Спосіб механізованого та автоматизованого виробництва плоскої випічки і/або піци (варіанти)
Номер патенту: 49921
Опубліковано: 15.10.2002
Автори: Малфатті П'єрлуіджі, Пілаті Марко, Торжеле Клаудіо
Формула / Реферат
1. Спосіб механізованого та автоматизованого виробництва плоскої випічки і/або піци, який полягає в тому, що виготовляють та гарнірують плоску випічку згідно з індивідуальним замовленням відповідно до асортименту, приготовляють заготовки окремої плоскої випічки з компонентів тіста у вигляді окремої порції тіста, який відрізняється тим, що піцу виготовляють, враховуючи бажану кількість окремих компонентів для приготування тіста при застосуванні попередньо пропорціонованих компонентів тіста, подають заготовки на пристрій для замісу та екструдування, далі подають заготовки на нагрітій транспортувальній плиті на формуючий прес, потім подають заготовки на нагрітій транспортувальній плиті на пристрій дозування та розподілення томатної пасти та соусів, далі подають заготовки на нагрітій транспортувальній плиті крізь дозуючий пристрій гарнірувальних компонентів, де на плоску випічку наносять дозуючим пристроєм гарнірувальні компоненти, які попередньо пропорціоновані, а піцу виготовляють при врахуванні бажаної кількості гарнірувальних компонентів та/або спецій, потім подають заготовки на нагрітій транспортувальній плиті в пекарську піч, причому виробництво включає повний виробничий цикл при постійному підтримуванні частини виробничої установки у гігієнічному стані у відповідності до норм стосовно харчових продуктів шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або простою заміною частин пристрою.
2. Спосіб за п. 1, який відрізняється тим, що він додатково включає початковий виробничий цикл для нагріву транспортувальної плити, де процес випічки піци починають з формування плоскої заготовки, при цьому процес випічки триває впродовж повних наступних робочих фаз гарнірування, фарширування і приправлення, так, щоб заготовка відділялась від опорної плити без жодних проблем при введенні у пекарську піч і мала необхідну консистенцію для плавної подачі в піч за допомогою механізму подачі, який запобігає деформації плоскої заготовки, та її витримування в печі.
3. Спосіб за п. 1, який відрізняється тим, що він додатково включає змішування попередньо дозованих компонентів тіста, заміс попередньо дозованих компонентів тіста, загущення попередньо дозованих компонентів тіста, гомогенізацію попередньо дозованих компонентів тіста, екструзію попередньо дозованих компонентів тіста у вигляді компактних порцій тіста, видавлювання попередньо дозованих компонентів тіста з двох шнеків, які, відповідно, розташовані послідовно та перпендикулярно один до одного, причому, зокрема в зоні проходу тіста від першого шнека до другого шнека, тісто піддається інтенсивному розпушенню внаслідок скручування та частого зрізання, при цьому інтенсивне розпушення сприяє введенню повітря, причому вхідний отвір корпусу першого шнека і вихідний отвір корпусу другого шнека у неробочому стані пристрою закриті повзуном або лопаткою для відділення порції тіста, причому швидкість обертання двох шнеків може бути пристосована завдяки незалежному регулюванню до властивостей і до кількісного співвідношення компонентів та збільшення швидкості обертання шнеків і зміни їх напрямку під час промивання та стерилізації.
4. Спосіб за п. 1, який відрізняється тим, що він додатково включає формування плоскої заготовки нагрітим пресувальним пристроєм, що формує тісто, яке набухає між пресувальними поверхнями в крайовій зоні у вигляді крайового бортика, і таким чином формують бар'єр для наступного розміщення та розподілу компонентів на поверхні плоскої заготовки для випічки та формують більшу опорну поверхню заготовки для розміщення пристрою вводу у піч, який запобігає деформації заготовки.
5. Спосіб за п. 1, який відрізняється тим, що він додатково включає переміщування єдиної транспортувальної плити взад і вперед між місцем екструзії тіста та пекарською піччю вздовж виробничої лінії установки, причому ця єдина транспортувальна плита може бути попередньо нагрітою у пекарській печі.
6. Спосіб за п. 1, який відрізняється тим, що він додатково включає переміщення єдиної транспортувальної плити в напрямі пекарської печі вздовж виробничої лінії установки під пекарською піччю до місця екструзії тіста.
7. Спосіб за п. 1, який відрізняється тим, що він додатково включає застосування двох транспортувальних плит для однієї виробничої лінії, які переміщують за допомогою спільного привідного механізму.
8. Спосіб за п. 1, який відрізняється тим, що він додатково включає розташування виробничої лінії по колу, по якому розміщено транспортувальну плиту.
9. Спосіб за п. 1, який відрізняється тим, що він додатково включає застосування декількох виробничих ліній для постачання у пекарську піч з декількома випічними камерами.
10. Спосіб за п. 1, який відрізняється тим, що він додатково включає введення та видалення плоскої випічки через єдиний отвір печі.
11. Спосіб за п. 1, який відрізняється тим, що він додатково включає введення плоских заготовок у піч через власний ввідний отвір печі та видалення плоскої випічки через вивідний отвір печі, причому вивідний отвір знаходиться на одній лінії з відповідним ввідним отвором або розміщений з уступом або, відповідно, зігнутий відносно цього ввідного отвору.
12. Спосіб за п. 1, який відрізняється тим, що він додатково включає застосування стерильної атмосфери для оточування гарнірувальних компонентів і спецій у вигляді окремих порцій, об'єднаних у пузирчасті стрічки або у штабелі піддонів в охолоджених накопичувальних контейнерах, з яких гарнірувальні компоненти та спеції видаляють безпосередньо перед використанням у кожному випадку, причому компоненти тіста зберігають у вигляді суміші або у вигляді часткових сумішей у певній упаковці, а компоненти тіста висипають, при необхідності, над місцем замісу тіста та місцем екструзії.
13. Спосіб за п. 1, який відрізняється тим, що він додатково включає утримання гарнірувальних компонентів у рідкому стані у піддонах, розподілених на комірки, причому рівномірний розподіл на поверхні плоскої заготовки виконують за допомогою нахилу піддона при відповідному діаметрі піддона.
14. Спосіб за п. 1, який відрізняється тим, що він додатково включає обладнання самих піддонів для гарнірувальних компонентів решіткою або ситом і випорожнення піддонів шляхом вібрації у нахиленому положенні, причому вміст піддонів розсіюють по поверхні плоскої заготовки.
15. Спосіб механізованого та автоматизованого виробництва плоскої випічки та/або піци, який полягає в тому, що на плоску заготовку наносять гарнірувальні компоненти під принаймні одним гарнірувальним місцем, який відрізняється тим, що включає цикли, на яких кожну окрему плоску заготовку приготовляють з індивідуальних компонентів тіста або з попередньо порціонованої суміші компонентів у вигляді окремої порції тіста в пристрої для замісу та екструдування і далі пропускають на попередньо нагрітій або безперервно нагрітій транспортувальній плиті через ряд місць обробки, включаючи формувальний прес, пристрій для дозування та розподілу томатної пасти, соусів, одне чи декілька дозувальних місць для гарнірувальних елементів, а також через пекарську піч шляхом виробництва та гарнірування плоскої випічки на основі індивідуального замовлення відповідно до асортименту, з якого здійснюють вибір, причому виробництво включає повний виробничий цикл, згідно з яким піцу виробляють також при урахуванні бажаної кількості гарнірувальних компонентів та/або спецій, починаючи з окремих компонентів для готування тіста при використанні попередньо пропорціонованих гарнірувальних компонентів або відповідних компонентів тіста, при цьому частини виробничої установки постійно підтримують у гігієнічному стані, що відповідає правилам стосовно харчових продуктів шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або за допомогою простої заміни частин пристрою.
16. Спосіб за п. 15, який відрізняється тим, що виробничий цикл починають з попереднього нагріву транспортувальної плити у пекарській печі або за допомогою нагрівальних елементів, вбудованих у транспортувальну плиту, причому процес випічки піци починають вже з формування плоскої заготовки і продовжують процес випічки впродовж повних наступних робочих фаз для гарнірування, фарширування та приправлення або на основі розсіюваного тепла на попередньо нагрітій транспортувальній плиті, або шляхом безперервного нагріву транспортувальної плити таким чином, щоб піца знімалась з опорної плити без жодних проблем при введенні у пекарську піч і мала необхідну консистенцію для плавної подачі в піч за допомогою механізму подачі, який запобігає деформації плоскої заготовки та, відповідно, для її витримування в печі, причому попередньо дозовані компоненти тіста змішують, замішують, загущують, гомогенізують, екструдують у вигляді спресованих порцій тіста та видавлюють з двох шнеків, які розташовані послідовно та перпендикулярно один до одного, при цьому, зокрема в зоні проходу тіста від першого до другого шнека, тісто піддається інтенсивному розпушенню внаслідок скручування та частого зрізання, при цьому інтенсивне розпушення сприяє введенню повітря, причому вхідний отвір першого шнека і вихідний отвір другого шнека закривають у неробочому стані повзуном або лопаткою для відділення порції тіста, при цьому швидкість обертання двох шнеків може мати незалежне регулювання і пристосована до властивостей і до кількісного співвідношення компонентів, при цьому швидкість обертання шнеків і їх напрям обертання змінюють впродовж циклів промивання та стерилізації, причому формування плоскої заготовки виконують нагрітим пресувальним пристроєм, при цьому тісто, яке набухає між пресувальними поверхнями в крайовій зоні, формують у вигляді крайового бортика, щоб таким чином сформувати бар'єр для послідовного розміщення та розподілу компонентів на поверхні плоскої заготовки та сформувати більшу опорну поверхню для механізму введення, який запобігає деформації плоскої заготовки під час її введення в піч, причому єдину транспортувальну плиту переміщують взад і вперед між місцем екструзії тіста та пекарською піччю вздовж виробничої лінії установки, при цьому ця єдина транспортувальна плита може бути попередньо нагрітою у пекарській печі, причому цю єдину транспортувальну плиту переміщують вздовж плити у напрямку пекарської печі вздовж виробничої лінії установки та вздовж плити, розташованої під пекарською піччю у напрямку до місця екструзії тіста.
17. Спосіб за п. 15, який відрізняється тим, що для тієї самої виробничої лінії застосовують дві або більше транспортувальні плити, які переміщують за допомогою спільного привідного механізму, причому виробничу лінію розташовують по колу, у якому може бути розміщено одну або декілька транспортувальних плит, декілька виробничих ліній постачають у пекарську піч з декількома випічними камерами, які відокремлені одна від одної, або постачають у пекарську піч, яку переміщують щоразу до відповідної виробничої лінії у разі необхідності, причому плоскі заготовки вводять та видаляють через єдиний отвір печі, плоскі заготовки вводять у піч через власний ввідний отвір і видаляють через власний вивідний отвір, при цьому вивідний отвір знаходиться на одній лінії з відповідним ввідним отвором або розміщений з уступом, або відповідно зігнутий відносно цього ввідного отвору, а гарнірувальні компоненти та спеції перебувають у стерильній атмосфері у вигляді одиничних порцій, об’єднаних у пузирчастій стрічці або у штабелі з піддонів охолоджених накопичувальних контейнерів, з яких гарнірувальні компоненти та спеції видаляють у кожному випадку безпосередньо перед використанням, при цьому компоненти тіста зберігають у вигляді суміші або у вигляді часткових сумішей у певній упаковці, а компоненти тіста висипають, при необхідності, над місцем замісу тіста та місцем екструзії, причому гарнірувальні компоненти можуть бути в рідкому стані і утримуватися у піддонах, розподілених на комірки, при цьому рівномірний розподіл їх на поверхні плоскої заготовки виконують нахилом піддона при відповідному діаметрі піддона, а самі піддони обладнані решіткою або ситом, через які гарнірувальні компоненти випорожнюють шляхом вібрації у нахиленому положенні і розподіляють їх по поверхні плоскої заготовки.
Текст
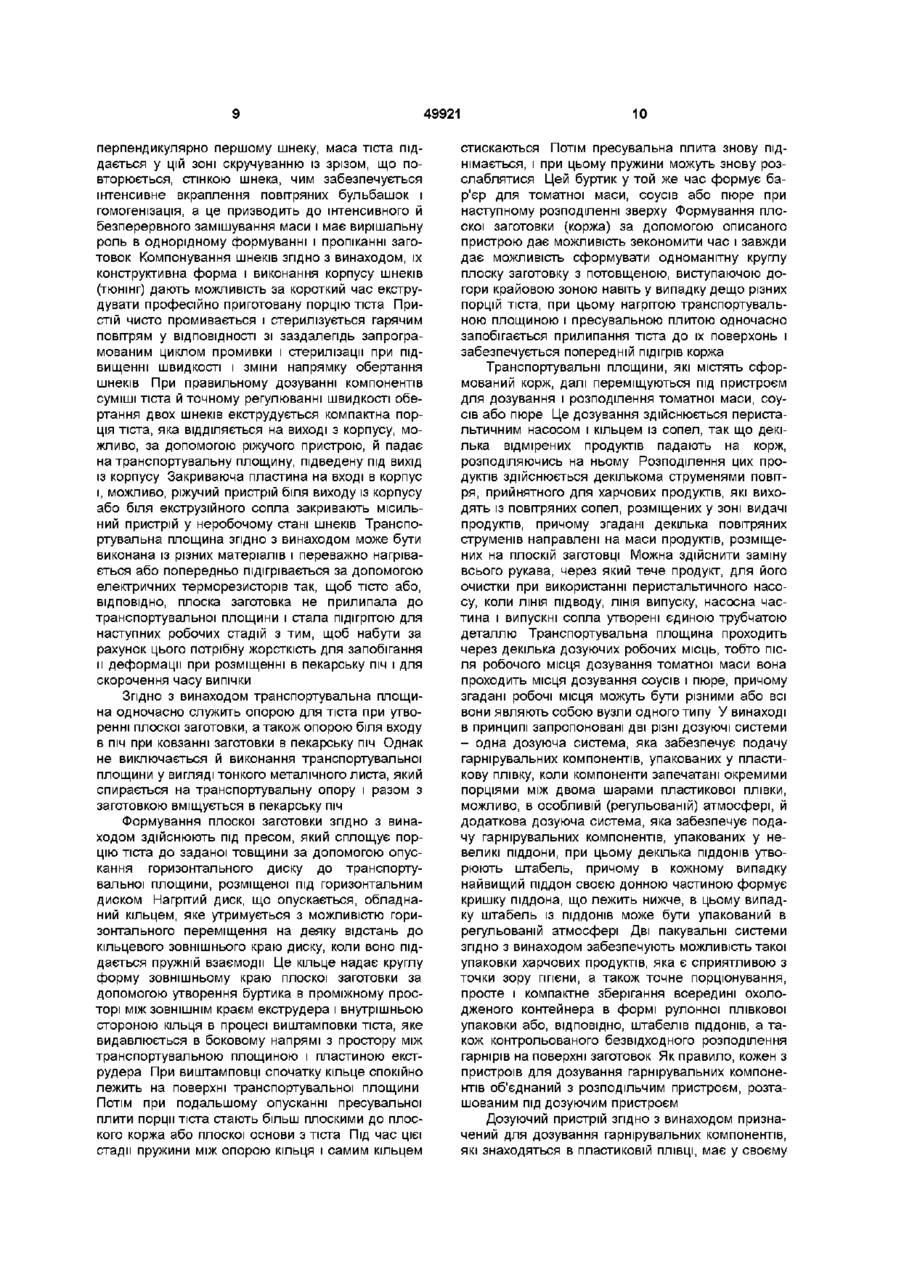
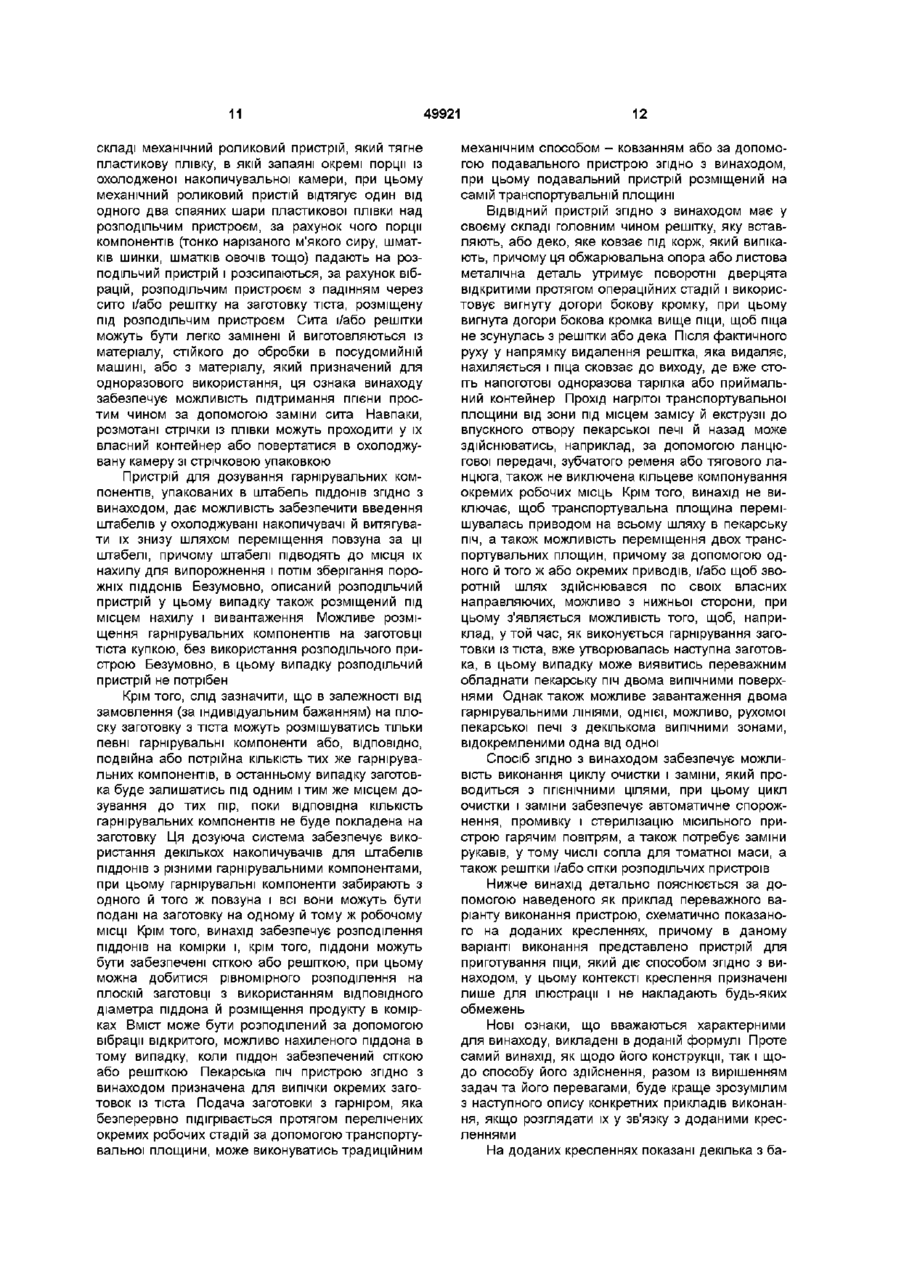
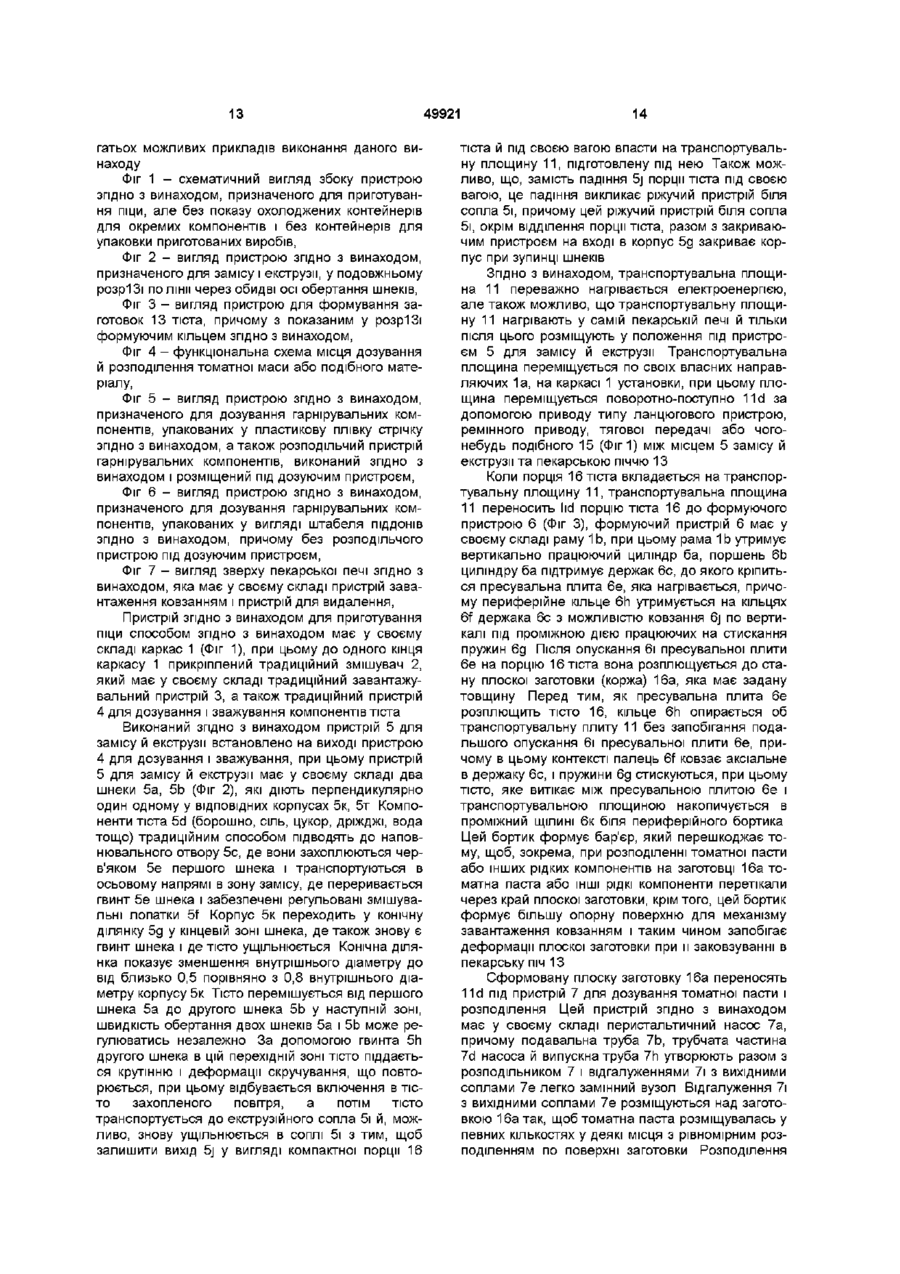
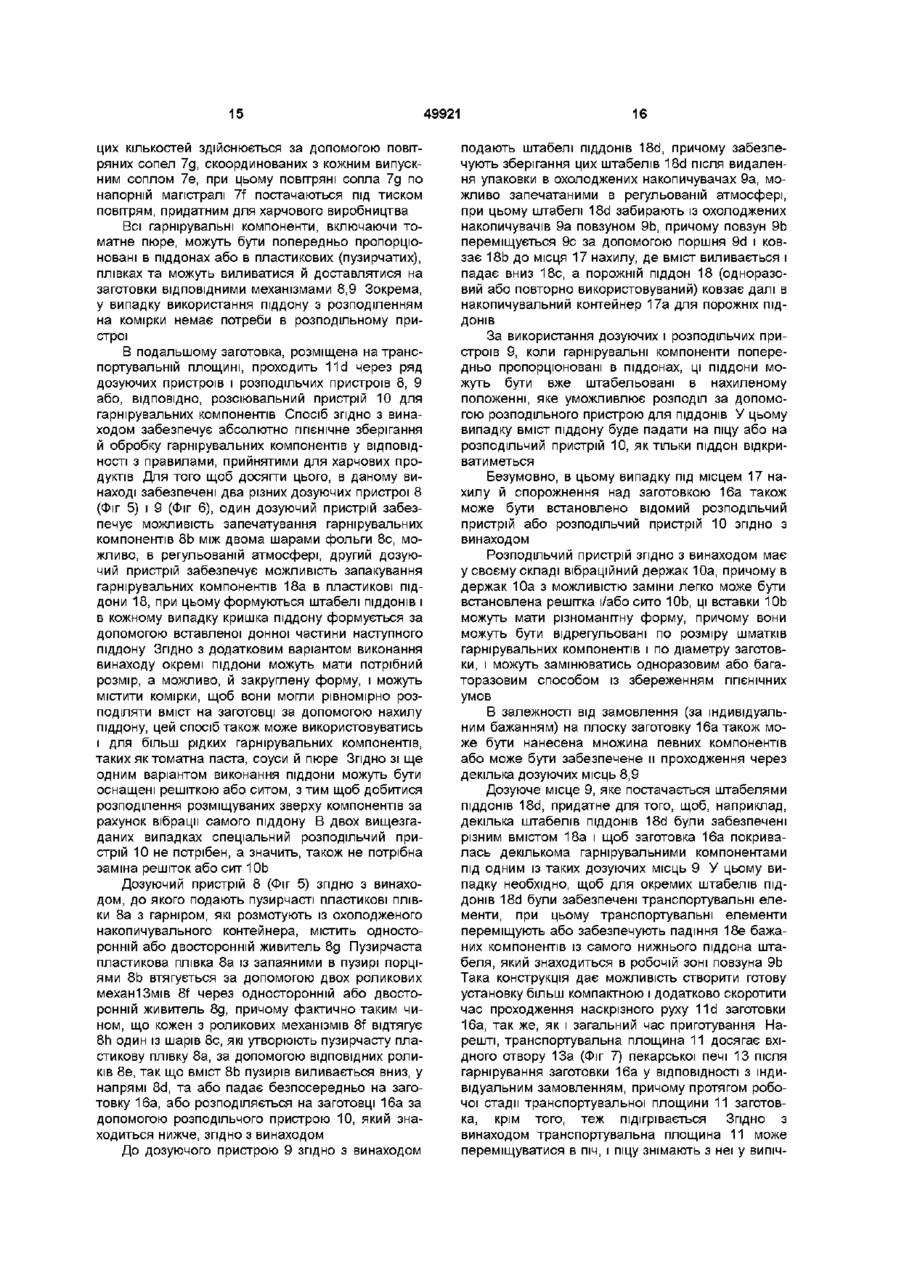
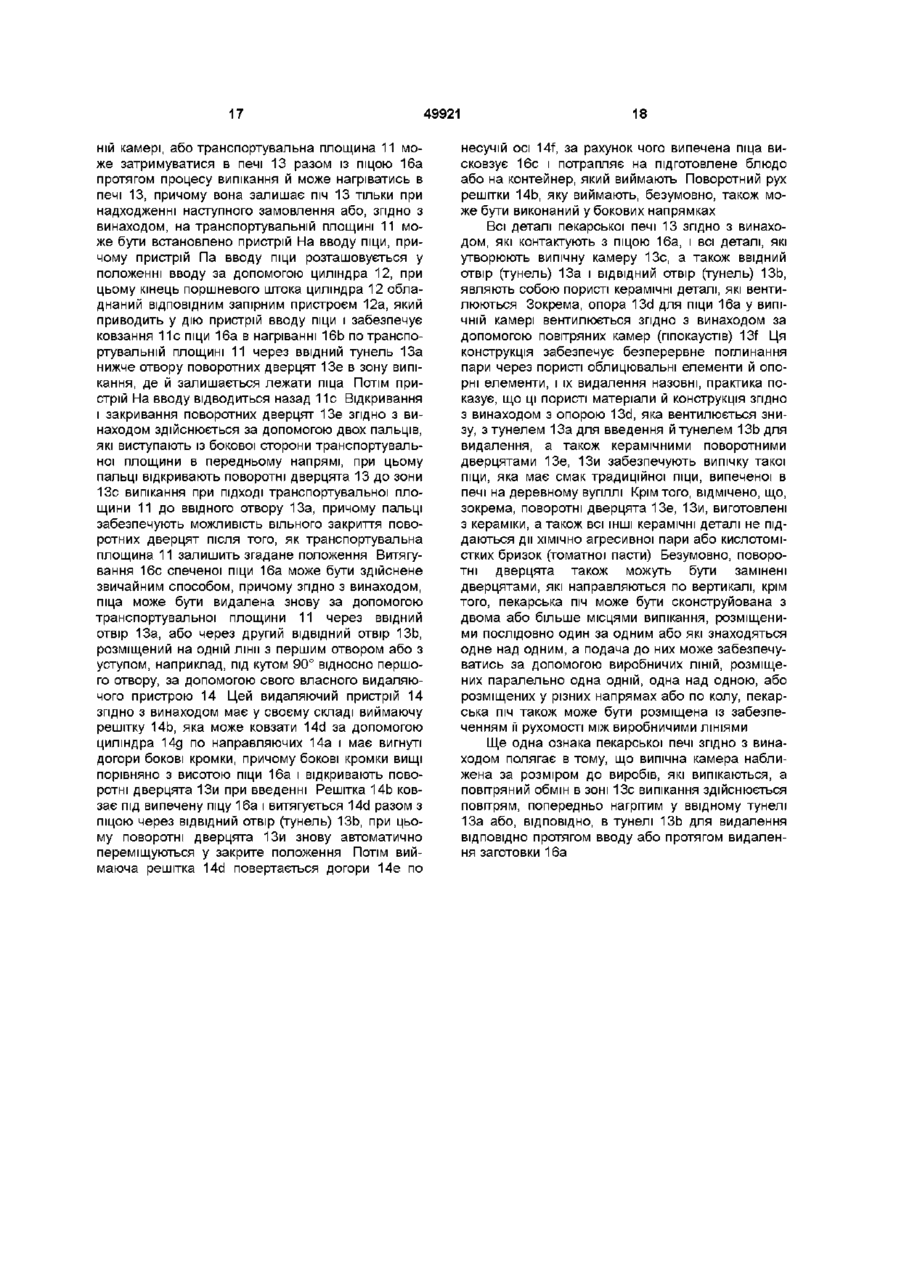
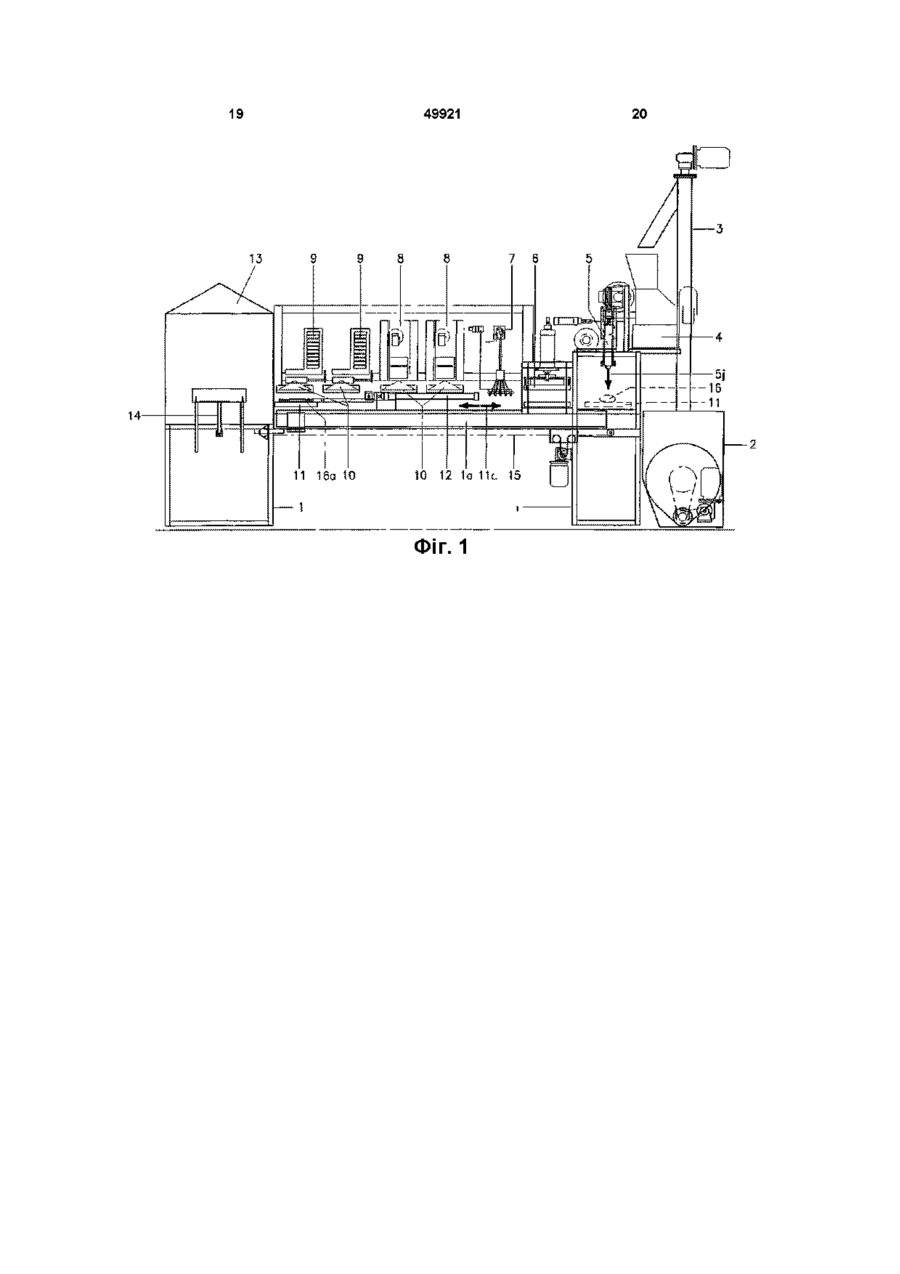
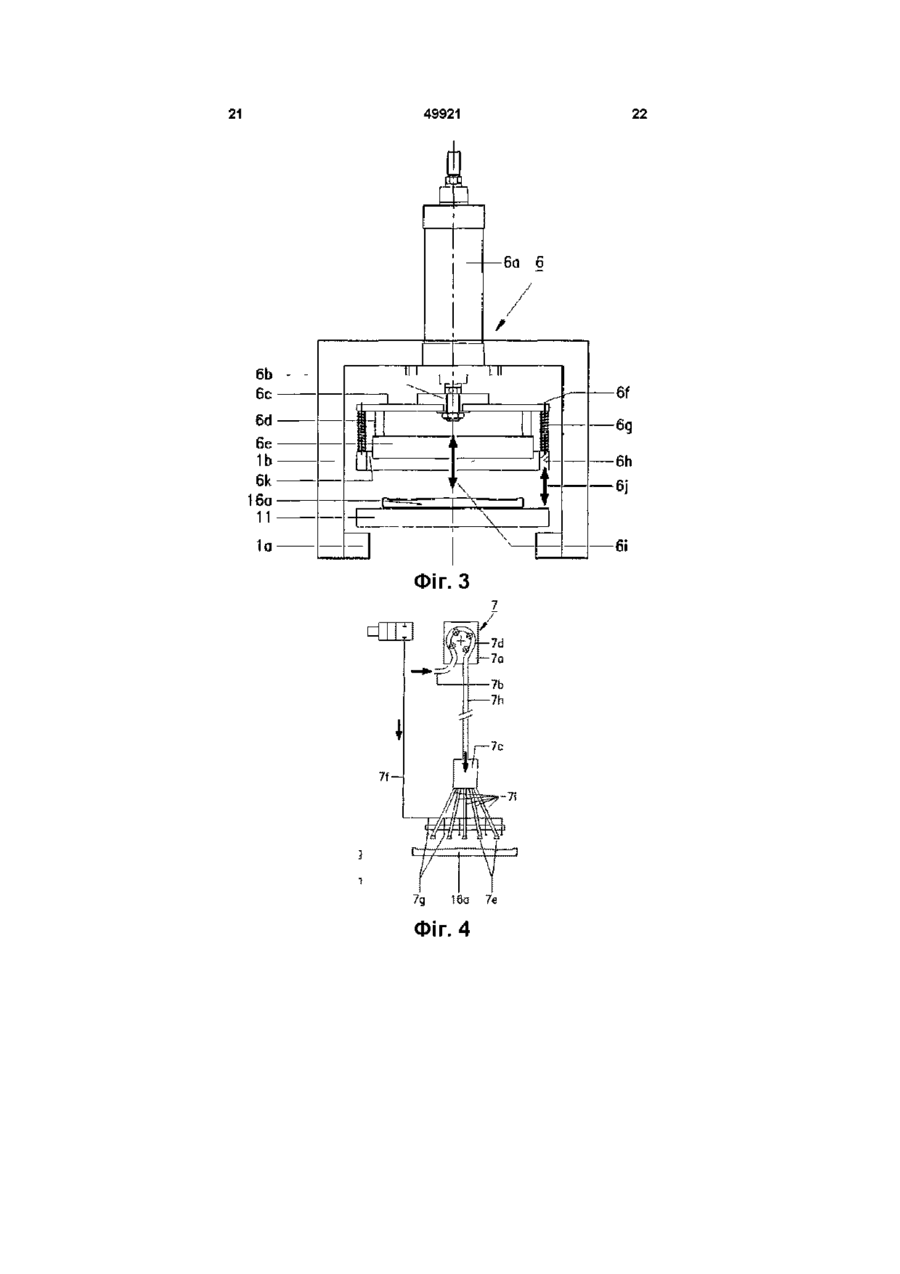
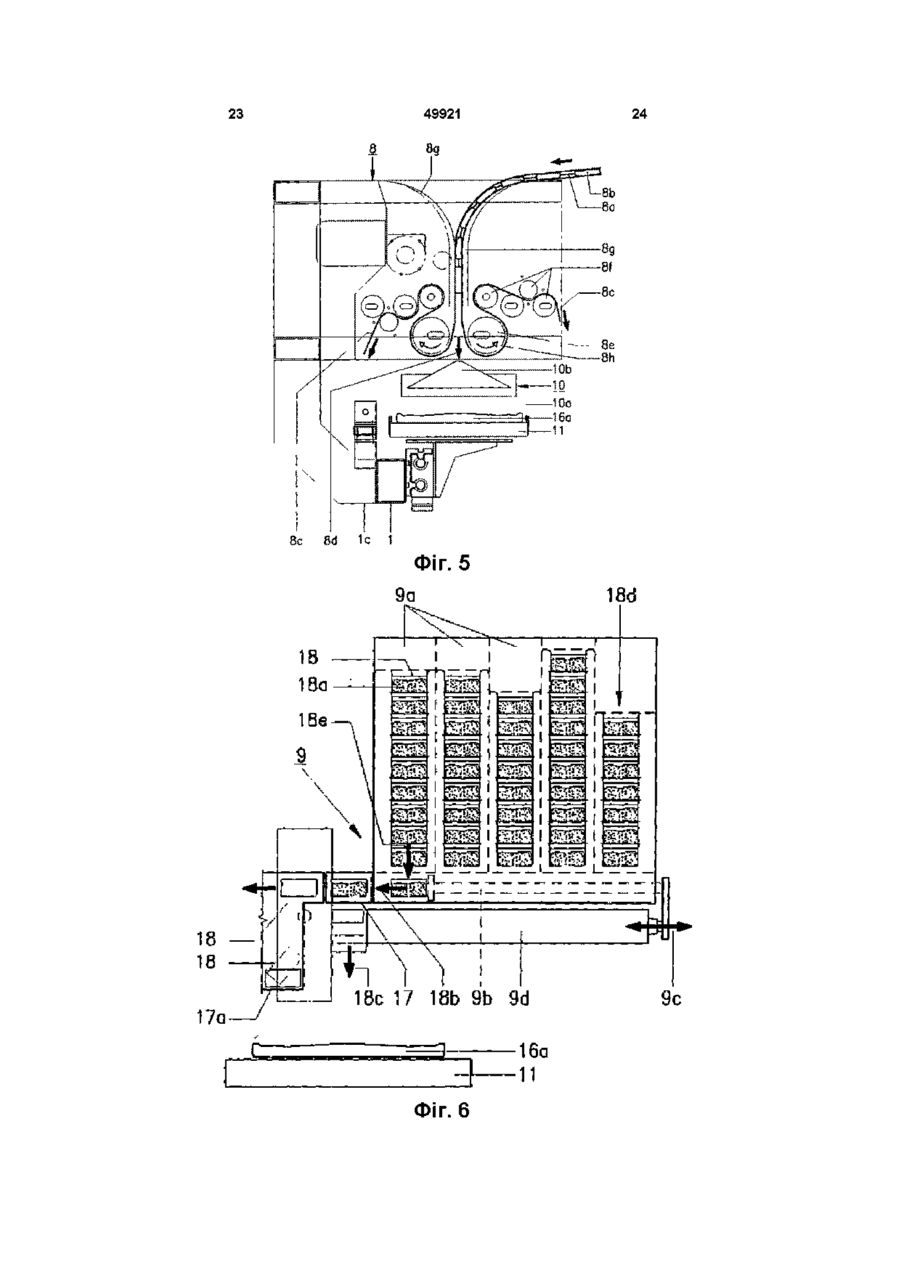
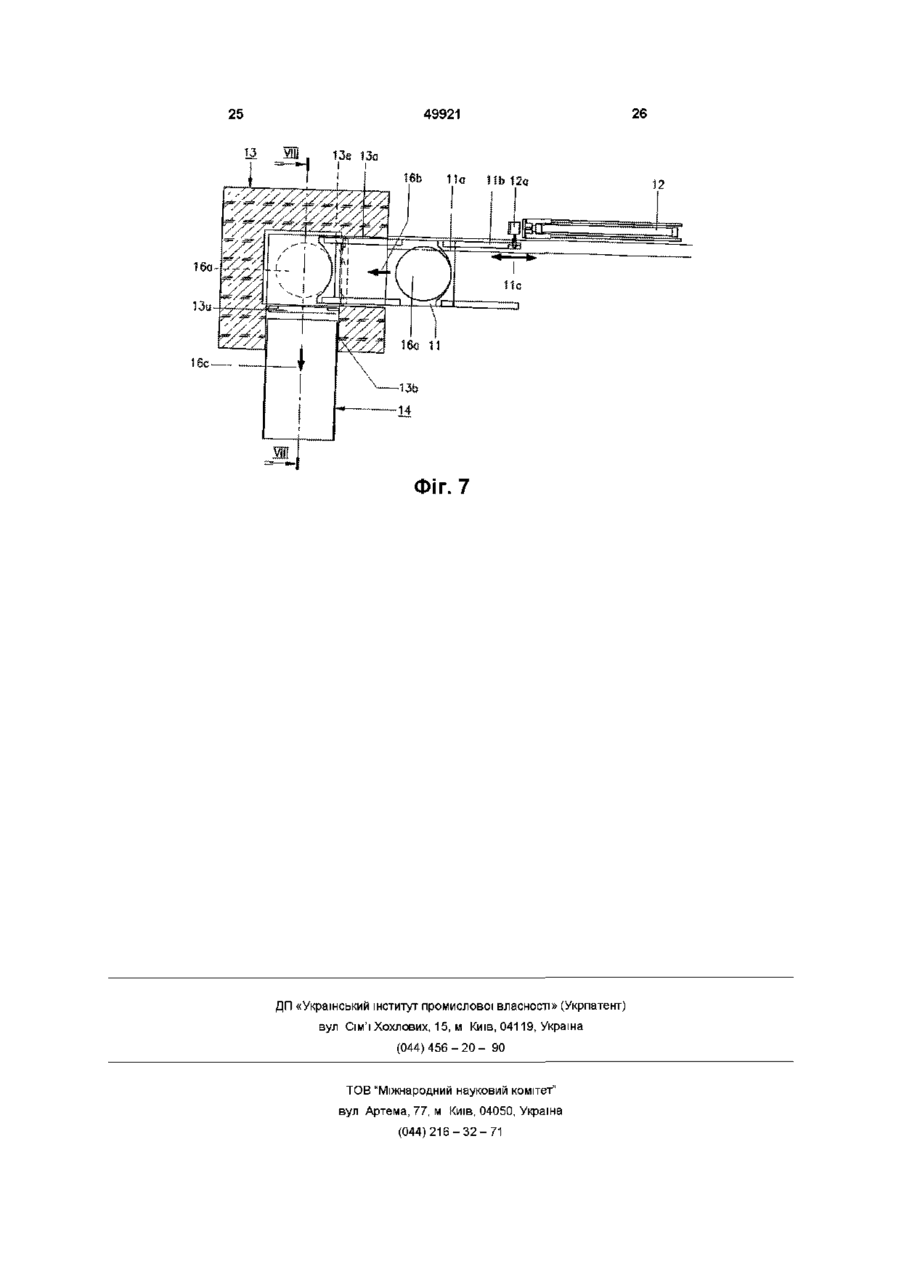
1 Спосіб механізованого та автоматизованого виробництва плоскої випічки і/або піци, який полягає в тому, що виготовляють та гарнірують плоску випічку згідно з індивідуальним замовленням ВІДПОВІДНО до асортименту, приготовляють заготовки окремої плоскої випічки з компонентів тіста у вигляді окремої порції тіста, який відрізняється тим, що піцу виготовляють, враховуючи бажану КІЛЬКІСТЬ окремих компонентів для приготування тіста при застосуванні попередньо пропорцюнованих компонентів тіста, подають заготовки на пристрій для замісу та екструдування, далі подають заготовки на нагрітій транспортувальній плиті на формуючий прес, потім подають заготовки на нагрітій транспортувальній плиті на пристрій дозування та розподілення томатної пасти та соусів, далі подають заготовки на нагрітій транспортувальній плиті крізь дозуючий пристрій гарнірувальних компонентів, де на плоску випічку наносять дозуючим пристроєм гарнірувальні компоненти, які попередньо пропорцюновані, а піцу виготовляють при врахуванні бажаної КІЛЬКОСТІ гарнірувальних компонентів та/або спецій, потім подають заготовки на нагрітій транспортувальній плиті в пекарську піч, причому виробництво включає повний виробничий цикл при постійному підтримуванні частини виробничої установки у гігієнічному стані у ВІДПОВІДНОСТІ ДО норм стосовно харчових продуктів шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або простою заміною частин пристрою 2 Спосіб за п 1, який відрізняється тим, що він додатково включає початковий виробничий цикл для нагріву транспортувальної плити, де процес випічки піци починають з формування плоскої заготовки, при цьому процес випічки триває впродовж повних наступних робочих фаз гарнірування, фарширування і приправлення, так, щоб заготовка відділялась від опорної плити без жодних проблем при введенні у пекарську піч і мала необхідну консистенцію для плавної подачі в піч за допомогою механізму подачі, який запобігає деформації плоскої заготовки, та и витримування в печі 3 Спосіб за п 1, який відрізняється тим, що він додатково включає змішування попередньо дозованих компонентів тіста, заміс попередньо дозованих компонентів тіста, загущення попередньо дозованих компонентів тіста, гомогенізацію попередньо дозованих компонентів тіста, екструзію попередньо дозованих компонентів тіста у вигляді компактних порцій тіста, видавлювання попередньо дозованих компонентів тіста з двох шнеків, які, ВІДПОВІДНО, розташовані послідовно та перпендикулярно один до одного, причому, зокрема в зоні проходу тіста від першого шнека до другого шнека, тісто піддається інтенсивному розпушенню внаслідок скручування та частого зрізання, при цьому інтенсивне розпушення сприяє введенню повітря, причому вхідний отвір корпусу першого шнека і вихідний отвір корпусу другого шнека у неробочому стані пристрою закриті повзуном або лопаткою для відділення порції тіста, причому швидкість обертання двох шнеків може бути пристосована завдяки незалежному регулюванню до властивостей і до КІЛЬКІСНОГО співвідношення ком понентів та збільшення швидкості обертання шнеків і зміни їх напрямку під час промивання та стерилізації 4 Спосіб за п 1, який відрізняється тим, що він додатково включає формування плоскої заготовки нагрітим пресувальним пристроєм, що формує тісто, яке набухає між пресувальними поверхнями в крайовій зоні у вигляді крайового бортика, і таким чином формують бар'єр для наступного розміщення та розподілу компонентів на поверхні плоскої заготовки для випічки та формують більшу опорну поверхню заготовки для розміщення пристрою вводу у піч, який запобігає деформації заготовки О 49921 5 Спосіб за п 1, який відрізняється тим, що він додатково включає переміщування єдиної транспортувальної плити взад і вперед між місцем екструзії тіста та пекарською піччю вздовж виробничої лінії установки, причому ця єдина транспортувальна плита може бути попередньо нагрітою у пекарській печі 6 Спосіб за п 1, який відрізняється тим, що він додатково включає переміщення єдиної транспортувальної плити в напрямі пекарської печі вздовж виробничої лінії установки під пекарською піччю до місця екструзії тіста 7 Спосіб за п 1, який відрізняється тим, що він додатково включає застосування двох транспортувальних плит для однієї виробничої лінії, які переміщують за допомогою спільного привідного механізму 8 Спосіб за п 1, який відрізняється тим, що він додатково включає розташування виробничої лінії по колу, по якому розміщено транспортувальну плиту 9 Спосіб за п 1, який відрізняється тим, що він додатково включає застосування декількох виробничих ЛІНІЙ для постачання у пекарську піч з декількома випічними камерами 10 Спосіб за п 1, який відрізняється тим, що він додатково включає введення та видалення плоскої випічки через єдиний отвір печі 11 Спосіб за п 1, який відрізняється тим, що він додатково включає введення плоских заготовок у піч через власний ввідний отвір печі та видалення плоскої випічки через вивідний отвір печі, причому вивідний отвір знаходиться на одній лінії з ВІДПОВІДНИМ ввідним отвором або розміщений з уступом або, ВІДПОВІДНО, зігнутий відносно цього ввідного отвору 12 Спосіб за п 1, який відрізняється тим, що він додатково включає застосування стерильної атмосфери для оточування гарнірувальних компонентів і спецій у вигляді окремих порцій, об'єднаних у пузирчасті стрічки або у штабелі ПІДДОНІВ в охолоджених накопичувальних контейнерах, з яких гарнірувальні компоненти та спеції видаляють безпосередньо перед використанням у кожному випадку, причому компоненти тіста зберігають у вигляді суміші або у вигляді часткових сумішей у певній упаковці, а компоненти тіста висипають, при необхідності, над місцем замісу тіста та місцем екструзії 13 Спосіб за п 1, який відрізняється тим, що він додатково включає утримання гарнірувальних компонентів у рідкому стані у піддонах, розподілених на комірки, причому рівномірний розподіл на поверхні плоскої заготовки виконують за допомогою нахилу піддона при відповідному діаметрі піддона 14 Спосіб за п 1, який відрізняється тим, що він додатково включає обладнання самих ПІДДОНІВ для гарнірувальних компонентів решіткою або ситом і випорожнення ПІДДОНІВ шляхом вібрації у нахиленому положенні, причому вміст ПІДДОНІВ розсіюють по поверхні плоскої заготовки 15 Спосіб механізованого та автоматизованого виробництва плоскої випічки та/або піци, який полягає в тому, що на плоску заготовку наносять гарнірувальні компоненти під принаймні одним гарнірувальним місцем, який відрізняється тим, що включає цикли, на яких кожну окрему плоску заготовку приготовляють з індивідуальних компонентів тіста або з попередньо порцюнованої суміші компонентів у вигляді окремої порції тіста в пристрої для замісу та екструдування і далі пропускають на попередньо нагрітій або безперервно нагрітій транспортувальній плиті через ряд місць обробки, включаючи формувальний прес, пристрій для дозування та розподілу томатної пасти, соусів, одне чи декілька дозувальних місць для гарнірувальних елементів, а також через пекарську піч шляхом виробництва та гарнірування плоскої випічки на основі індивідуального замовлення ВІДПОВІДНО до асортименту, з якого здійснюють вибір, причому виробництво включає повний виробничий цикл, згідно з яким піцу виробляють також при урахуванні бажаної КІЛЬКОСТІ гарнірувальних компонентів та/або спецій, починаючи з окремих компонентів для готування тіста при використанні попередньо пропорцюнованих гарнірувальних компонентів або ВІДПОВІДНИХ компонентів тіста, при цьому частини виробничої установки постійно підтримують у гігієнічному стані, що відповідає правилам стосовно харчових продуктів шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або за допомогою простої заміни частин пристрою 16 Спосіб за п 15, який відрізняється тим, що виробничий цикл починають з попереднього нагріву транспортувальної плити у пекарській печі або за допомогою нагрівальних елементів, вбудованих у транспортувальну плиту, причому процес випічки піци починають вже з формування плоскої заготовки і продовжують процес випічки впродовж повних наступних робочих фаз для гарнірування, фарширування та приправлення або на основі розсіюваного тепла на попередньо нагрітій транспортувальній плиті, або шляхом безперервного нагріву транспортувальної плити таким чином, щоб піца знімалась з опорної плити без жодних проблем при введенні у пекарську піч і мала необхідну консистенцію для плавної подачі в піч за допомогою механізму подачі, який запобігає деформації плоскої заготовки та, ВІДПОВІДНО, ДЛЯ її витримування в печі, причому попередньо дозовані компоненти тіста змішують, замішують, загущують, гомогенізують, екструдують у вигляді спресованих порцій тіста та видавлюють з двох шнеків, які розташовані послідовно та перпендикулярно один до одного, при цьому, зокрема в зоні проходу тіста від першого до другого шнека, тісто піддається інтенсивному розпушенню внаслідок скручування та частого зрізання, при цьому інтенсивне розпушення сприяє введенню повітря, причому вхідний отвір першого шнека і вихідний отвір другого шнека закривають у неробочому стані повзуном або лопаткою для відділення порції тіста, при цьому швидкість обертання двох шнеків може мати незалежне регулювання і пристосована до властивостей і до КІЛЬКІСНОГО співвідношення компонентів, при цьому швидкість обертання 49921 шнеків і їх напрям обертання змінюють впродовж циклів промивання та стерилізації, причому формування плоскої заготовки виконують нагрітим пресувальним пристроєм, при цьому тісто, яке набухає між пресувальними поверхнями в крайовій зоні, формують у вигляді крайового бортика, щоб таким чином сформувати бар'єр для послідовного розміщення та розподілу компонентів на поверхні плоскої заготовки та сформувати більшу опорну поверхню для механізму введення, який запобігає деформації плоскої заготовки під час її введення в піч, причому єдину транспортувальну плиту переміщують взад і вперед між місцем екструзії тіста та пекарською піччю вздовж виробничої лінії установки, при цьому ця єдина транспортувальна плита може бути попередньо нагрітою у пекарській печі, причому цю єдину транспортувальну плиту переміщують вздовж плити у напрямку пекарської печі вздовж виробничої лінії установки та вздовж плити, розташованої під пекарською піччю у напрямку до місця екструзії тіста 17 Спосіб за п 15, який відрізняється тим, що для тієї самої виробничої лінії застосовують дві або більше транспортувальні плити, які переміщують за допомогою спільного привідного механізму, причому виробничу ЛІНІЮ розташовують по колу, у якому може бути розміщено одну або декілька транспортувальних плит, декілька виробничих ЛІНІЙ постачають у пекарську піч з декількома випічними камерами, які відокремлені одна Винахід відноситься до способу і ВІДПОВІДНОГО пристрою для механізованого, автоматичного приготування готових до вживання піци, плоских випічок і подібних продуктів, які готуються із свіжих компонентів шляхом поштучного виробництва за індивідуальними замовленнями ВІДОМІ способи і пристрої для автоматичного промислового поточного і масового виробництва піци і плоских випічок, які передбачають в основному такі стадії приготування тіста, включаючи підйом тіста, екструзію тіста для створення зв'язаної маси, нарізання смуг тіста на шматки, обробку шматків тіста до одержання плоских округлих заготовок, додавання приправ і гарніру (верхнього покриття), випікання, упакування для використання до закінчення визначеної дати або, ВІДПОВІДНО, ДЛЯ глибокого заморожування Пристрої для здійснення цього способу громіздкі й потребують значного простору і, крім того, потрібно декілька транспортерних стрічок для переміщення продукту від одного пристрою до наступного Для того щоб прискорити приготування тіста, у випадку деяких способів, у яких використовують попередньо оброблений сухий гранулят, а заправку спеціями, гарніром і/або фаршируванням здійснюють на мінімальній КІЛЬКОСТІ ПІЦ одного виду й фактично при проході піц, розміщених на невеликій відстані між собою на транспортерній стрічці й що послідовно випікаються в тунельній печі, за деякими способами піци від одної, або постачають у пекарську піч, яку переміщують щоразу до відповідної виробничої лінії у разі необхідності, причому плоскі заготовки вводять та видаляють через єдиний отвір печі, плоскі заготовки вводять у піч через власний ввідний отвір і видаляють через власний вивідний отвір, при цьому вивідний отвір знаходиться на одній лінії з ВІДПОВІДНИМ ввідним отвором або розміщений з уступом, або ВІДПОВІДНО зігнутий відносно цього ввідного отвору, а гарнірувальні компоненти та спеції перебувають у стерильній атмосфері у вигляді одиничних порцій, об'єднаних у пузирчастій стрічці або у штабелі з ПІДДОНІВ охолоджених накопичувальних контейнерів, з яких гарнірувальні компоненти та спеції видаляють у кожному випадку безпосередньо перед використанням, при цьому компоненти тіста зберігають у вигляді суміші або у вигляді часткових сумішей у певній упаковці, а компоненти тіста висипають, при необхідності, над місцем замісу тіста та місцем екструзії, причому гарнірувальні компоненти можуть бути в рідкому стані і утримуватися у піддонах, розподілених на комірки, при цьому рівномірний розподіл їх на поверхні плоскої заготовки виконують нахилом піддона при відповідному діаметрі піддона, а самі піддони обладнані решіткою або ситом, через які гарнірувальні компоненти випорожнюють шляхом вібрації у нахиленому положенні і розподіляють їх по поверхні плоскої заготовки випікають у їх власних формах для випічки, щоб забезпечити їх розміщення і переміщення в печі Із патента США № 3 735 692 від 29 05 73, кл 99/353 відомий спосіб механізованого та автоматизованого виробництва плоскої випічки і/або піци, який полягає в тому, що виготовляють та гарнірують плоску випічку згідно з індивідуальним замовленням ВІДПОВІДНО до асортименту, приготовляють заготовки окремої плоскої випічки з компонентів тіста у вигляді окремої порції тіста Згідно з другим аспектом винаходу відомий спосіб механізованого та автоматизованого виробництва плоскої випічки та/або піци, який полягає в тому, що на плоску заготовку наносять гарнірувальні компоненти під принаймні одним гарнірувальним місцем Однако, технічні ознаки відомих рішень не забезпечують можливість поштучного приготування піци за індивідуальними замовленнями на основі вибору із списку Крім того, ВІДОМІ установки, в яких плоскі заготовки знаходяться в попередньо приготованому, а можливо, і в попередньо кулінарне обробленому стані й, бувши витягнутими з холодильника, заправляються гарніром і випікаються або, ВІДПОВІДНО, розігріваються Задача цього винаходу полягає в розробці способу та пристрою для механізованого й автоматизованого виробництва піци на замовлення на основі індивідуального вибору 13 списку, причому 49921 вибір фактично здійснюють 13 компонентів тіста, які не пройшли попередню кулінарну обробку або глибоке заморожування, які індивідуально заправляють приправою, покривають гарніром, фарширують і випікають, і які можуть знаходитись у стані готовності до використання у межах короткого часу Крім того, задача винаходу полягає у розробці способу та пристрою, які забезпечують проведення виробничого процесу без втручання персоналу, причому із забезпеченням періодичних циклів автоматичного промивання і стерилізації з метою обслуговування установки і, зокрема, для дотримання ГІГІЄНИ і чистоти установки, і при цьому частини, які входять у контакт з харчовими продуктами і не піддаються стерилізуючому температурному впливу, можна періодично замінювати простим чином Далі, згідно з винаходом, пристрій для харчових компонентів піци, що швидко псується, і для пакувального матеріалу, який спорожнюється, повинен давати можливість їх зберігання, прийнятне для харчових продуктів Поставлені задачі вирішуються запропонованим способом механізованого та автоматизованого виробництва плоскої випічки і/або піци, який полягає в тому, що виготовляють та гарнірують плоску випічку згідно з індивідуальним замовленням ВІДПОВІДНО до асортименту, приготовляють заготовки окремої плоскої випічки з компонентів тіста у вигляді окремої порції тіста, і згідно з винаходом, при виготовлені піци, враховують бажану КІЛЬКІСТЬ окремих компонентів для приготування тіста при застосуванні попередньо пропорцюнованих компонентів тіста, подають заготовки на пристрій для замісу та екструдування, далі подають заготовки на нагрітій транспортувальній плиті на формуючий прес, потім подають заготовки на нагрітій транспортувальній плиті на пристрій дозування та розподілення томатної пасти та соусів, далі подають заготовки на нагрітій транспортувальній плиті крізь дозуючий пристрій гарнірувальних компонентів, де на плоску випічку наносять дозуючим пристроєм гарнірувальні компоненти, які попередньо пропорцюновані, а піцу виготовляють з урахуванням бажаної КІЛЬКОСТІ гарнірувальних компонентів та/або спецій, потім подають заготовки на нагрітій транспортувальній плиті в пекарську піч, причому виробництво включає повний виробничий цикл, при постійному підтримувані частини виробничої установки в гігієнічному стані у ВІДПОВІДНОСТІ до норм стосовно харчових продуктів, шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або простою заміною частин пристрою Згідно З другим аспектом винаходу спосіб механізованого та автоматизованого виробництва плоскої випічки та/або піци полягає в тому, що на плоску заготовку наносять гарнірувальні компоненти під принаймні одним гарнірувальним місцем, і згідно з винаходом, додатково включають етапи, на яких кожну окрему плоску заготовку приготовляють з індивідуальних компонентів тіста, або з попередньо порцюнованої суміші компонентів у вигляді окремої порції тіста в пристрої для замісу та екструдування і далі пропускають на попередньо нагрітій, або безперервно нагрітій транспортувальній плиті через ряд місць обробки, включаючи формувальний прес, пристрій для дозування та розподілу томатної пасти, соусів, одне чи декілька дозувальних місць для гарнірувальних елементів, а також через пекарську піч, шляхом виробництва та гарнірування плоскої випічки на основі індивідуального замовлення ВІДПОВІДНО ДО асортименту, з якого здійснюють вибір, причому виробництво включає повний виробничий цикл, згідно якого піцу виробляють також при урахуванні бажаної КІЛЬКОСТІ гарнірувальних компонентів та/або спецій, починаючи з окремих компонентів для готування тіста, при використанні попередньо пропорцюнованих гарнірувальних компонентів, або ВІДПОВІДНИХ компонентів тіста, при цьому частини виробничої установки постійно підтримують у гігієнічному стані, що відповідає правилам стосовно харчових продуктів, шляхом використання запрограмованого циклу очистки та стерилізації із застосуванням води та гарячого повітря разом з очищувальними та бактерицидними агентами та/або за допомогою простої заміни частин пристрою Переваги цього винаходу стануть очевидними з нижчеподаного опису Згідно З винаходом, вказаний спосіб здійснюють на запропонованій ЛІНІЙНІЙ або кільцевій виробничій лінії, яка включає такі пристрої - традиційний змішувач, який має у своєму складі пристрій для завантаження суміші борошна або, ВІДПОВІДНО, дозуючий пристрій, який висипає попередньо перемішані й дозовані КІЛЬКОСТІ або часткові КІЛЬКОСТІ компонентів тіста в місильний пристрій, - традиційний дозуючий або зважуючий пристрій, - новий місильний і екструзійний пристрій, - новий формуючий пристрій для створення плоских заготовок, - новий пристрій для дозування томатної маси 13 засобом розподілення томатної маси, - декілька нових дозуючих і розподілювальних пристроїв, - новий пристрій для видалення спеченої в пекарську піч, - пристрій для транспортування плоских заготовок, від стадії їх формування і до пекарської печі Не виключається й заміна одного або декількох вказаних вище нових пристроїв на один або декілька ВІДПОВІДНИХ традиційних пристроїв Новий місильний і екструзійний пристрій становить важливий компонент способу Два транспортуючих і місильних шнеки, які працюють перпендикулярно один одному, дають можливість місильному й екструзійному пристрою ефективно перемішувати компоненти тіста (борошно, сіль, дріжджі, воду і т д ) , а також здійснювати гомогенізацію, вкраплення, ущільнення і, нарешті, екструзію з видачею порційної КІЛЬКОСТІ, з використанням швидкостей обертання двох шнеків, керованих незалежно один від одного Центральною дільницею цього пристрою для замісу й екструзії є зона переходу від першого шнека до другого шнека, розміщена 49921 перпендикулярно першому шнеку, маса тіста піддається у цій зоні скручуванню із зрізом, що повторюється, стінкою шнека, чим забезпечується інтенсивне вкраплення повітряних бульбашок і гомогенізація, а це призводить до інтенсивного й безперервного замішування маси і має вирішальну роль в однорідному формуванні і пропіканні заготовок Компонування шнеків згідно з винаходом, їх конструктивна форма і виконання корпусу шнеків (тюнінг) дають можливість за короткий час екструдувати професійно приготовану порцію тіста Пристій чисто промивається і стерилізується гарячим повітрям у ВІДПОВІДНОСТІ зі заздалегідь запрограмованим циклом промивки і стерилізації при підвищенні швидкості і зміни напрямку обертання шнеків При правильному дозуванні компонентів суміші тіста й точному регулюванні швидкості обертання двох шнеків екструдується компактна порція тіста, яка ВІДДІЛЯЄТЬСЯ на виході з корпусу, можливо, за допомогою ріжучого пристрою, й падає на транспортувальну площину, підведену під вихід із корпусу Закриваюча пластина на вході в корпус і, можливо, ріжучий пристрій біля виходу із корпусу або біля екструзійного сопла закривають місильний пристрій у неробочому стані шнеків Транспортувальна площина згідно з винаходом може бути виконана із різних матеріалів і переважно нагрівається або попередньо підігрівається за допомогою електричних терморезисторів так, щоб тісто або, ВІДПОВІДНО, плоска заготовка не прилипала до транспортувальної площини і стала підігрітою для наступних робочих стадій з тим, щоб набути за рахунок цього потрібну жорсткість для запобігання и деформації при розміщенні в пекарську піч і для скорочення часу випічки Згідно З винаходом транспортувальна площина одночасно служить опорою для тіста при утворенні плоскої заготовки, а також опорою біля входу в піч при ковзанні заготовки в пекарську піч Однак не виключається й виконання транспортувальної площини у вигляді тонкого металічного листа, який спирається на транспортувальну опору і разом з заготовкою вміщується в пекарську піч Формування плоскої заготовки згідно з винаходом здійснюють під пресом, який сплощує порцію тіста до заданої товщини за допомогою опускання горизонтального диску до транспортувальної площини, розміщеної під горизонтальним диском Нагрітий диск, що опускається, обладнаний кільцем, яке утримується з можливістю горизонтального переміщення на деяку відстань до кільцевого зовнішнього краю диску, коли воно піддається пружній взаємодії Це кільце надає круглу форму зовнішньому краю плоскої заготовки за допомогою утворення буртика в проміжному просторі між ЗОВНІШНІМ краєм екструдера і внутрішньою стороною кільця в процесі виштамповки тіста, яке видавлюється в боковому напрямі з простору між транспортувальною площиною і пластиною екструдера При виштамповці спочатку кільце спокійно лежить на поверхні транспортувальної площини Потім при подальшому опусканні пресувальної плити порції тіста стають більш плоскими до плоского коржа або плоскої основи з тіста Під час цієї стадії пружини між опорою кільця і самим кільцем 10 стискаються Потім пресувальна плита знову піднімається, і при цьому пружини можуть знову розслаблятися Цей буртик у той же час формує бар'єр для томатної маси, соусів або пюре при наступному розподіленні зверху Формування плоскої заготовки (коржа) за допомогою описаного пристрою дає можливість зекономити час і завжди дає можливість сформувати одноманітну круглу плоску заготовку з потовщеною, виступаючою догори крайовою зоною навіть у випадку дещо різних порцій тіста, при цьому нагрітою транспортувальною площиною і пресувальною плитою одночасно запобігається прилипання тіста до їх поверхонь і забезпечується попередній підігрів коржа Транспортувальні площини, які містять сформований корж, далі переміщуються під пристроєм для дозування і розподілення томатної маси, соусів або пюре Це дозування здійснюється перистальтичним насосом і кільцем із сопел, так що декілька відмірених продуктів падають на корж, розподіляючись на ньому Розподілення цих продуктів здійснюється декількома струменями повітря, прийнятного для харчових продуктів, які виходять із повітряних сопел, розміщених у зоні видачі продуктів, причому згадані декілька повітряних струменів направлені на маси продуктів, розміщених на плоскій заготовці Можна здійснити заміну всього рукава, через який тече продукт, для його очистки при використанні перистальтичного насосу, коли ЛІНІЯ підводу, ЛІНІЯ випуску, насосна частина і випускні сопла утворені єдиною трубчатою деталлю Транспортувальна площина проходить через декілька дозуючих робочих місць, тобто після робочого місця дозування томатної маси вона проходить місця дозування соусів і пюре, причому згадані робочі місця можуть бути різними або всі вони являють собою вузли одного типу У винаході в принципі запропоновані дві різні дозуючі системи - одна дозуюча система, яка забезпечує подачу гарнірувальних компонентів, упакованих у пластикову плівку, коли компоненти запечатані окремими порціями між двома шарами пластикової плівки, можливо, в особливій (регульованій) атмосфері, й додаткова дозуюча система, яка забезпечує подачу гарнірувальних компонентів, упакованих у невеликі піддони, при цьому декілька ПІДДОНІВ утворюють штабель, причому в кожному випадку найвищий піддон своєю донною частиною формує кришку піддона, що лежить нижче, в цьому випадку штабель із ПІДДОНІВ може бути упакований в регульованій атмосфері Дві пакувальні системи згідно з винаходом забезпечують можливість такої упаковки харчових продуктів, яка є сприятливою з точки зору ГІГІЄНИ, а також точне порцюнування, просте і компактне зберігання всередині охолодженого контейнера в формі рулонної плівкової упаковки або, ВІДПОВІДНО, штабелів ПІДДОНІВ, а та кож контрольованого безвідходного розподілення гарнірів на поверхні заготовок Як правило, кожен з пристроїв для дозування гарнірувальних компонентів об'єднаний з розподільчим пристроєм, розташованим під дозуючим пристроєм Дозуючий пристрій згідно з винаходом призначений для дозування гарнірувальних компонентів, які знаходяться в пластиковій ПЛІВЦІ, має у своєму 11 49921 складі механічний роликовий пристрій, який тягне пластикову плівку, в якій запаяні окремі порції із охолодженої накопичувальної камери, при цьому механічний роликовий пристій відтягує один від одного два спаяних шари пластикової плівки над розподільчим пристроєм, за рахунок чого порції компонентів (тонко нарізаного м'якого сиру, шматків шинки, шматків овочів тощо) падають на розподільчий пристрій і розсипаються, за рахунок вібрацій, розподільчим пристроєм з падінням через сито і/або решітку на заготовку тіста, розміщену під розподільчим пристроєм Сита і/або решітки можуть бути легко замінені й виготовляються із матеріалу, стійкого до обробки в посудомийній машині, або з матеріалу, який призначений для одноразового використання, ця ознака винаходу забезпечує можливість підтримання ГІГІЄНИ простим чином за допомогою заміни сита Навпаки, розмотані стрічки із плівки можуть проходити у їх власний контейнер або повертатися в охолоджувану камеру зі стрічковою упаковкою Пристрій для дозування гарнірувальних компонентів, упакованих в штабель ПІДДОНІВ ЗГІДНО З винаходом, дає можливість забезпечити введення штабелів у охолоджувані накопичувачі й витягувати їх знизу шляхом переміщення повзуна за ці штабелі, причому штабелі підводять до місця їх нахилу для випорожнення і потім зберігання порожніх ПІДДОНІВ Безумовно, описаний розподільчий пристрій у цьому випадку також розміщений під місцем нахилу і вивантаження Можливе розміщення гарнірувальних компонентів на заготовці тіста купкою, без використання розподільчого пристрою Безумовно, в цьому випадку розподільчий пристрій не потрібен Крім того, слід зазначити, що в залежності від замовлення (за індивідуальним бажанням) на плоску заготовку з тіста можуть розмішуватись тільки певні гарнірувальні компоненти або, ВІДПОВІДНО, подвійна або потрійна КІЛЬКІСТЬ ТИХ же гарнірувальних компонентів, в останньому випадку заготовка буде залишатись під одним і тим же місцем дозування до тих пір, поки відповідна КІЛЬКІСТЬ гарнірувальних компонентів не буде покладена на заготовку Ця дозуюча система забезпечує використання декількох накопичувачів для штабелів ПІДДОНІВ з різними гарнірувальними компонентами, при цьому гарнірувальні компоненти забирають з одного й того ж повзуна і всі вони можуть бути подані на заготовку на одному й тому ж робочому МІСЦІ Крім того, винахід забезпечує розподілення ПІДДОНІВ на комірки і, крім того, піддони можуть бути забезпечені сіткою або решіткою, при цьому можна добитися рівномірного розподілення на плоскій заготовці з використанням ВІДПОВІДНОГО діаметра піддона й розміщення продукту в комірках Вміст може бути розподілений за допомогою вібрації відкритого, можливо нахиленого піддона в тому випадку, коли піддон забезпечений сіткою або решіткою Пекарська піч пристрою згідно з винаходом призначена для випічки окремих заготовок із тіста Подача заготовки з гарніром, яка безперервно підігрівається протягом перелічених окремих робочих стадій за допомогою транспортувальної площини, може виконуватись традиційним 12 механічним способом - ковзанням або за допомогою подавального пристрою згідно з винаходом, при цьому подавальний пристрій розміщений на самій транспортувальній площині ВІДВІДНИЙ пристрій згідно з винаходом має у своєму складі головним чином решітку, яку вставляють, або деко, яке ковзає під корж, який випікають, причому ця обжарювальна опора або листова металічна деталь утримує поворотні дверцята відкритими протягом операційних стадій і використовує вигнуту догори бокову кромку, при цьому вигнута догори бокова кромка вище піци, щоб піца не зсунулась з решітки або дека Після фактичного руху у напрямку видалення решітка, яка видаляє, нахиляється і піца сковзає до виходу, де вже стоїть напоготові одноразова тарілка або приймальний контейнер Прохід нагрітої транспортувальної площини від зони під місцем замісу й екструзії до впускного отвору пекарської печі й назад може здійснюватись, наприклад, за допомогою ланцюгової передачі, зубчатого ременя або тягового ланцюга, також не виключена кільцеве компонування окремих робочих місць Крім того, винахід не виключає, щоб транспортувальна площина перемішувалась приводом на всьому шляху в пекарську піч, а також можливість переміщення двох транспортувальних площин, причому за допомогою одного й того ж або окремих приводів, і/або щоб зворотній шлях здійснювався по своїх власних направляючих, можливо з нижньої сторони, при цьому з'являється можливість того, щоб, наприклад, у той час, як виконується гарнірування заготовки із тіста, вже утворювалась наступна заготовка, в цьому випадку може виявитись переважним обладнати пекарську піч двома випічними поверхнями Однак також можливе завантаження двома гарнірувальними ЛІНІЯМИ, ОДНІЄЇ, МОЖЛИВО, рухомої пекарської печі з декількома випічними зонами, відокремленими одна від одної Спосіб згідно з винаходом забезпечує можливість виконання циклу очистки і заміни, який проводиться з ГІГІЄНІЧНИМИ цілями, при цьому цикл очистки і заміни забезпечує автоматичне спорожнення, промивку і стерилізацію місильного пристрою гарячим повітрям, а також потребує заміни рукавів, у тому числі сопла для томатної маси, а також решітки і/або сітки розподільчих пристроїв Нижче винахід детально пояснюється за допомогою наведеного як приклад переважного варіанту виконання пристрою, схематично показаного на доданих кресленнях, причому в даному варіанті виконання представлено пристрій для приготування піци, який діє способом згідно з винаходом, у цьому контексті креслення призначені лише для ілюстрації і не накладають будь-яких обмежень Нові ознаки, що вважаються характерними для винаходу, викладені в доданій формулі Проте самий винахід, як щодо його конструкції, так і щодо способу його здійснення, разом із вирішенням задач та його перевагами, буде краще зрозумілим з наступного опису конкретних прикладів виконання, якщо розглядати їх у зв'язку з доданими кресленнями На доданих кресленнях показані декілька з ба 13 гатьох можливих прикладів виконання даного винаходу Фіг 1 - схематичний вигляд збоку пристрою згідно з винаходом, призначеного для приготування піци, але без показу охолоджених контейнерів для окремих компонентів і без контейнерів для упаковки приготованих виробів, Фіг 2 - вигляд пристрою згідно з винаходом, призначеного для замісу і екструзії, у подовжньому розрі Зі ПО ЛІНІЇ через обидві осі обертання шнеків, Фіг 3 - вигляд пристрою для формування заготовок 13 тіста, причому з показаним у розрі Зі формуючим кільцем згідно з винаходом, Фіг 4 - функціональна схема місця дозування й розподілення томатної маси або подібного матеріалу, Фіг 5 - вигляд пристрою згідно з винаходом, призначеного для дозування гарнірувальних компонентів, упакованих у пластикову плівку стрічку згідно з винаходом, а також розподільчий пристрій гарнірувальних компонентів, виконаний згідно з винаходом і розміщений під дозуючим пристроєм, Фіг 6 - вигляд пристрою згідно з винаходом, призначеного для дозування гарнірувальних компонентів, упакованих у вигляді штабеля ПІДДОНІВ ЗГІДНО з винаходом, причому без розподільчого пристрою під дозуючим пристроєм, Фіг 7 - вигляд зверху пекарської печі згідно з винаходом, яка має у своєму складі пристрій завантаження ковзанням і пристрій для видалення, Пристрій згідно з винаходом для приготування піци способом згідно з винаходом має у своєму складі каркас 1 (Фіг 1), при цьому до одного кінця каркасу 1 прикріплений традиційний змішувач 2, який має у своєму складі традиційний завантажувальний пристрій 3, а також традиційний пристрій 4 для дозування і зважування компонентів тіста Виконаний згідно з винаходом пристрій 5 для замісу й екструзії встановлено на виході пристрою 4 для дозування і зважування, при цьому пристрій 5 для замісу й екструзії має у своєму складі два шнеки 5а, 5Ь (Фіг 2), які діють перпендикулярно один одному у ВІДПОВІДНИХ корпусах 5к, 5т Компоненти тіста 5d (борошно, сіль, цукор, дріжджі, вода тощо) традиційним способом підводять до наповнювального отвору 5с, де вони захоплюються черв'яком 5е першого шнека і транспортуються в осьовому напрямі в зону замісу, де переривається гвинт 5е шнека і забезпечені регульовані змішувальні лопатки 5f Корпус 5к переходить у конічну ділянку 5д у кінцевій зоні шнека, де також знову є гвинт шнека і де тісто ущільнюється Конічна ділянка показує зменшення внутрішнього діаметру до від близько 0,5 порівняно з 0,8 внутрішнього діаметру корпусу 5к Тісто перемішується від першого шнека 5а до другого шнека 5Ь у наступній зоні, швидкість обертання двох шнеків 5а і 5Ь може регулюватись незалежно За допомогою гвинта 5п другого шнека в цій перехідній зоні тісто піддається крутінню і деформації скручування, що повторюється, при цьому відбувається включення в тісто захопленого повітря, а потім тісто транспортується до екструзійного сопла 5і й, можливо, знову ущільнюється в соплі 5і з тим, щоб залишити вихід 5j у вигляді компактної порції 16 49921 14 тіста и під своєю вагою впасти на транспортувальну площину 11, підготовлену під нею Також можливо, що, замість падіння 5j порції тіста під своєю вагою, це падіння викликає ріжучий пристрій біля сопла 5і, причому цей ріжучий пристрій біля сопла 5і, окрім відділення порції тіста, разом з закриваючим пристроєм на вході в корпус 5д закриває корпус при зупинці шнеків ЗГІДНО З винаходом, транспортувальна площина 11 переважно нагрівається електроенергією, але також можливо, що транспортувальну площину 11 нагрівають у самій пекарській печі й тільки після цього розміщують у положення під пристроєм 5 для замісу й екструзії Транспортувальна площина переміщується по своїх власних направляючих 1а, на каркасі 1 установки, при цьому площина переміщується поворотно-поступно 11 d за допомогою приводу типу ланцюгового пристрою, ремінного приводу, тягової передачі або чогонебудь подібного 15 (Фіг1) між місцем 5 замісу й екструзії та пекарською піччю 13 Коли порція 16 тіста вкладається на транспортувальну площину 11, транспортувальна площина 11 переносить lid порцію тіста 16 до формуючого пристрою 6 (Фіг 3), формуючий пристрій 6 має у своєму складі раму 1Ь, при цьому рама 1 b утримує вертикально працюючий циліндр ба, поршень 6Ь циліндру ба підтримує держак 6с, до якого кріпиться пресувальна плита 6е, яка нагрівається, причому периферійне кільце 6п утримується на кільцях 6f держака 6с з можливістю ковзання 6j по вертикалі під проміжною дією працюючих на стискання пружин 6д Після опускання 6і пресувальної плити 6е на порцію 16 тіста вона розплющується до стану плоскої заготовки (коржа) 16а, яка має задану товщину Перед тим, як пресувальна плита 6е розплющить тісто 16, кільце 6п опирається об транспортувальну плиту 11 без запобігання подальшого опускання 6і пресувальної плити 6е, причому в цьому контексті палець 6f ковзає аксіальне в держаку 6с, і пружини 6д стискуються, при цьому тісто, яке витікає між пресувальною плитою 6е і транспортувальною площиною накопичується в проміжний ЩІЛИНІ 6к біля периферійного бортика Цей бортик формує бар'єр, який перешкоджає тому, щоб, зокрема, при розподіленні томатної пасти або інших рідких компонентів на заготовці 16а томатна паста або ІНШІ рідкі компоненти перетікали через край плоскої заготовки, крім того, цей бортик формує більшу опорну поверхню для механізму завантаження ковзанням і таким чином запобігає деформації плоскої заготовки при и заковзуванні в пекарську піч 13 Сформовану плоску заготовку 16а переносять 11 d під пристрій 7 для дозування томатної пасти і розподілення Цей пристрій згідно з винаходом має у своєму складі перистальтичний насос 7а, причому подавальна труба 7Ь, трубчата частина 7d насоса й випускна труба 7п утворюють разом з розподільником 7 і відгалуженнями 7і з вихідними соплами 7е легко замінний вузол Відгалуження 7і з вихідними соплами 7е розміщуються над заготовкою 16а так, щоб томатна паста розміщувалась у певних кількостях у деякі місця з рівномірним розподіленням по поверхні заготовки Розподілення 15 49921 цих кількостей здійснюється за допомогою повітряних сопел 7д, скоординованих з кожним випускним соплом 7е, при цьому повітряні сопла 7д по напорній магістралі 7f постачаються ПІД ТИСКОМ повітрям, придатним для харчового виробництва Всі гарнірувальні компоненти, включаючи томатне пюре, можуть бути попередньо пропорцюновані в піддонах або в пластикових (пузирчатих), плівках та можуть виливатися й доставлятися на заготовки ВІДПОВІДНИМИ механізмами 8,9 Зокрема, у випадку використання піддону з розподіленням на комірки немає потреби в розподільному пристрої В подальшому заготовка, розміщена на транспортувальній площині, проходить 11 d через ряд дозуючих пристроїв і розподільчих пристроїв 8, 9 або, ВІДПОВІДНО, розсіювальний пристрій 10 для гарнірувальних компонентів Спосіб згідно з винаходом забезпечує абсолютно гігієнічне зберігання й обробку гарнірувальних компонентів у ВІДПОВІДНОСТІ з правилами, прийнятими для харчових продуктів Для того щоб досягти цього, в даному винаході забезпечені два різних дозуючих пристрої 8 (Фіг 5) і 9 (Фіг 6), один дозуючий пристрій забезпечує можливість запечатування гарнірувальних компонентів 8Ь між двома шарами фольги 8с, можливо, в регульованій атмосфері, другий дозуючий пристрій забезпечує можливість запакування гарнірувальних компонентів 18а в пластикові піддони 18, при цьому формуються штабелі ПІДДОНІВ І в кожному випадку кришка піддону формується за допомогою вставленої донної частини наступного піддону Згідно З додатковим варіантом виконання винаходу окремі піддони можуть мати потрібний розмір, а можливо, й закруглену форму, і можуть містити комірки, щоб вони могли рівномірно розподіляти вміст на заготовці за допомогою нахилу піддону, цей спосіб також може використовуватись і для більш рідких гарнірувальних компонентів, таких як томатна паста, соуси й пюре Згідно зі ще одним варіантом виконання піддони можуть бути оснащені решіткою або ситом, з тим щоб добитися розподілення розміщуваних зверху компонентів за рахунок вібрації самого піддону В двох вищезгаданих випадках спеціальний розподільчий пристрій 10 не потрібен, а значить, також не потрібна заміна решіток або сит 10Ь Дозуючий пристрій 8 (Фіг 5) згідно з винаходом, до якого подають пузирчасті пластикові плівки 8а з гарніром, які розмотують із охолодженого накопичувального контейнера, містить односторонній або двосторонній живитель 8д Пузирчаста пластикова плівка 8а із запаяними в пузирі порціями 8Ь втягується за допомогою двох роликових механізмів 8f через односторонній або двосторонній живитель 8д, причому фактично таким чином, що кожен з роликових механізмів 8f відтягує 8п один із шарів 8с, які утворюють пузирчасту пластикову плівку 8а, за допомогою ВІДПОВІДНИХ роликів 8е, так що вміст 8Ь пузирів виливається вниз, у напрямі 8d, та або падає безпосередньо на заготовку 16а, або розподіляється на заготовці 16а за допомогою розподільчого пристрою 10, який знаходиться нижче, згідно з винаходом До дозуючого пристрою 9 згідно з винаходом 16 подають штабелі ПІДДОНІВ 18d, причому забезпечують зберігання цих штабелів 18d після видалення упаковки в охолоджених накопичувачах 9а, можливо запечатаними в регульованій атмосфері, при цьому штабелі 18d забирають із охолоджених накопичувачів 9а повзуном 9Ь, причому повзун 9Ь переміщується 9с за допомогою поршня 9d і ковзає 18Ь до місця 17 нахилу, де вміст виливається і падає вниз 18с, а порожній піддон 18 (одноразовий або повторно використовуваний) ковзає далі в накопичувальний контейнер 17а для порожніх ПІДДОНІВ За використання дозуючих і розподільчих пристроїв 9, коли гарнірувальні компоненти попередньо пропорцюновані в піддонах, ці піддони можуть бути вже штабельовані в нахиленому положенні, яке уможливлює розподіл за допомогою розподільного пристрою для ПІДДОНІВ У цьому випадку вміст піддону буде падати на піцу або на розподільчий пристрій 10, як тільки піддон відкриватиметься Безумовно, в цьому випадку під місцем 17 нахилу й спорожнення над заготовкою 16а також може бути встановлено відомий розподільчий пристрій або розподільчий пристрій 10 згідно з винаходом Розподільчий пристрій згідно з винаходом має у своєму складі вібраційний держак 10а, причому в держак 10а з можливістю заміни легко може бути встановлена решітка і/або сито 10Ь, ці вставки 10Ь можуть мати різноманітну форму, причому вони можуть бути відрегульовані по розміру шматків гарнірувальних компонентів і по діаметру заготовки, і можуть замінюватись одноразовим або багаторазовим способом із збереженням ГІГІЄНІЧНИХ умов В залежності від замовлення (за індивідуальним бажанням) на плоску заготовку 16а також може бути нанесена множина певних компонентів або може бути забезпечене и проходження через декілька дозуючих місць 8,9 Дозуюче місце 9, яке постачається штабелями ПІДДОНІВ 18d, придатне для того, щоб, наприклад, декілька штабелів ПІДДОНІВ 18d були забезпечені різним вмістом 18а і щоб заготовка 16а покривалась декількома гарнірувальними компонентами під одним із таких дозуючих місць 9 У цьому випадку необхідно, щоб для окремих штабелів ПІДДОНІВ 18d були забезпечені транспортувальні елементи, при цьому транспортувальні елементи переміщують або забезпечують падіння 18е бажаних компонентів із самого нижнього піддона штабеля, який знаходиться в робочій зоні повзуна 9Ь Така конструкція дає можливість створити готову установку більш компактною і додатково скоротити час проходження наскрізного руху 11 d заготовки 16а, так же, як і загальний час приготування Нарешті, транспортувальна площина 11 досягає вхідного отвору 13а (Фіг 7) пекарської печі 13 після гарнірування заготовки 16а у ВІДПОВІДНОСТІ З індивідуальним замовленням, причому протягом робочої стадії транспортувальної площини 11 заготовка, крім того, теж підігрівається Згідно з винаходом транспортувальна площина 11 може переміщуватися в піч, і піцу знімають з неї у випіч 17 49921 ній камері, або транспортувальна площина 11 може затримуватися в печі 13 разом із піцою 16а протягом процесу випікання й може нагріватись в печі 13, причому вона залишає піч 13 тільки при надходженні наступного замовлення або, згідно з винаходом, на транспортувальній площині 11 може бути встановлено пристрій На вводу піци, причому пристрій Па вводу піци розташовується у положенні вводу за допомогою циліндра 12, при цьому кінець поршневого штока циліндра 12 обладнаний ВІДПОВІДНИМ запірним пристроєм 12а, який приводить у дію пристрій вводу піци і забезпечує ковзання 11с піци 16а в нагріванні 16Ь по транспортувальній площині 11 через ввідний тунель 13а нижче отвору поворотних дверцят 13е в зону випікання, де й залишається лежати піца Потім пристрій На вводу відводиться назад 11с Відкривання і закривання поворотних дверцят 13е згідно з винаходом здійснюється за допомогою двох пальців, які виступають із бокової сторони транспортувальної площини в передньому напрямі, при цьому пальці відкривають поворотні дверцята 13 до зони 13с випікання при ПІДХОДІ транспортувальної площини 11 до ввідного отвору 13а, причому пальці забезпечують можливість вільного закриття поворотних дверцят після того, як транспортувальна площина 11 залишить згадане положення Витягування 16с спеченої піци 16а може бути здійснене звичайним способом, причому згідно з винаходом, піца може бути видалена знову за допомогою транспортувальної площини 11 через ввідний отвір 13а, або через другий ВІДВІДНИЙ отвір 13Ь, розміщений на одній лінії з першим отвором або з уступом, наприклад, під кутом 90° відносно першого отвору, за допомогою свого власного видаляючого пристрою 14 Цей видаляючий пристрій 14 згідно з винаходом має у своєму складі виймаючу решітку 14Ь, яка може ковзати 14d за допомогою циліндра 14д по направляючих 14а і має вигнуті догори бокові кромки, причому бокові кромки вищі порівняно з висотою піци 16а і відкривають поворотні дверцята 13и при введенні Решітка 14Ь ковзає під випечену піцу 16а і витягується 14d разом з піцою через ВІДВІДНИЙ отвір (тунель) 13Ь, при цьому поворотні дверцята 13и знову автоматично переміщуються у закрите положення Потім виймаюча решітка 14d повертається догори 14е по 18 несучій осі 14f, за рахунок чого випечена піца висковзує 16с і потрапляє на підготовлене блюдо або на контейнер, який виймають Поворотний рух решітки 14Ь, яку виймають, безумовно, також може бути виконаний у бокових напрямках Всі деталі пекарської печі 13 згідно з винаходом, які контактують з піцою 16а, і всі деталі, які утворюють випічну камеру 13с, а також ввідний отвір (тунель) 13а і ВІДВІДНИЙ отвір (тунель) 13Ь, являють собою пористі керамічні деталі, які вентилюються Зокрема, опора 13d для піци 16а у випічній камері вентилюється згідно з винаходом за допомогою повітряних камер (ппокаустів) 13f Ця конструкція забезпечує безперервне поглинання пари через пористі облицювальні елементи й опорні елементи, і їх видалення назовні, практика показує, що ці пористі матеріали й конструкція згідно з винаходом з опорою 13d, яка вентилюється знизу, з тунелем 13а для введення й тунелем ІЗЬдля видалення, а також керамічними поворотними дверцятами 13е, 13и забезпечують випічку такої піци, яка має смак традиційної піци, випеченої в печі на деревному вугіллі Крім того, відмічено, що, зокрема, поворотні дверцята 13е, 13и, виготовлені з кераміки, а також всі ІНШІ керамічні деталі не піддаються дії ХІМІЧНО агресивної пари або кислотомістких бризок (томатної пасти) Безумовно, поворотні дверцята також можуть бути замінені дверцятами, які направляються по вертикалі, крім того, пекарська піч може бути сконструйована з двома або більше місцями випікання, розміщеними послідовно один за одним або які знаходяться одне над одним, а подача до них може забезпечуватись за допомогою виробничих ЛІНІЙ, розміщених паралельно одна одній, одна над одною, або розміщених у різних напрямах або по колу, пекарська піч також може бути розміщена із забезпеченням її рухомості між виробничими ЛІНІЯМИ Ще одна ознака пекарської печі згідно з винаходом полягає в тому, що випічна камера наближена за розміром до виробів, які випікаються, а повітряний обмін в зоні 13с випікання здійснюється повітрям, попередньо нагрітим у ввідному тунелі 13а або, ВІДПОВІДНО, в тунелі 13Ь для видалення ВІДПОВІДНО протягом вводу або протягом видалення заготовки 16а 19 49921 ФІГ. 1 20 21 49921 1a 22 6І Фіг. З 23 49921 8d 24 1c 1 Фіг. 5 9a 1Bc 7 18b 9b 9d Фіг. 6 9c 25 49921 26 13е 13а 1 2 16c Фіг. 7 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mechanical and automatic producing of flat dough bases and/or pizzas (variants)
Назва патенту російськоюСпособ механизированного и автоматизированного производства плоской выпечки и/или пиццы (варианты)
МПК / Мітки
МПК: A21D 13/00, A21C 13/00, A21C 9/00, A21B 5/00
Мітки: варіанти, механізованого, випічки, плоскої, автоматизованого, виробництва, спосіб, піци
Код посилання
<a href="https://ua.patents.su/13-49921-sposib-mekhanizovanogo-ta-avtomatizovanogo-virobnictva-plosko-vipichki-i-abo-pici-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованого та автоматизованого виробництва плоскої випічки і/або піци (варіанти)</a>
Спосіб виготовлення піци
Номер патенту: 35898
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: піци, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення піци, який передбачає процеси виготовлення заготовки з тіста, нанесення на поверхню заготовки начинки з твердого сиру і запікання в печі, який відрізняється тим, що до начинки додають ріпчасту цибулю і плоди оливи при такому співвідношенні компонентів, від загальної маси %:сир твердий 25,3-35,0 ріпчаста цибуля 7,0-9,5консервовані плоди оливи ...
Спосіб виготовлення піци
Номер патенту: 35900
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, піци, виготовлення
Формула / Реферат:
Спосіб виготовлення піци, в якому формують заготівку з тіста, зволожують її поверхню томатним соусом, наносять на зволожену поверхню заготівки начинку з подрібнених цибулі та твердого сиру, та випікають, який відрізняється тим, що до начинки піци додатково додають нарізані шматки курки та плоди оливи, які послідовно розміщують на попередньо нанесені на поверхню заготовки подрібнених твердого сиру і цибулі, при такому ваговому...
Спосіб виготовлення піци
Номер патенту: 35848
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: виготовлення, піци, спосіб
Формула / Реферат:
1. Спосіб виготовлення піци, який передбачав приготування заготовки з тіста, її змащування, нанесення на її поверхню начинки з подрібнених твердого сиру та ріпчастої цибулі, з наступним запіканням у печі, який відрізняється тим, що перед запіканням заготовки в печі її поверхню змащують томатним соусом, а до начинки додають попередньо відокремлені від рідини нарізані кубиками консервовані ананаси при такому співвідношенні компонентів, мас...
Спосіб виготовлення піци
Номер патенту: 35872
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, піци, виготовлення
Текст:
...на 35872 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________...
Спосіб виготовлення тістових відкритих виробів, переважно піци
Номер патенту: 47208
Опубліковано: 17.06.2002
Автор: Зархін Марк Григорович
МПК: A21D 8/04
Мітки: переважно, виготовлення, піци, тістових, спосіб, виробів, відкритих
Формула / Реферат:
Спосіб виготовлення тістових відкритих виробів, переважно піци, шляхом змішування муки з інгредієнтами, виброджування тіста, зважування та формування порції, насипання начинки на тісто і випічки, який відрізняється тим, що до насипання начинки, впродовж 20-30 хв., при температурі Т=19-28°С проводять розстойку тіста, рівномірно розташованого по поверхні металевої тістоформи.
Попередній патент: Осьовий вентилятор
Наступний патент: Газоаналізатор
Випадковий патент: Спосіб визначення типів мікроциркуляції крові