Автоматичний пристрій волочіння та потокова технологічна лінія волочіння
Номер патенту: 45395
Опубліковано: 15.04.2002
Автори: Робб Ліонель, Шувель Жан, Лемір Жан, Чеккаччі Пьєрбруно, Совонне Жан-Луі
Формула / Реферат
1. Пристрій для волочіння довгомірного металевого виробу, що містить блок волочіння, пристрій захоплення довгомірного металевого виробу у блоці волочіння та пристрій витягування виробу, який відрізняється тим, що пристрій витягування містить два розташовані поряд один з одним привідні ремені, виконані з можливістю обертання у протилежних напрямках з наданням виробу поступального руху, пристрій захоплення розташований за ходом технологічного процесу за блоком волочіння і містить засіб для автоматичного захоплення загостреного кінця виробу від виходу блока волочіння до виходу з пристрою витягування, при цьому засіб автоматичного захоплення має допоміжний засіб витягування, що пускається в рух пристроєм витягування,
2. Пристрій за п. 1, який відрізняється тим, що засіб автоматичного захоплення має напрямні засоби для допоміжного засобу витягування, розташовані на виході з пристрою витягування і на траєкторії від виходу з блока волочіння або на частині цієї траєкторії, допоміжний засіб витягування виконаний з обмеженою довжиною з можливістю жорсткої фіксації засобу автоматичного зачеплення або розчеплення на загостреному кінці виробу, що виступає з блока, волочіння, а другий кінець допоміжного засобу витягування перебуває у зачепленні з пристроєм витягування, при цьому пристрій витягування має засоби переміщення допоміжного засобу витягування у напрямку «вперед» і в напрямку «назад».
3. Пристрій за п. 2, який відрізняється тим, що засоби переміщення у напрямку «вперед» і в напрямку «назад» мають додатковий засіб переміщення, виконаний з можливістю введення у механічний контакт або виведення з контакту на виході з пристрою витягування засобу автоматичного зачеплення або розчеплення з пристроєм витягування.
4. Пристрій за п. 2 або 3, який відрізняється тим, що допоміжний засіб витягування виконаний так, щоб при переміщенні у напрямку «вперед» його міцність на розтяг забезпечувала можливість витягування виробу від виходу з блока, волочіння через блок охолодження до виходу з пристрою витягування, а при переміщенні у напрямку «назад» його міцність на стиск забезпечувала можливість переміщення засобу автоматичного зачеплення або розчеплення за допомогою напрямних засобів до виходу з блока, волочіння.
5. Пристрій за п. 4, який відрізняється тим, що допоміжний засіб витягування виконаний у вигляді сталевої стрічки з можливістю розміщення її у боковому напрямку за допомогою напрямних засобів, виконаних у вигляді рейок.
6. Пристрій за будь-яким з пп. 3-5, який відрізняється тим, що він має додатковий напрямний засіб, розташований на виході з пристрою витягування та запасний, шлях відстою та вичікування для допоміжного засобу витягування та засобу автоматичного зачеплення або розчеплення.
7. Пристрій за будь-яким з пп. 3-6, який відрізняється тим, що додатковий засіб переміщення виконаний у вигляді привідної осі або циліндра.
8. Пристрій за будь-яким з пп. 2-7, який відрізняється тим, що засіб автоматичного зачеплення або розчеплення виконаний у вигляді двох кулачків з зубцями, орієнтованими з можливістю надійного зачеплення загостреного кінця виробу і впливу на кінець виробу тягнучим зусиллям при переміщенні даного засобу у напрямку «вперед».
9. Пристрій за п. 8, який відрізняється тим, що при виробництві труб, діаметри яких можуть змінюватись у широких межах, профіль кулачків виконано у вигляді логарифмічної спіралі з можливістю прикладання на кінець виробу тиску, пропорційного величині тягнучого зусилля.
10. Пристрій за будь-яким з пп. 4-9, який відрізняється тим, що блок охолодження зв'язаний з блоком сушіння.
11. Пристрій за п. 10, який відрізняється тим, що блок сушіння має центральний отвір, адаптований до виробу, і виконаний з можливістю поступального переміщення за допомогою напрямних засобів під дією штовхального зусилля з боку засобу автоматичного зачеплення або розчеплення до виходу з блок а волочіння.
12. Пристрій за будь-яким з пп. 1-11, який відрізняється тим, що пристрій витягування має гусеничний механізм.
13. Пристрій за будь-яким з пп. 2-12, який відрізняється тим, що для волочіння труб він має на виході з блока волочіння засіб формування паза або канавки для зменшення внутрішнього діаметру труби та установки в процесі роботи оправки, адаптованої до кожної волочильної фільєри.
14. Пристрій за будь-яким з пп. 2-13, який відрізняється тим, що він має засоби автоматизації послідовного застосування різних рухів пристрою, з використанням засобу автоматичного захоплення, виконані з можливістю пускання в напрямку «назад» додаткового засобу переміщення з поданням засобу автоматичного зачеплення або розчеплення на вихід пристрою витягування, зупинення додаткового засобу переміщення у момент пускання руху заднього ходу пристрою витягування, пускання руху заднього ходу пристрою витягування та здійснення цього руху до захоплення засобом автоматичного зачеплення або розчеплення загостреного кінця виробу, пускання руху переднього ходу пристрою витягування, при необхідності автоматичне виконання паза або канавки після переміщення загостреного кінця виробу на попередньо задану довжину і короткочасного пускання руху переднього ходу додаткового засобу переміщення у момент досягнення засобом автоматичного зачеплення або розчеплення виходу пристрою витягування з відведенням засобу автоматичного зачеплення або розчеплення від виходу з пристрою витягування.
15. Потокова технологічна лінія волочіння, що містить послідовно встановлені пристрої волочіння за будь-яким з пп. 1-13, кількість яких дорівнює кількості проходів волочіння, і систему регулювання, розташовану між сусідніми пристроями волочіння і виконану з можливістю направлення виробу на вхід наступного блока волочіння або у напрямку засобів заключної обробки виробу.
16. Лінія волочіння за п. 15, яка відрізняється тим, що система регулювання виконана з можливістю формування петлі металевого виробу та має засоби переміщення виробу.
17 Лінія за п. 15 або 16, яка відрізняється тим, що вона має засоби контролю положення та швидкості переміщення виробу, засоби контролю діаметра кожної петлі регулювання, засоби синхронізації лінійних швидкостей виробу на виході з кожного блока волочіння, виконані з можливістю впливу на швидкість виробу, що задається пристроями витягування та/або засобами переміщення виробу для запобігання зайвому накопиченню і зайвому натягу виробу і між сусідніми блоками волочіння.
Текст
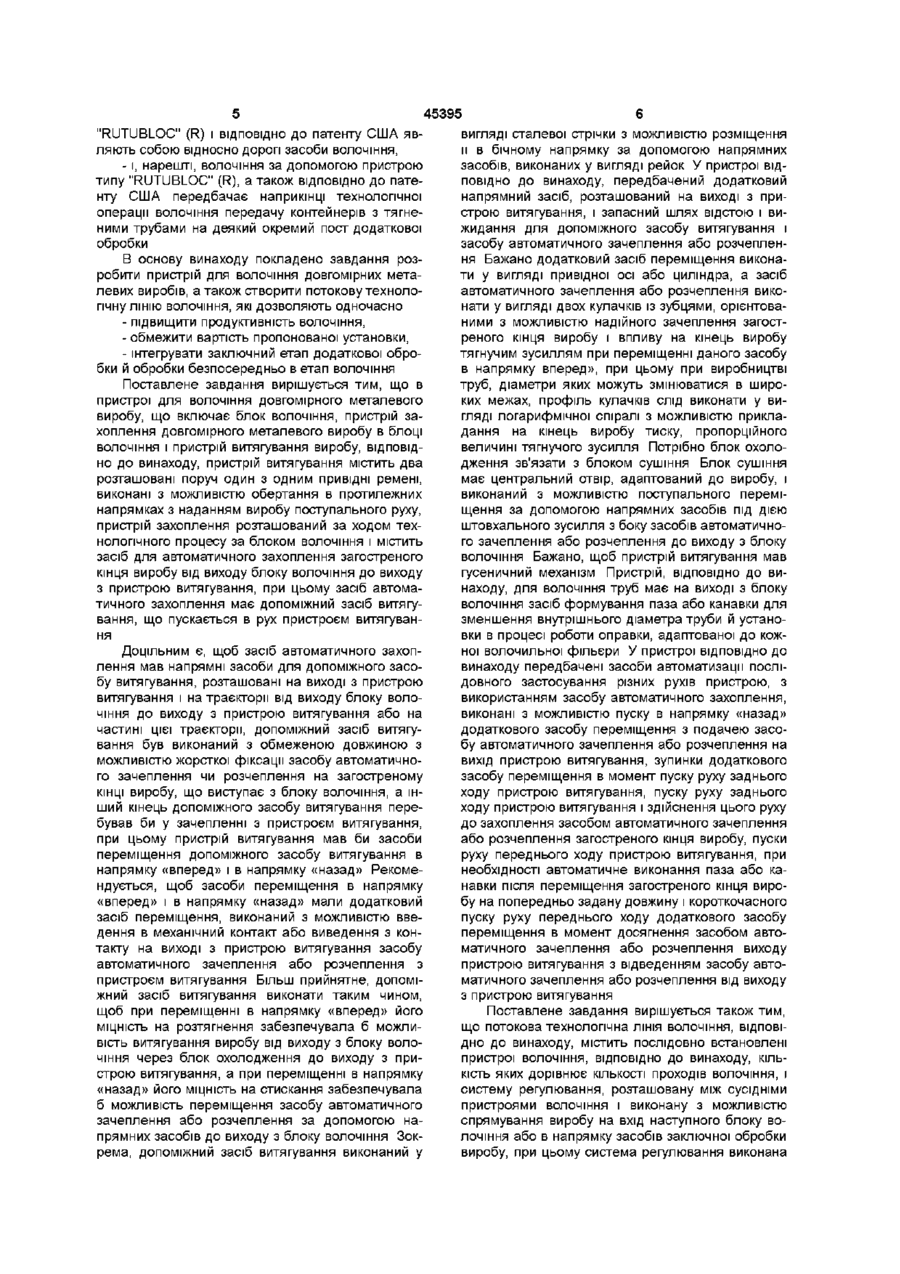
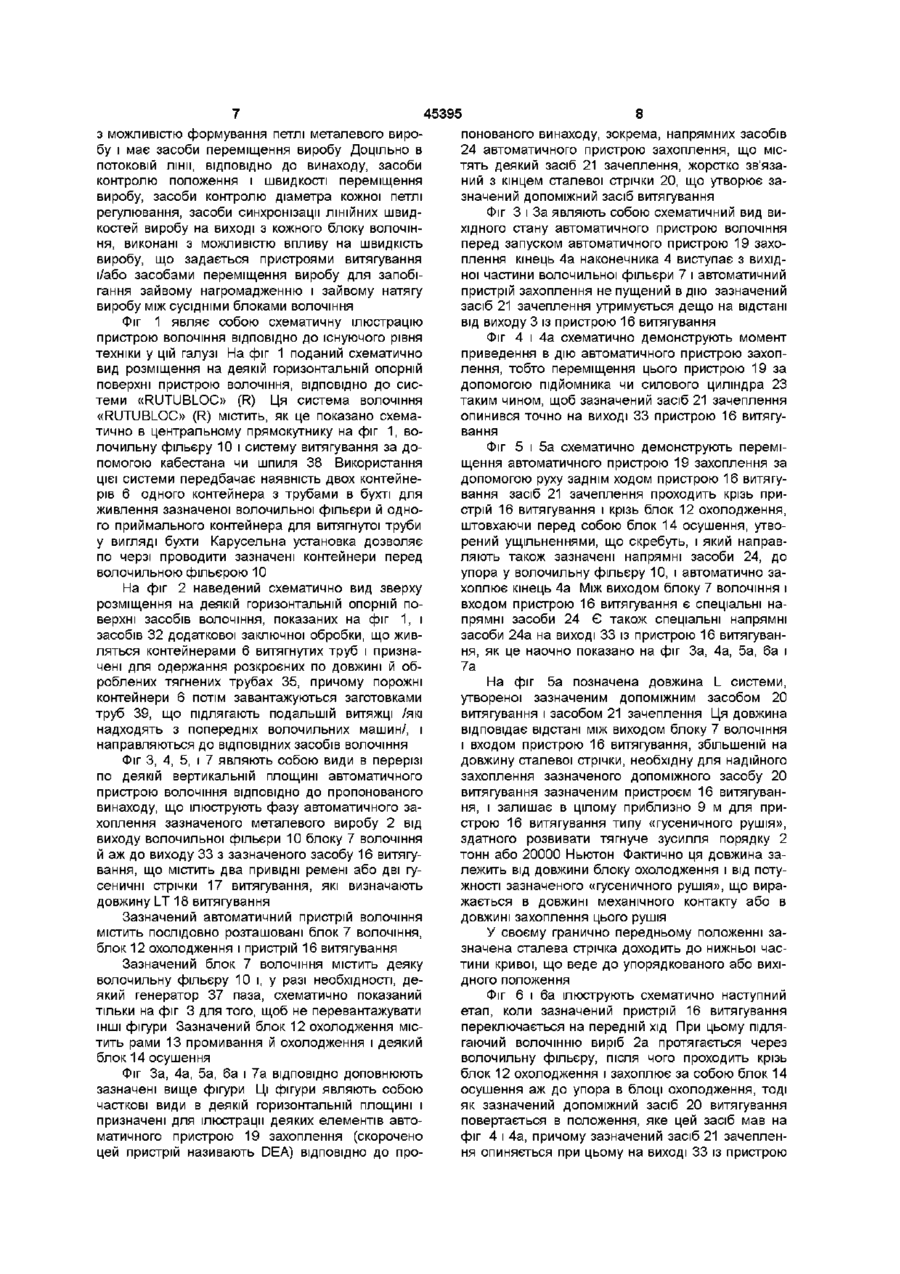
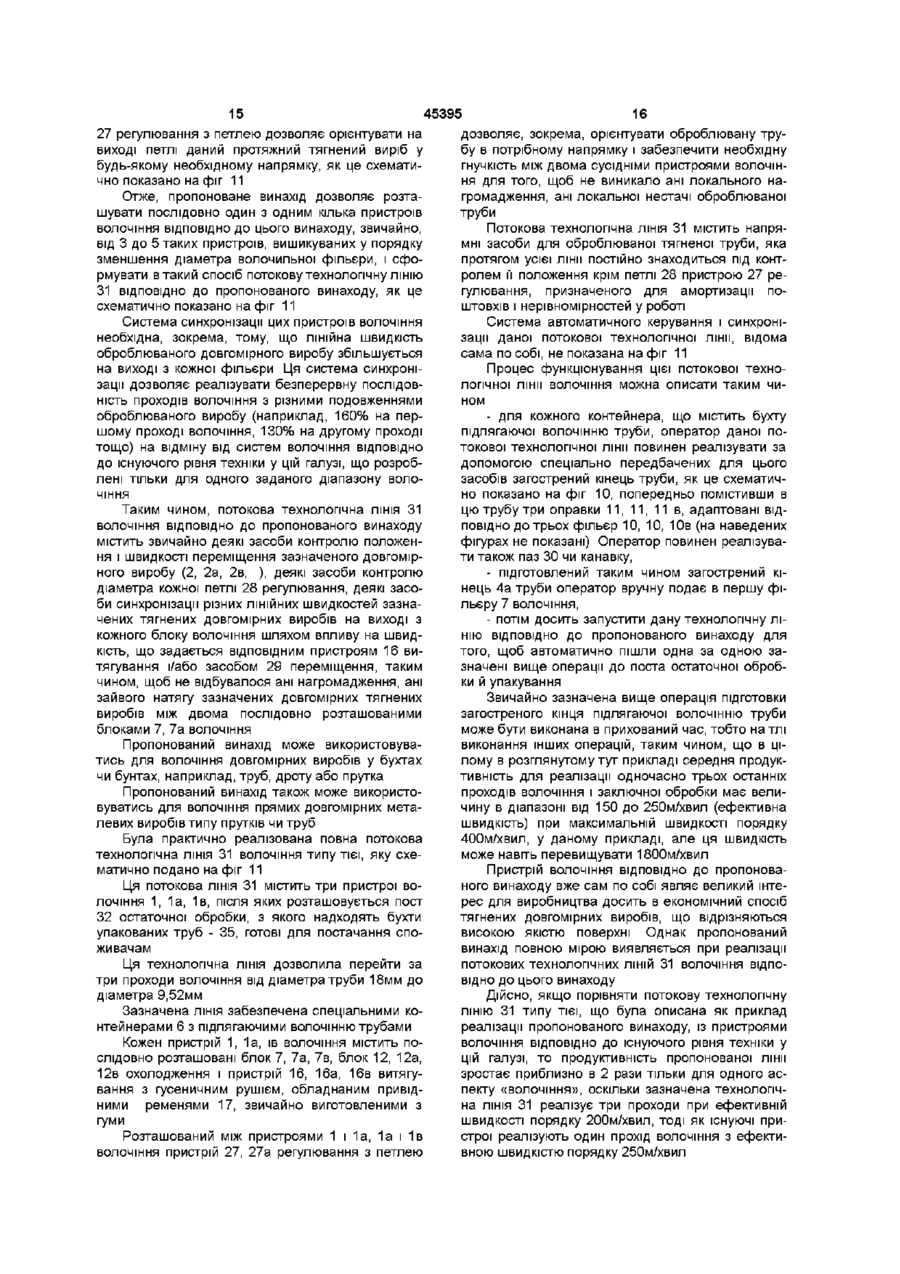
1 Пристрій для волочіння довгомірного металевого виробу, що містить блок волочіння, пристрій захоплення довгомірного металевого виробу у блоці волочіння та пристрій витягування виробу, який відрізняється тим, що пристрій витягування містить два розташовані поряд один з одним привідні ремені, виконані з можливістю обертання у протилежних напрямках з наданням виробу поступального руху, пристрій захоплення розташований за ходом технологічного процесу за блоком волочіння і містить засіб для автоматичного захоплення загостреного кінця виробу від виходу блока волочіння до виходу з пристрою витягування, при цьому засіб автоматичного захоплення має допоміжний засіб витягування, що пускається в рух пристроєм витягування, 2 Пристрій за п 1, який відрізняється тим, що засіб автоматичного захоплення має напрямні засоби для допоміжного засобу витягування, розташовані на виході з пристрою витягування і на траєкторії від виходу з блока волочіння або на частині цієї траєкторії, допоміжний засіб витягування виконаний з обмеженою довжиною з можливістю жорсткої фіксації засобу автоматичного зачеплення або розчеплення на загостреному КІНЦІ виробу, що виступає з блока, волочіння, а другий кінець допоміжного засобу витягування перебуває у зачепленні з пристроєм витягування, при цьому пристрій витягування має засоби переміщення допоміжного засобу витягування у напрямку «вперед» і в напрямку «назад» 3 Пристрій за п 2, який відрізняється тим, що засоби переміщення у напрямку «вперед» і в напрямку «назад» мають додатковий засіб переміщення, виконаний з можливістю введення у меха нічний контакт або виведення з контакту на виході 3 пристрою витягування засобу автоматичного зачеплення або розчеплення з пристроєм витягування 4 Пристрій за п 2 або 3, який відрізняється тим, що допоміжний засіб витягування виконаний так, щоб при переміщенні у напрямку «вперед» його МІЦНІСТЬ на розтяг забезпечувала можливість витягування виробу від виходу з блока, волочіння через блок охолодження до виходу з пристрою витягування, а при переміщенні у напрямку «назад» його МІЦНІСТЬ на стиск забезпечувала можливість переміщення засобу автоматичного зачеплення або розчеплення за допомогою напрямних засобів до виходу з блока, волочіння 5 Пристрій за п 4, який відрізняється тим, що допоміжний засіб витягування виконаний у вигляді сталевої стрічки з можливістю розміщення її у боковому напрямку за допомогою напрямних засобів, виконаних у вигляді рейок 6 Пристрій за будь-яким з пп 3-5, який відрізняється тим, що він має додатковий напрямний засіб, розташований на виході з пристрою витягування та запасний, шлях відстою та вичікування для допоміжного засобу витягування та засобу автоматичного зачеплення або розчеплення 7 Пристрій за будь-яким з пп 3-6, який відрізняється тим, що додатковий засіб переміщення виконаний у вигляді привідної осі або циліндра 8 Пристрій за будь-яким з пп 2-7, який відрізняється тим, що засіб автоматичного зачеплення або розчеплення виконаний у вигляді двох кулачків з зубцями, орієнтованими з можливістю надійного зачеплення загостреного кінця виробу і впливу на кінець виробу тягнучим зусиллям при переміщенні даного засобу у напрямку «вперед» 9 Пристрій за п 8, який відрізняється тим, що при виробництві труб, діаметри яких можуть змінюватись у широких межах, профіль кулачків виконано у вигляді логарифмічної спіралі з можливістю прикладання на кінець виробу тиску, пропорційного величині тягнучого зусилля 10 Пристрій за будь-яким з пп 4-9, який відрізняється тим, що блок охолодження зв'язаний з блоком сушіння 11 Пристрій за п 10, який відрізняється тим, що блок сушіння має центральний отвір, адаптований до виробу, і виконаний з можливістю поступально О ю CO ю 45395 го переміщення за допомогою напрямних засобів бу на попередньо задану довжину і короткочасного під дією штовхального зусилля з боку засобу авпускання руху переднього ходу додаткового засотоматичного зачеплення або розчеплення до вибу переміщення у момент досягнення засобом ходу з блок а волочіння автоматичного зачеплення або розчеплення виходу пристрою витягування з відведенням засобу 12 Пристрій за будь-яким з пп 1-11, який відрізавтоматичного зачеплення або розчеплення від няється тим, що пристрій витягування має гусевиходу з пристрою витягування ничний механізм 13 Пристрій за будь-яким з пп 2-12, який відріз15 Потокова технологічна ЛІНІЯ волочіння, що місняється тим, що для волочіння труб він має на тить послідовно встановлені пристрої волочіння за виході з блока волочіння засіб формування паза будь-яким з пп 1-13, КІЛЬКІСТЬ яких дорівнює КІЛЬабо канавки для зменшення внутрішнього діаметКОСТІ проходів волочіння, і систему регулювання, ру труби та установки в процесі роботи оправки, розташовану між сусідніми пристроями волочіння і адаптованої до кожної волочильної фільєри виконану з можливістю направлення виробу на вхід наступного блока волочіння або у напрямку 14 Пристрій за будь-яким з пп 2-13, який відріззасобів заключної обробки виробу няється тим, що він має засоби автоматизації послідовного застосування різних рухів пристрою, 16 ЛІНІЯ ВОЛОЧІННЯ за п 15, яка відрізняється з використанням засобу автоматичного захоплентим, що система регулювання виконана з можлиня, виконані з можливістю пускання в напрямку вістю формування петлі металевого виробу та має «назад» додаткового засобу переміщення з позасоби переміщення виробу данням засобу автоматичного зачеплення або 17 ЛІНІЯ за п 15 або 16, яка відрізняється тим, що розчеплення на вихід пристрою витягування, зупивона має засоби контролю положення та швидконення додаткового засобу переміщення у момент сті переміщення виробу, засоби контролю діаметпускання руху заднього ходу пристрою витягуванра кожної петлі регулювання, засоби синхронізації ня, пускання руху заднього ходу пристрою витягуЛІНІЙНИХ швидкостей виробу на виході з кожного вання та здійснення цього руху до захоплення заблока волочіння, виконані з можливістю впливу на собом автоматичного зачеплення або швидкість виробу, що задається пристроями витярозчеплення загостреного кінця виробу, пускання гування та/або засобами переміщення виробу для руху переднього ходу пристрою витягування, при запобігання зайвому накопиченню і зайвому натягу необхідності автоматичне виконання паза або кавиробу і між сусідніми блоками волочіння навки після переміщення загостреного кінця виро Запропонований винахід належить до галузі формування металевих матеріалів методом витяжки або волочіння для того, щоб зменшити за один чи кілька проходів волочіння геометричні розміри довгомірних металевих виробів, зокрема металевих труб Волочіння протяжних металевих виробів, зокрема металевих труб, звичайно здійснюється за допомогою засобів, схематично поданих на фіг 1 На цій фіг 1 дуже спрощено і схематично показаний пристрій стандартного типу "RUTUBLOC" (R), призначений для волочіння, а також застосування цього пристрою волочіння з використанням партій з 8 контейнерів труб на один прохід волочіння - для одного проходу волочіння і, ВІДПОВІДНО, для однієї даної фільєри ВІСІМ контейнерів труб у вигляді бухт, розташованих на карусельній установці, послідовно проходять через блок волочіння, де заповнений контейнер живить цю фільєру трубами, тоді як наступний за ним порожній контейнер приймає вже витягнуту трубу - при кожній ЗМІНІ фільєри сім контейнерів із трубами проходять через зазначений блок волочіння і це відбувається стільки разів, скільки проходів передбачено в даному випадку Звичайне число цих проходів становить від 5 до 10 - в КІНЦІ волочіння контейнери з вже обробленими в такий спосіб трубами подають на пост додаткової обробки, де здійснюють розгортання в довжину й обробку тягнених труб Найбільш близьким технічним рішенням за сукупністю істотних ознак і ефекту, що досягається, є пристрій для волочіння, відомий з патенту США № 1911157, 23 05 33 Відомий пристрій включає блок волочіння, пристрій захоплення довгомірного металевого виробу в блоці волочіння і пристрій витягування виробу Сам блок волочіння містить за ходом здійснення технологічного процесу пристрій проштовхування дроту чи прутка через фільєру або волоку, саму цю фільєру чи волоку Пристрій витягування виробу утворено безперервними (безкінечними) ланцюгами, на яких розташовані три головки захоплення, рівномірно розподілені таким чином, щоб одна головка захоплення завжди була задіяною для витягування зазначеного дроту чи зазначеного прутка Проблеми, що виникають при використанні пристрою волочіння ВІДПОВІДНО до існуючого рівня техніки у цій галузі, можна поділити на три категорії - з одного боку, незважаючи на те, що технічні характеристики, притаманні цим пристроям, самі по собі досить високі, оскільки миттєва швидкість труби в пристрої "RUTUBLOC" (R) може сягати ЮООоб/хвил, загальна продуктивність цієї установки виявляється недостатньою тією мірою, якою ефективна швидкість переміщення труби має величину порядку 250м/хвил, і це тільки для одного проходу волочіння, - з іншого боку, пристрої волочіння типу 45395 "RUTUBLOC" (R) і ВІДПОВІДНО до патенту США яввигляді сталевої стрічки з можливістю розміщення ляють собою відносно дорогі засоби волочіння, и в бічному напрямку за допомогою напрямних - і, нарешті, волочіння за допомогою пристрою засобів, виконаних у вигляді рейок У пристрої ВІДтипу "RUTUBLOC" (R), а також ВІДПОВІДНО ДО патеПОВІДНО до винаходу, передбачений додатковий нту США передбачає наприкінці технологічної напрямний засіб, розташований на виході з приоперації волочіння передачу контейнерів з тягнестрою витягування, і запасний шлях відстою і виними трубами на деякий окремий пост додаткової жидання для допоміжного засобу витягування і обробки засобу автоматичного зачеплення або розчеплення Бажано додатковий засіб переміщення виконаВ основу винаходу покладено завдання розти у вигляді привідної осі або циліндра, а засіб робити пристрій для волочіння довгомірних метаавтоматичного зачеплення або розчеплення виколевих виробів, а також створити потокову технолонати у вигляді двох кулачків із зубцями, орієнтовагічну ЛІНІЮ ВОЛОЧІННЯ, які дозволяють одночасно ними з можливістю надійного зачеплення загост- підвищити продуктивність волочіння, реного кінця виробу і впливу на кінець виробу - обмежити вартість пропонованої установки, тягнучим зусиллям при переміщенні даного засобу - інтегрувати заключний етап додаткової обров напрямку вперед», при цьому при виробництві бки й обробки безпосередньо в етап волочіння труб, діаметри яких можуть змінюватися в широПоставлене завдання вирішується тим, що в ких межах, профіль кулачків слід виконати у випристрої для волочіння довгомірного металевого гляді логарифмічної спіралі з можливістю приклавиробу, що включає блок волочіння, пристрій задання на кінець виробу тиску, пропорційного хоплення довгомірного металевого виробу в блоці величині тягнучого зусилля Потрібно блок охоловолочіння і пристрій витягування виробу, ВІДПОВІДдження зв'язати з блоком сушіння Блок сушіння НО до винаходу, пристрій витягування містить два має центральний отвір, адаптований до виробу, і розташовані поруч один з одним привідні ремені, виконаний з можливістю поступального перемівиконані з можливістю обертання в протилежних щення за допомогою напрямних засобів під дією напрямках з наданням виробу поступального руху, штовхального зусилля з боку засобів автоматичнопристрій захоплення розташований за ходом техго зачеплення або розчеплення до виходу з блоку нологічного процесу за блоком волочіння і містить волочіння Бажано, щоб пристрій витягування мав засіб для автоматичного захоплення загостреного гусеничний механізм Пристрій, ВІДПОВІДНО ДО викінця виробу від виходу блоку волочіння до виходу находу, для волочіння труб має на виході з блоку з пристрою витягування, при цьому засіб автомаволочіння засіб формування паза або канавки для тичного захоплення має допоміжний засіб витягузменшення внутрішнього діаметра труби й установання, що пускається в рух пристроєм витягуванвки в процесі роботи оправки, адаптованої до кожня ної волочильної фільєри У пристрої ВІДПОВІДНО до Доцільним Є, щоб засіб автоматичного захопвинаходу передбачені засоби автоматизації послілення мав напрямні засоби для допоміжного засодовного застосування різних рухів пристрою, з бу витягування, розташовані на виході з пристрою використанням засобу автоматичного захоплення, витягування і на траєкторії від виходу блоку воловиконані з можливістю пуску в напрямку «назад» чіння до виходу з пристрою витягування або на додаткового засобу переміщення з подачею засочастині цієї траєкторії, допоміжний засіб витягубу автоматичного зачеплення або розчеплення на вання був виконаний з обмеженою довжиною з вихід пристрою витягування, зупинки додаткового можливістю жорсткої фіксації засобу автоматичнозасобу переміщення в момент пуску руху заднього го зачеплення чи розчеплення на загостреному ходу пристрою витягування, пуску руху заднього КІНЦІ виробу, що виступає з блоку волочіння, а інходу пристрою витягування і здійснення цього руху ший кінець допоміжного засобу витягування передо захоплення засобом автоматичного зачеплення бував би у зачепленні з пристроєм витягування, або розчеплення загостреного кінця виробу, пуски при цьому пристрій витягування мав би засоби руху переднього ходу пристрою витягування, при переміщення допоміжного засобу витягування в необхідності автоматичне виконання паза або канапрямку «вперед» і в напрямку «назад» Рекоменавки після переміщення загостреного кінця вирондується, щоб засоби переміщення в напрямку бу на попередньо задану довжину і короткочасного «вперед» і в напрямку «назад» мали додатковий пуску руху переднього ходу додаткового засобу засіб переміщення, виконаний з можливістю ввепереміщення в момент досягнення засобом автодення в механічний контакт або виведення з конматичного зачеплення або розчеплення виходу такту на виході з пристрою витягування засобу пристрою витягування з відведенням засобу автоавтоматичного зачеплення або розчеплення з матичного зачеплення або розчеплення від виходу пристроєм витягування Більш прийнятне, допоміз пристрою витягування жний засіб витягування виконати таким чином, щоб при переміщенні в напрямку «вперед» його Поставлене завдання вирішується також тим, МІЦНІСТЬ на розтягнення забезпечувала б можлищо потокова технологічна ЛІНІЯ ВОЛОЧІННЯ, ВІДПОВІвість витягування виробу від виходу з блоку волоДНО до винаходу, містить послідовно встановлені чіння через блок охолодження до виходу з припристрої волочіння, ВІДПОВІДНО до винаходу, КІЛЬстрою витягування, а при переміщенні в напрямку КІСТЬ яких дорівнює КІЛЬКОСТІ проходів волочіння, і «назад» його МІЦНІСТЬ на стискання забезпечувала систему регулювання, розташовану між сусідніми б можливість переміщення засобу автоматичного пристроями волочіння і виконану з можливістю зачеплення або розчеплення за допомогою наспрямування виробу на вхід наступного блоку вопрямних засобів до виходу з блоку волочіння Зоклочіння або в напрямку засобів заключної обробки рема, допоміжний засіб витягування виконаний у виробу, при цьому система регулювання виконана 45395 8 з можливістю формування петлі металевого виропонованого винаходу, зокрема, напрямних засобів бу і має засоби переміщення виробу Доцільно в 24 автоматичного пристрою захоплення, що міспотоковій лінії, ВІДПОВІДНО до винаходу, засоби тять деякий засіб 21 зачеплення, жорстко зв'язаконтролю положення і швидкості переміщення ний з кінцем сталевої стрічки 20, що утворює завиробу, засоби контролю діаметра кожної петлі значений допоміжний засіб витягування регулювання, засоби синхронізації ЛІНІЙНИХ швидФіг 3 І Заявляють собою схематичний вид викостей виробу на виході з кожного блоку волочінхідного стану автоматичного пристрою волочіння ня, виконані з можливістю впливу на швидкість перед запуском автоматичного пристрою 19 заховиробу, що задається пристроями витягування плення кінець 4а наконечника 4 виступає з вихіді/або засобами переміщення виробу для запобіної частини волочильної фільєри 7 і автоматичний гання зайвому нагромадженню і зайвому натягу пристрій захоплення не пущений в дію зазначений виробу між сусідніми блоками волочіння засіб 21 зачеплення утримується дещо на відстані від виходу 3 із пристрою 16 витягування Фіг 1 являє собою схематичну ілюстрацію пристрою волочіння ВІДПОВІДНО до існуючого рівня Фіг 4 і 4а схематично демонструють момент техніки у цій галузі На фіг 1 поданий схематично приведення в дію автоматичного пристрою захопвид розміщення на деякій горизонтальній опорній лення, тобто переміщення цього пристрою 19 за поверхні пристрою волочіння, ВІДПОВІДНО до сисдопомогою підйомника чи силового циліндра 23 теми «RUTUBLOC» (R) Ця система волочіння таким чином, щоб зазначений засіб 21 зачеплення «RUTUBLOC» (R) містить, як це показано схемаопинився точно на виході 33 пристрою 16 витягутично в центральному прямокутнику на фіг 1, вовання лочильну фільєру 10 і систему витягування за доФіг 5 і 5а схематично демонструють переміпомогою кабестана чи шпиля 38 Використання щення автоматичного пристрою 19 захоплення за цієї системи передбачає наявність двох контейнедопомогою руху заднім ходом пристрою 16 витягурів 6 одного контейнера з трубами в бухті для вання засіб 21 зачеплення проходить крізь приживлення зазначеної волочильної фільєри й однострій 16 витягування і крізь блок 12 охолодження, го приймального контейнера для витягнутої труби штовхаючи перед собою блок 14 осушення, утвоу вигляді бухти Карусельна установка дозволяє рений ущільненнями, що скребуть, і який направпо черзі проводити зазначені контейнери перед ляють також зазначені напрямні засоби 24, до волочильною фільєрою 10 упора у волочильну фільєру 10, і автоматично захоплює кінець 4а Між ВИХОДОМ блоку 7 волочіння і На фіг 2 наведений схематично вид зверху входом пристрою 16 витягування є спеціальні нарозміщення на деякій горизонтальній опорній попрямні засоби 24 Є також спеціальні напрямні верхні засобів волочіння, показаних на фіг 1, і засоби 24а на виході 33 із пристрою 16 витягуванзасобів 32 додаткової заключної обробки, що живня, як це наочно показано на фіг За, 4а, 5а, 6а і ляться контейнерами 6 витягнутих труб і призна7а чені для одержання розкроєних по довжині й оброблених тягнених трубах 35, причому порожні На фіг 5а позначена довжина L системи, контейнери 6 потім завантажуються заготовками утвореної зазначеним допоміжним засобом 20 труб 39, що підлягають подальшій витяжці /які витягування і засобом 21 зачеплення Ця довжина надходять з попередніх волочильних машин/, і відповідає відстані між виходом блоку 7 волочіння направляються до ВІДПОВІДНИХ засобів волочіння і входом пристрою 16 витягування, збільшеній на довжину сталевої стрічки, необхідну для надійного Фіг 3, 4, 5, І 7 являють собою види в перерізі захоплення зазначеного допоміжного засобу 20 по деякій вертикальній площині автоматичного витягування зазначеним пристроєм 16 витягуванпристрою волочіння ВІДПОВІДНО до пропонованого ня, і залишає в цілому приблизно 9 м для привинаходу, що ілюструють фазу автоматичного застрою 16 витягування типу «гусеничного рушія», хоплення зазначеного металевого виробу 2 від здатного розвивати тягнуче зусилля порядку 2 виходу волочильної фільєри 10 блоку 7 волочіння тонн або 20000 Ньютон Фактично ця довжина зай аж до виходу 33 з зазначеного засобу 16 витягулежить від довжини блоку охолодження і від потування, що містить два привідні ремені або дві гужності зазначеного «гусеничного рушія», що вирасеничні стрічки 17 витягування, які визначають жається в довжині механічного контакту або в довжину LT 18 витягування довжині захоплення цього рушія Зазначений автоматичний пристрій волочіння містить послідовно розташовані блок 7 волочіння, У своєму гранично передньому положенні заблок 12 охолодження і пристрій 16 витягування значена сталева стрічка доходить до нижньої частини кривої, що веде до упорядкованого або вихіЗазначений блок 7 волочіння містить деяку дного положення волочильну фільєру 10 і, у разі необхідності, деякий генератор 37 паза, схематично показаний Фіг 6 і 6а ілюструють схематично наступний тільки на фіг 3 для того, щоб не перевантажувати етап, коли зазначений пристрій 16 витягування ІНШІ фігури Зазначений блок 12 охолодження міспереключається на передній хід При цьому підлятить рами 13 промивання й охолодження і деякий гаючий волочінню виріб 2а протягається через блок 14 осушення волочильну фільєру, після чого проходить крізь блок 12 охолодження і захоплює за собою блок 14 Фіг За, 4а, 5а, 6а і 7а ВІДПОВІДНО ДОПОВНЮЮТЬ осушення аж до упора в блоці охолодження, тоді зазначені вище фігури Ці фігури являють собою як зазначений допоміжний засіб 20 витягування часткові види в деякій горизонтальній площині і повертається в положення, яке цей засіб мав на призначені для ілюстрації деяких елементів автофіг 4 і 4а, причому зазначений засіб 21 зачепленматичного пристрою 19 захоплення (скорочено ня опиняється при цьому на виході 33 із пристрою цей пристрій називають DEA) ВІДПОВІДНО ДО про 16 витягування, тоді як інший кінець цього допоміжного засобу 20 витягування захоплюється підйомником або силовим циліндром 23 завдяки зазначеним напрямним засобам 24а Фіг 7 і 7а схематично ілюструють положення відключення автоматичного пристрою (DEA) захоплення за допомогою дії підйомника або силового циліндра 23 зазначений засіб 21 зачеплення відводиться від виходу 33 пристрою 16 витягування для того, щоб забезпечити можливість вільного проходу тягненого виробу 2а При цьому допоміжний засіб 20 витягування опиняється в положенні вичікувального відстою, уже представленому на фіг З Фіг 7Ь ЯВЛЯЄ собою схематичний вид у поперечному перерізі, що показує форму напрямних рейок (використовуються дві рейки U-подібноі форми) Фіг 8, 8а і 8Ь стосуються різних видів автоматичного пристрою 19 захоплення Фіг 8 являє собою схематичний вид зверху, що показує зазначений засіб 21 зачеплення, закріплений на КІНЦІ 20 сталевої стрічки На цьому засобі зачеплення встановлені чотири кулачки 22, які попарно розташовуються один проти одного, як це показано на фігурі, завдяки зворотним пружинам, що розвивають відносно невелике зусилля (це зусилля становить менше 1даН), і він забезпечений напрямним каналом 40 На цьому засобі 21 зачеплення передбачені також напрямні виступи 36, які взаємодіють з напрямними рейками 24 Фіг 8а являє собою схематичний вид збоку 21 засобу зачеплення Верхня частина цього засобу зайнята зазначеними кулачками (на фіг 8а не показані), а його права частина забезпечує кріплення сталевої стрічки 20 відносно невеликої товщини до цього засобу 21 зачеплення Пунктирною ЛІНІЄЮ на фіг 8а представлений похилий вихідний шлях 41 напрямного каналу 40 Фіг 8Ь ЯВЛЯЄ собою схематичний вид зверху однієї пари кулачків 22, активні поверхні яких забезпечені зубцями 22а, орієнтованими таким чином, щоб захоплюваний кінець 4 протяжного виробу, що підлягає волочінню, не можуть вислизнути від зазначеного засобу зачеплення в тому випадку, коли цей засіб починає витягати цей кінець Фіг 9 являє собою схему системи 27 синхронізації, що розташовується між двома послідовно встановленими блоками 7, 7а, 7Ь волочіння Ця система синхронізації містить деяку плиту 27Ь, що підтримує петлю 28 протяжного виробу 2а, 2Ь, 2с, що підлягає волочінню, діаметр якої змінюється спеціальним датчиком 27а, і деякий двигун 29 прискорення (або «pinch roll» англійською), встановлений на виході цієї петлі 28 Зазначена стрічка 27Ь має деяку облямівку 40 у формі покладеної на бік букви «U», що служить напрямною для протяжного виробу, що підлягає волочінню Фіг 10 являє собою схематичний вид у поздовжньому перерізі наконечника 4 підлягаючої волочінню труби в трьох різних фазах волочіння Цей наконечник містить три оправки 11, 11а, 11Ь Пази ЗО і одна чи кілька пробок 34 можуть використовуватись для утримання зазначених оправок у де 45395 10 якому обмеженому просторі і, у разі потреби, для змащення оправок волочіння Фіг 11 схематично являє собою вид потокової лінії 31 волочіння, що містить послідовно розташовані - систему 5 розмотування з вісьма контейнерами 6, що містять протяжний виріб 2, що підлягає ВОЛОЧІННЮ, - перший пристрій 1 волочіння з блоком 7 волочіння, блоком 12 охолодження, пристроєм 16 витягування і пристроєм 19 автоматичного захоплення, не показаними на цій фіг 11, що формує тягнений протяжний виріб 2а, - деяку систему 27 регулювання, - другий пристрій 1а волочіння, аналогічний зазначеному вище першому пристрою волочіння і формуючий тягнений протяжний виріб 2Ь, - другу систему 27а регулювання, -третій пристрій 1Ь волочіння, аналогічний попереднім пристроям волочіння і формуючий тягнений протяжний виріб 2с, - деякий пост 32 додаткової обробки, призначений для різання й остаточної обробки 35 отриманих у такий спосіб тягнених напівфабрикатів У разі потреби цей пост додаткової обробки може бути замінений деяким пристроєм змотування даного виробу і його укладання в контейнер для виконання інших наступних технологічних операцій (наприклад, відпалу, витяжки або волочіння, нарізування канавок чи пазів, нанесення покриття тощо) Основні засоби пропонованого винаходу можуть набувати різних конкретних форм Так, в одному з можливих варіантів реалізації пропонованого пристрою волочіння пристрій 19 автоматичного захоплення містить а/ деякий допоміжний засіб 20 витягування обмеженої довжини, один з КІНЦІВ якого жорстко зв'язаний з деяким засобом 21 зачеплення чи автоматичним засобом зачеплення, причому зазначена довжина допоміжного засобу витягування вибирається такою, щоб у тому випадку, коли зазначений засіб зачеплення закріплений на зазначеному загостреному КІНЦІ протяжного виробу 2, що підлягає волочінню, що виступає зі зазначеного блоку волочіння, зазначене допоміжний засіб витягування був надійно захоплений на іншому своєму КІНЦІ зазначеним пристроєм витягування Цей допоміжний засіб витягування може також проходити через зазначений пристрій витягування по всій його довжині і кінець цього допоміжного засобу витягування може перебувати за межами зазначеного пристрою 16 витягування, б/ деякі напрямні засоби 24, призначені для зазначеного допоміжного засобу 20 витягування на всій або на частині траєкторії його переміщення, що проходять від виходу зазначеного блоку 7 волочіння до входу зазначеного пристрою 16 витягування, а також на виході з цього пристрою 16 витягування, с/ засоби переміщення в напрямку вперед і в напрямку назад зазначеного допоміжного засобу 20 витягування, що містять зазначений пристрій 16 витягування Ці засоби переміщення вперед та назад можуть додатково містити деякий засіб 23, призначений для переміщення і введення в кон 11 45395 12 такт або роз'єднання зазначеного засобу 21 зачезначений допоміжний засіб 20 витягування являє плення з зазначеним пристроєм 16 витягування на собою деяку сталеву стрічку, необхідне позиціонувиході з цього пристрою вання якої в бічному напрямку забезпечується за допомогою спеціальних рейок, що утворюють заФігури з 3 до 7 і з За до 7а докладно схематизначені вище напрямні засоби 24 Однак, у разі чно ілюструють особливості конструкції автоматинеобхідності зазначена сталева стрічка може бути чного пристрою волочіння ВІДПОВІДНО до пропонозамінена будь-яким іншим придатним засобом ваного винаходу Цей пристрій містить, з одного передачі рухів і зусиль, наприклад, міцним тросом, боку, засоби волочіння, що розташовуються повставленим у невеликі циліндричні муфти, або, слідовно один за одним, а саме, блок 7 волочіння, наприклад, стрічкою у вигляді шарнірно з'єднаних блок 12 охолодження і пристрій 16 витягування, а між собою відрізків прутка, або деяким ланцюгом, з іншого боку, автоматичний пристрій 19 захопутвореним шарнірно з'єднаними між собою ланлення, інтегрований у зазначені засоби волочіння ками Як це вже було чітко показане вище, пропоноване винахід дозволяє не тільки реалізовувати У тому випадку, коли зазначений допоміжний автоматичне захоплення підлягаючої волочінню засіб 20 витягування не приведений в дію, його труби на виході з волочильної фільєри, але і, гомає бути позицюновано ВІДПОВІДНИМ ЧИНОМ на виловним чином, реалізувати захоплення цієї труби ході з зазначеного пристрою 16 витягування за аж до виходу 33 із пристрою 16 витягування Тут допомогою деякого напрямного засобу 24а і спеційдеться про головний елемент даного винаходу ального запасного шляху для цього допоміжного дійсно, ціль пропонованого винаходу полягає не засобу 20 витягування і зазначеного засобу 21 тільки у вирішенні вже викладених вище проблем, зачеплення, з'єднаного з цим допоміжним засобом але також і в забезпеченні виробництва тягнених витягування довгомірних виробів, труб, головним чином, але не Для того, щоб пустити в дію чи, навпаки, перевинятково, що відрізняються чудовим станом повести в стан очікування зазначений пристрій 19 верхні, що передбачає відмову від численних автоматичного захоплення, тобто для того, щоб конструкцій пристроїв витягування, які ушкоджуподати зазначений засіб зачеплення безпосередють поверхню довгомірного виробу, що підлягає ньо до виходу 33 пристрою 16 витягування чи відволочінню, і залишають на ній сліди вести цей засіб від зазначеного виходу, може використовуватись зазначений вторинний засіб 23, Заявник, у результаті численних проведених який може являти собою деякий підйомник чи синим випробувань, дійшов висновку, що сукупність ловий циліндр 23, як це схематично показано на проблем, що стоять перед ним, як в економічному фігурах з 3 до 7, або деяку механізовану привідну плані, так і в плані якості продукції, що випускаєтьвісь, а також будь-який інший придатний в даному ся, може бути вирішена тільки в умовах застосувипадку засіб вання спеціального пристрою витягування, заснованого на використанні ведучих привідних ВІДПОВІДНО ДО пропонованого винаходу зазнаременів, які розташовуються поруч один з одним, чений засіб 21 автоматичного зачепленщо стискають зазначений тягнений довгомірнии ня/розчеплення утворений двома кулачками з виріб на деякій довжині, достатній для прикладанспеціальним чином орієнтованими зубцями на їх ня необхідного зусилля витягування, і забезпечуробочих поверхнях, що забезпечують можливість ють протягання цього виробу шляхом простого надійного механічного контакту з зазначеним загопритиснення привідних ременів до цього виробу стреним кінцем даного протяжного чи довгомірнобез ушкодження його поверхні, що вимагає, таким го виробу 2 з того моменту й оскільки даний засіб чином, обов'язкового використання деякого авто21 автоматичного зачеплення/розчеплення почиматичного пристрою захоплення, що дозволяє нає справляти тягнучий вплив на зазначений кізабезпечити надійне захоплення довгомірного нець при своєму переміщенні вперед, що схемавиробу, що підлягає волочінню, аж до виходу 33 з тично показано на наведеній у додатку фіг 8 зазначеного пристрою 16 витягування, У більш прийнятному варіанті реалізації проПристрій 19 автоматичного захоплення ВІДПОпонованого винаходу, як це схематично показано ВІДНО до пропонованого винаходу містить додатна фіг 8Ь, зазначені кулачки 22 мають профіль у ково різні спеціальні засоби його використання формі логарифмічної спіралі таким чином, щоб прикладати тиск на зазначений загострений кінець Так, зазначений допоміжний засіб 20 витягутягненого довгомірного виробу, пропорційний зування вибирається таким чином, щоб мати при силлю натягу, і це підходить для виробництва переміщенні в напрямку вперед деяку механічну труб, діаметр яких може змінюватися в досить МІЦНІСТЬ на розтягання, достатню для того, щоб широких межах мати можливість витягнути чи протягнути через волочильну фільєру зазначений довгомірнии виріб Пристрій волочіння ВІДПОВІДНО до пропонова2а від виходу зазначеного блоку 7 волочіння через ного винаходу може містити деякий блок 12 охозазначений блок 12 охолодження і до виходу зі лодження, з яким зв'язаний блок 14 сушіння зазначеного пристрою 16 витягування, а також Цей блок 14 сушіння, центральний отвір якого мати при переміщенні в напрямку назад деяку меспеціальним чином адаптований до даного тягнеханічну МІЦНІСТЬ на стискання, достатню для того, ного виробу 2а, має можливість поступального щоб завдяки зазначеним напрямним засобам 24 переміщення завдяки зазначеним напрямним зазазначений засіб 21 автоматичного зачепленсобам 24 і під дією штовхального зусилля з боку ня/розчеплення міг переміщатись аж до виходу з зазначеного засобу 21 зачеплення аж до виходу з зазначеного блоку 7 волочіння зазначеного блоку 7 волочіння У більш прийнятному варіанті реалізації заЦей блок 12 охолодження сам по собі не є не 13 обхідним елементом для використання пристрою ВІДПОВІДНО до пропонованого винаходу Однак, приймаючи до уваги необхідність прикладання витягаючого зусилля до підлягаючого волочінню довгомірного металевого виробу без ушкодження його поверхні, виявляється більш прийнятним використовувати для реалізації зазначених привідних ременів пристрою 16 витягування матеріали, які не мають істотних абразивних властивостей, зокрема, пластичні матеріали або еластомери, що можуть мати обмежену термічну СТІЙКІСТЬ У цьому випадку виявляється необхідним охолодити, звичайно за допомогою обприскування холодною водою, тягнений металевий довгомірний виріб і осушити його перед тим, як він увійде в простір між зазначеними притиснутими один до одного привідними ременями ВІДПОВІДНО ДО пропонованого винаходу зазначений пристрій 16 витягування являє собою пристрій із привідними ременями 17 або гусеницями, що здатні прикладати необхідне тягнуче зусилля до зазначеного виробу на деякій достатній довжині LT (18), яка становить звичайно від 1 до Зм залежно від необхідного зусилля витягування і сил тертя між даним довгомірним тягненим металевим виробом і зазначеними привідними ременями, без ушкодження поверхні зазначених виробів Ці привідні ремені можуть бути утворені, наприклад, гнучкими стрічками, виготовленими з тою чи іншого еластомеру або з гуми в які утримуються поруч одна з одною за допомогою натискних і/або привідних роликів Зазначені привідні ремені 17 також можуть бути замінені на послідовно розташовані пари роликів, що будуть виконувати еквівалентну функцію, причому головне тут полягає в тому, щоб загальна довжина LT (18), прикладання витягаючого зусилля між привідними ременями і зазначеним протяжним тягненим металевим виробом була достатньою для створення тягнучого зусилля, необхідного для здійснення волочіння зазначеного виробу через волочильну фільєру, але без ушкодження поверхні цього виробу Як це було схематично показано на фіг 3, пристрій волочіння ВІДПОВІДНО до пропонованого винаходу може містити, у випадку волочіння труб, на виході з блоку 7 волочіння деякий засіб 37, призначений для формування деякого паза ЗО, призначеного для зменшення внутрішнього діаметра зазначеної труби і, у процесі запуску даного пристрою, для полегшення установки відповідної оправки, адаптованої для кожної фільєри Зазначений засіб 37, схематично поданий тільки на фіг 3, відповідає двом кулачкам, пускання яких в обертальний рух забезпечує формування паза ЗО або канавки типу тієї, яка схематично зображена на наведеній у додатку фіг 10 Дійсно, ВОЛОЧІННЯ труб передбачає наявність усередині даної труби деякої оправки 11, яка повинна в процесі волочіння цієї труби бути затиснутою в даній волочильний фільєрі Ціль формування паза ЗО чи канавки полягає в тому, щоб забезпечити можливість захоплення у фільєрі 10 частини найменшого діаметра даної оправки 11 За відсутності зазначеного паза ЗО чи канавки виникатиме небезпека того, щоб дана оправка буде проковзувати Цей паз реалізований тільки на рівні 45395 14 загостреної вершини 4 підлягаючої волочінню труби, якщо йдеться про деякий проміжний прохід волочіння, оскільки паз, реалізований у процесі захоплення загостреної вершини труби, призначений для забезпечення можливості захоплення оправки в наступному проході волочіння, як це буде пояснено нижче Пристрій волочіння ВІДПОВІДНО до пропонованого винаходу містить засоби автоматизації послідовного використання різних рухів, що дозволяють використовувати зазначені засоби автоматичного захоплення а/ пуск у напрямку назад зазначеного вторинного засобу 23 таким чином, щоб подати зазначений засіб 21 зачеплення до виходу пристрою 16 витягування, б/ зупинка зазначеного вторинного засобу в момент запуску заднім ходом зазначеного пристрою 16 витягування, с/ пуск заднім ходом пристрою 16 витягування і його робота в такому режимі до того моменту, доки зазначений засіб 21 зачеплення не захопить загострений кінець зазначеного довгомірного виробу 2, д/ пуск у напрямку вперед пристрою 16 витягування й одночасна реалізація в разі потреби за допомогою генератора 37 паза деякого паза ЗО після переміщення зазначеного кінця на деяку попередньо задану довжину, є/ тимчасовий пуск у напрямку вперед зазначеного вторинного засобу 23 після того, як зазначений засіб 21 зачеплення підійде на вихід з зазначеного пристрою 16 витягування, для відведення цього пристрою 21 зачеплення від виходу цього пристрою 16 витягування Використані в даному випадку засоби автоматизації ВІДОМІ самі по собі і можуть бути в разі потреби доповнені будь-яким типом датчика, звичайно датчиком наявності ВІДПОВІДНОГО протяжного виробу, датчиком швидкості, датчиком температури, що дозволяють забезпечити надійне функціонування пристрою волочіння ВІДПОВІДНО до пропонованого винаходу Об'єктом пропонованого винаходу є також потокова технологічна ЛІНІЯ 31 волочіння, що містить послідовно стільки пристроїв волочіння описаного вище типу, скільки проходів волочіння необхідно здійснити в даному випадку Ця потокова технологічна ЛІНІЯ містить між двома сусідніми пристроями волочіння деякий пристрій 27 регулювання, що забезпечує можливість спрямування зазначеного довгомірного виробу 2а на вхід наступного блоку 7а волочіння, на пост розкрою і обробки або на будь-який інший пост додаткової обробки тягненої труби ВІДПОВІДНО ДО особливості, схематично проілюстрованої на фіг 9, зазначений пристрій 27 регулювання дозволяє сформувати петлю 28 зазначеного тягненого довгомірного виробу і містить засоби переміщення, які, звичайно, ведуть привідні ролики, між якими проходить цей тягнений довгомірний виріб наприкінці зазначеної петлі, і деякий датчик 27а положення петлі Хоча фіг 9 подає протяжний тягнений виріб, що входить і виходить з зазначеної петлі, як такий, що розташовується в одній площині, насправді даний пристрій 15 45395 16 27 регулювання з петлею дозволяє орієнтувати на дозволяє, зокрема, орієнтувати оброблювану трувиході петлі даний протяжний тягнений виріб у бу в потрібному напрямку і забезпечити необхідну будь-якому необхідному напрямку, як це схематигнучкість між двома сусідніми пристроями волочінчно показано на фіг 11 ня для того, щоб не виникало ані локального нагромадження, ані локальної нестачі оброблюваної Отже, пропоноване винахід дозволяє розтатруби шувати послідовно один з одним кілька пристроїв волочіння ВІДПОВІДНО до цього винаходу, звичайно, Потокова технологічна ЛІНІЯ 31 містить напрявід 3 до 5 таких пристроїв, вишикуваних у порядку мні засоби для оброблюваної тягненої труби, яка зменшення діаметра волочильної фільєри, і сфопротягом усієї лінії постійно знаходиться під контрмувати в такий спосіб потокову технологічну ЛІНІЮ ролем її положення крім петлі 28 пристрою 27 регулювання, призначеного для амортизації по31 ВІДПОВІДНО до пропонованого винаходу, як це штовхів і нерівномірностей у роботі схематично показано на фіг 11 Система синхронізації цих пристроїв волочіння Система автоматичного керування і синхронінеобхідна, зокрема, тому, що лінійна швидкість зації даної потокової технологічної лінії, відома оброблюваного довгомірного виробу збільшується сама по собі, не показана на фіг 11 на виході з кожної фільєри Ця система синхроніПроцес функціонування цієї потокової технозації дозволяє реалізувати безперервну ПОСЛІДОВлогічної лінії волочіння можна описати таким чиНІСТЬ проходів волочіння з різними подовженнями ном оброблюваного виробу (наприклад, 160% на пер- для кожного контейнера, що містить бухту шому проході волочіння, 130% на другому проході підлягаючої волочінню труби, оператор даної потощо) на відміну від систем волочіння ВІДПОВІДНО токової технологічної лінії повинен реалізувати за до існуючого рівня техніки у цій галузі, що розробдопомогою спеціально передбачених для цього лені тільки для одного заданого діапазону волозасобів загострений кінець труби, як це схематиччіння но показано на фіг 10, попередньо помістивши в цю трубу три оправки 11, 11, 11 в, адаптовані ВІДТаким чином, потокова технологічна ЛІНІЯ 31 ПОВІДНО до трьох фільєр 10, 10, 10в (на наведених волочіння ВІДПОВІДНО до пропонованого винаходу фігурах не показані) Оператор повинен реалізувамістить звичайно деякі засоби контролю положенти також паз ЗО чи канавку, ня і швидкості переміщення зазначеного довгомірного виробу (2, 2а, 2в, ), деякі засоби контролю - підготовлений таким чином загострений кідіаметра кожної петлі 28 регулювання, деякі засонець 4а труби оператор вручну подає в першу фіби синхронізації різних ЛІНІЙНИХ швидкостей зазнальєру 7 волочіння, чених тягнених довгомірних виробів на виході з - потім досить запустити дану технологічну ЛІкожного блоку волочіння шляхом впливу на швидНІЮ ВІДПОВІДНО до пропонованого винаходу для кість, що задається ВІДПОВІДНИМ пристроям 16 витого, щоб автоматично пішли одна за одною затягування і/або засобом 29 переміщення, таким значені вище операції до поста остаточної обробчином, щоб не відбувалося ані нагромадження, ані ки й упакування зайвого натягу зазначених довгомірних тягнених Звичайно зазначена вище операція підготовки виробів між двома послідовно розташованими загостреного кінця підлягаючої волочінню труби блоками 7, 7а волочіння може бути виконана в прихований час, тобто на тлі виконання інших операцій, таким чином, що в ціПропонований винахід може використовувалому в розглянутому тут прикладі середня продуктись для волочіння довгомірних виробів у бухтах тивність для реалізації одночасно трьох останніх чи бунтах, наприклад, труб, дроту або прутка проходів волочіння і заключної обробки має велиПропонований винахід також може використочину в діапазоні від 150 до 250м/хвил (ефективна вуватись для волочіння прямих довгомірних меташвидкість) при максимальній швидкості порядку левих виробів типу прутків чи труб 400м/хвил, у даному прикладі, але ця швидкість Була практично реалізована повна потокова може навіть перевищувати 1800м/хвил технологічна ЛІНІЯ 31 волочіння типу тієї, яку схематично подано на фіг 11 Пристрій волочіння ВІДПОВІДНО до пропонованого винаходу вже сам по собі являє великий інтеЦя потокова ЛІНІЯ 31 містить три пристрої ворес для виробництва досить в економічний спосіб лочіння 1, 1а, 1в, після яких розташовується пост тягнених довгомірних виробів, що відрізняються 32 остаточної обробки, з якого надходять бухти високою якістю поверхні Однак пропонований упакованих труб - 35, готові для постачання сповинахід повною мірою виявляється при реалізації живачам потокових технологічних ЛІНІЙ 31 волочіння ВІДПОЦя технологічна ЛІНІЯ дозволила перейти за ВІДНО до цього винаходу три проходи волочіння від діаметра труби 18мм до діаметра 9,52мм Дійсно, ЯКЩО порівняти потокову технологічну ЛІНІЮ 31 типу тієї, що була описана як приклад Зазначена ЛІНІЯ забезпечена спеціальними кореалізації пропонованого винаходу, із пристроями нтейнерами 6 з підлягаючими волочінню трубами волочіння ВІДПОВІДНО до існуючого рівня техніки у Кожен пристрій 1, 1а, їв волочіння містить поцій галузі, то продуктивність пропонованої лінії слідовно розташовані блок 7, 7а, 7в, блок 12, 12а, зростає приблизно в 2 рази тільки для одного ас12в охолодження і пристрій 16, 16а, 16в витягупекту «волочіння», оскільки зазначена технологічвання з гусеничним рушієм, обладнаним привідна ЛІНІЯ 31 реалізує три проходи при ефективній ними ременями 17, звичайно виготовленими з швидкості порядку 200м/хвил, тоді як існуючі пригуми строї реалізують один прохід волочіння з ефектиРозташований між пристроями 1 і 1а, 1а і 1в вною швидкістю порядку 250м/хвил волочіння пристрій 27, 27а регулювання з петлею 17 45395 18 Тут можна відзначити, що при використанні ісго винаходу приблизно в чотири рази нижча, ніж нуючих пристроїв волочіння зазначена операція вартість ВІДПОВІДНОГО устаткування при існуючому заключної обробки являє собою операцію, що вирівні техніки у цій галузі, включаючи засоби волоконується окремо і не інтегрована в операцію вочіння і заключної обробки й упакування, і якщо лочіння, як це має місце в потоковій технологічній порівняти габаритні розміри на ґрунті технологічлінії 31 ВІДПОВІДНО до пропонованого винаходу, що ної лінії 31 ВІДПОВІДНО до прикладу реалізації прозабезпечує істотне зменшення навантажувальних і понованого винаходу і габаритні розміри устаткутранспортувальних операцій, а ВІДПОВІДНО І вартовання ВІДПОВІДНО до існуючого рівня техніки, сті робочої сили, і виключення небезпеки ушкосхематично наведені на фіг 2, то габаритні розмідження труб у процесі виконання цих операцій ри технологічної лінії 31 ВІДПОВІДНО до даного винаходу виявляються приблизно в два рази менМожливість інтегрування зазначеної заключної шими обробки (або будь-якої іншої операції обробки тягненої труби) у технологічний процес волочіння має У той самий час, пропонований винахід не обяк наслідок ту обставина, що пропонований винамежується описаним вище прикладом його пракхід дозволяє забезпечити повне керування тягнетичної реалізації і дозволяє ВІДПОВІДНО ДО модульним довгомірним виробом, причому визначена в ної концепції потокової технологічної лінії оптимальний спосіб траєкторія руху цього тягненоволочіння реалізувати різні можливості Так, наго довгомірного виробу може бути описана в деяку приклад, сукупність проходів волочіння металевих ламану пряму, де кожна зміна напрямку руху затруб може бути реалізована з двома ЛІНІЯМИ ПО безпечується ВІДПОВІДНИМ пристроєм 27 регулючотири пристрої волочіння в кожній, причому друга вання з петлею 28 цього тягненого довгомірного й остання ЛІНІЯ містять наприкінці пост заключної виробу обробки й упакування Проте існуючий пристрій волочіння, що переІ нарешті, пропонований винахід дозволяє затворює одну бухту підлягаючої волочінню труби на вдяки інтегруванню поста заключної обробки безіншу бухту уже витягнутої труби, не дозволяє запосередньо в технологічну ЛІНІЮ волочіння (що безпечити інтегрування заключної операції упакунеможливо при використанні пристроїв волочіння вання чи будь-якої іншої операції в технологічний ВІДПОВІДНО до існуючого рівня техніки у цій галузі) процес волочіння труби гарантувати виробництво довгомірних тягнених виробів, що відрізняються високою якістю зовнішКрім того, при однаковій продуктивності варньої поверхні тість потокової технологічної лінії 31 ВІДПОВІДНО до описаного вище прикладу реалізації пропоновано 324»^J TK^*W, ФІГ. 2 ФІГ. 1 ФІГ. ЗА .J 45395 19 20 U-36 ФІГ. 4Л ФІГ. 8 -19 ФІГ. SA Ф1Г.5А ФІГ. SB ФЇГ.9 ФІГ. 7Л 4a a ^ 11 Uio lib Фиг 10 45395 21 31 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 22
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 1/16
Мітки: волочіння, технологічна, потокова, лінія, пристрій, автоматичний
Код посилання
<a href="https://ua.patents.su/11-45395-avtomatichnijj-pristrijj-volochinnya-ta-potokova-tekhnologichna-liniya-volochinnya.html" target="_blank" rel="follow" title="База патентів України">Автоматичний пристрій волочіння та потокова технологічна лінія волочіння</a>
Потокова лінія виробництва целюлозної вати
Номер патенту: 1096
Опубліковано: 15.11.2001
Автор: Платонов Микола Олександрович
МПК: D21F 11/00
Мітки: вати, потокова, лінія, виробництва, целюлозної
Формула / Реферат:
1. Потокова лінія виробництва целюлозної вати з льону, що містить щонайменше один засіб очищення сировини від грубих механічних домішок, щонайменше один засіб розпушування сировини, щонайменше один засіб механохімічної обробки сировини у водяному середовищі, сушильну машину і щонайменше один розпушувач висушеного до припустимої вологості цільового продукту, яка відрізняється тим, що після засобу механохімічної обробки сировини додатково...
Потокова лінія виробництва халви
Номер патенту: 336
Опубліковано: 07.06.1999
Автори: Лобас Іван Трохимович, Кліменков Олег Дмитрович, Рудаков Володимир Константинович, Сторчак Олег Анатолійович, Желем Валентина Андріївна, Шарата Людмила Василівна, Шумило Тетяна Валентинівна, Кульгавий Ярослав Ярославович
Мітки: лінія, потокова, халви, виробництва
Формула / Реферат:
1. Потокова лінія виробництва халви, до складу якої включені варильний котел для приготування сиропу, на вхід якого через відповідні дозатори підключені джерела патоки, цукру, води і всіх потрібних технологічних добавок, збивач карамельної маси з сиропу, оснащений підйомником-перевер-тачем діжі, змішувач білкової і карамельної мас, який підключений до виходу зазначеного збивача і довільним засобом подавання пов'язаний з джерелом заздалегідь...
Пристрій для волочіння дроту
Номер патенту: 42507
Опубліковано: 15.10.2001
Автори: Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 3/14
Мітки: дроту, волочіння, пристрій
Формула / Реферат:
Пристрій для волочіння дроту, що містить ущільнювальну та робочу волоки з робочою камерою між ними, який відрізняється тим, що робоча волока та встановлена попереду натискна волока мають обойму з ущільнювачем, яка з'єднується з обоймою ущільнювальної волоки за допомогою осей з пружинами.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Генадійович, Таратута Костянтин Васильович
МПК: B21B 27/02
Мітки: волочіння, спосіб, дроту
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Жук Анатолій Якович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: дроту, волочіння, спосіб
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Попередній патент: Спосіб виробництва нітрату натрію
Наступний патент: Тренажер “супутник космонавта”
Випадковий патент: Спосіб пуску прямоструминного котла енергоблока на ковзному тиску