Активний транспортуючий пристрій для проміжного перемотувального пристрою смугового стана гарячої прокатки
Номер патенту: 101014
Опубліковано: 25.02.2013
Автори: Даріні Маурізіо, Рублі Діно, МкКеней Карл, Муррай Мартін


Формула / Реферат
1. Пристрій для активного транспортування рулону гарячого металу усередині проміжного перемотувального пристрою смугового стана гарячої прокатки з використанням роликів, кожний з яких обертається на осі обертання, який містить:
вузол першої рулонної люльки, що приймає рулон гарячого металу у процесі його намотування і у процесі подальшого початку його розмотування, причому вказаний вузол першої рулонної люльки містить приймальний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного приймального ролика, відвідний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного приймального ролика, при цьому вказані приймальний і відвідний ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, причому вказаний відвідний ролик здатний обертатися навколо вказаного приймального ролика, та ролик-штовхач, розташований між вказаним приймальним роликом і вказаним відвідним роликом; і
вузол другої рулонної люльки, розташований після вказаного вузла першої рулонної люльки, причому вказаний вузол другої рулонної люльки містить відвідний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного відвідного ролика, і приймальний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного відвідного ролика, причому вказані відвідний і приймальний ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, а вказаний приймальний ролик здатний здійснювати поворот навколо вказаного відвідного ролика, завдяки чому рулон гарячого металу, підтримуваний вказаними відвідним і приймальним роликами, може бути піднятий і пропущений поверх вказаного відвідного ролика із вказаної другої рулонної люльки за її межі, який відрізняється тим, що:
виконаний з можливістю введення рулону гарячого металу при опусканні вказаного відвідного ролика вказаної першої рулонної люльки в контакт з вказаним роликом-штовхачем, залишаючись в контакті з вказаним відвідним роликом вказаної першої рулонної люльки і виходячи з контакту з вказаним приймальним роликом вказаної першої рулонної люльки, що приводить до переміщення рулону гарячого металу у положення після вказаного відвідного ролика вказаної першої рулонної люльки;
причому після подальшого опускання вказаного відвідного ролика вказаного вузла першої рулонної люльки рулон гарячого металу вводиться в контакт з вказаним приймальним роликом вказаної другої рулонної люльки;
при подальшому піднятті вказаного відвідного ролика вказаного вузла першої рулонної люльки рулон гарячого металу переміщується у положення після вказаного приймального ролика вказаної другої рулонної люльки і вводиться в контакт з вказаним відвідним роликом вказаної другої рулонної люльки; та
при подальшому піднятті вказаного приймального ролика вказаного вузла другої рулонної люльки рулон гарячого металу пропускається поверх вказаного відвідного ролика вказаної другої рулонної люльки і переміщується у положення після вказаного відвідного ролика вказаної другої рулонної люльки;
при цьому вказаний приймальний ролик вказаного вузла першої рулонної люльки має нерухому вісь обертання; і
вказаний ролик-штовхач вказаного вузла першої рулонної люльки має нерухому вісь обертання.
2. Пристрій за п. 1, який відрізняється тим, що вказаний відвідний ролик вказаного вузла другої рулонної люльки має нерухому вісь обертання.
3. Пристрій за п. 1, який відрізняється тим, що вказаний відвідний ролик вказаного вузла другої рулонної люльки має нестаціонарну вісь обертання.
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що:
додатково містить вузол третьої рулонної люльки, що містить відвідний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного відвідного ролика, і приймальний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного відвідного ролика, причому вказані перший і другий ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, а вказаний приймальний ролик здатний обертатися навколо вказаного відвідного ролика, завдяки чому рулон гарячого металу, підтримуваний вказаними першим і другим роликами, може бути піднятий і пропущений поверх вказаного відвідного ролика із вказаної третьої рулонної люльки за її межі;
причому при піднятті вказаного приймального ролика вказаного вузла другої рулонної люльки і проходженні рулону гарячого металу поверх вказаного відвідного ролика вказаної другої рулонної люльки рулон гарячого металу вводиться в контакт з вказаним приймальним роликом вказаної третьої рулонної люльки, залишаючись в контакті з вказаним відвідним роликом вказаної другої рулонної люльки; і
при подальшому піднятті вказаного приймального ролика вказаного вузла третьої рулонної люльки рулон гарячого металу проходить поверх вказаного відвідного ролика вказаної третьої рулонної люльки і переміщується у положення після вказаного відвідного ролика вказаного третього ролика.
5. Пристрій за п. 4, який відрізняється тим, що вказаний відвідний ролик вказаного вузла третьої рулонної люльки має нерухому вісь обертання.
6. Пристрій за п. 4, який відрізняється тим, що вказаний відвідний ролик вказаного вузла третьої рулонної люльки має нестаціонарну вісь обертання.
Текст
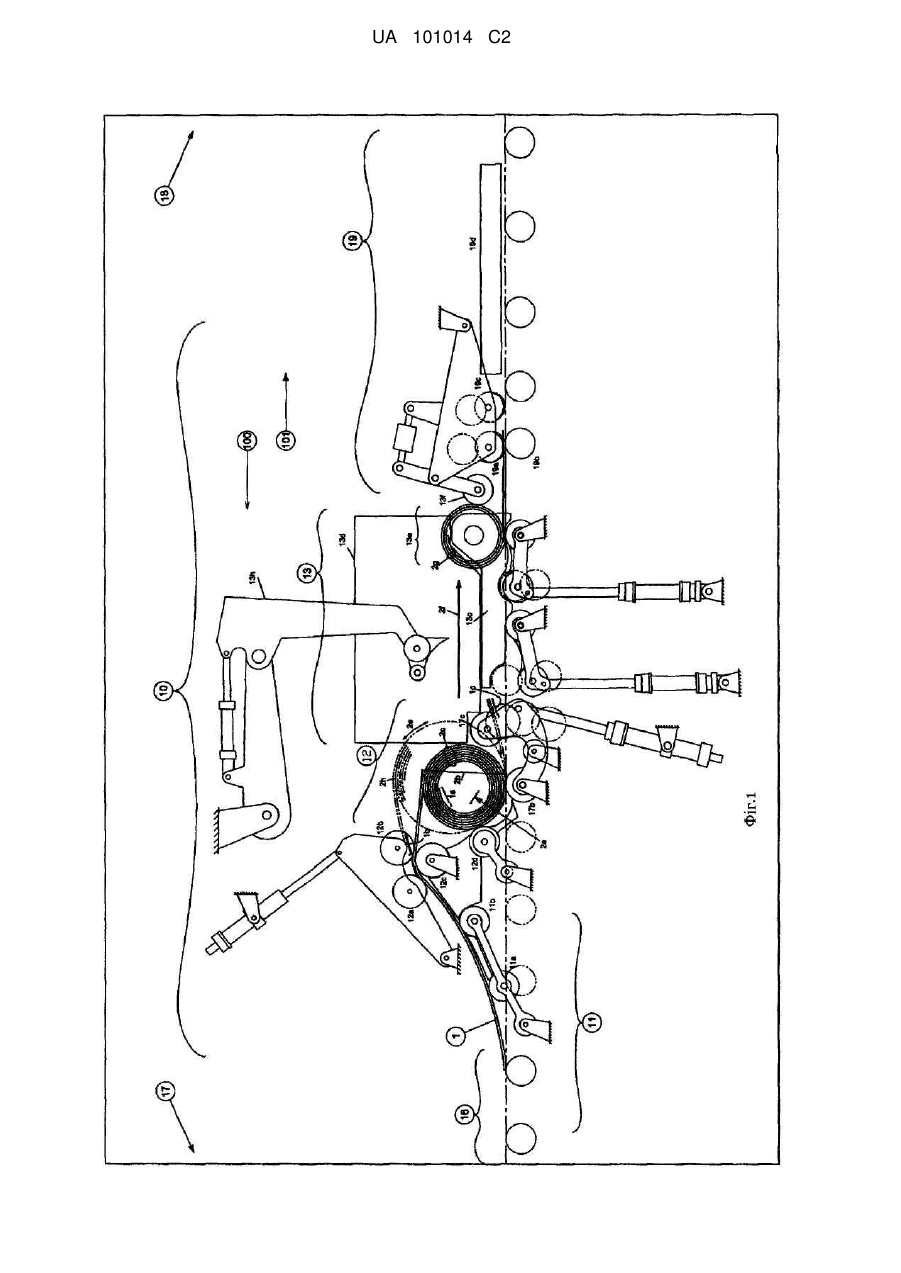
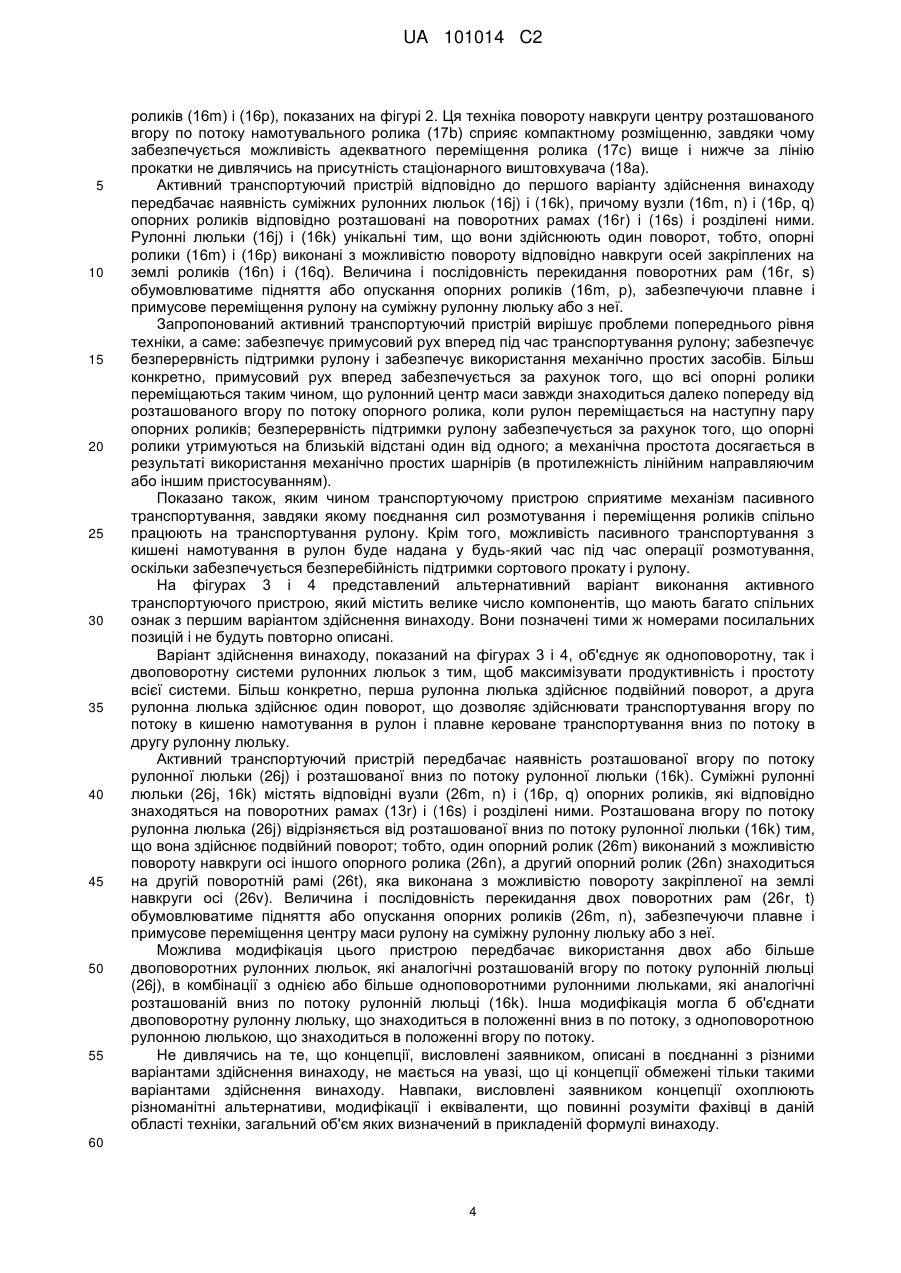
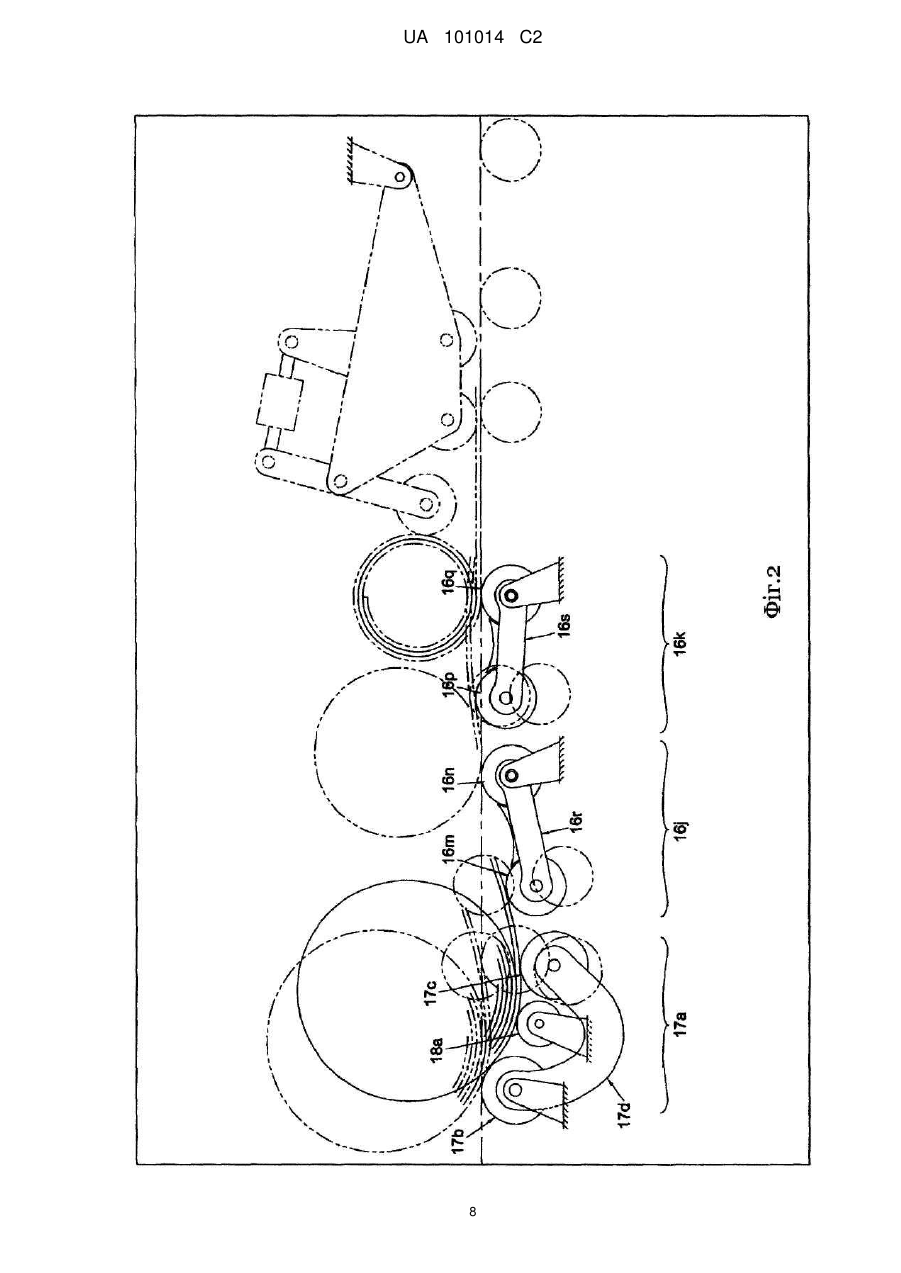
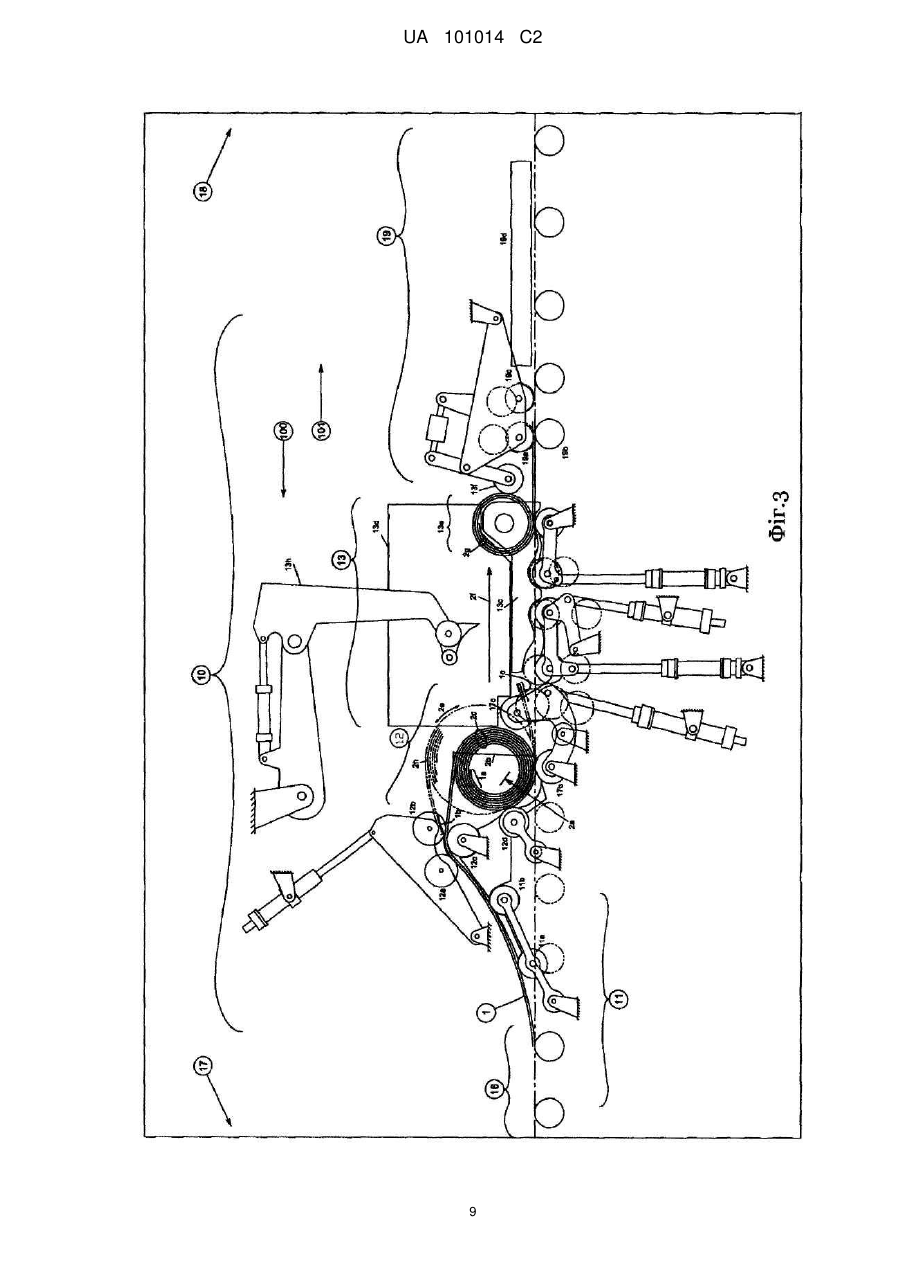
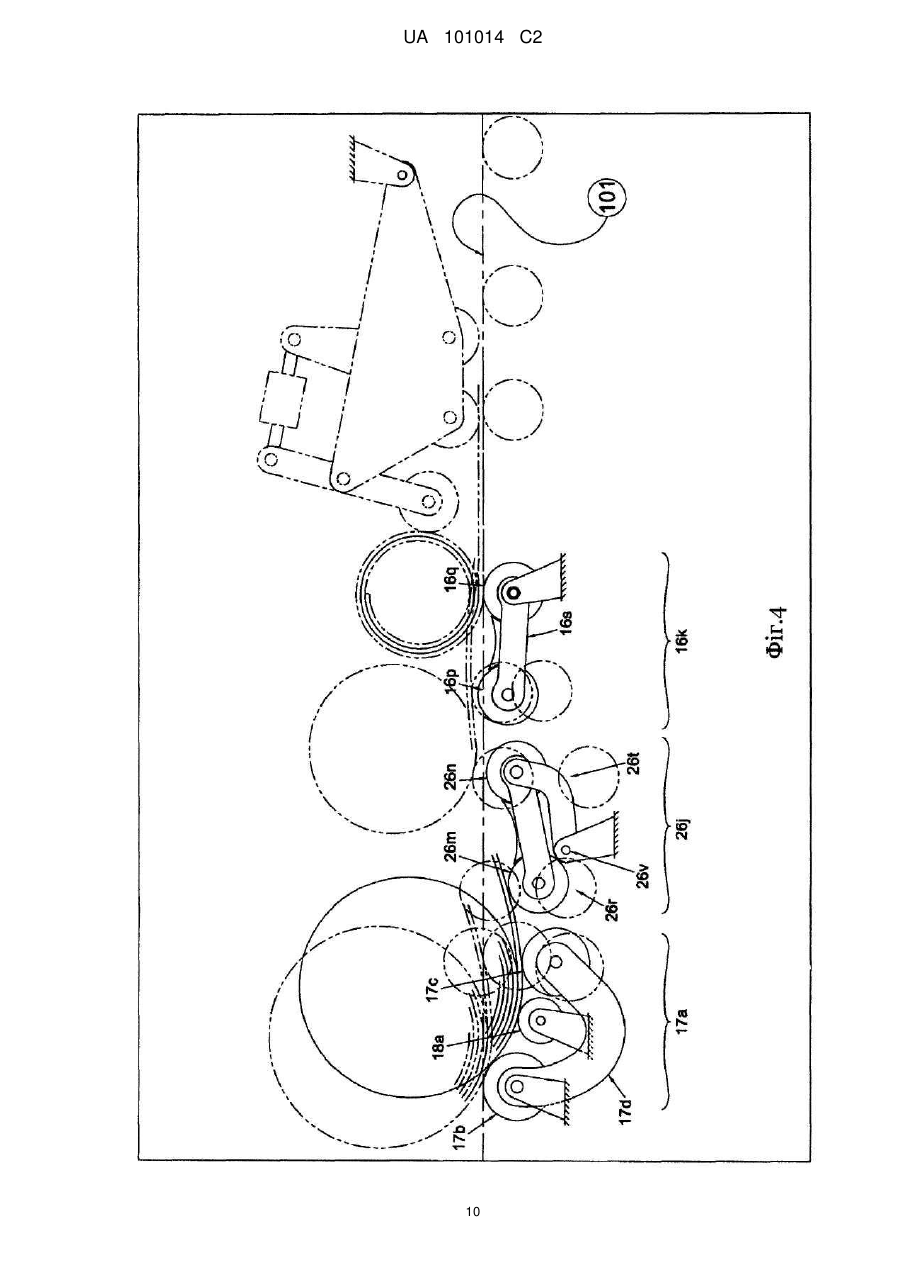
Реферат: Запропонований пристрій для активного транспортування рулону гарячого металу усередині проміжного перемотувального пристрою смугового стана гарячої прокатки. Пристрій розташований після ділянки первісного розмотування проміжного перемотувального пристрою і містить щонайменше одну одноповоротну рулонну люльку. Така рулонна люлька містить перший опорний ролик з нерухомою віссю обертання, поворотну раму, встановлену з можливістю повороту навкруги цієї осі, і другий опорний ролик, встановлений на поворотній рамі з можливістю повороту навкруги нерухомої осі обертання першого опорного ролика, що дозволяє рулону гарячого металу вийти з рулонної люльки. В деяких варіантах виконання пристрій містить множину таких одноповоротних рулонних люльок. Пристрій може також містити щонайменше одну двоповоротну рулонну люльку. UA 101014 C2 (12) UA 101014 C2 UA 101014 C2 5 10 15 20 25 30 35 40 45 50 55 Область техніки Даний винахід відноситься до пристрою для маніпулювання рулоном металевого матеріалу в проміжному перемотувальному пристрої смугового стана гарячої прокатки. Більш конкретно, він відноситься до пристрою для активного транспортування рулону гарячого металу усередині проміжного перемотувального пристрою, розташованого вниз по потоку від ділянки первісного розмотування. Попередній рівень техніки Проміжний перемотувальний пристрій забезпечує проміжний процес в смуговому стані гарячої прокатки, в якому сортовий прокат гарячого металу, що транспортується, на великій швидкості намотується в рулон на виході стана чорнової прокатки, а потім з повільною швидкістю розмотується в стані чистової прокатки. Головна частина сортового прокату, що транспортується, входить в проміжний перемотувальний пристрій і прямує в зону намотування в рулон, де вальці для гнуття управляють його переміщенням і додають йому направлену вниз кривизну, спочатку формуючи очко рулону, а потім сприяючи подачі додаткових витків рулону, які мають бути сформовані навкруги його очка. Формувальний ролик і пара привідних намотувальних роликів підтримують і несуть на собі рулон, що збільшується у розмірі. Розмотування починається, коли намотувальні ролики змінюють напрям свого обертання на протилежний, а пристрій для розшарування вимушує самий крайній виток рулону розкритися з тим, щоб подати нову головну частину у вхідну зону обрізних ножиць, а потім у напрямі стана чистової прокатки. Розмотування може являти собою активне і/або пасивне транспортування рулону із зони намотування в рулон через зону проміжного розмотування і транспортування в зону остаточного розмотування. Проміжний перемотувальний пристрій революціонізував виробництво гарячого прокату в смуговому прокатному стані, оскільки він економить тепло шляхом накопичення довгомірного сортового прокату, що транспортується, між станом чорнової прокатки і станом чистової прокатки. Процес намотування в рулон зменшує площу поверхні сортового прокату, з якої може випромінюватися тепло. В результаті, не розмотаний сортовий прокат має фактично таку ж температуру, як і в намотаному стані, дозволяючи забезпечити майже ізотермічну прокатку без збільшення потрібної потужності прокатки. Крім того, намотаний в рулон сортовий прокат компактний в порівнянні з плоским сортовим прокатом, що може заощадити простір і/або збільшити продуктивність прокатного стана. Крім цих основних переваг, проміжний перемотувальний пристрій має також додаткову цінність: можливість згладжування слідів полозів від нагрівальної печі з крокуючим подом; можливість ломки окалини; можливість прийому повторно нагрітих рулонів; і можливість функціонування як місця тимчасового зберігання перед подачею в стан чистової прокатки. В патенті США № 5,310,131 описаний процес ініціювання розмотування намотаного в рулон сортового прокату, що транспортується, в першому положенні з подальшим активним транспортуванням у напрямі другого і кінцевого положення без вживання оправок з використанням системи рулонних люльок з двох опорних роликів, які піднімаються і опускаються один напроти одного в результаті повороту люльок навкруги своєї осі, або системи опорних роликів і транспортувальної платформи, які незалежно піднімаються або опускаються в результаті повороту навкруги осі їх відповідних рам. Обидва ці транспортуючі механізми складні і, таким чином, вимагають великих витрат на будівництво і експлуатацію. В патенті США № 5,987,955 розкритий пристрій для активного транспортування рулону від ділянки намотування в рулон до ділянки розмотування без вживання оправки, де два опорні ролики утворюють рулонну люльку для створення ділянки намотування в рулон, а два інші опорні ролики утворюють рулонну люльку для створення ділянки розмотування. Ролики ділянки намотування в рулон і, можливо, ролики ділянки розмотування диференційовано піднімаються і опускаються, залишаючись на фіксованій відстані один відносно іншого з тим, щоб ініціювати транспортування рулону на ділянку розмотування, яка сама по собі має засоби для переміщення вниз по потоку від первинного до вторинного положення розмотування. Оскільки активне транспортування має місце в результаті горизонтального переміщення всієї ділянки розмотування, існують такі області зони транспортування, де опорні ролики або направляючі ролики періодично не присутні поблизу лінії прокатки. В результаті, відігнута вниз головна частина або рулон, що пасивно транспортується, міг би опинитися в таких відкритих областях. Задачею даного винаходу є усунення одного або більше недоліків, пов'язаних з відомим активним транспортуючим пристроєм для використання у вузлах проміжного перемотувального пристрою смугового стана гарячої прокатки. Короткий виклад суті винаходу 1 UA 101014 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відповідно до даного винаходу запропонований пристрій для активного транспортування рулону гарячого металу усередині проміжного перемотувального пристрою в смуговому стані гарячої прокатки, причому пристрій розташований вниз по потоку від ділянки первісного розмотування проміжного перемотувального пристрою і містить, щонайменше, одну одне поворотну рулонну люльку, яка містить перший опорний ролик з нерухомою віссю обертання, поворотну раму, встановлену з можливістю повороту навкруги осі першого ролика, і другий опорний ролик, встановлений на поворотній рамі паралельно першому опорному ролику і в такому просторовому взаємозв'язку з ним, який дозволяє приймати і утримувати рулон гарячого металу, при цьому вісь обертання другого опорного ролика має, таким чином, можливість обертатися навкруги осі першого опорного ролика таким чином, що рулон може виходити з своєї люльки. В деяких варіантах здійснення винаходу пристрій містить безліч таких одноповоротних рулонних люльок. Пристрій може також містити, щонайменше, одну двоповоротну рулонну люльку, яка містить перший опорний ролик з нестаціонарною віссю обертання, першу поворотну раму, встановлену з можливістю повороту навкруги осі першого ролика, другий опорний ролик, встановлений на першій поворотній рамі, причому його вісь обертання паралельна осі першого опорного ролика, другу поворотну раму, встановлену з можливістю повороту навкруги закріпленої на землі осі, при цьому перший і другий опорні ролики знаходяться в такому просторовому взаємозв'язку, який дозволяє приймати і підтримувати рулон гарячого металу, перший опорний ролик виконаний з можливістю обертання навкруги закріпленої на землі осі, а другий опорний ролик виконаний з можливістю обертання навкруги першого опорного ролика таким чином, що рулон гарячого металу, підтримуваний опорними роликами, може бути піднятий і пропущений поверх, щонайменше, одного з опорних роликів за межами рулонної люльки. Варіанти здійснення винаходу більш детально описані нижче і показані на супроводжуючих даний опис кресленнях. Фахівці в даній області техніки повинні розуміти, що можливі багато модифікацій описаних варіантів в межах широкого об'єму заявленого винаходу. Короткий опис креслень З тим, щоб різні запропоновані в даному описі варіанти здійснення винаходу можна було б зрозуміти краще і показати ясніше, як ці наведені як приклади варіанти можуть бути здійснені, посилання робиться на супроводжуючі опис креслення, на яких представлені: фігура 1 - схематична вертикальна проекція частини технологічної лінії смугового стана гарячої прокатки, яка містить пристрій для активного транспортування рулону проміжного перемотувального пристрою відповідно до першого варіанту здійснення винаходу; фігура 2 - схематична вертикальна проекція пристрою для активного транспортування рулону технологічної лінії, показаної на фігурі 1, в збільшеному виді; фігура 3 - схематична вертикальна проекція частини технологічної лінії смугового стана гарячої прокатки, яка містить пристрій для активного транспортування рулону проміжного пристрою перемотувального відповідно до другого варіанту здійснення винаходу; і фігура 4 - схематична вертикальна проекція пристрою для активного транспортування рулону технологічної лінії, показаної на фігурі 3, в збільшеному виді. Докладний опис Слід розуміти, що для простоти і ясності ілюстрації, при належному розгляді, номери посилальних позицій на фігурах креслень можуть повторюватися для позначення відповідних або аналогічних елементів. Крім того, для повного розуміння представлених в даному описі варіантів здійснення винаходу вказані численні конкретні подробиці. Проте, середнім фахівцям в даній області техніки слід розуміти, що представлені в даному описі варіанти здійснення винаходу можуть бути практично реалізовані і без цих конкретних подробиць. В інших прикладах відомі способи, технології і компоненти детально не описані з тим, щоб не затінювати представлені в даному описі варіанти здійснення винаходу. Крім того, опис представлених тут різних прикладів направлений на більш глибоке розуміння різних аспектів концепцій, покладених заявником в основу винаходу, і жодним чином не повинне розглядатися як такий, який обмежує широту цих концепцій. Крім того, слід взяти до уваги, що термін "наведений як приклад" використовується в даному описі для вказівки на приклад варіанту виконання пристрою або здійснення способу і не обов'язково указує на переважний варіант виконання пристрою або здійснення способу. Як показано на фігурах 1 і 2, проміжний перемотувальний пристрій (10) в технологічній лінії смугового стана гарячої прокатки забезпечує проміжний процес, в якому сортовий прокат гарячого металу, що транспортується (1), намотується в рулон на великій швидкості на виході із стана чорнової прокатки (17 - не показаний), а потім з повільною швидкістю розмотується в 2 UA 101014 C2 5 10 15 20 25 30 35 40 45 50 55 60 стані числової прокатки (18 - не показаний). Сортовий прокат (1), що транспортується, переміщається за допомогою стана чорнової прокатки (17) і проміжного рольганга (16) у напрямку до вхідної зони (11) проміжного перемотувального пристрою, де він центрується навкруги осі прокатного стана. Головна частина (1а) сортового прокату, що транспортується, входить в проміжний перемотувальний пристрій (10) і спрямовується в зону (12) намотування в рулон привідними роликами (11а, b) і направляючими роликами (11с). В зоні (12) намотування в рулон вальці для гнуття (12а, b, с) управляють переміщенням сортового прокату, що транспортується (1), і додають йому направлену вниз кривизну, спочатку формуючи очко (2а) рулону, а потім сприяючи подачі додаткових витків (2с) рулону, які мають бути сформовані навкруги його очка (2а). Формувальний ролик (12d) і пара привідних намотувальних роликів (17b, с) підтримують і несуть на собі рулон, що збільшується у розмірі. На конкретних стадіях формування рулону вальці для гнуття (12а, b) починають підніматися, а намотувальний ролик (17с) починає опускатися з тим, щоб відповідати діаметру (2b) рулону, що збільшується у розмірі. В міру того, як хвостова частина (1b) сортового прокату, що транспортується, наближається до проміжного перемотувального пристрою (10), вальці для гнуття (12а, b) дальше піднімаються для виконання операції послідовної зупинки хвостової частини; в міру того, як хвостова частина (1b) проходить через вальці для гнуття (12а, b, с), намотувальний ролик (17с) дальше опускається для виконання операції посадки рулону. Розмотування починається, коли намотувальні ролики (17b, с) змінюють напрям свого обертання (2е) на протилежний, а пристрій (13h) для розшарування вимушує самий крайній виток (2h) рулону розкритися з тим, щоб подати нову головну частину (1с) у вхідну зону (19) обрізних ножиць, а потім у напрямі стана чистової прокатки (18). Розмотування може являти собою активне і/або пасивне транспортування (2f) рулону із зони (12) намотування в рулон через зону (13) проміжного розмотування і транспортування в зону (13е) остаточного розмотування. Активне транспортування є транспортуванням рулону шляхом додавання зовнішньої сили або в напрямі вгору по потоку (100), або в напрямі вниз по потоку (101), а пасивне транспортування є транспортуванням в напрямі вниз по потоку (101), яке відбувається мимовільно зразу ж після того, як тягові зусилля і зусилля розмотування, які діють на смуговий прокат, що транспортується (1), не можуть більше бути компенсовані масою витків (2g) рулону, що залишилися. Зона (13) розмотування і транспортування може також містити засоби (13с) для центрування сортового прокату і/або рулону навкруги осі прокатного стана, засоби (13d) для повторного використовування випромінюваного рулоном тепла, засоби (13f) для уповільнення руху рулону під час кінцевих стадій його розмотування, а також передбачені, як правило, засоби (13g) для забезпечення повного розкриття очка рулону. Вхідна зона (19) обрізних ножиць містить, як правило, протяжні ролики (19а, b) і/або ролики (19с) для правки сортового прокату і засоби (19d) для центрування сортового прокату навкруги осі прокатного стана. Протяжні ролики є, як правило, привідними і служать для додавання до сортового прокату рушійного або тягового зусилля, тоді як ролики для правки сортового прокату є натяжними і служать для зменшення хвилястості сортового прокату, що транспортується, яка має місце в результаті розмотування (або обумовлена іншими факторами); при цьому для протяжки, правки або для обох цих операцій може підійти комбіноване устаткування. Активне транспортування без вживання оправки ініціюється від ділянки намотування в рулон в транспортуючий пристрій одноповоротною рулонною люлькою (17а) і стаціонарним виштовхувачем (18а); причому одноповоротна рулонна люлька (17а) складається з двох опорних роликів (17b, с) для підтримки рулону, розділених поворотною рамою (17d), при цьому розташований вниз по потоку ролик (17с) повертається навкруги осі розташованого вгору по потоку ролика (17b), a розташований вгору по потоку ролик (17b) закріплений на землі; і при цьому стаціонарний виштовхувач (18а) являє собою, як правило, будь-який засіб, який є нерухомим в поступальному переміщенні, і розташований таким чином, що коли розташований вниз по потоку намотувальний ролик (17с) опускається після операції намотування в рулон, рулон (2j) вступає в контакт з цим засобом нижче лінії (103) прокатки, залишаючись в цей же час у контакті з розташованим вниз по потоку роликом (17с), але виходячи з контакту з розташованим вгору по потоку роликом (17b), і в процесі цього вимушує, таким чином, зміститися центр маси рулону в положення вниз по потоку від розташованого вниз по потоку ролика (17с). При такому зсуві маса рулону стане частково, а потім повністю підтримуватися суміжною рулонною люлькою (16j), як це показано на фігурі 2, і рулон покине ділянку намотування в рулон. Для виштовхувача (18а) використання додаткового ролика забезпечує м'яке маніпулювання зовнішньою поверхнею рулону і є найбільш підходящим. Для забезпечення повороту поворотної рами (17d) навкруги осі розташованого вгору по потоку намотувального ролика (17b) унікально застосовується пристрій "шарнір на шарнірі", як для 3 UA 101014 C2 5 10 15 20 25 30 35 40 45 50 55 роликів (16m) і (16р), показаних на фігурі 2. Ця техніка повороту навкруги центру розташованого вгору по потоку намотувального ролика (17b) сприяє компактному розміщенню, завдяки чому забезпечується можливість адекватного переміщення ролика (17с) вище і нижче за лінію прокатки не дивлячись на присутність стаціонарного виштовхувача (18а). Активний транспортуючий пристрій відповідно до першого варіанту здійснення винаходу передбачає наявність суміжних рулонних люльок (16j) і (16k), причому вузли (16m, n) і (16р, q) опорних роликів відповідно розташовані на поворотних рамах (16r) і (16s) і розділені ними. Рулонні люльки (16j) і (16k) унікальні тим, що вони здійснюють один поворот, тобто, опорні ролики (16m) і (16р) виконані з можливістю повороту відповідно навкруги осей закріплених на землі роликів (16n) і (16q). Величина і послідовність перекидання поворотних рам (16r, s) обумовлюватиме підняття або опускання опорних роликів (16m, р), забезпечуючи плавне і примусове переміщення рулону на суміжну рулонну люльку або з неї. Запропонований активний транспортуючий пристрій вирішує проблеми попереднього рівня техніки, а саме: забезпечує примусовий рух вперед під час транспортування рулону; забезпечує безперервність підтримки рулону і забезпечує використання механічно простих засобів. Більш конкретно, примусовий рух вперед забезпечується за рахунок того, що всі опорні ролики переміщаються таким чином, що рулонний центр маси завжди знаходиться далеко попереду від розташованого вгору по потоку опорного ролика, коли рулон переміщається на наступну пару опорних роликів; безперервність підтримки рулону забезпечується за рахунок того, що опорні ролики утримуються на близькій відстані один від одного; а механічна простота досягається в результаті використання механічно простих шарнірів (в протилежність лінійним направляючим або іншим пристосуванням). Показано також, яким чином транспортуючому пристрою сприятиме механізм пасивного транспортування, завдяки якому поєднання сил розмотування і переміщення роликів спільно працюють на транспортування рулону. Крім того, можливість пасивного транспортування з кишені намотування в рулон буде надана у будь-який час під час операції розмотування, оскільки забезпечується безперебійність підтримки сортового прокату і рулону. На фігурах 3 і 4 представлений альтернативний варіант виконання активного транспортуючого пристрою, який містить велике число компонентів, що мають багато спільних ознак з першим варіантом здійснення винаходу. Вони позначені тими ж номерами посилальних позицій і не будуть повторно описані. Варіант здійснення винаходу, показаний на фігурах 3 і 4, об'єднує як одноповоротну, так і двоповоротну системи рулонних люльок з тим, щоб максимізувати продуктивність і простоту всієї системи. Більш конкретно, перша рулонна люлька здійснює подвійний поворот, а друга рулонна люлька здійснює один поворот, що дозволяє здійснювати транспортування вгору по потоку в кишеню намотування в рулон і плавне кероване транспортування вниз по потоку в другу рулонну люльку. Активний транспортуючий пристрій передбачає наявність розташованої вгору по потоку рулонної люльки (26j) і розташованої вниз по потоку рулонної люльки (16k). Суміжні рулонні люльки (26j, 16k) містять відповідні вузли (26m, n) і (16р, q) опорних роликів, які відповідно знаходяться на поворотних рамах (13r) і (16s) і розділені ними. Розташована вгору по потоку рулонна люлька (26j) відрізняється від розташованої вниз по потоку рулонної люльки (16k) тим, що вона здійснює подвійний поворот; тобто, один опорний ролик (26m) виконаний з можливістю повороту навкруги осі іншого опорного ролика (26n), а другий опорний ролик (26n) знаходиться на другій поворотній рамі (26t), яка виконана з можливістю повороту закріпленої на землі навкруги осі (26v). Величина і послідовність перекидання двох поворотних рам (26r, t) обумовлюватиме підняття або опускання опорних роликів (26m, n), забезпечуючи плавне і примусове переміщення центру маси рулону на суміжну рулонну люльку або з неї. Можлива модифікація цього пристрою передбачає використання двох або більше двоповоротних рулонних люльок, які аналогічні розташованій вгору по потоку рулонній люльці (26j), в комбінації з однією або більше одноповоротними рулонними люльками, які аналогічні розташованій вниз по потоку рулонній люльці (16k). Інша модифікація могла б об'єднати двоповоротну рулонну люльку, що знаходиться в положенні вниз в по потоку, з одноповоротною рулонною люлькою, що знаходиться в положенні вгору по потоку. Не дивлячись на те, що концепції, висловлені заявником, описані в поєднанні з різними варіантами здійснення винаходу, не мається на увазі, що ці концепції обмежені тільки такими варіантами здійснення винаходу. Навпаки, висловлені заявником концепції охоплюють різноманітні альтернативи, модифікації і еквіваленти, що повинні розуміти фахівці в даній області техніки, загальний об'єм яких визначений в прикладеній формулі винаходу. 60 4 UA 101014 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Пристрій для активного транспортування рулону гарячого металу усередині проміжного перемотувального пристрою смугового стана гарячої прокатки з використанням роликів, кожний з яких обертається на осі обертання, який містить: вузол першої рулонної люльки, що приймає рулон гарячого металу у процесі його намотування і у процесі подальшого початку його розмотування, причому вказаний вузол першої рулонної люльки містить приймальний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного приймального ролика, відвідний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного приймального ролика, при цьому вказані приймальний і відвідний ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, причому вказаний відвідний ролик здатний обертатися навколо вказаного приймального ролика, та ролик-штовхач, розташований між вказаним приймальним роликом і вказаним відвідним роликом; і вузол другої рулонної люльки, розташований після вказаного вузла першої рулонної люльки, причому вказаний вузол другої рулонної люльки містить відвідний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного відвідного ролика, і приймальний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного відвідного ролика, причому вказані відвідний і приймальний ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, а вказаний приймальний ролик здатний здійснювати поворот навколо вказаного відвідного ролика, завдяки чому рулон гарячого металу, підтримуваний вказаними відвідним і приймальним роликами, може бути піднятий і пропущений поверх вказаного відвідного ролика із вказаної другої рулонної люльки за її межі, який відрізняється тим, що: виконаний з можливістю введення рулону гарячого металу при опусканні вказаного відвідного ролика вказаної першої рулонної люльки в контакт з вказаним роликом-штовхачем, залишаючись в контакті з вказаним відвідним роликом вказаної першої рулонної люльки і виходячи з контакту з вказаним приймальним роликом вказаної першої рулонної люльки, що приводить до переміщення рулону гарячого металу у положення після вказаного відвідного ролика вказаної першої рулонної люльки; причому після подальшого опускання вказаного відвідного ролика вказаного вузла першої рулонної люльки рулон гарячого металу вводиться в контакт з вказаним приймальним роликом вказаної другої рулонної люльки; при подальшому піднятті вказаного відвідного ролика вказаного вузла першої рулонної люльки рулон гарячого металу переміщується у положення після вказаного приймального ролика вказаної другої рулонної люльки і вводиться в контакт з вказаним відвідним роликом вказаної другої рулонної люльки; та при подальшому піднятті вказаного приймального ролика вказаного вузла другої рулонної люльки рулон гарячого металу пропускається поверх вказаного відвідного ролика вказаної другої рулонної люльки і переміщується у положення після вказаного відвідного ролика вказаної другої рулонної люльки; при цьому вказаний приймальний ролик вказаного вузла першої рулонної люльки має нерухому вісь обертання; і вказаний ролик-штовхач вказаного вузла першої рулонної люльки має нерухому вісь обертання. 2. Пристрій за п. 1, який відрізняється тим, що вказаний відвідний ролик вказаного вузла другої рулонної люльки має нерухому вісь обертання. 3. Пристрій за п. 1, який відрізняється тим, що вказаний відвідний ролик вказаного вузла другої рулонної люльки має нестаціонарну вісь обертання. 4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що: додатково містить вузол третьої рулонної люльки, що містить відвідний ролик, поворотну раму, встановлену з можливістю повороту навколо осі обертання вказаного відвідного ролика, і приймальний ролик, який прикріплений до вказаної поворотної рами, і вісь обертання якого паралельна осі обертання вказаного відвідного ролика, причому вказані перший і другий ролики знаходяться у такому просторовому зв'язку один з одним, який дозволяє приймати і підтримувати рулон гарячого металу, а вказаний приймальний ролик здатний обертатися навколо вказаного відвідного ролика, завдяки чому рулон гарячого металу, підтримуваний вказаними першим і другим роликами, може бути піднятий і пропущений поверх вказаного відвідного ролика із вказаної третьої рулонної люльки за її межі; 5 UA 101014 C2 5 10 причому при піднятті вказаного приймального ролика вказаного вузла другої рулонної люльки і проходженні рулону гарячого металу поверх вказаного відвідного ролика вказаної другої рулонної люльки рулон гарячого металу вводиться в контакт з вказаним приймальним роликом вказаної третьої рулонної люльки, залишаючись в контакті з вказаним відвідним роликом вказаної другої рулонної люльки; і при подальшому піднятті вказаного приймального ролика вказаного вузла третьої рулонної люльки рулон гарячого металу проходить поверх вказаного відвідного ролика вказаної третьої рулонної люльки і переміщується у положення після вказаного відвідного ролика вказаного третього ролика. 5. Пристрій за п. 4, який відрізняється тим, що вказаний відвідний ролик вказаного вузла третьої рулонної люльки має нерухому вісь обертання. 6. Пристрій за п. 4, який відрізняється тим, що вказаний відвідний ролик вказаного вузла третьої рулонної люльки має нестаціонарну вісь обертання. 6 UA 101014 C2 7 UA 101014 C2 8 UA 101014 C2 9 UA 101014 C2 10 UA 101014 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for actively transferring coil of hot metal within coilbox in hot strip mill
Автори англійськоюMcKenney, Carl, Murray, Martin, Darini, Maurizio, Rubli, Dino
Назва патенту російськоюАктивное транспортирующее устройство для промежуточного перемоточного устройства полосового стана горячей прокатки
Автори російськоюМкКеней Карл, Муррай Мартин, Дарини Мауризио, Рубли Дино
МПК / Мітки
МПК: B21C 47/24
Мітки: пристрою, гарячої, пристрій, транспортуючий, стана, прокатки, перемотувального, активний, проміжного, смугового
Код посилання
<a href="https://ua.patents.su/13-101014-aktivnijj-transportuyuchijj-pristrijj-dlya-promizhnogo-peremotuvalnogo-pristroyu-smugovogo-stana-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Активний транспортуючий пристрій для проміжного перемотувального пристрою смугового стана гарячої прокатки</a>
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, гарячої, стані, прокатки, широкоштабовому, групи, чистовий, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: Гроссхардт Клаус-Юрген, Арменат Юрген, БРАУН Мартін
МПК: G01B 5/28, B21C 47/02, G01B 21/30, B21B 37/28, B21B 38/00
Мітки: моталки, вимірювання, установки, площинність, прокатки, шахті, гарячої, стрічки, спосіб, впливу, пристрій
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: натягу, клітями, гарячої, штаби, виміру, двома, спосіб, стана, прокатки
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Хоф Хартмут, Зельбах Пауль
Мітки: гарячої, також, прокатній, алюмінію, спосіб, прокатки, зокрема, металу, стан
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Тунельна система для прокатного стана гарячої прокатки полоси
Номер патенту: 26135
Опубліковано: 07.06.1999
Автори: Бруно Ді Гьюсто, Алессандро Доріго
МПК: B22D 11/12
Мітки: система, полоси, прокатного, стана, гарячої, тунельна, прокатки
Формула / Реферат:
1. Тоннельная система для прокатного стана горячей прокатки полосы, связанная с, по меньшей мере, одной линией непрерывной разливки тонких листов, содержащая накопитель, отличающаяся тем, что она снабжена соединенными с каждой линией непрерывной разливки первыми по ходу процесса теплоизолированными тоннелями и установленными за ними вторыми тоннелями с печами для выравнивания температуры листа, размещенными последовательно между установкой...
Попередній патент: Похідні 2-аміно-2-фенілалканолу, їх одержання та фармацевтичні композиції, що містять їх
Наступний патент: Кулонометричний детектор
Випадковий патент: Прес-форма для порошкових матеріалів