Спосіб оснащення листів еластизованими областями й лист, отриманий цим способом
Формула / Реферат
1. Спосіб оснащення листа на основі термопластичного полімеру для підгузка одноразового використання на відстані від зовнішньої крайки цього листа еластизованою областю, виконаною з можливістю розтягування й стягування в напрямку товщини листа, шляхом використання нерухомого й рухомого формувальних блоків, кожний з яких має формувальні лопаті, який відрізняється тим, що
формувальні лопаті розміщують таким чином, що проекції форм їхніх поперечних перерізів на лист утворені подібними кривими лініями й/або подібними вигнутими лініями, розташованими навколо центра подоби, при цьому зазначені формувальні лопаті проходять у напрямку товщини листа від нерухомого й рухомого формувальних блоків з можливістю бути вставленими одні в одні, але не приходити в контакт одні з одними, при цьому спосіб також включає етап розміщення листа між нерухомим і рухомим формувальними блоками; і
етап розтягування листа, на якому формувальні лопаті нерухомого й рухомого формувальних блоків вставляють одні у одні для розтягування листа між віддаленими кінцями кожної пари суміжних формувальних лопатей.
2. Спосіб за п. 1, відповідно до якого на етапі розтягування листа формувальні лопаті втримують у взаємно вставленому стані протягом заданого проміжку часу.
3. Спосіб за п. 2, відповідно до якого на етапі розтягування листа формувальні лопаті втримують у взаємно вставленому стані протягом заданого проміжку часу при температурі, меншій від температури плавлення листа на основі термопластичного полімеру, але більшій, ніж температура навколишнього середовища.
4. Спосіб за будь-яким з пп. 1-3, відповідно до якого після розміщення лист фіксують у напрямку його товщини між нерухомим і рухомим формувальними блоками в зовнішній області, що проходить навколо області, у якій розташовані віддалені кінці формувальних лопатей, і/або центральної області, обмеженої областю, у якій розташовані віддалені кінці формувальних лопатей.
5. Спосіб за будь-яким з пп. 1-4, відповідно до якого лист оснащений частковою областю, в якій при вставлянні формувальних лопатей одних у одні глибина вставляння безперервно змінюється.
6. Лист на основі термопластичного полімеру, оснащений еластизованою областю відповідно до способу за будь-яким з пп. 1 - 5, який містить плівки на основі термопластичного полімеру й/або волокнисті неткані матеріали на основі термопластичного полімеру.
7. Лист за п. 6, у якому плівки й/або неткані матеріали виконані еластичними.
8. Лист за будь-яким з п. 6 або 7, який містить шаруватий лист, що включає принаймні два типи плівок і нетканих матеріалів відповідно.
Текст
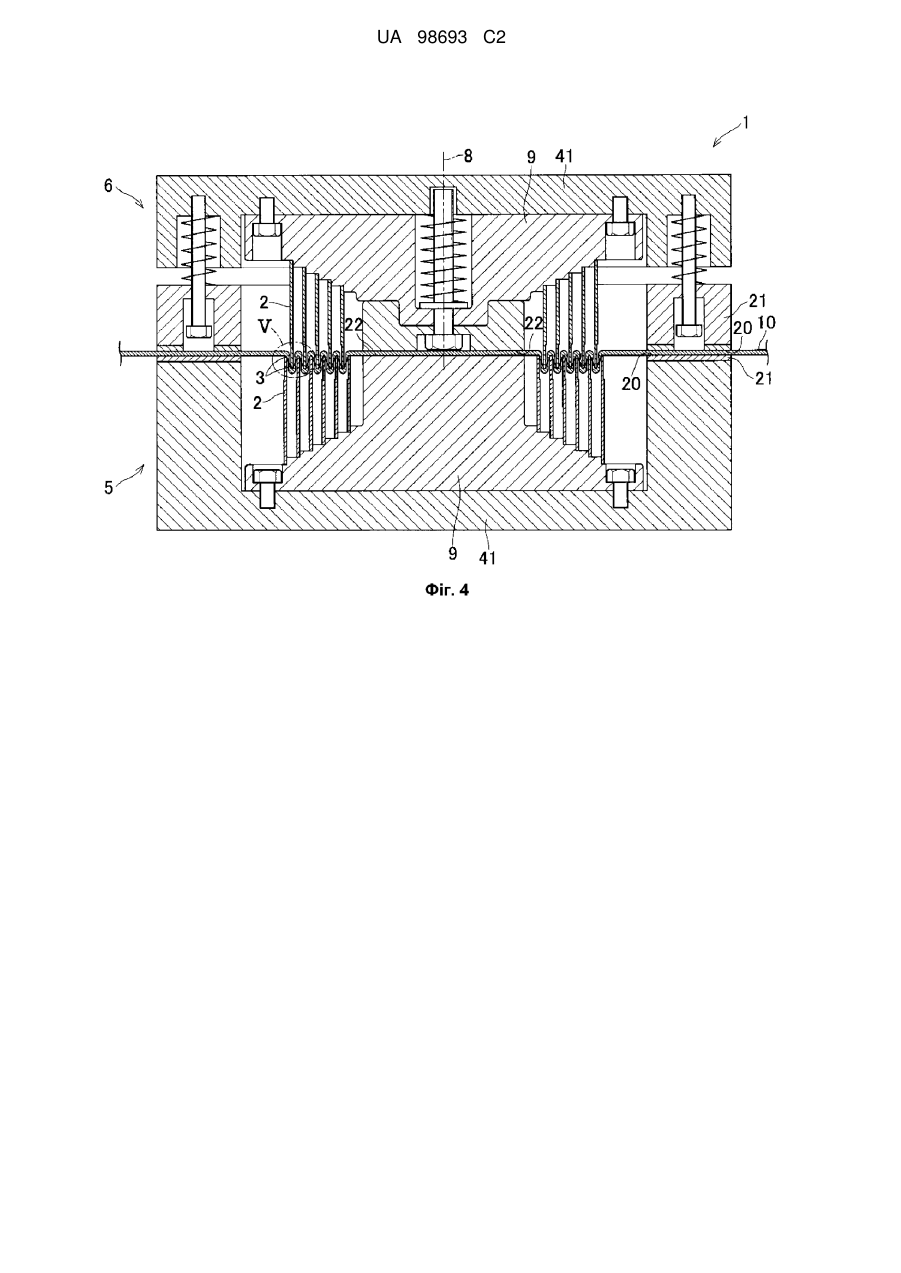
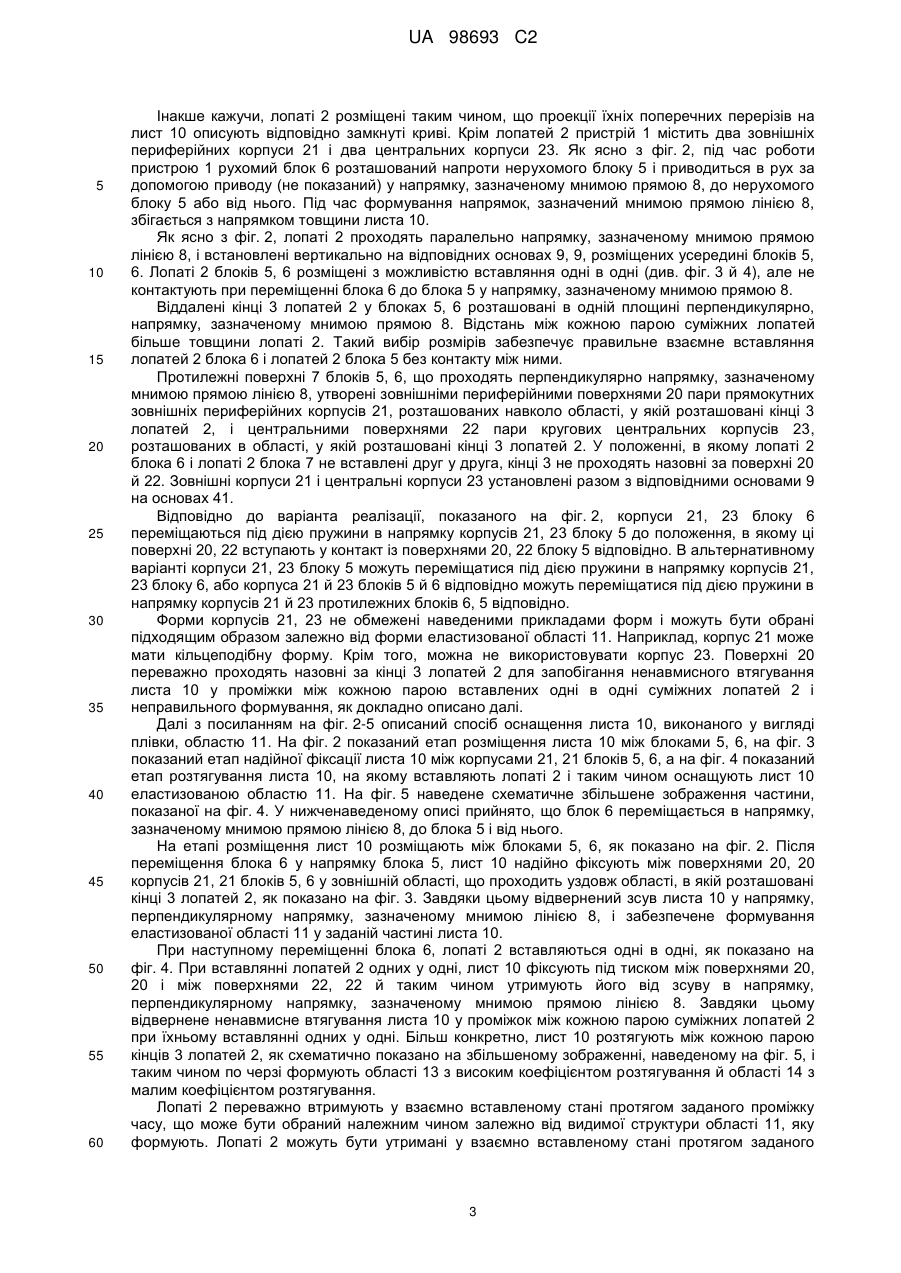
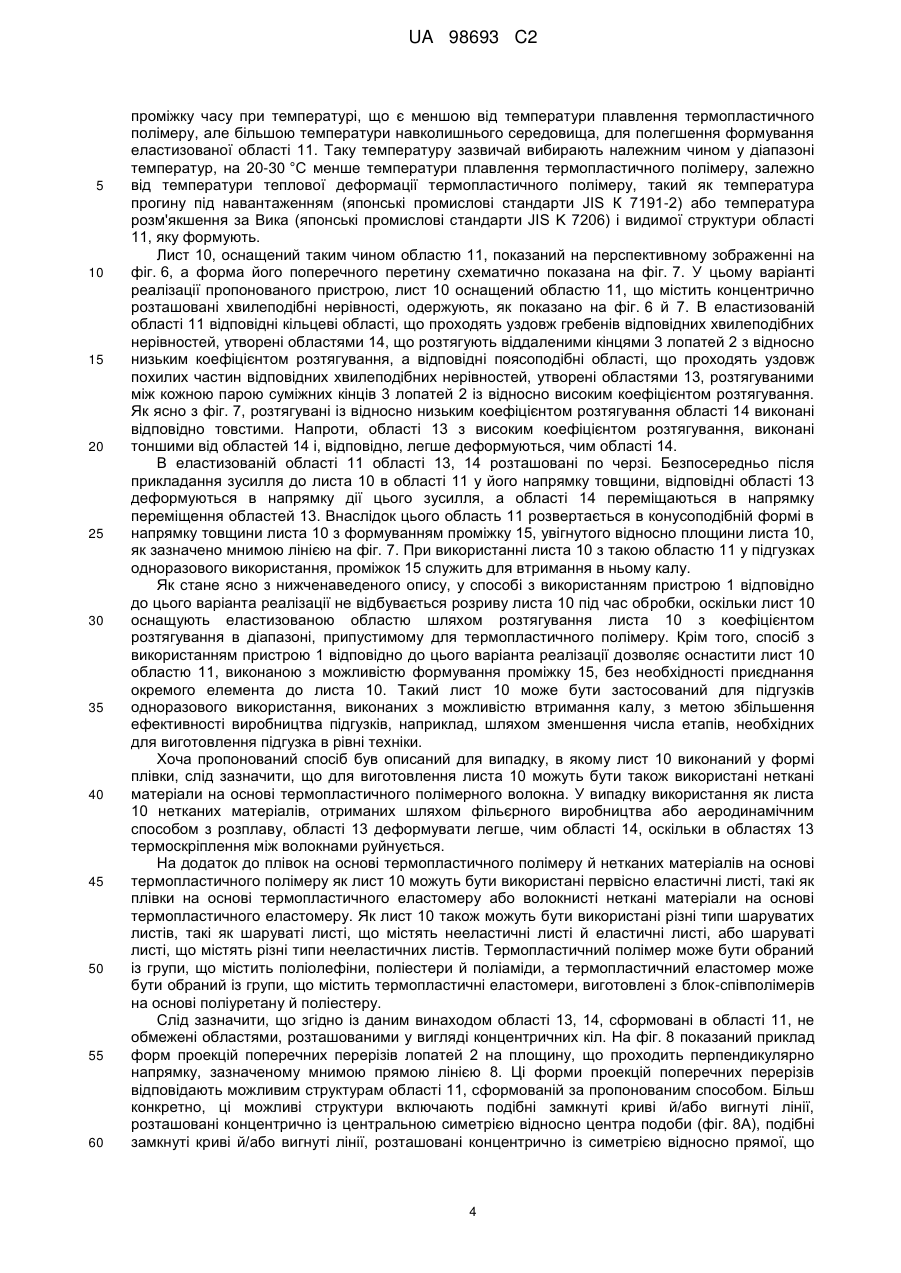
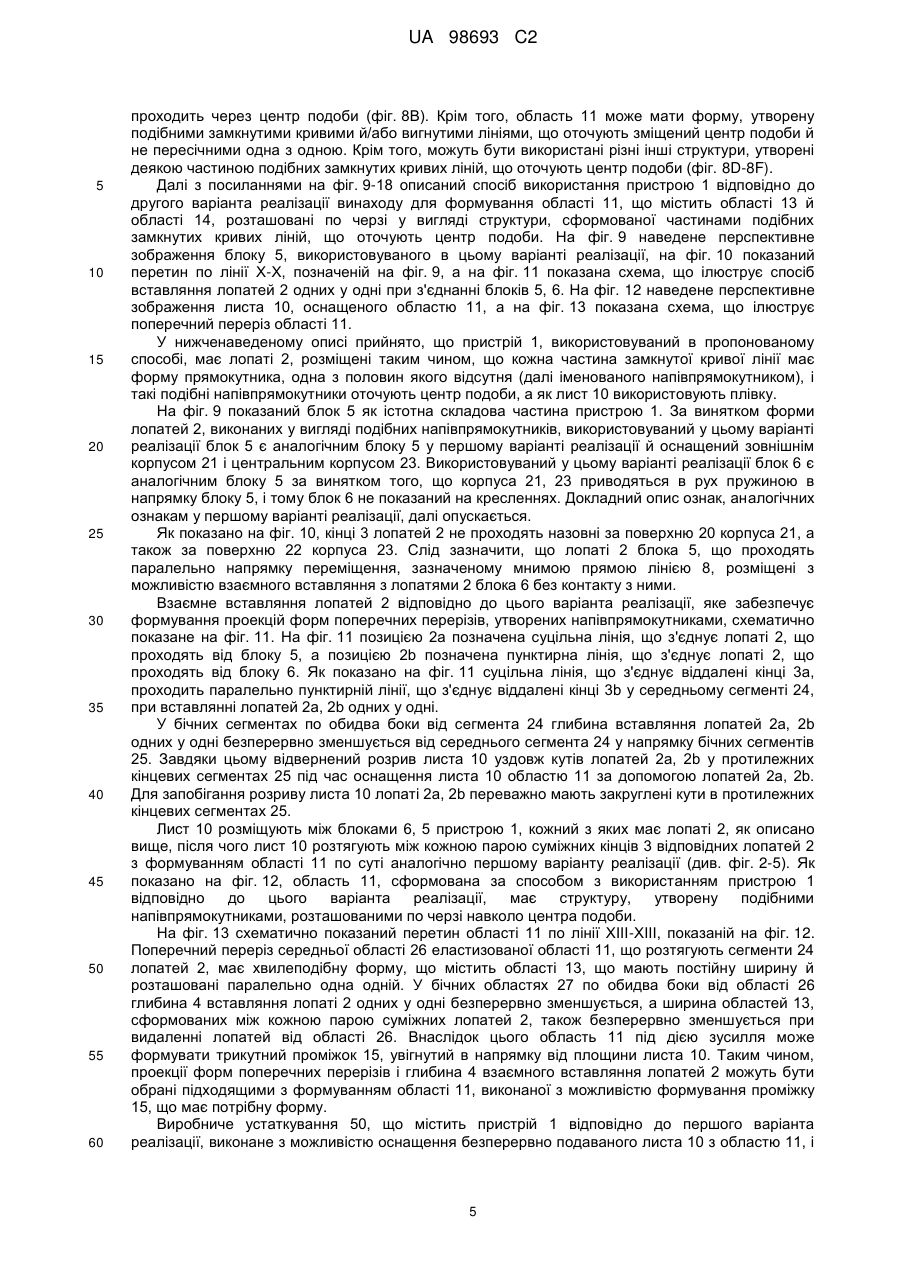
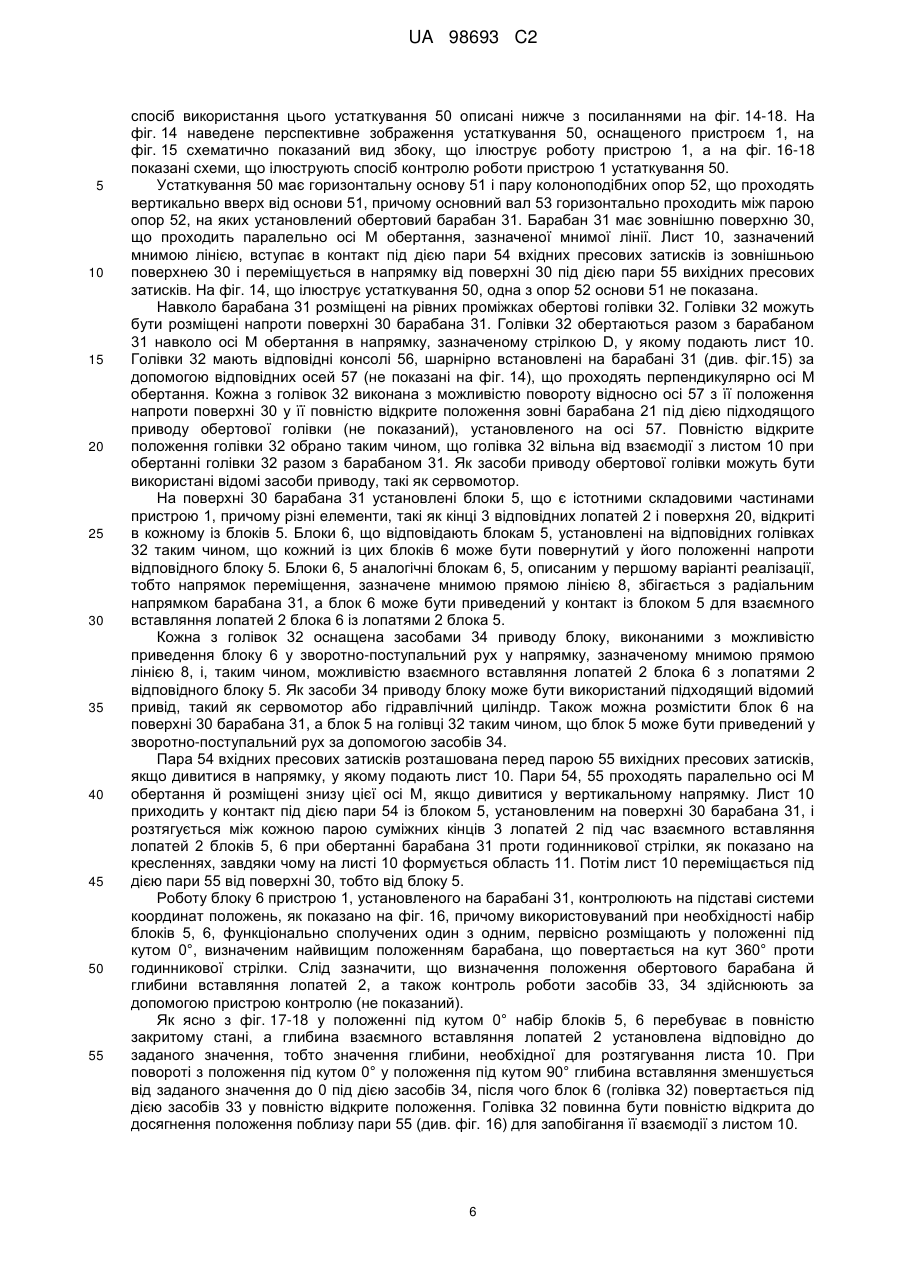
Реферат: Заявлено спосіб оснащення листа на основі термопластичного полімеру для підгузка одноразового використання на відстані від зовнішньої крайки цього листа еластизованою областю, виконаною з можливістю розтягування й стягування в напрямку товщини листа, шляхом використання нерухомого й рухомого формувальних блоків, кожний з яких має формувальні лопаті. Формувальні лопаті розміщують таким чином, що проекції форм їхн іх поперечних перерізів на лист утворені подібними кривими лініями й/або подібними вигнутими лініями, розташованими навколо центра подоби. Зазначені формувальні лопаті проходять у напрямку товщини листа від нерухомого й рухомого формувальних блоків з можливістю бути вставленими одні в одні, але не приходити в контакт одні з одними. Спосіб також включає етап розміщення листа між нерухомим і рухомим формувальними блоками; і етап розтягування листа, на якому формувальні лопаті нерухомого й рухомого формувальни х блоків вставляють одні у одні для розтягування листа між віддаленими кінцями кожної пари суміжних формувальних лопатей. UA 98693 C2 (12) UA 98693 C2 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід у цілому відноситься до способу оснащення листів на основі термопластичного полімеру еластизованими областями, виконаними з можливістю розтягування й стягування в їхніх напрямках товщини, і до листів, отриманих за цим способом. В JP2000-342625A розкритий вологопроникний внутрішній лист, призначений для виробу, що поглинає тілесну рідину, і оснащений у необхідній частині еластизованою областю, виконаною з можливістю розтягування й стягування у вертикальному напрямку відносно площини листа. Ця еластизована область утворена складками у вигляді розбіжних ліній, що проходять від зовнішньої області в напрямку центральної області. Відповідно до опису JP2000342625A в еластизованій області не формуються небажані тонкі складки, завдяки чому користувачі не відчувають дискомфорту. Крім того, цей лист може бути використаний для виготовлення підгузка одноразового використання, оскільки еластизована область формує ввігнуту поверхню, виконану з можливістю прийому й утримання калу. ПАТЕНТНИЙ ДОКУМЕНТ 1: JP2000-342625A. Еластизована область, розкрита в JP2000-342625A, може бути отримана шляхом обробки листа за допомогою зубчастого механізму. Однак виконуване при цьому протягання може бути пов'язане з такими недоліками, як заїдання й розрив листа внаслідок заїдання зубчастих коліс. Через зазначені недоліки основною задачею даного винаходу є створення, по-перше, способу оснащення листів еластизованими областями, виконаними з можливістю розтягування й стягування в напрямках товщини листів, який не має вищевказаних недоліків і, по-друге - листа, виготовленого за цим способом. Згідно із даним винаходом вищевказана задача вирішена завдяки створенню способу оснащення листа на основі термопластичного полімеру на відстані від його зовнішньої крайки еластизованою областю, виконаною з можливістю розтягування й стягування в напрямку товщини листа, шляхом використання нерухомого й рухомого формувальних блоків, кожен з яких має формувальні лопаті, при цьому зазначений спосіб відрізняється тим, що формувальні лопаті розміщені таким чином, що проекції їхніх поперечних перерізів на лист утворені подібними кривими й/або вигнутими лініями, розташованими навколо центра подоби, причому зазначені формувальні лопаті проходять у напрямку товщини листа від нерухомого й рухомого формувальних блоків з можливістю бути вставленими одні у одні, але не приходити в контакт одні з одними, а спосіб включає етап розміщення листа між нерухомим і рухомим формувальними блоками й етап вставляння формувальних лопатей нерухомого й рухомого блоків друг у друга для розтягування листа між віддаленими кінцями кожної пари суміжних формувальних лопатей. Використовувані в даному описі терміни "криві й/або вигнуті лінії" включають замкнуті криві й/або вигнуті лінії (тобто криві й/або вигнуті лінії, що не мають початкових і кінцевих точок) і частини кривих й/або вигнутих ліній (тобто криві й/або вигнуті лінії, що мають початкові й кінцеві точки). Відповідно до пропонованого способу формувальні лопаті переважно втримують у взаємно вставленому стані протягом заданого проміжку часу. В альтернативному варіанті формувальні лопаті переважно втримують у взаємно вставленому стані протягом заданого проміжку часу при температурі, меншої температури плавлення листа на основі термопластичного полімеру, але більшої температури навколишнього середовища (японські промислові стандарти JIS K 6900, від 15 до 35(С). Після розміщення лист переважно фіксують у напрямку його товщини між нерухомим і рухомим формувальними блоками в зовнішній області, що проходить навколо області, у якій розташовані віддалені кінці формувальних лопатей, і/або центральної області, обмеженою областю, у якій розташовані віддалені кінці формувальних лопатей. Крім того, лист може бути оснащений частковою областю, у якій при вставлянні формувальних лопатей одних у одні глибина вставляння безперервно змінюється. Для виготовлення листа на основі термопластичного полімеру, оброблюваного за пропонованим способом, використовують плівку на основі термопластичного полімеру й/або волокнистий нетканий матеріал на основі термопластичного полімеру. Хоча в деяких випадках терміни "лист" й "плівка" розрізняють залежно від товщини, в описі даного винаходу терміни "лист" й "плівка" не розрізняються залежно від товщини, а термін "лист" включає як плівку, так і нетканий матеріал. Згідно із даним винаходом можуть бути використані як плівки, так і неткані матеріали, яким властива еластичність. Лист на основі термопластичного полімеру може містити шаруватий лист, що містить принаймні два типи плівок і нетканих матеріалів відповідно. Спосіб згідно із даним винаходом включає етап вставляння формувальних лопатей одних у одні з формуванням еластизованої області. Таким чином, пропонований спосіб усуває недолік, пов'язаний із взаємодією зубчастих валів. Крім того, глибина вставляння формувальних лопатей може бути обрана таким чином, щоб розтягувати лист без розриву. 1 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 60 Формувальні лопаті можуть бути утримані у взаємно вставленому стані протягом заданого проміжку часу при нагріванні або у відсутності нагрівання для полегшення формування еластизованої області. Лист може бути зафіксований у напрямку його товщини в зовнішній області, що проходить навколо області, у якій розташовані віддалені кінці формувальних лопатей, і/або в центральній області, обмеженій областю, у якій розташовані віддалені кінці формувальних лопатей, для запобігання провисання листа між кожною парою суміжних формувальних лопатей при вставлянні їх одних у одні. Крім того, може бути сформована часткова область, у якій при розтягуванні еластизованої області в напрямку товщини листа глибина вставляння безперервно змінюється для відповідної зміни форми еластизованої області. У випадку якщо проекціями форм поперечних перерізів формувальних лопатей на лист є частини замкнутих кривих ліній, як описано вище, глибина взаємного вставляння в початкових і кінцевих точках такої форми може бути обрана відносно малою для запобігання розриву листа поблизу цих точок. На фіг. 1 показане перспективне зображення формувального пристрою у відкритому положенні. На фіг. 2 показана схема, що ілюструє етап розміщення листа між нерухомим і рухомим формувальними блоками. На фіг. 3 показана схема, що ілюструє етап фіксації листа між парою зовнішніх периферійних корпусів. На фіг. 4 показана схема, що ілюструє етап оснащення листа еластизованою областю. На фіг. 5 наведене збільшене зображення істотної частини, показаної на фіг. 4. На фіг. 6 показане перспективне зображення листа, оснащеного еластизованою областю. На фіг. 7 показана схема, що ілюструє форму поперечного перетину листа, оснащеного еластизованою областю. На фіг. 8 показана схема, що ілюструє форми поперечних перерізів формувальних лопатей. На фіг. 9 показане перспективне зображення нерухомого формувального блоку в пристрої відповідно до другого варіанта реалізації винаходу. На фіг. 10 показаний перетин по лінії Х-Х, позначеній на фіг. 9. На фіг. 11 показана схема, що ілюструє спосіб вставляння одних у одні формувальних лопатей, використовуваних у способі відповідно до другого варіанта реалізації винаходу. На фіг. 12 показане перспективне зображення листа, отриманого за способом із використанням пристрою відповідно до другого варіанта реалізації винаходу. На фіг. 13 показана схема, що ілюструє форму поперечного перетину еластизованої області, сформованої в листі за допомогою способу з використанням пристрою відповідно до другого варіанта реалізації винаходу. На фіг. 14 показане перспективне зображення виробничого устаткування, оснащеного формувальним пристроєм. На фіг. 15 показана схема, що ілюструє роботу виробничого устаткування. На фіг. 16 показана схема, що ілюструє спосіб контролю роботи виробничого устаткування. На фіг. 17 показана схема, що ілюструє спосіб контролю роботи виробничого устаткування. На фіг. 18 показана схема, що ілюструє спосіб контролю роботи виробничого устаткування. ПОЗНАЧЕННЯ НА КРЕСЛЕННЯХ 2 формувальна лопать 3 віддалений кінець формувальної лопаті 4 глибина вставляння 5 рухомий формувальний блок 6 нерухомий формувальний блок 8 напрямок переміщення, зазначений мнимою прямою лінією (напрямок товщини листа) 10 лист на основі термопластичного полімеру 11 еластизована область 12 зовнішня периферійна крайка Нижче наведений опис із посиланнями на фіг. 1-5 способу оснащення термопластичного полімерного листа 10 (іменованого надалі листом 10) еластизованою областю 11 шляхом використання формувального пристрою 1 відповідно до першого варіанта реалізації даного винаходу, який оснащений формувальними лопатями 2, розміщеними у вигляді концентричних окружностей. На фіг. 1 показане перспективне зображення пристрою 1 у відкритому стані, а на фіг. 2 наведений перетин по лінії ІІ-ІІ, позначений на фіг. 1, на якому показані розміщені один напроти одного нерухомий формуючий блок 5 і рухомий формуючий блок 6. Як показано на фіг. 1, пристрій 1 містить нерухомий блок 5 і рухомий блок 6, кожен з яких оснащений лопатями 2, розміщеними відповідно у вигляді концентричних окружностей. 2 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 60 Інакше кажучи, лопаті 2 розміщені таким чином, що проекції їхніх поперечних перерізів на лист 10 описують відповідно замкнуті криві. Крім лопатей 2 пристрій 1 містить два зовнішніх периферійних корпуси 21 і два центральних корпуси 23. Як ясно з фіг. 2, під час роботи пристрою 1 рухомий блок 6 розташований напроти нерухомого блоку 5 і приводиться в рух за допомогою приводу (не показаний) у напрямку, зазначеному мнимою прямою 8, до нерухомого блоку 5 або від нього. Під час формування напрямок, зазначений мнимою прямою лінією 8, збігається з напрямком товщини листа 10. Як ясно з фіг. 2, лопаті 2 проходять паралельно напрямку, зазначеному мнимою прямою лінією 8, і встановлені вертикально на відповідних основах 9, 9, розміщених усередині блоків 5, 6. Лопаті 2 блоків 5, 6 розміщені з можливістю вставляння одні в одні (див. фіг. 3 й 4), але не контактують при переміщенні блока 6 до блока 5 у напрямку, зазначеному мнимою прямою 8. Віддалені кінці 3 лопатей 2 у блоках 5, 6 розташовані в одній площині перпендикулярно, напрямку, зазначеному мнимою прямою 8. Відстань між кожною парою суміжних лопатей більше товщини лопаті 2. Такий вибір розмірів забезпечує правильне взаємне вставляння лопатей 2 блока 6 і лопатей 2 блока 5 без контакту між ними. Протилежні поверхні 7 блоків 5, 6, що проходять перпендикулярно напрямку, зазначеному мнимою прямою лінією 8, утворені зовнішніми периферійними поверхнями 20 пари прямокутних зовнішніх периферійних корпусів 21, розташованих навколо області, у якій розташовані кінці 3 лопатей 2, і центральними поверхнями 22 пари кругових центральних корпусів 23, розташованих в області, у якій розташовані кінці 3 лопатей 2. У положенні, в якому лопаті 2 блока 6 і лопаті 2 блока 7 не вставлені друг у друга, кінці 3 не проходять назовні за поверхні 20 й 22. Зовнішні корпуси 21 і центральні корпуси 23 установлені разом з відповідними основами 9 на основах 41. Відповідно до варіанта реалізації, показаного на фіг. 2, корпуси 21, 23 блоку 6 переміщаються під дією пружини в напрямку корпусів 21, 23 блоку 5 до положення, в якому ці поверхні 20, 22 вступають у контакт із поверхнями 20, 22 блоку 5 відповідно. В альтернативному варіанті корпуси 21, 23 блоку 5 можуть переміщатися під дією пружини в напрямку корпусів 21, 23 блоку 6, або корпуса 21 й 23 блоків 5 й 6 відповідно можуть переміщатися під дією пружини в напрямку корпусів 21 й 23 протилежних блоків 6, 5 відповідно. Форми корпусів 21, 23 не обмежені наведеними прикладами форм і можуть бути обрані підходящим образом залежно від форми еластизованої області 11. Наприклад, корпус 21 може мати кільцеподібну форму. Крім того, можна не використовувати корпус 23. Поверхні 20 переважно проходять назовні за кінці 3 лопатей 2 для запобігання ненавмисного втягування листа 10 у проміжки між кожною парою вставлених одні в одні суміжних лопатей 2 і неправильного формування, як докладно описано далі. Далі з посиланням на фіг. 2-5 описаний спосіб оснащення листа 10, виконаного у вигляді плівки, областю 11. На фіг. 2 показаний етап розміщення листа 10 між блоками 5, 6, на фіг. 3 показаний етап надійної фіксації листа 10 між корпусами 21, 21 блоків 5, 6, а на фіг. 4 показаний етап розтягування листа 10, на якому вставляють лопаті 2 і таким чином оснащують лист 10 еластизованою областю 11. На фіг. 5 наведене схематичне збільшене зображення частини, показаної на фіг. 4. У нижченаведеному описі прийнято, що блок 6 переміщається в напрямку, зазначеному мнимою прямою лінією 8, до блока 5 і від нього. На етапі розміщення лист 10 розміщають між блоками 5, 6, як показано на фіг. 2. Після переміщення блока 6 у напрямку блока 5, лист 10 надійно фіксують між поверхнями 20, 20 корпусів 21, 21 блоків 5, 6 у зовнішній області, що проходить уздовж області, в якій розташовані кінці 3 лопатей 2, як показано на фіг. 3. Завдяки цьому відвернений зсув листа 10 у напрямку, перпендикулярному напрямку, зазначеному мнимою лінією 8, і забезпечене формування еластизованої області 11 у заданій частині листа 10. При наступному переміщенні блока 6, лопаті 2 вставляються одні в одні, як показано на фіг. 4. При вставлянні лопатей 2 одних у одні, лист 10 фіксують під тиском між поверхнями 20, 20 і між поверхнями 22, 22 й таким чином утримують його від зсуву в напрямку, перпендикулярному напрямку, зазначеному мнимою прямою лінією 8. Завдяки цьому відвернене ненавмисне втягування листа 10 у проміжок між кожною парою суміжних лопатей 2 при їхньому вставлянні одних у одні. Більш конкретно, лист 10 розтягують між кожною парою кінців 3 лопатей 2, як схематично показано на збільшеному зображенні, наведеному на фіг. 5, і таким чином по черзі формують області 13 з високим коефіцієнтом розтягування й області 14 з малим коефіцієнтом розтягування. Лопаті 2 переважно втримують у взаємно вставленому стані протягом заданого проміжку часу, що може бути обраний належним чином залежно від видимої структури області 11, яку формують. Лопаті 2 можуть бути утримані у взаємно вставленому стані протягом заданого 3 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 60 проміжку часу при температурі, що є меншою від температури плавлення термопластичного полімеру, але більшою температури навколишнього середовища, для полегшення формування еластизованої області 11. Таку температуру зазвичай вибирають належним чином у діапазоні температур, на 20-30 °C менше температури плавлення термопластичного полімеру, залежно від температури теплової деформації термопластичного полімеру, такий як температура прогину під навантаженням (японські промислові стандарти JIS К 7191-2) або температура розм'якшення за Вика (японські промислові стандарти JIS K 7206) і видимої структури області 11, яку формують. Лист 10, оснащений таким чином областю 11, показаний на перспективному зображенні на фіг. 6, а форма його поперечного перетину схематично показана на фіг. 7. У цьому варіанті реалізації пропонованого пристрою, лист 10 оснащений областю 11, що містить концентрично розташовані хвилеподібні нерівності, одержують, як показано на фіг. 6 й 7. В еластизованій області 11 відповідні кільцеві області, що проходять уздовж гребенів відповідних хвилеподібних нерівностей, утворені областями 14, що розтягують віддаленими кінцями 3 лопатей 2 з відносно низьким коефіцієнтом розтягування, а відповідні поясоподібні області, що проходять уздовж похилих частин відповідних хвилеподібних нерівностей, утворені областями 13, розтягуваними між кожною парою суміжних кінців 3 лопатей 2 із відносно високим коефіцієнтом розтягування. Як ясно з фіг. 7, розтягувані із відносно низьким коефіцієнтом розтягування області 14 виконані відповідно товстими. Напроти, області 13 з високим коефіцієнтом розтягування, виконані тоншими від областей 14 і, відповідно, легше деформуються, чим області 14. В еластизованій області 11 області 13, 14 розташовані по черзі. Безпосередньо після прикладання зусилля до листа 10 в області 11 у його напрямку товщини, відповідні області 13 деформуються в напрямку дії цього зусилля, а області 14 переміщаються в напрямку переміщення областей 13. Внаслідок цього область 11 розвертається в конусоподібній формі в напрямку товщини листа 10 з формуванням проміжку 15, увігнутого відносно площини листа 10, як зазначено мнимою лінією на фіг. 7. При використанні листа 10 з такою областю 11 у підгузках одноразового використання, проміжок 15 служить для втримання в ньому калу. Як стане ясно з нижченаведеного опису, у способі з використанням пристрою 1 відповідно до цього варіанта реалізації не відбувається розриву листа 10 під час обробки, оскільки лист 10 оснащують еластизованою областю шляхом розтягування листа 10 з коефіцієнтом розтягування в діапазоні, припустимому для термопластичного полімеру. Крім того, спосіб з використанням пристрою 1 відповідно до цього варіанта реалізації дозволяє оснастити лист 10 областю 11, виконаною з можливістю формування проміжку 15, без необхідності приєднання окремого елемента до листа 10. Такий лист 10 може бути застосований для підгузків одноразового використання, виконаних з можливістю втримання калу, з метою збільшення ефективності виробництва підгузків, наприклад, шляхом зменшення числа етапів, необхідних для виготовлення підгузка в рівні техніки. Хоча пропонований спосіб був описаний для випадку, в якому лист 10 виконаний у формі плівки, слід зазначити, що для виготовлення листа 10 можуть бути також використані неткані матеріали на основі термопластичного полімерного волокна. У випадку використання як листа 10 нетканих матеріалів, отриманих шляхом фільєрного виробництва або аеродинамічним способом з розплаву, області 13 деформувати легше, чим області 14, оскільки в областях 13 термоскріплення між волокнами руйнується. На додаток до плівок на основі термопластичного полімеру й нетканих матеріалів на основі термопластичного полімеру як лист 10 можуть бути використані первісно еластичні листі, такі як плівки на основі термопластичного еластомеру або волокнисті неткані матеріали на основі термопластичного еластомеру. Як лист 10 також можуть бути використані різні типи шаруватих листів, такі як шаруваті листі, що містять нееластичні листі й еластичні листі, або шаруваті листі, що містять різні типи нееластичних листів. Термопластичний полімер може бути обраний із групи, що містить поліолефіни, поліестери й поліаміди, а термопластичний еластомер може бути обраний із групи, що містить термопластичні еластомери, виготовлені з блок-співполімерів на основі поліуретану й поліестеру. Слід зазначити, що згідно із даним винаходом області 13, 14, сформовані в області 11, не обмежені областями, розташованими у вигляді концентричних кіл. На фіг. 8 показаний приклад форм проекцій поперечних перерізів лопатей 2 на площину, що проходить перпендикулярно напрямку, зазначеному мнимою прямою лінією 8. Ці форми проекцій поперечних перерізів відповідають можливим структурам області 11, сформованій за пропонованим способом. Більш конкретно, ці можливі структури включають подібні замкнуті криві й/або вигнуті лінії, розташовані концентрично із центральною симетрією відносно центра подоби (фіг. 8А), подібні замкнуті криві й/або вигнуті лінії, розташовані концентрично із симетрією відносно прямої, що 4 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 60 проходить через центр подоби (фіг. 8B). Крім того, область 11 може мати форму, утворену подібними замкнутими кривими й/або вигнутими лініями, що оточують зміщений центр подоби й не пересічними одна з одною. Крім того, можуть бути використані різні інші структури, утворені деякою частиною подібних замкнутих кривих ліній, що оточують центр подоби (фіг. 8D-8F). Далі з посиланнями на фіг. 9-18 описаний спосіб використання пристрою 1 відповідно до другого варіанта реалізації винаходу для формування області 11, що містить області 13 й області 14, розташовані по черзі у вигляді структури, сформованої частинами подібних замкнутих кривих ліній, що оточують центр подоби. На фіг. 9 наведене перспективне зображення блоку 5, використовуваного в цьому варіанті реалізації, на фіг. 10 показаний перетин по лінії Х-Х, позначеній на фіг. 9, а на фіг. 11 показана схема, що ілюструє спосіб вставляння лопатей 2 одних у одні при з'єднанні блоків 5, 6. На фіг. 12 наведене перспективне зображення листа 10, оснащеного областю 11, а на фіг. 13 показана схема, що ілюструє поперечний переріз області 11. У нижченаведеному описі прийнято, що пристрій 1, використовуваний в пропонованому способі, має лопаті 2, розміщені таким чином, що кожна частина замкнутої кривої лінії має форму прямокутника, одна з половин якого відсутня (далі іменованого напівпрямокутником), і такі подібні напівпрямокутники оточують центр подоби, а як лист 10 використовують плівку. На фіг. 9 показаний блок 5 як істотна складова частина пристрою 1. За винятком форми лопатей 2, виконаних у вигляді подібних напівпрямокутників, використовуваний у цьому варіанті реалізації блок 5 є аналогічним блоку 5 у першому варіанті реалізації й оснащений зовнішнім корпусом 21 і центральним корпусом 23. Використовуваний у цьому варіанті реалізації блок 6 є аналогічним блоку 5 за винятком того, що корпуса 21, 23 приводяться в рух пружиною в напрямку блоку 5, і тому блок 6 не показаний на кресленнях. Докладний опис ознак, аналогічних ознакам у першому варіанті реалізації, далі опускається. Як показано на фіг. 10, кінці 3 лопатей 2 не проходять назовні за поверхню 20 корпуса 21, а також за поверхню 22 корпуса 23. Слід зазначити, що лопаті 2 блока 5, що проходять паралельно напрямку переміщення, зазначеному мнимою прямою лінією 8, розміщені з можливістю взаємного вставляння з лопатями 2 блока 6 без контакту з ними. Взаємне вставляння лопатей 2 відповідно до цього варіанта реалізації, яке забезпечує формування проекцій форм поперечних перерізів, утворених напівпрямокутниками, схематично показане на фіг. 11. На фіг. 11 позицією 2а позначена суцільна лінія, що з'єднує лопаті 2, що проходять від блоку 5, а позицією 2b позначена пунктирна лінія, що з'єднує лопаті 2, що проходять від блоку 6. Як показано на фіг. 11 суцільна лінія, що з'єднує віддалені кінці 3а, проходить паралельно пунктирній лінії, що з'єднує віддалені кінці 3b у середньому сегменті 24, при вставлянні лопатей 2а, 2b одних у одні. У бічних сегментах по обидва боки від сегмента 24 глибина вставляння лопатей 2а, 2b одних у одні безперервно зменшується від середнього сегмента 24 у напрямку бічних сегментів 25. Завдяки цьому відвернений розрив листа 10 уздовж кутів лопатей 2а, 2b у протилежних кінцевих сегментах 25 під час оснащення листа 10 областю 11 за допомогою лопатей 2а, 2b. Для запобігання розриву листа 10 лопаті 2а, 2b переважно мають закруглені кути в протилежних кінцевих сегментах 25. Лист 10 розміщують між блоками 6, 5 пристрою 1, кожний з яких має лопаті 2, як описано вище, після чого лист 10 розтягують між кожною парою суміжних кінців 3 відповідних лопатей 2 з формуванням області 11 по суті аналогічно першому варіанту реалізації (див. фіг. 2-5). Як показано на фіг. 12, область 11, сформована за способом з використанням пристрою 1 відповідно до цього варіанта реалізації, має структуру, утворену подібними напівпрямокутниками, розташованими по черзі навколо центра подоби. На фіг. 13 схематично показаний перетин області 11 по лінії ХІІІ-ХІІІ, показаній на фіг. 12. Поперечний переріз середньої області 26 еластизованої області 11, що розтягують сегменти 24 лопатей 2, має хвилеподібну форму, що містить області 13, що мають постійну ширину й розташовані паралельно одна одній. У бічних областях 27 по обидва боки від області 26 глибина 4 вставляння лопаті 2 одних у одні безперервно зменшується, а ширина областей 13, сформованих між кожною парою суміжних лопатей 2, також безперервно зменшується при видаленні лопатей від області 26. Внаслідок цього область 11 під дією зусилля може формувати трикутний проміжок 15, увігнутий в напрямку від площини листа 10. Таким чином, проекції форм поперечних перерізів і глибина 4 взаємного вставляння лопатей 2 можуть бути обрані підходящими з формуванням області 11, виконаної з можливістю формування проміжку 15, що має потрібну форму. Виробниче устаткування 50, що містить пристрій 1 відповідно до першого варіанта реалізації, виконане з можливістю оснащення безперервно подаваного листа 10 з областю 11, і 5 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 55 спосіб використання цього устаткування 50 описані нижче з посиланнями на фіг. 14-18. На фіг. 14 наведене перспективне зображення устаткування 50, оснащеного пристроєм 1, на фіг. 15 схематично показаний вид збоку, що ілюструє роботу пристрою 1, а на фіг. 16-18 показані схеми, що ілюструють спосіб контролю роботи пристрою 1 устаткування 50. Устаткування 50 має горизонтальну основу 51 і пару колоноподібних опор 52, що проходять вертикально вверх від основи 51, причому основний вал 53 горизонтально проходить між парою опор 52, на яких установлений обертовий барабан 31. Барабан 31 має зовнішню поверхню 30, що проходить паралельно осі М обертання, зазначеної мнимої лінії. Лист 10, зазначений мнимою лінією, вступає в контакт під дією пари 54 вхідних пресових затисків із зовнішньою поверхнею 30 і переміщується в напрямку від поверхні 30 під дією пари 55 вихідних пресових затисків. На фіг. 14, що ілюструє устаткування 50, одна з опор 52 основи 51 не показана. Навколо барабана 31 розміщені на рівних проміжках обертові голівки 32. Голівки 32 можуть бути розміщені напроти поверхні 30 барабана 31. Голівки 32 обертаються разом з барабаном 31 навколо осі М обертання в напрямку, зазначеному стрілкою D, у якому подають лист 10. Голівки 32 мають відповідні консолі 56, шарнірно встановлені на барабані 31 (див. фіг.15) за допомогою відповідних осей 57 (не показані на фіг. 14), що проходять перпендикулярно осі М обертання. Кожна з голівок 32 виконана з можливістю повороту відносно осі 57 з її положення напроти поверхні 30 у її повністю відкрите положення зовні барабана 21 під дією підходящого приводу обертової голівки (не показаний), установленого на осі 57. Повністю відкрите положення голівки 32 обрано таким чином, що голівка 32 вільна від взаємодії з листом 10 при обертанні голівки 32 разом з барабаном 31. Як засоби приводу обертової голівки можуть бути використані відомі засоби приводу, такі як сервомотор. На поверхні 30 барабана 31 установлені блоки 5, що є істотними складовими частинами пристрою 1, причому різні елементи, такі як кінці 3 відповідних лопатей 2 і поверхня 20, відкриті в кожному із блоків 5. Блоки 6, що відповідають блокам 5, установлені на відповідних голівках 32 таким чином, що кожний із цих блоків 6 може бути повернутий у його положенні напроти відповідного блоку 5. Блоки 6, 5 аналогічні блокам 6, 5, описаним у першому варіанті реалізації, тобто напрямок переміщення, зазначене мнимою прямою лінією 8, збігається з радіальним напрямком барабана 31, а блок 6 може бути приведений у контакт із блоком 5 для взаємного вставляння лопатей 2 блока 6 із лопатями 2 блока 5. Кожна з голівок 32 оснащена засобами 34 приводу блоку, виконаними з можливістю приведення блоку 6 у зворотно-поступальний рух у напрямку, зазначеному мнимою прямою лінією 8, і, таким чином, можливістю взаємного вставляння лопатей 2 блока 6 з лопатями 2 відповідного блоку 5. Як засоби 34 приводу блоку може бути використаний підходящий відомий привід, такий як сервомотор або гідравлічний циліндр. Також можна розмістити блок 6 на поверхні 30 барабана 31, а блок 5 на голівці 32 таким чином, що блок 5 може бути приведений у зворотно-поступальний рух за допомогою засобів 34. Пара 54 вхідних пресових затисків розташована перед парою 55 вихідних пресових затисків, якщо дивитися в напрямку, у якому подають лист 10. Пари 54, 55 проходять паралельно осі М обертання й розміщені знизу цієї осі М, якщо дивитися у вертикальному напрямку. Лист 10 приходить у контакт під дією пари 54 із блоком 5, установленим на поверхні 30 барабана 31, і розтягується між кожною парою суміжних кінців 3 лопатей 2 під час взаємного вставляння лопатей 2 блоків 5, 6 при обертанні барабана 31 проти годинникової стрілки, як показано на кресленнях, завдяки чому на листі 10 формується область 11. Потім лист 10 переміщається під дією пари 55 від поверхні 30, тобто від блоку 5. Роботу блоку 6 пристрою 1, установленого на барабані 31, контролюють на підставі системи координат положень, як показано на фіг. 16, причому використовуваний при необхідності набір блоків 5, 6, функціонально сполучених один з одним, первісно розміщають у положенні під кутом 0°, визначеним найвищим положенням барабана, що повертається на кут 360° проти годинникової стрілки. Слід зазначити, що визначення положення обертового барабана й глибини вставляння лопатей 2, а також контроль роботи засобів 33, 34 здійснюють за допомогою пристрою контролю (не показаний). Як ясно з фіг. 17-18 у положенні під кутом 0° набір блоків 5, 6 перебуває в повністю закритому стані, а глибина взаємного вставляння лопатей 2 установлена відповідно до заданого значення, тобто значення глибини, необхідної для розтягування листа 10. При повороті з положення під кутом 0° у положення під кутом 90° глибина вставляння зменшується від заданого значення до 0 під дією засобів 34, після чого блок 6 (голівка 32) повертається під дією засобів 33 у повністю відкрите положення. Голівка 32 повинна бути повністю відкрита до досягнення положення поблизу пари 55 (див. фіг. 16) для запобігання її взаємодії з листом 10. 6 UA 98693 C2 5 10 15 20 25 30 35 40 45 50 Набір блоків 5, 6 потім повертається в положення під кутом більше 180° і проходить положення поблизу пари 54 (див. фіг. 16), а лист 10 вступає в контакт із поверхнею 30 барабана 31. Потім починають закриття блоку 5 і після проходження набором блоків 5, 6 положення під кутом 270° блок 6 повністю закривають, а лист 10 фіксують між блоками 5, 6. Після цього приводять у дію засоби 34 для взаємного вставляння лопатей 2 блока 6 із лопатями 2 блока 5 до необхідної глибини 4 у положенні під кутом 360°, тобто в положенні під кутом 0°. Як описано вище, глибину взаємного вставляння лопатей 2 переважно вибирають таким чином, щоб досягати найбільшого значення в положенні під кутом 0°, для запобігання заїдання між кожною парою суміжних лопатей 2 блоків 5, 6. Описаний вище цикл може бути виконаний повторно для безперервного виготовлення листів, оснащених областями 11, за допомогою устаткування 50. Слід зазначити, що положення, які блоки 5, 6 займають у системі координат, описані як приклад і не носять обмежувального характеру. ФОРМУЛА ВИНАХОДУ 1. Спосіб оснащення листа на основі термопластичного полімеру для підгузка одноразового використання на відстані від зовнішньої крайки цього листа еластизованою областю, виконаною з можливістю розтягування й стягування в напрямку товщини листа, шляхом використання нерухомогой рухомого формувальних блоків, кожний з яких має формувальні лопаті, який відрізняється тим, що формувальні лопаті розміщують таким чином, що проекції форм їхніх поперечних перерізів на лист утворені подібними кривими лініями й/або подібними вигнутими лініями, розташованими навколо центра подоби, при цьому зазначен і формувальні лопаті проходять у напрямку товщини листа від нерухомого й рухомого формувальних блоків з можливістю бути вставленими одні в одні, але не приходити в контакт одні з одними, при цьому спосіб також включає етап розміщення листа між нерухомим і рухомим формувальними блоками; і етап розтягування листа, на якому формувальні лопаті нерухомого й рухомого формувальних блоків вставляють одні у одні для розтягування листа між віддаленими кінцями кожної пари суміжних формувальних лопатей. 2. Спосіб за п. 1, відповідно до якого на етапі розтягування листа формувальні лопаті втримують у взаємно вставленому стані протягом заданого проміжку часу. 3. Спосіб за п. 2, відповідно до якого на етапі розтягування листа формувальні лопаті втримують у взаємно вставленому стані протягом заданого проміжку часу при температурі, меншій від температури плавлення листа на основі термопластичного полімеру, але більшій, ніж температура навколишнього середовища. 4. Спосіб за будь-яким з пп. 1 - 3 , відповідно до якого після розміщення лист фіксують у напрямку його товщини між нерухомим і рухомим формувальними блоками в зовнішній області, що проходить навколо області, у якій розташовані віддалені кінці формувальних лопатей, і/або центральної області, обмеженої областю, у якій розта шовані віддалені кінці формувальних лопатей. 5. Спосіб за будь-яким з пп. 1 - 4 , відповідно до якого лист оснащений частковою областю, в якій при вставлянні формувальних лопатей одних у одні глибина вставляння безперервно змінюється. 6. Лист на основі термопластичного полімеру, оснащений еластизованою областю відповідно до способу за будь-яким з пп. 1 - 5, який містить плівки на основі термопластичного полімеру й/або волокнисті неткані матеріали на основі термопластичного полімеру. 7. Лист за п. 6, у якому плівки й/або неткані матеріали виконані еластичними. 8. Лист за будь-яким з п. 6 або 7, який містить шаруватий лист, що включає принаймні два типи плівок і нетканих матеріалів відповідно. 7 UA 98693 C2 8 UA 98693 C2 9 UA 98693 C2 10 UA 98693 C2 11 UA 98693 C2 12 UA 98693 C2 13 UA 98693 C2 14 UA 98693 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming sheets with extensible regions and sheet manufactured by said method
Автори англійськоюAzuma, Hideki, Akaki, Kenichi
Назва патенту російськоюСпособ оснащения листов эластизированными участками и лист, полученный этим способом
Автори російськоюАцума Хидеки, Акаки Кеничи
МПК / Мітки
МПК: A61F 13/15, A61F 13/49, B29C 53/00, A61F 13/511, B29C 51/08
Мітки: цим, лист, областями, оснащення, способом, еластизованими, листів, спосіб, отриманий
Код посилання
<a href="https://ua.patents.su/17-98693-sposib-osnashhennya-listiv-elastizovanimi-oblastyami-jj-list-otrimanijj-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб оснащення листів еластизованими областями й лист, отриманий цим способом</a>
Спосіб одержання виливка, зокрема листа зі зносостійкої сталі та отриманий цим способом сталевий виливок, зокрема лист
Номер патенту: 78624
Опубліковано: 10.04.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C22C 38/00, C21D 1/18
Мітки: цим, зносостійкої, зокрема, отриманий, лист, виливка, сталі, листа, виливок, одержання, способом, сталевий, спосіб
Формула / Реферат:
1. Спосіб одержання виливка, зокрема листа зі зносостійкої сталі, що має такий хімічний склад, у мас. %:0,24 ≤ С < 0,35 Si не більше 2Al не більше 20,5 ≤ Si + Al ≤ 2Mn не більше 5Ni не більше 5Cr не більше 5Mo не більше 1W не більше 20,1 ≤ Mo + W/2 ≤ 1В не більше 0,02Ті не більше 1,1 Zr не більше 2,2 0,35 < Ti...
Спосіб виготовлення листової сталі, що має абразивну стійкість, і одержаний цим способом лист
Номер патенту: 80308
Опубліковано: 10.09.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C21D 8/02, C21D 1/18, C22C 38/00
Мітки: одержаний, способом, стійкість, листової, лист, абразивну, спосіб, цим, виготовлення, сталі, має
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, що має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С більше або дорівнює 0,35 і менше або дорівнює 0,8,Si не більше 2,Al не більше 2, причомуSi + Al більше або дорівнює 0,35 і менше або дорівнює 2,Mn не більше 2,5,Ni не більше 5,Cr не більше 5,Mo не більше 0,50,W не більше 1,00,...
Спосіб обробки сухого аспартаму і аспартам, отриманий цим способом
Номер патенту: 27036
Опубліковано: 28.02.2000
Автор: Сланген Хюбертюс Йозеф Марія
МПК: A23L 1/236
Мітки: аспартаму, отриманий, сухого, спосіб, аспартам, способом, цим, обробки
Формула / Реферат:
1. Способ обработки сухого аспартама путем постадийного разделения частиц по размерам с последующим удалением их в зависимости от размера, отличающийся тем, что на первой стадии разделения удаляют частицы с размерами менее 50мкм с помощью потока воздуха от аспартама с таким распределением частиц по размерам, при котором более 5вес.% аспартама имеет размер частиц менее 20мкм, и более 10вес.% имеет размер частиц более 400мкм, на второй стадии...
Спосіб виготовлення нескінченних приводних пасів та нескінченний приводний пас, отриманий цим способом
Номер патенту: 13473
Опубліковано: 28.02.1997
Автори: Джонатан Шанін, Смуель Харель
МПК: B29D 29/00, F16G 5/00
Мітки: способом, приводний, виготовлення, пасів, приводних, отриманий, пас, нескінченний, нескінченних, спосіб, цим
Текст:
...Навитый корд образует силовой слой 5. Элемент снятия 1 изготовлен из первого термопластичного эластомера. В силовом 30 элементе 1 оболочка корда выполнена из рторого термопластичного эластомера. ПерЬЬІЙИ второй злзстомеры сплавляемы друге другом и могут быть полиуретанами или по- • лиэстерами. Ремень содержит также элемент рзсіяжєиия 6, являющийся необязательным и в ы п о л н е н н ы й нз третьего термо,частичного эластомера, который может...
Спосіб отримання металевих порошків, вибраних з групи, що складається з танталу і ніобію і з їх сплаву, та порошок, отриманий цим способом
Номер патенту: 67779
Опубліковано: 15.07.2004
Автори: Шекхтер Леонід Н., Ланін Леонід Л., Вірегге Йоахім, Томас Олівер, Тріпп Терренс Б., Райхерт Карлхайнц
МПК: B22F 9/16, C22C 27/00, C22C 1/04, C22C 1/08
Мітки: танталу, отриманий, ніобію, спосіб, складається, групи, цим, отримання, порошків, вибраних, сплаву, порошок, способом, металевих
Формула / Реферат:
1. Спосіб отримання металевих порошків, вибраних з групи, що складається з танталу (Та) і ніобію (Nb) і з їх сплаву, в чистому вигляді або з одним, або більшою кількістю металів, вибраних з групи, що складається з титану (Ті), молібдену (Мо), вольфраму (W), гафнію (Hf), ванадію (V) і цирконію (Zr), доданих в них або отриманих спільно з ними, що включає наступні стадії:(a) надання оксиду або суміші оксидів металу(ів), де сам оксид має...
Попередній патент: Пристрій для прибирання сухого сипкого матеріалу
Наступний патент: Прес імпульсного штампування
Випадковий патент: Пневматична система міського і приміського автобусів