків): 40,0 hb 1053 , 0,003 мм , 37,885 Мпр 0,273 ; 1 4 44,15 0,339 2 450 , 1125 1 0,025 , 1 36,754МН . 49,9с 0,002 1 де n - коефіцієнт напруженого стану; - дійсний опір деформації при даних температурі, ступеню і швидкості деформації; Ід довжина осередку деформації; и Ід R h 400 2,785 33,377мм ; b - ширина розкату. Коефіцієнт n по М. Бровману [Рокотян Е.С., Рокотян С.Е. Энергосиловые параметры обжимных и листовых станов. М.: Металлургия, 1968. с.11]: 11 коли m де hcp m 2n середня товщина h/2 h /2 33,377 / 9,393 3,553 n розкату; 9,393 мм . 2,785 / 2 8 0,75 0,25 3,553 1638 , Дійсний опір деформації з достатньою для практики точністю визначається по емпіричній формулі Андріюка і Тюленева [Василев Я.Д., Сафьян М.М. Производство полосовой и листовой стали. Київ: ,Вища школа", 1976. - с.26]: и s т .0 uа 10 b t 1000 c и uн Р1 де швидкість деформації: 11,25 0,258 400 н нR Iн 33,377 12 де s, 0,75 0,25m , L д / hср hcp 90753 т.0 - константи даної марки сталі; для 3сп s 0,96, т.0 90,7МПа ; u - швидкість деформації, 1/с; а, b, с - показники ступеню швидкісного та деформаційного зміцнення та температурного розміцнення даної марки сталі відповідно. Беруться з довідників по пластометричним даним для металів [див. Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. М.: Металлургия , 1986. - 429с]. Для сталі 3сп а=0,122; b=0,167; с=2,54. , 87,072 34,817 0,124 2,58 0,167 34,817 с 1 2,785 / 10,785 0,258 - ступінь деформації. Сили прокатки при зменшенні обтиску: 115 1638 246,714 33,377 1500 23,271МН . , , Комп’ютерна верстка В. Мацело 840 1000 2,54 246,714 МПа , Отже при зменшенні обтиску до 2,785мм сили прокатки зменшується до потрібної величини і різнотовщинність усувається. Таким чином запропонований спосіб дійсно здатний усувати поперечну різнотовщинність при прокатці в клітях з індивідуальним та груповим приводом і тим самим підвищувати якість листів і штаб. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling sheets or strips
Автори англійськоюSatonin Oleksandr Volodymyrovych, Danko Andrii Volodymyrovych
Назва патенту російськоюСпособ прокатки листов или полос
Автори російськоюСатонин Александр Владимирович, Данько Андрей Владимирович
МПК / Мітки
МПК: B21B 37/46, B21B 37/58, B21B 37/16, B21B 1/22
Мітки: прокатки, спосіб, листів, штаб
Код посилання
<a href="https://ua.patents.su/6-90753-sposib-prokatki-listiv-abo-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки листів або штаб</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: штаб, прокатки, спосіб, стані, широкоштабовому, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48341
Опубліковано: 10.03.2010
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Жученко Станіслав Вікторович, Руденко Володимир Вікторович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає декілька клітей, серед яких чистова та передчистова кліті мають робочі валки з шорсткими поверхнями, який відрізняється тим, що поверхня робочих валків передчистової кліті виконана з шорсткістю у вигляді регулярного рельєфу з параметрами граней l/R = 0,1-0,17; b/R = 0,005-0,014, де R - радіус валка; l - довжина грані; b - ширина грані.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, спосіб, прокатки, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Васильєв Олександр Геннадійович, Скрипак Владислав Володимирович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Попередній патент: Машина для обробки відходів
Наступний патент: Штам дріжджів candida famata imb y-5034 – продуцент рибофлавіну (вітаміну в2)
Випадковий патент: Спосіб вирощування монокристалів сполук а2в6