Спосіб забезпечення індикації характеристик властивостей деталі та пристрій для його здійснення
Формула / Реферат
1. Пристрій для забезпечення індикації характеристики властивості деталі, при цьому властивість отримана внаслідок стохастичного процесу механічної обробки, який містить:
принаймні один чутливий елемент, який сприймає характеристику принаймні одного параметра, який пов'язаний із стохастичним процесом механічної обробки та який подає принаймні один сигнал вимірювання, який вказує на цей параметр, та
засіб обробки сигналів, який реагує на принаймні один сигнал вимірювання, для генерування сигналу, який вказує на характеристику властивості деталі.
2. Пристрій за п. 1, у якому засіб обробки сигналів містить штучну навчену нейронну мережу для генерування сигналу, який вказує на характеристику властивості деталі.
3. Пристрій за п. 1, в якому засіб обробки сигналів містить:
аналізатор сигналів, який реагує на принаймні один сигнал вимірювання, для генерування принаймні одного сигналу аналізатора, який репрезентує лінію, відповідну до величини принаймні одного сигналу вимірювання під час стохастичного процесу механічної обробки, та
модель, яка реагує на принаймні один сигнал аналізатора, для генерування сигналу, який вказує на характеристику властивості деталі згідно з попередньо визначеною відповідністю між лініями, відповідними до величини принаймні одного сигналу вимірювання, та характеристиками ознак, які отримали внаслідок цього процесу.
4. Пристрій за п. 3, у якому принаймні один сигнал аналізатора містить сигнал, який вказує на нахил, та сигнал, який вказує на відрізок прямої, для визначення величини принаймні одного сигналу вимірювання під час стохастичного процесу механічної обробки.
5. Пристрій за п. 1, у якому стохастичний процес механічної обробки є процесом електроерозійної обробки, у якому принаймні один чутливий елемент містить принаймні один чутливий елемент, який сприймає характеристику принаймні одного параметра, який пов'язаний з процесом електроерозійної обробки, і подає принаймні один сигнал вимірювання, який вказує на цей параметр, та у якому засіб для обробки сигналів містить засіб для генерування сигналу, який вказує на характеристику властивості згідно з попередньо визначеною відповідністю між характеристиками принаймні одного параметра процесу електроерозійної обробки та характеристиками ознак, отриманих внаслідок цього процесу.
6. Пристрій за п. 5, у якому принаймні один параметр процесу містить значення різниці напруг між електродом і деталлю та значення струму між електродом і деталлю.
7. Пристрій за п. 6, у якому принаймні один параметр процесу включає значення відстані між електродом і деталлю.
8. Пристрій за п. 1 або 7, у якому як характеристика властивості деталі вибрана принаймні характеристика одного каналу, а засіб обробки сигналів містить засіб для генерування сигналу, який вказує на характеристику властивості згідно з попередньо визначеною відповідністю між характеристиками принаймні одного параметра процесу електроерозійної обробки та характеристиками принаймні одного каналу, отриманого внаслідок цього процесу.
9. Пристрій за п. 8, у якому сигнал, що вказує на характеристику властивості, містить сигнал, який вказує на стан завершеності проходу для принаймні одного каналу.
10. Пристій за п. 8, у якому сигнал, що вказує на характеристику властивості, містить сигнал, який вказує величину витрати повітря для принаймні одного каналу.
11. Спосіб забезпечення індикації характеристики властивості деталі, при цьому властивість отримана внаслідок стохастичного процесу механічної обробки, який містить етапи:
сприймання характеристики принаймні одного параметра, який пов'язаний із стохастичним процесом механічної обробки, та подання принаймні одного сигналу вимірювання, який вказує на цю характеристику,
генерування у відповідь на принаймні один сигнал вимірювання сигналу, який вказує на характеристику властивості деталі.
12. Спосіб за п. 11, у якому етап генерування містить навчання штучної нейронної мережі.
13. Спосіб за п. 11, у якому етап генерування містить:
генерування принаймні одного сигналу аналізатора, який репрезентує лінію, відповідну до величини принаймні одного сигналу вимірювання під час стохастичного процесу механічної обробки, та
генерування сигналу, який вказує на характеристику властивості деталі згідно з попередньо визначеною відповідністю між лініями, відповідними до величини принаймні одного сигналу вимірювання, та характеристиками ознак, які отримали внаслідок цього процесу.
14. Спосіб за п. 13, у якому етап генерування сигналу, який вказує на характеристику властивості, містить генерування сигналу, який вказує на нахил, та сигналу, який вказує на відрізок прямої, для визначення величини принаймні одного сигналу вимірювання під час стохастичного процесу механічної обробки.
15. Спосіб за п. 11, у якому стохастичний процес механічної обробки є процесом електроерозійної обробки, у якому етап сприймання містить сприймання характеристики принаймні одного параметра, який пов'язаний з процесом електроерозійної обробки, та подання принаймні одного сигналу вимірювання, який вказує на цей параметр, а етап генерування містить генерування сигналу, який вказує на характеристику властивості згідно з попередньо визначеною відповідністю між характеристиками принаймні одного параметра процесу електроерозійної обробки та характеристиками ознак, отриманих внаслідок цього процесу.
16. Спосіб за п. 15, у якому етап сприймання містить сприймання значення різниці напруг між електродом та деталлю та сприймання значення струму між електродом та деталлю.
17. Спосіб за п. 16, у якому етап сприймання містить сприймання значення відстані між електродом та деталлю.
18. Спосіб за п. 11 або 17, у якому як характеристика властивості деталі вибрана принаймні характеристика одного каналу, а етап генерування містить генерування сигналу, який вказує на характеристику властивості згідно з попередньо визначеною відповідністю між характеристиками принаймні одного параметра процесу електроерозійної обробки та характеристиками принаймні одного каналу, який отримали внаслідок цього процесу.
19. Спосіб за п. 18, у якому етап генерування сигналу, що вказує на характеристику властивості, містить генерування сигналу, який вказує на стан завершеності проходу для принаймні одного каналу.
20. Спосіб за п. 18, у якому етап генерування сигналу, що вказує на характеристику властивості, містить генерування сигналу, який вказує на величину витрати повітря для принаймні одного каналу.
Текст
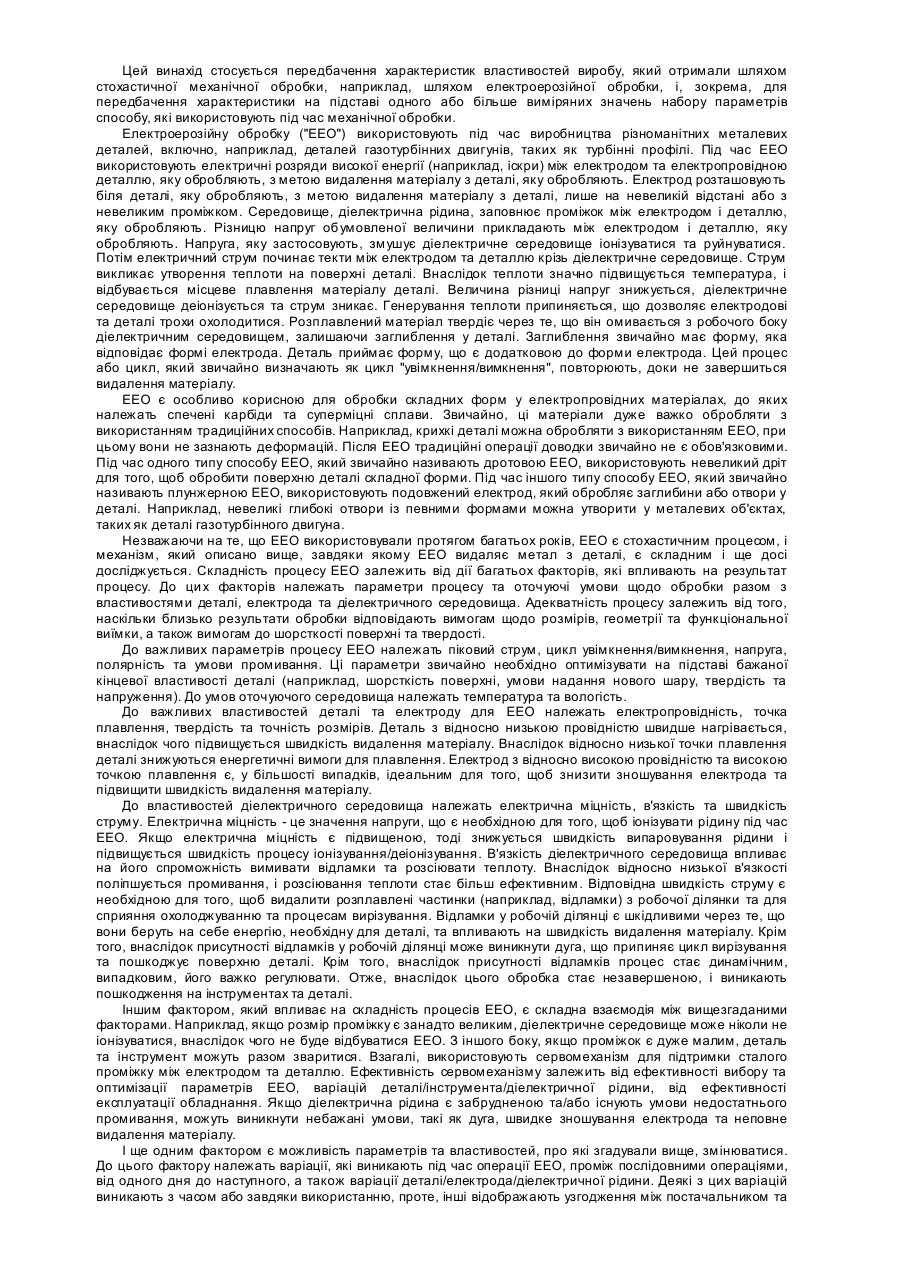
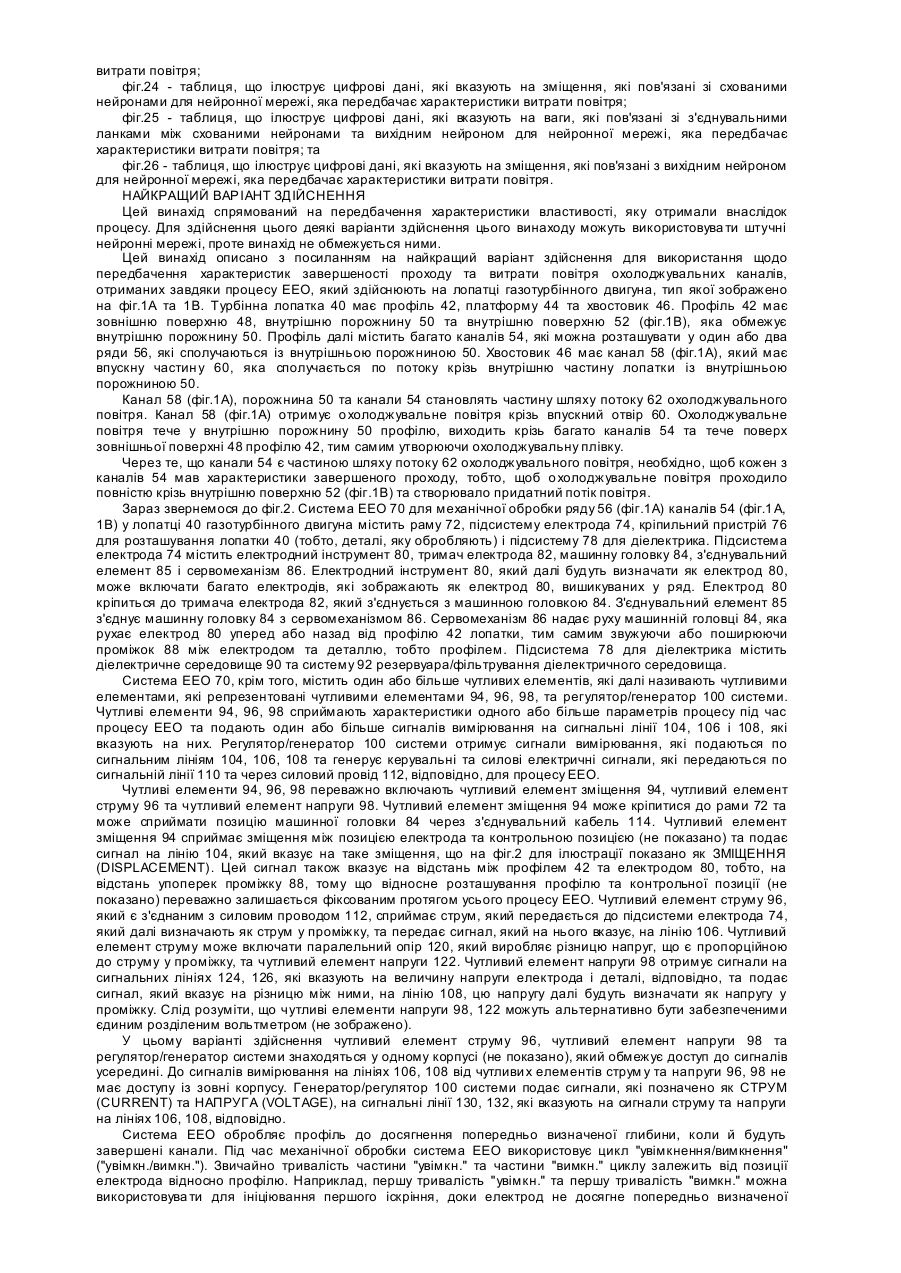
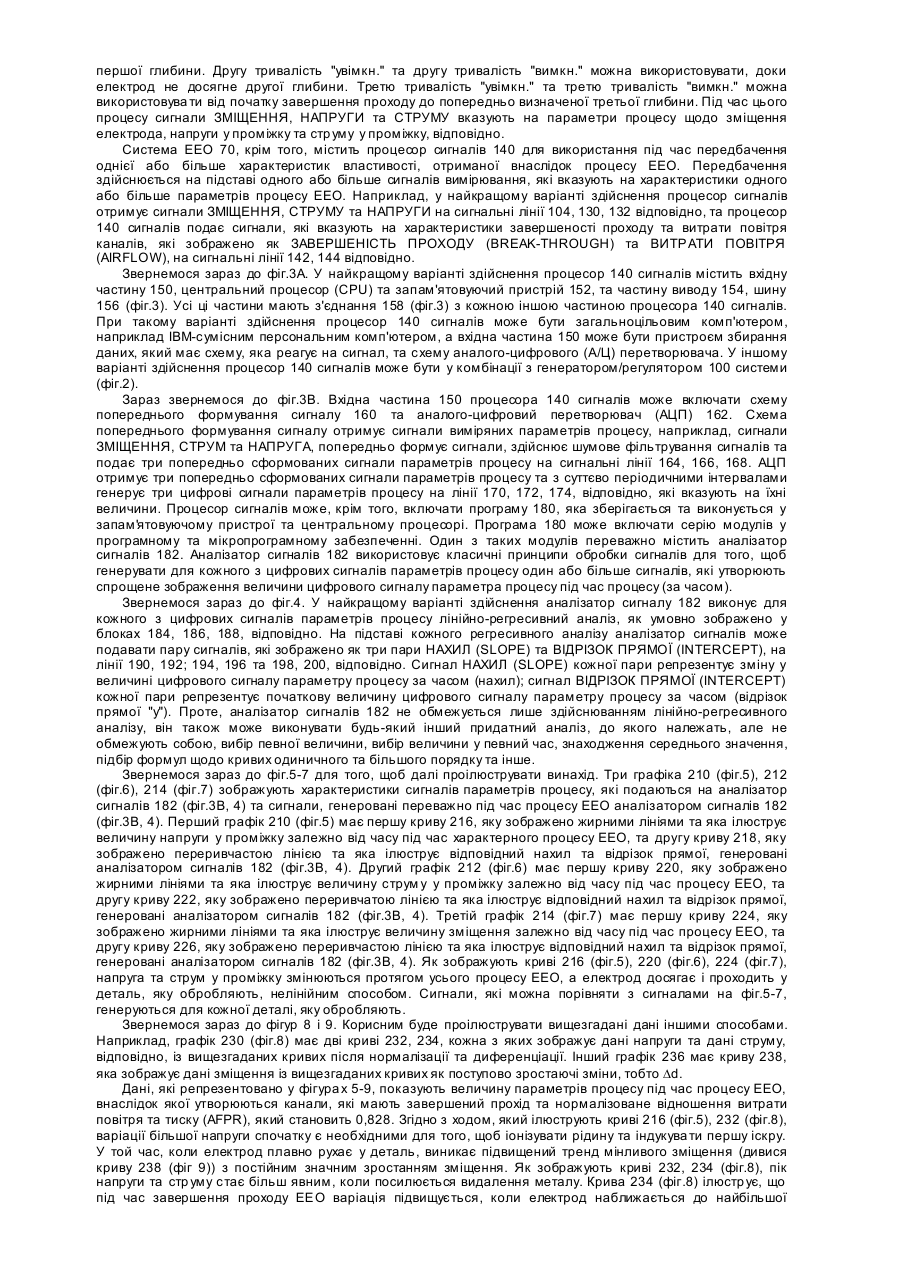
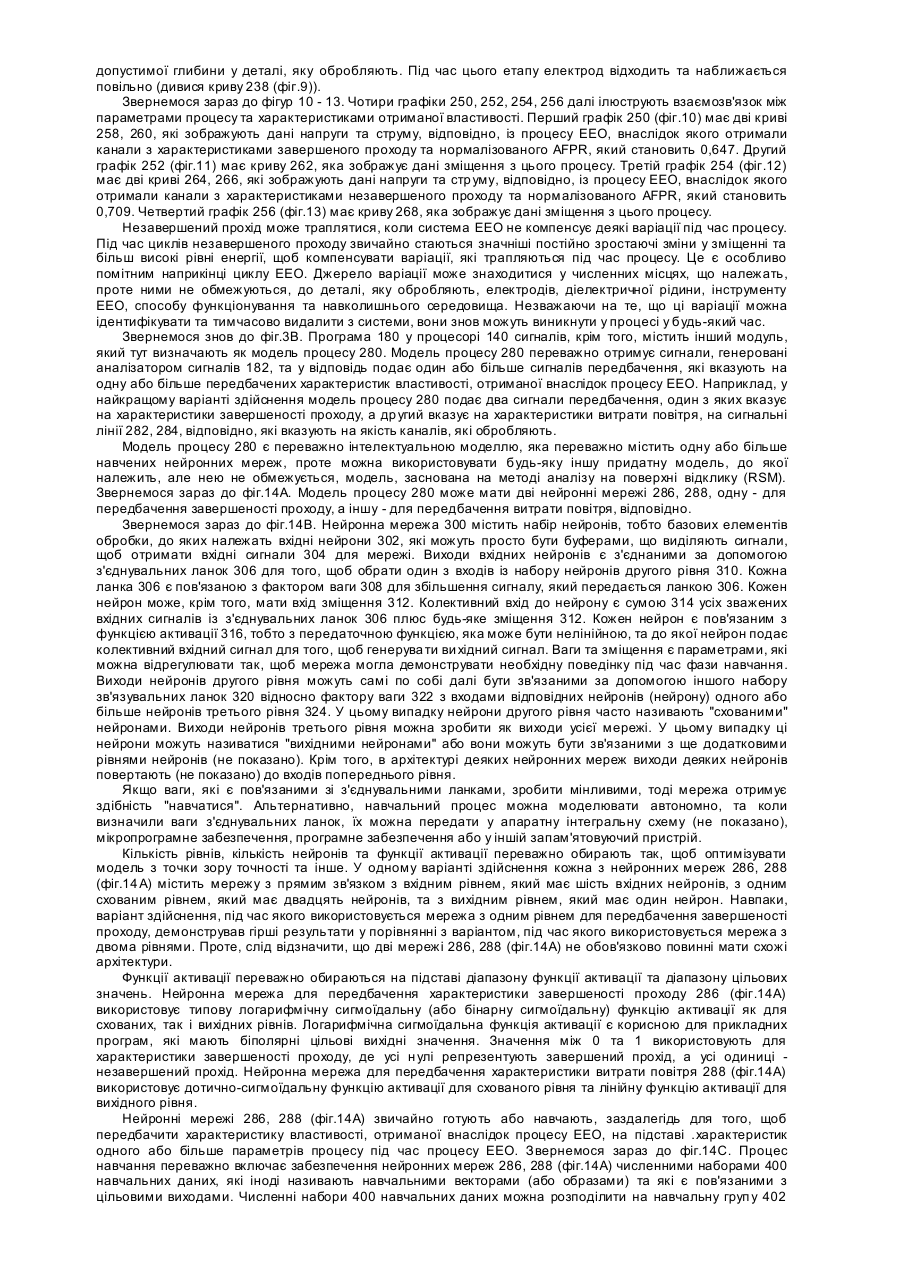
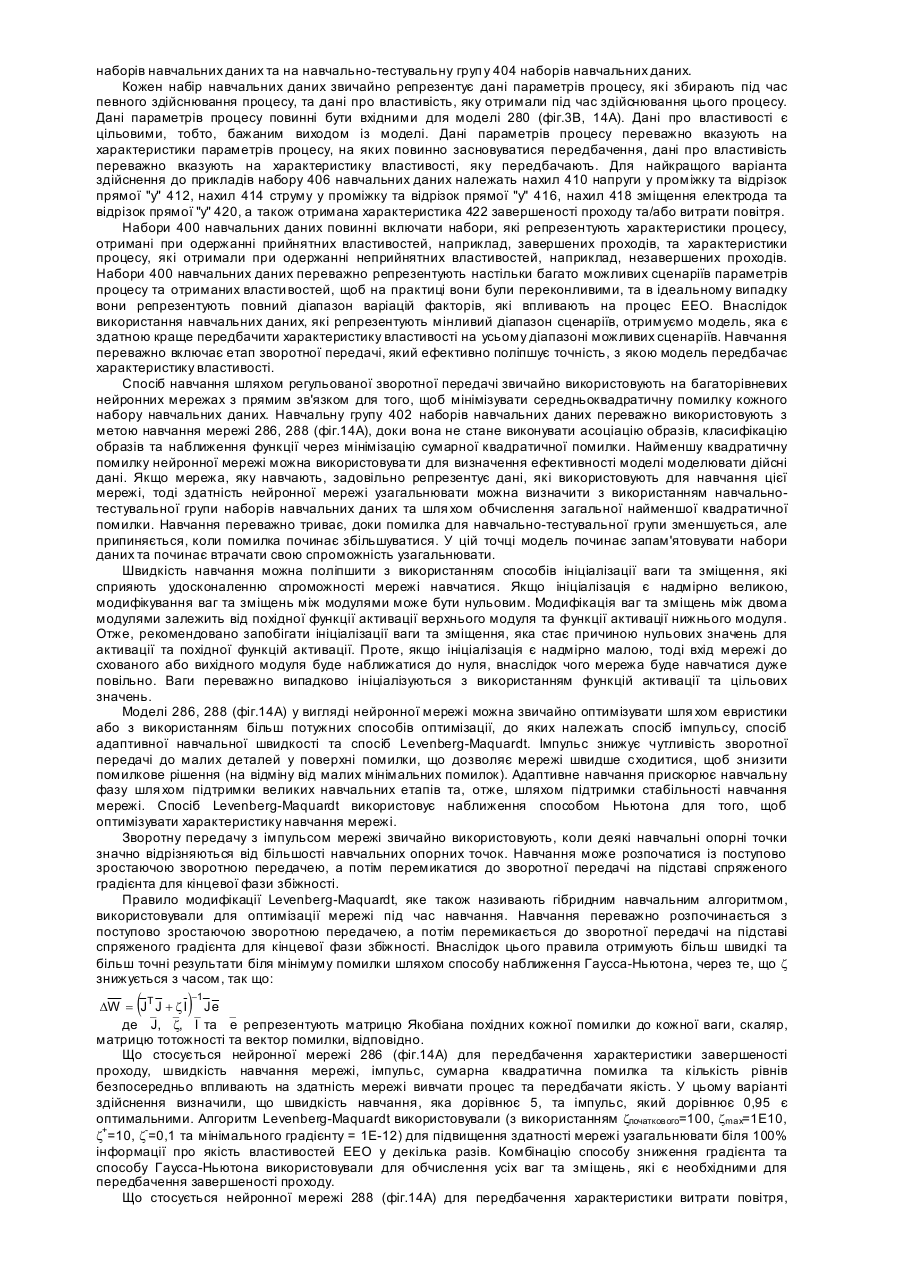
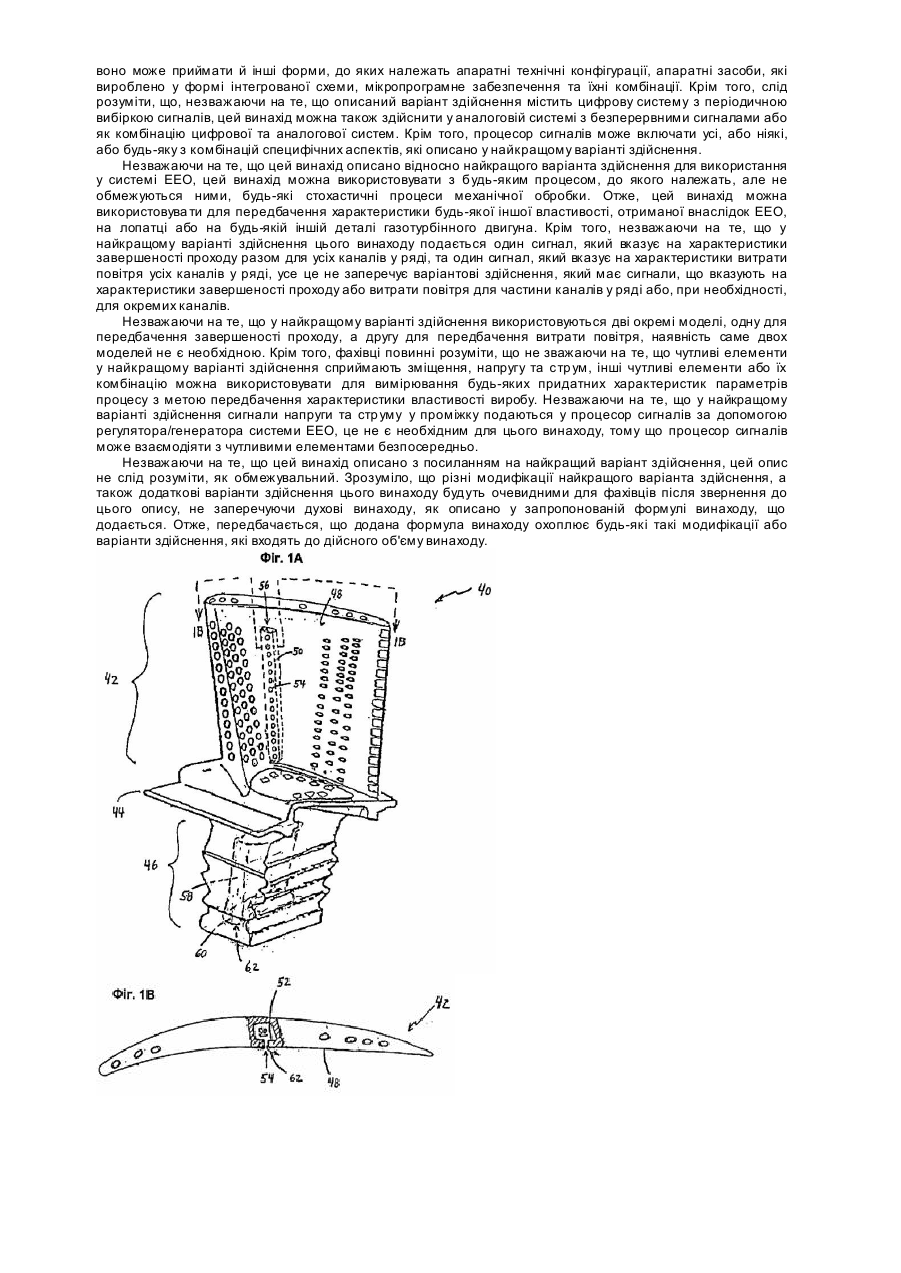
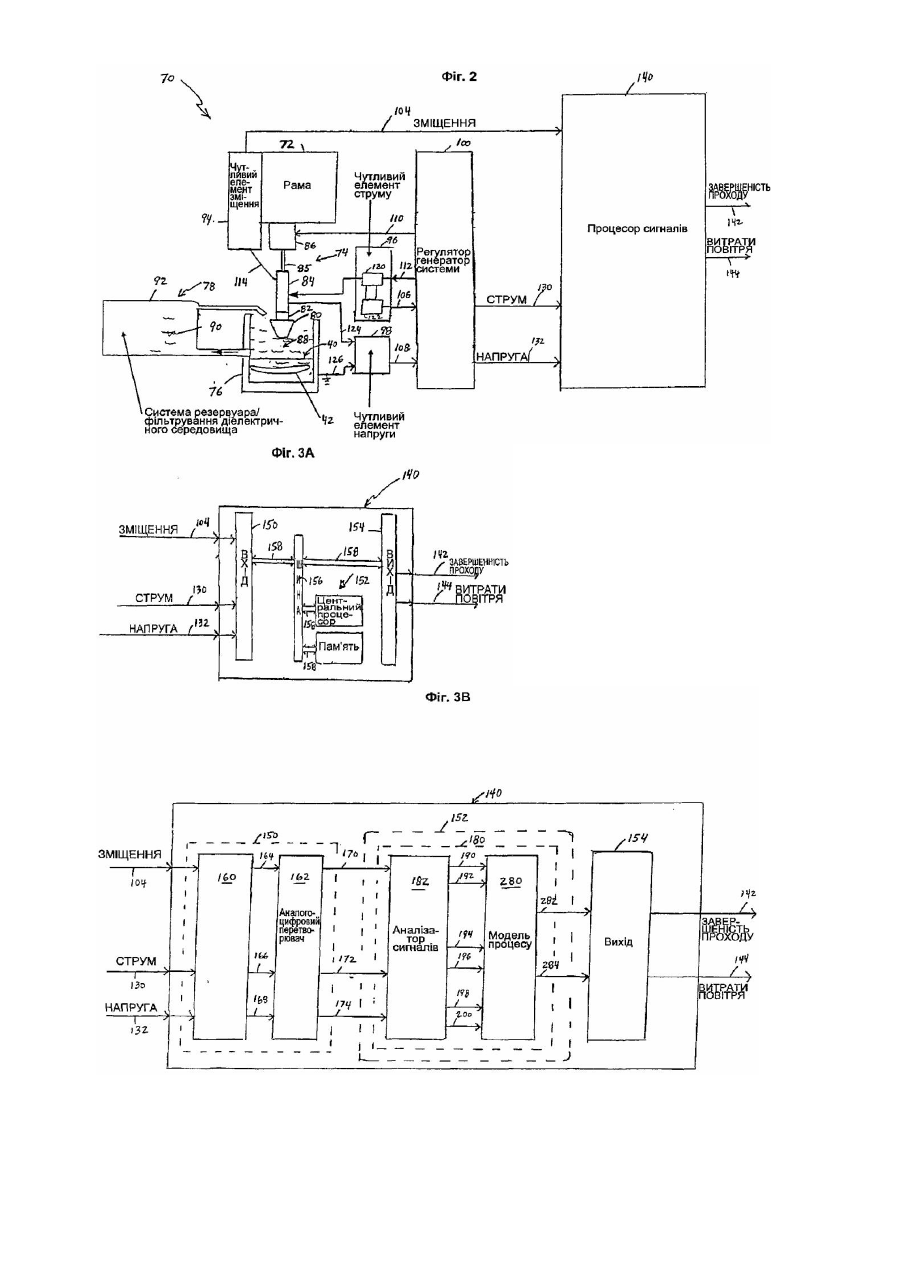
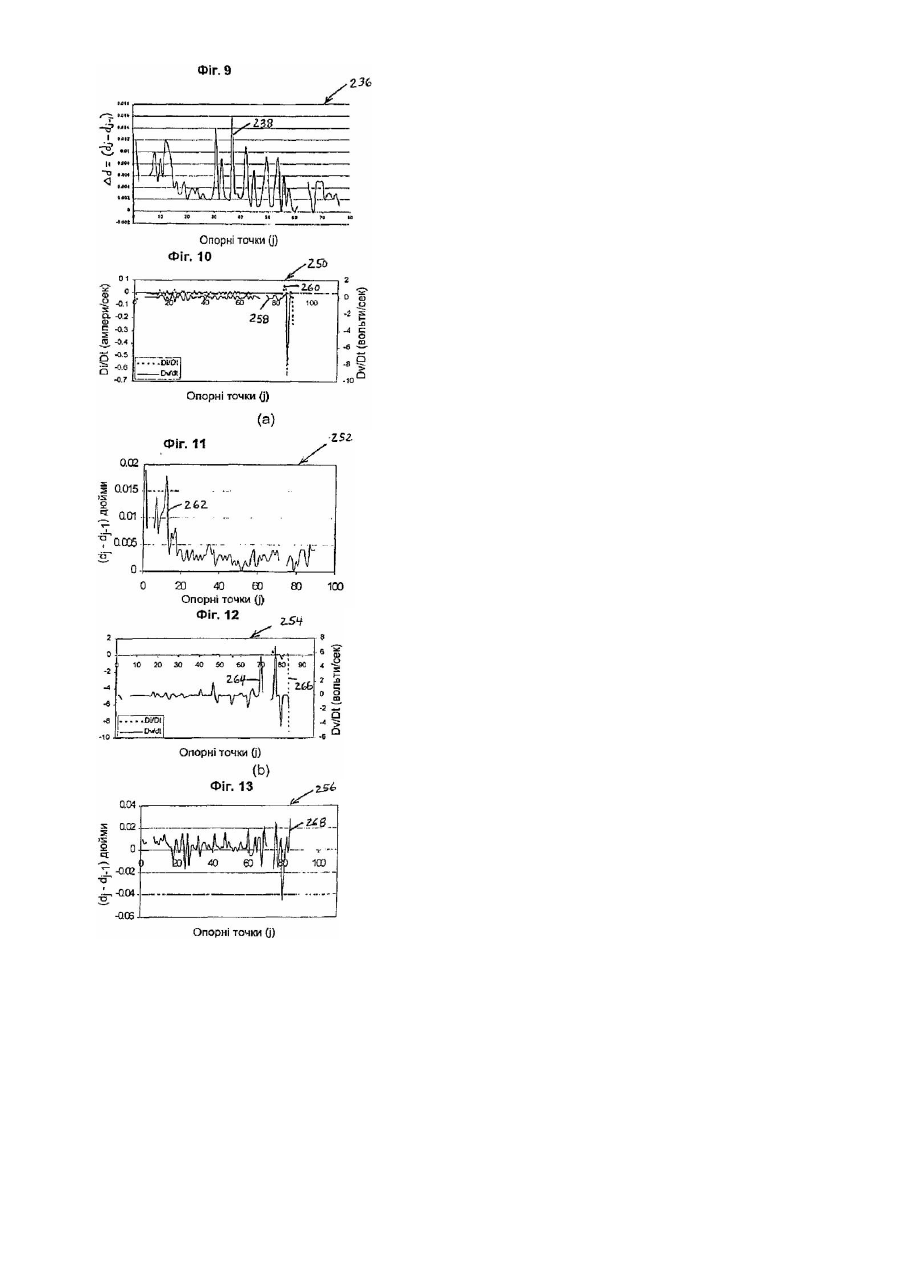
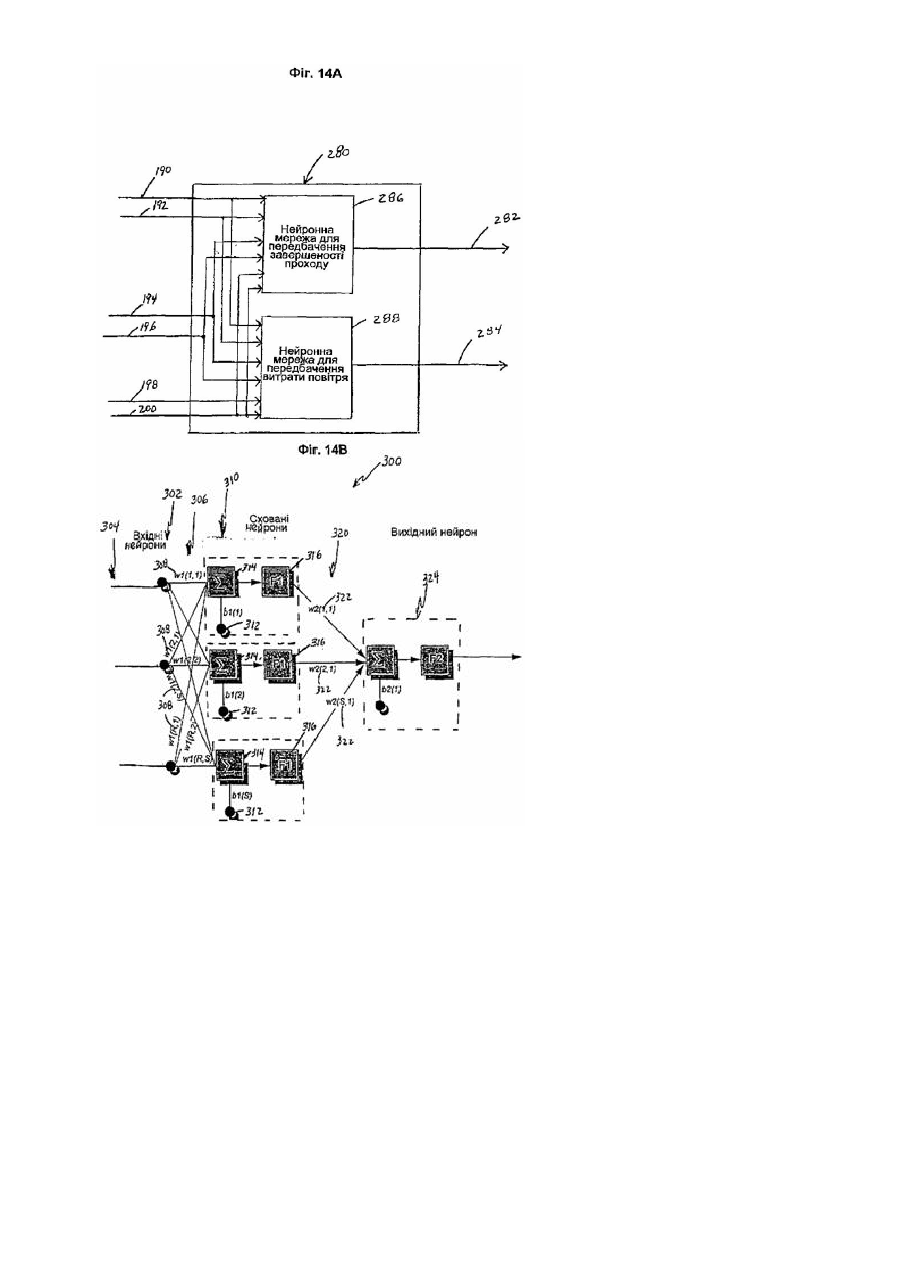
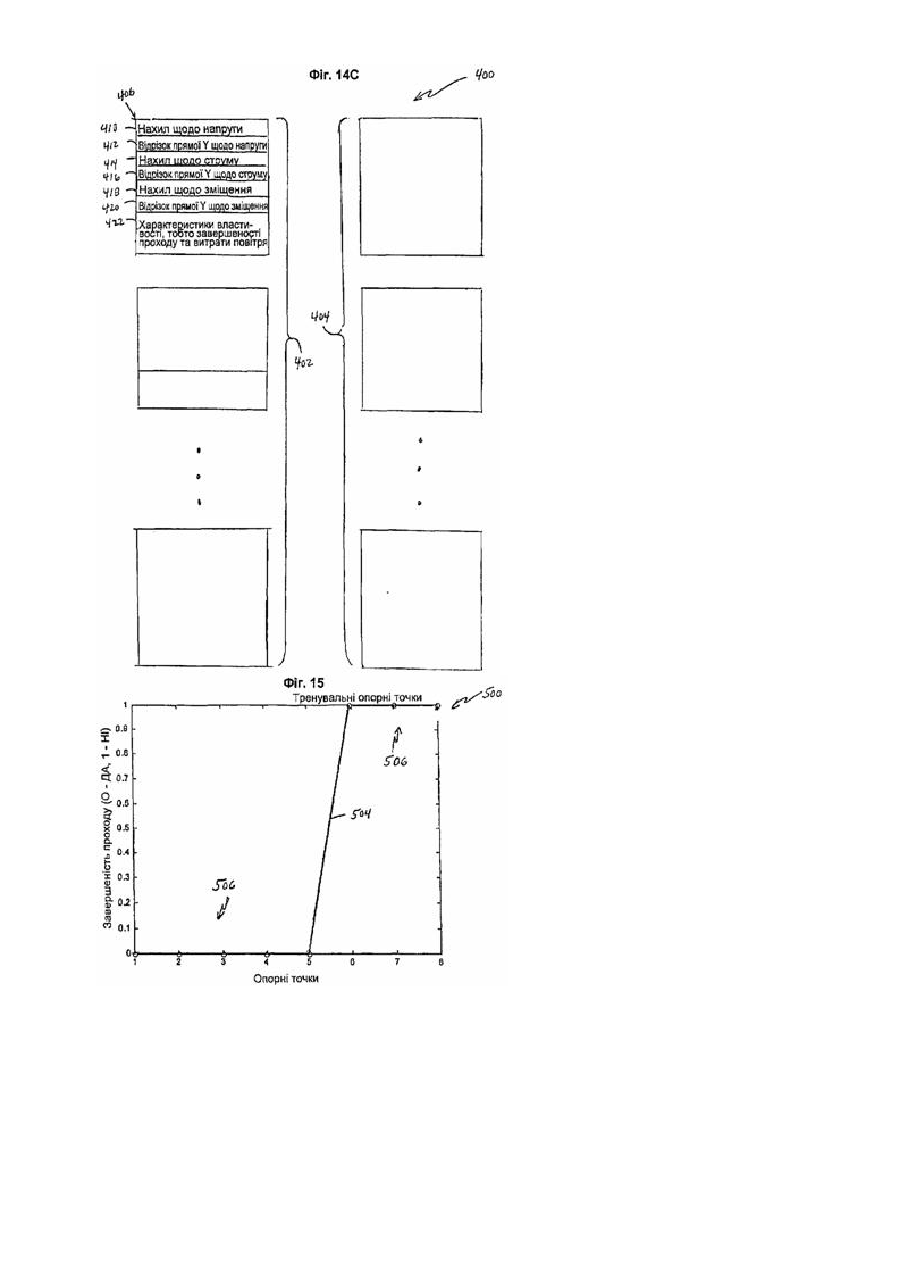
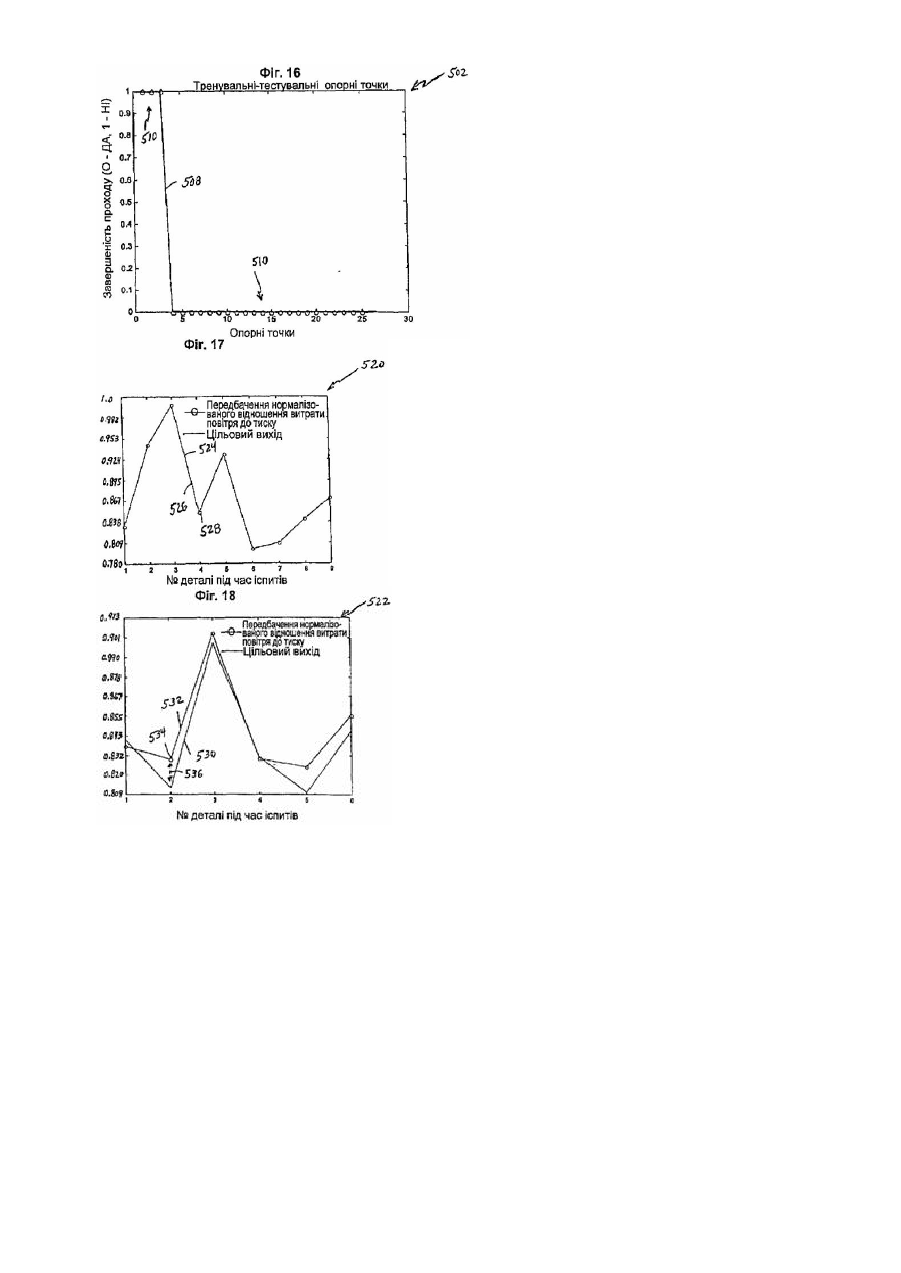
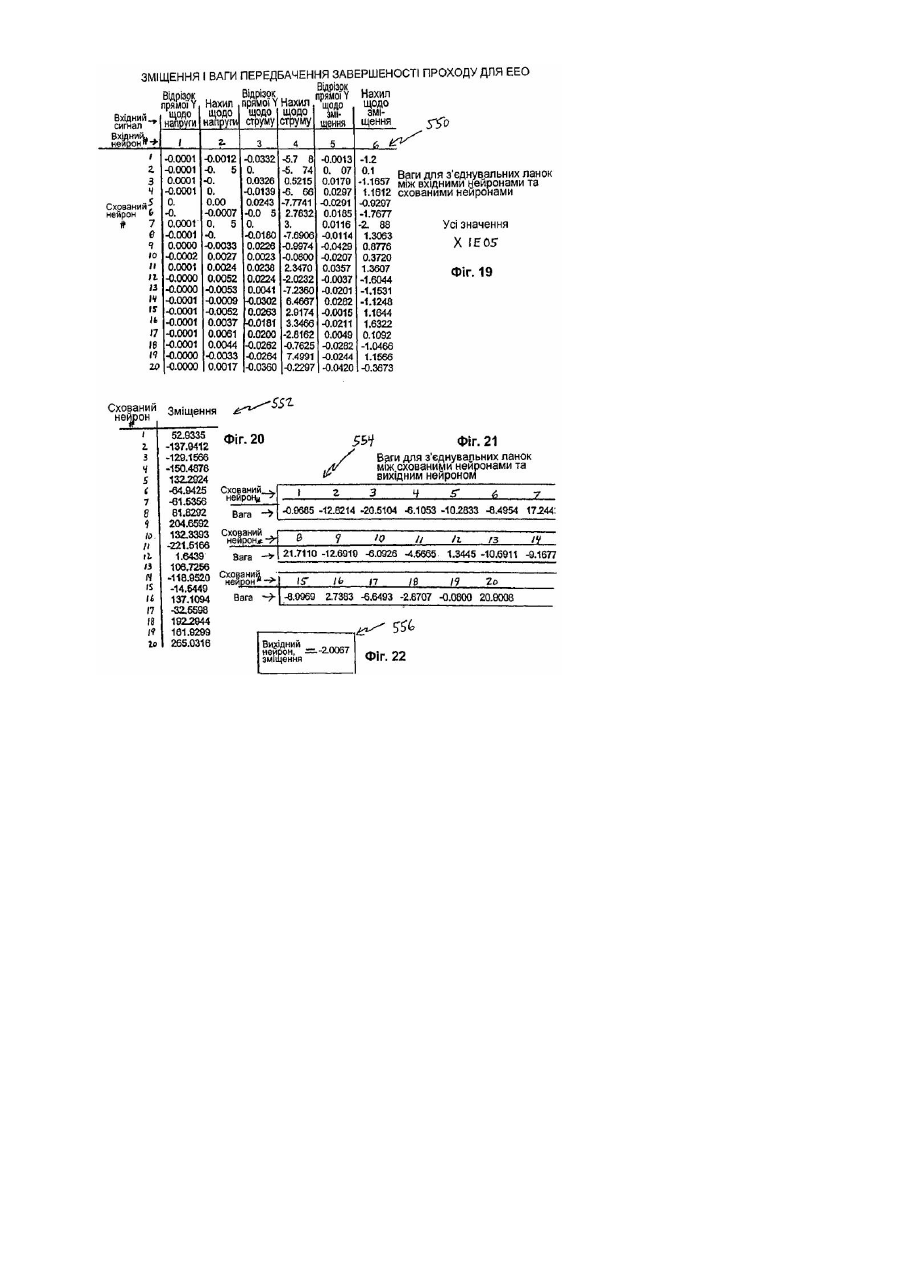
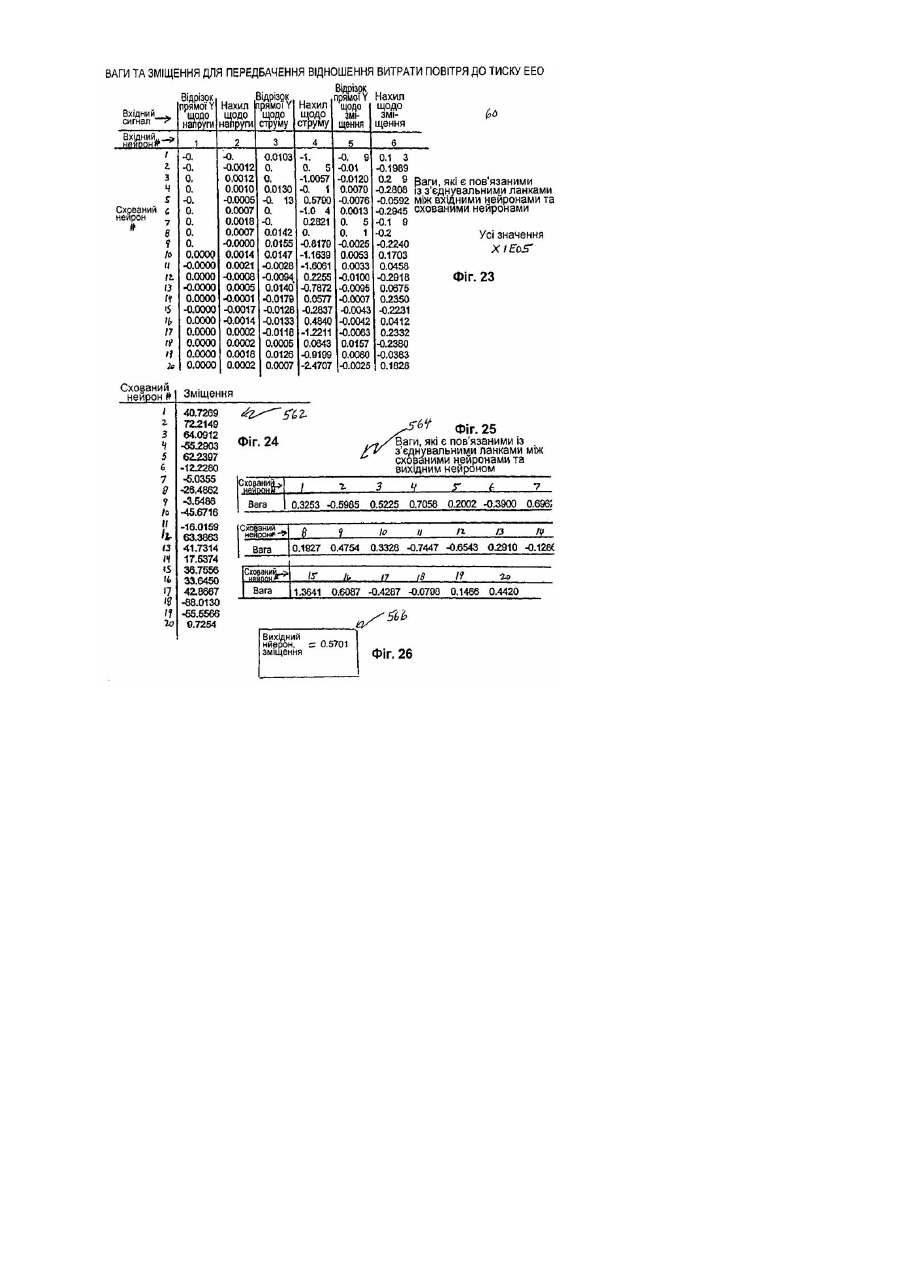
Цей винахід стосується передбачення характеристик властивостей виробу, який отримали шляхом стохастичної механічної обробки, наприклад, шляхом електроерозійної обробки, і, зокрема, для передбачення характеристики на підставі одного або більше виміряних значень набору параметрів способу, які використовують під час механічної обробки. Електроерозійну обробку ("ЕЕО") використовують під час виробництва різноманітних металевих деталей, включно, наприклад, деталей газотурбінних двигунів, таких як турбінні профілі. Під час ЕЕО використовують електричні розряди високої енергії (наприклад, іскри) між електродом та електропровідною деталлю, яку обробляють, з метою видалення матеріалу з деталі, яку обробляють. Електрод розташовують біля деталі, яку обробляють, з метою видалення матеріалу з деталі, лише на невеликій відстані або з невеликим проміжком. Середовище, діелектрична рідина, заповнює проміжок між електродом і деталлю, яку обробляють. Різницю напруг обумовленої величини прикладають між електродом і деталлю, яку обробляють. Напруга, яку застосовують, змушує діелектричне середовище іонізуватися та руйнуватися. Потім електричний струм починає текти між електродом та деталлю крізь діелектричне середовище. Струм викликає утворення теплоти на поверхні деталі. Внаслідок теплоти значно підвищується температура, і відбувається місцеве плавлення матеріалу деталі. Величина різниці напруг знижується, діелектричне середовище деіонізується та струм зникає. Генерування теплоти припиняється, що дозволяє електродові та деталі трохи охолодитися. Розплавлений матеріал твердіє через те, що він омивається з робочого боку діелектричним середовищем, залишаючи заглиблення у деталі. Заглиблення звичайно має форму, яка відповідає формі електрода. Деталь приймає форму, що є додатковою до форми електрода. Цей процес або цикл, який звичайно визначають як цикл "увімкнення/вимкнення", повторюють, доки не завершиться видалення матеріалу. ЕЕО є особливо корисною для обробки складних форм у електропровідних матеріалах, до яких належать спечені карбіди та суперміцні сплави. Звичайно, ці матеріали дуже важко обробляти з використанням традиційних способів. Наприклад, крихкі деталі можна обробляти з використанням ЕЕО, при цьому вони не зазнають деформацій. Після ЕЕО традиційні операції доводки звичайно не є обов'язковими. Під час одного типу способу ЕЕО, який звичайно називають дротовою ЕЕО, використовують невеликий дріт для того, щоб обробити поверхню деталі складної форми. Під час іншого типу способу ЕЕО, який звичайно називають плунжерною ЕЕО, використовують подовжений електрод, який обробляє заглибини або отвори у деталі. Наприклад, невеликі глибокі отвори із певними формами можна утворити у металевих об'єктах, таких як деталі газотурбінного двигуна. Незважаючи на те, що ЕЕО використовували протягом багатьох років, ЕЕО є стохастичним процесом, і механізм, який описано вище, завдяки якому ЕЕО видаляє метал з деталі, є складним і ще досі досліджується. Складність процесу ЕЕО залежить від дії багатьох факторів, які впливають на результат процесу. До ци х факторів належать параметри процесу та оточуючі умови щодо обробки разом з властивостями деталі, електрода та діелектричного середовища. Адекватність процесу залежить від того, наскільки близько результати обробки відповідають вимогам щодо розмірів, геометрії та функціональної виїмки, а також вимогам до шорсткості поверхні та твердості. До важливих параметрів процесу ЕЕО належать піковий струм, цикл увімкнення/вимкнення, напруга, полярність та умови промивання. Ці параметри звичайно необхідно оптимізувати на підставі бажаної кінцевої властивості деталі (наприклад, шорсткість поверхні, умови надання нового шару, твердість та напруження). До умов оточуючого середовища належать температура та вологість. До важливих властивостей деталі та електроду для ЕЕО належать електропровідність, точка плавлення, твердість та точність розмірів. Деталь з відносно низькою провідністю швидше нагрівається, внаслідок чого підвищується швидкість видалення матеріалу. Внаслідок відносно низької точки плавлення деталі знижуються енергетичні вимоги для плавлення. Електрод з відносно високою провідністю та високою точкою плавлення є, у більшості випадків, ідеальним для того, щоб знизити зношування електрода та підвищити швидкість видалення матеріалу. До властивостей діелектричного середовища належать електрична міцність, в'язкість та швидкість струму. Електрична міцність - це значення напруги, що є необхідною для того, щоб іонізувати рідину під час ЕЕО. Якщо електрична міцність є підвищеною, тоді знижується швидкість випаровування рідини і підвищується швидкість процесу іонізування/деіонізування. В'язкість діелектричного середовища впливає на його спроможність вимивати відламки та розсіювати теплоту. Внаслідок відносно низької в'язкості поліпшується промивання, і розсіювання теплоти стає більш ефективним. Відповідна швидкість струму є необхідною для того, щоб видалити розплавлені частинки (наприклад, відламки) з робочої ділянки та для сприяння охолоджуванню та процесам вирізування. Відламки у робочій ділянці є шкідливими через те, що вони беруть на себе енергію, необхідну для деталі, та впливають на швидкість видалення матеріалу. Крім того, внаслідок присутності відламків у робочій ділянці може виникнути дуга, що припиняє цикл вирізування та пошкоджує поверхню деталі. Крім того, внаслідок присутності відламків процес стає динамічним, випадковим, його важко регулювати. Отже, внаслідок цього обробка стає незавершеною, і виникають пошкодження на інструментах та деталі. Іншим фактором, який впливає на складність процесів ЕЕО, є складна взаємодія між вищезгаданими факторами. Наприклад, якщо розмір проміжку є занадто великим, діелектричне середовище може ніколи не іонізуватися, внаслідок чого не буде відбуватися ЕЕО. З іншого боку, якщо проміжок є дуже малим, деталь та інструмент можуть разом зваритися. Взагалі, використовують сервомеханізм для підтримки сталого проміжку між електродом та деталлю. Ефективність сервомеханізму залежить від ефективності вибору та оптимізації параметрів ЕЕО, варіацій деталі/інструмента/діелектричної рідини, від ефективності експлуатації обладнання. Якщо діелектрична рідина є забрудненою та/або існують умови недостатнього промивання, можуть виникнути небажані умови, такі як дуга, швидке зношування електрода та неповне видалення матеріалу. І ще одним фактором є можливість параметрів та властивостей, про які згадували вище, змінюватися. До цього фактору належать варіації, які виникають під час операції ЕЕО, проміж послідовними операціями, від одного дня до наступного, а також варіації деталі/електрода/діелектричної рідини. Деякі з цих варіацій виникають з часом або завдяки використанню, проте, інші відображають узгодження між постачальником та виробництвом. Властивості деталі, діелектричної рідини та інструментів є вхідними елементами, які змінюються випадково, залежно від стабільності процесів їх виробництва. Зрештою, така мінливість може значно впливати на процес ЕЕО. Через неможливість передбачити її, цю мінливість часто не беруть до уваги, коли спочатку обирають параметри процесу ЕЕО. Незважаючи на це, на практиці цю мінливість часто більш складно або неможливо регулювати. Взагалі, якість кінцевого виробу часто залежить від того, наскільки ретельно розглядають випадково виникаючу варіацію та/або незвичайність під час автономного налагоджування та/або фази пост-обробки. Проте, автономне налагоджування звичайно здійснюють тільки після того, як обробили ряд неузгоджених деталей. Крім того, існують і фактори людини. Наприклад, для здійснення процесу може бути необхідним оператор для того, щоб установити деталь та електрод у відповідні кріпильні пристрої. Будь-яка помилка під час установлення може стати причиною помилкового розташування (щодо місця та/або кута) електрода відносно деталі. Внаслідок такого невідповідного розташування обробка може бути неякісною. Через притаманну сто хастичн у та динамічну природу процесів ЕЕО, кожного разу дуже важко досягти відповідної якості виробу. За цієї причини звичайно є необхідним наступний контроль з метою перевірки якості виробу наприкінці процесу. Фаза наступного контролю якості виробу може витрачати багато часу, потребувати багато коштів, бути суб'єктивною або не точною. Для того, щоб з'ясувати деякі питання, про які згадували вище, корисним буде дослідити процес ЕЕО для механічної обробки охолоджувальних каналів, тобто отворів, у деталях газотурбінного двигуна. Звичайний газотурбінний двигун має компресор, камеру згоряння та турбіну. Компресор та турбіна мають багато роторних лопаток та статорних лопаток. Двигун функціонує при високих температурах, які часто перевищують 1508°С (2750°F) для того, щоб підвищити робочі характеристики та ефективність. Проте, безпосередній вплив таких високих температур шкідливо впливає на деякі деталі турбіни, наприклад, роторні лопатки та статорні лопатки, що може причинити деформацію деталей та, в екстремальних випадках, їх плавлення. Були розроблені способи охолоджування для того, щоб підтримувати температуру роторних лопаток та статорних лопаток відповідно до обмежень конструкції під час, коли двигун продовжує функціонувати при високих температурах. Наприклад, роторні лопатки та статорні лопатки, які зазнають впливу екстремальних температур, звичайно є порожнистими для того, щоб дозволити охолоджувальній рідині текти крізь них. Крім того, зовнішня поверхня деталей двигуна є, звичайно, покритою плівкою, яка охолоджується холодним повітрям із відділу компресора двигуна. Охолоджувальне повітря звичайно проходить і виходить із деталі крізь ряд невеликих каналів або отворів (тобто, охолоджувальних отворів), які знаходяться на зовнішній стінці деталі. У випадку з охолоджувальною плівкою потребується менше охолоджувального повітря, ніж під час іншого способу охолоджування, тим саме мінімізується вплив на ефективність функціонування газотурбінного двигуна. Охолоджувальні отвори у деталях газотурбінного двигуна традиційно утворюють з використанням складного процесу механічної обробки, такого як процес ЕЕО, лазерний процес або комбінація цих двох процесів. Двома важливими характеристиками охолоджувального отвору є завершеність проходу та витрата повітря. Завершеність проходу - це стан, коли охолоджувальні канали проходять повністю крізь зовнішню стінку деталі. Витрата повітря - це величина, яка визначає витрату маси крізь ці канали і яка може визначатися як безрозмірне відношення витрати повітря і тиску. Різні фактори, до яких належить кожен з вищезгаданих факторів, можуть впливати на якість, наприклад, на завершеність проходу та витрату повітря крізь канали, які обробляють. Одним з факторів є варіація деталі. Наприклад, внаслідок значної різниці товщини стінок від частини до частини, можуть бути різною тривалість циклів, витрати повітря та стани завершеності проходу. Крім того, якщо стінки є більш товсті, то електрод зношується і загострюється швидше, внаслідок чого канали матимуть отвір із загостреним поперечним перерізом та небажано високу витрату повітря. Варіації електрода також безпосередньо впливають на властивості кінцевої якості деталі. Домішки у електродах можуть примушувати зернисту структур у плавитися та/або розтріскуватися в умовах високої температури. Через те, що кінцеві властивості ЕЕО відображають характеристики електрода, такі дефекти, між іншим, можуть стати причиною, серед іншого, незавершеного проходу та варіації витрати повітря. Крім того, використання забрудненого або низької якості діелектричного середовища безпосередньо впливає на швидкість видалення металу. Якщо середовище має низьку якість, то швидкість видалення металу знижується, внаслідок чого підвищується можливість перебоїв процесу, незавершеного проходу та варіації витрати повітря, включно. Отже, деталь після механічної обробки традиційно необхідно обстежити ручним способом для того, щоб визначити характеристики завершеності проходу та витрати повітря оброблених отворів. Під час контролю якості завершеності проходу використовують ручне зондування кожного отвору пальцевим калібром для того, щоб визначити завершений прохід. Під час контролю якості витрати повітря деталь промивають, наносять віск на певні отвори та проводять випробування витрати повітря на отворах без воску. Після контролю якості деталь звичайно нагрівають для того, щоб видалити віск. Незважаючи на те, що деталь, яку обробляли з використанням ЕЕО, може мати властивість високої якості без здійснення контролю, де якість властивості повинна бути відомою, властивість необхідно традиційно контролювати з використанням одного або більше традиційних способів, які описано вище. Однак, такі способи ручного контролю якості потребують багато часу та коштів і залежать від помилки людини. Отже, шукають найкращій спосіб визначення характеристик завершеності проходу та витрати повітря. Значні зусилля були спрямовані на розробку досконалих систем контролю для сприяння досліджуванню напруги ЕЕО та форм хвиль електричного струму для то го, щоб відрізнити нормальне іскріння від шкідливої дуги. Інші дослідження були направлені на регулювання часу затримки запалювання для того, щоб вивчити сигнали напруги у проміжку. Багато контрольних систем було розроблено для контролю параметрів процесу. Більшість таких систем були спрямовані, зокрема, на підвищення до максимального рівня швидкості видалення матеріалу, на зниження шкідливого утворення дуги і на досягнення більшої стабільності процесу. Проте, ніяка з вищезгаданих систем не може виконувати контроль якості виробу, передбачати характеристику властивості деталі та/або допомагати визначити якість виробу наприкінці процесу. У патенті США №5282261, виданого на ім'я Skeirik, описано нейронну мережу системи вимірювання та контролю процесу. Система застосовує ви хідні дані у реальному часі з нейронної мережі для того, щоб замінити чутливий елемент або лабораторний вхід на регулятор, мережа може використовувати легко доступні вимірювання від чутливи х елементів як вхідні дані та виробляти передбачені значення властивостей виробу як вихідні дані. Історичну базу даних можна використовувати для запровадження історії лабораторних вимірювань та вимірювань чутливими елементами для нейронної мережі. Skeirik показує, що для багатьох виробів важливі властивості виробів пов'язані з кінцевим використанням виробу, а не з умовами процесу. Проте, Skeirik не пропонує систему для використання у процесі ЕЕО для передбачення якості властивості виробу, яку отримали внаслідок процесу. Патент США №5654903, виданий на ім'я Reitman та ін., пропонує спосіб і пристрій для регулювання стану властивості виробу під час виробничого процесу. Система використовує навчену інтелектуальну систему, яка встановлює взаємозв'язок між приписом виробничого процесу та властивістю виробу, як функцію від часу. Проте, Reitman та ін. не пропонують систему для використання у процесі ЕЕО для передбачення якості виробу. Патент США №5428201, виданий на ім'я Kaneko та ін., пропонує спосіб та пристрій для регулювання електроерозійної обробки. Kaneko та ін. пропонують під час механічної обробки підтримувати сталий розмір проміжку між електродом і деталлю на підставі опорної сервопостачальної напруги. Запропоновано мережу з нечіткою логікою або нейронну мережу для підраховування стабільності розряду. Kaneko та ін. доводять, що попередні способи потребують присутності оператора для того, щоб встановити умови обробки, як під час функціонування, так і у неробочий час, згідно з такими вимогами, як площа механічної обробки деталі, глибина механічної обробки, необхідна точність розмірів та необхідна шорсткість поверхні. Проте, цей спосіб спрямований на пошук умов електроерозійної обробки, а не на те, щоб дійсно передбачити якість виробу. Патент США №5571426, виданий на ім'я Akemura, пропонує спосіб визначення умов електроерозійної обробки та регулятор електроерозійної обробки. Цей спосіб пропонує набори попередньо визначених параметрів механічної обробки, які установлюють для кожного набору параметрів механічної обробки набір даних механічної обробки, які вказують на взаємозв'язок під час ЕЕО між струмом, глибиною, розміром електрода нижче номінального, а під час цього способу обираються два набори із наборів згідно з наданим набором попередньо визначених параметрів механічної обробки та аналізуються, а потім генеруються дані умов механічної обробки, які включають значення глибини механічної обробки та відповідні значення струму для механічної обробки деталі згідно з запропонованою конфігурацією та запропонованими розмірами. Проте, цей спосіб спрямований на визначення умов електроерозійної обробки, які мінімізують час для операцій чорнової обробки шляхом зниження максимального струму механічної обробки згідно з глибиною механічної обробки, а не на дійсне передбачення якості виробу. У техніці також є відомим використання моделі у вигляді нейронної мережі для того, щоб передбачити шорсткість та хвилястість поверхні на підставі ширини імпульсу, часу між двома імпульсами, механічного напруження дроту та швидкості постачання дроту. Дивися "Stud y on Modeling of Wire EDM Process", Spedding, T.A., et al., Journal of Materials Processing Technology, vol. 69, pages 18-28, 1997; та "Parameter Optimization and Surface Characterization of Wire Electrical Discharge Machining Process", Spedding, T.A., et al., Precision Engineering, vol. 20, pages 5-15, 1997. Такі моделі запропоновано для того, щоб оптимізувати комбінації параметрів процесу, тобто для того, щоб обрати цільові значення з метою досягнення певного результату. Ін ші фактори (до яких належать матеріал та розміри деталі; напруга під час вирізування, струм імпульсу запалювання та діелектрик), які можуть впливати на величини здійснення процесу, є фіксованими. Вважають, що подальші дослідження будуть ура ховувати більше факторів, таких як матеріал дроту і деталі, висота деталі. Проте, ніяка з цих запропонованих моделей не може передбачати якість виробу. Завданням цього винаходу є передбачення характеристики властивості виробу, о триманої внаслідок процесу механічної обробки, на підставі вимірювання однієї або більше характеристик одного або більше параметрів процесу з використанням моделі. Завданням одного з варіантів здійснення цього винаходу є передбачення характеристики властивості виробу, отриманої внаслідок процесу ЕЕО, на підставі вимірювання однієї або більше характеристик одного або більше параметрів процесу, при цьому цей процес використовує адаптивну нейронну мережу, яку навчали у процесі. Іншим завданням одного з варіантів здійснення винаходу є запровадження штучної моделі у вигляді нейронної мережі для використання з метою передбачення характеристики властивості виробу, отриманої внаслідок процесу ЕЕО на підставі характеристики одного або більше параметрів, зв'язаних з процесом. Іншим завданням одного з варіантів здійснення цього винаходу є передбачення характеристик завершеності проходу та витрати повітря охолоджувальних отворів, отриманих внаслідок процесу ЕЕО, усунення необхідності ручного контролю якості охолоджувальних отворів після завершення процесу ЕЕО. Іншим завданням одного з варіантів здійснення винаходу є забезпечення моделлю, яка передбачає якість властивості, отриманої внаслідок процесу ЕЕО, при цьому модель включає корекцію мінливості у варіаціях процесу, деталі, яку обробляють, інструмента та діелектричного середовища. Згідно з цим винаходом, пристрій, який забезпечує індикацію характеристики властивості виробу, отриманої внаслідок стохастичного процесу механічної обробки, містить, принаймні, один чутливий елемент, який сприймає характеристику, принаймні, одного параметра, зв'язаного з стохастичним процесом механічної обробки, та який утворює, принаймні, один сигнал вимірювання, що вказує на цю характеристику, та який, крім того, містить процесор сигналів, який має модель, що вказує на відповідність між характеристикою, принаймні, одного параметра, зв'язаного із стохастичним процесом механічної обробки, та характеристикою отриманої властивості виробу, та який використовує згадану модель для генерування сигналу, який вказує на передбачену характеристику властивості виробу. Цей винахід слідкує за характеристиками параметрів процесу та, переважно, з використанням інтелектуальної моделі, передбачає характеристики властивості виробу, отриманої внаслідок процесу. Модель, переважно, створюють з використанням наборів даних, що репрезентують дійсні вхідні та ви хідні дані процесу. Така модель є здатною розпізнавати випадковість та непередбачуваність процесу та реагувати на небажані тимчасові умови обробки. Отже, на відміну від попередніх систем для використання під час стохастичного процесу механічної обробки, цей винахід є здатним передбачати характеристики отриманої властивості, незважаючи на варіації деталі та інструмента, які мають непередбачувану природу. Отже, цей винахід може полегшити традиційний контроль якості після механічної обробки або усун ути необхідність такого контролю, тим самим зберігаючи час та знижуючи витрати. Один варіант здійснення цього винаходу забезпечує кращу індикацію характеристик завершеності проходу та витрати повітря охолоджувальних отворів у деталях газотурбінного двигуна, ніж визначення їх шляхом ручного контролю якості після механічної обробки. Незважаючи на те, що моделі у вигляді нейронних мереж є відомими, до цього часу вважали, що не можна повністю моделювати стохастичний процес механічної обробки, такий як, наприклад, ЕЕО. З'ясували, що не завжди можна моделювати кожен процес, незважаючи на його складність, тобто, не завжди можна визначити взаємозв'язки між параметрами процесу та ви хідними показниками процесу. Також з'ясували, що ретельний вибір вхідних параметрів для моделі є необхідним. Проте, визначили, що інтелектуальна модель може повністю моделювати стохастичний процес механічної обробки, такий як, наприклад, ЕЕО, що відповідні взаємозв'язки існують між відомими параметрами та вихідними показниками процесу, та що ефективний спосіб для визначення взаємозв'язку може використовувати набори даних, які включають дійсні дані, які репрезентують вхідні та вихідні дані процесу у вигляді відсоткового відношення від усі х можливих сценаріїв процесу, як практичні. Ці та інші цілі, властивості та досягнення цього винаходу можна краще з'ясувати завдяки наступному докладному опису прикладів варіантів його здійснення, які проілюстровано на супроводжувальних фігура х. Фіг.1А - частковий вигляд з боку лопатки газотурбінного двигуна, яка має профіль з багатьма охолоджувальними каналами; фіг.1В - вигляд у напрямку 1В-1В профілю лопатки з фіг.1А, який демонструє поперечний переріз каналу та вн утрішньої порожнини; фіг.2 - комбінована електромеханічна схема системи ЕЕО для механічної обробки охолоджувальних каналів профілю у лопатці з фіг.1, з використанням якої можна здійснити цей винахід; фіг.3 А - більш докладне схематичне зображення процесора сигналів, який є частиною системи ЕЕО з фіг.2; фіг.3В - діаграма функціональних блоків процесора сигналів, який є частиною системи ЕЕО з фіг.2; фіг.4 - стисле спрощене схематичне зображення сигнальної моделі та моделі процесу, яку використовують у найкращому варіанті здійснення цього винаходу; фіг.5 - графік, що ілюструє величину напруги у проміжку під час процесу ЕЕО; фіг.6 - графік, що ілюструє величину струму у проміжку під час процесу ЕЕО; фіг.7 - графік, що ілюстр ує величину зміщення електрода під час процесу ЕЕО з фіг.5; фіг.8 - графік, що ілюстр ує нормалізовані диференційовані величини напруги у проміжку та стр уму у проміжку з фіг.5 та 6; фіг.9 - графік, що ілюстр ує величину поступово зростаючих змін у зміщенні електрода з фіг.7; фіг.10 - графік, що ілюструє нормалізовані, диференційовані величини напруги у проміжку та стр уму у проміжку під час процесу ЕЕО, при яких канали мають завершений прохід; фіг.11 - гра фік, що ілюстр ує величину поступово зростаючих змін у зміщенні електрода для процесу ЕЕО з фіг.10; фіг.12 - графік, що ілюструє нормалізовані, диференційовані величини напруги у проміжку та стр уму у проміжку під час процесу ЕЕО, при яких канали мають незавершений прохід; фіг.13 - гра фік, що ілюстр ує величину поступово зростаючих змін у зміщенні електрода для процесу ЕЕО з фіг.12; фіг.14 А - функціональний блок моделі процесу, що має дві нейронні мережі, одну для передбачення завершеності проходу, а іншу для витрати повітря; фіг.14В - спрощене схематичне зображення частини нейронної мережі, яка має вхідний рівень, схований рівень та вихідний рівень; фіг.14С - ілюстрація ряду наборів навчальних даних, які використовують для навчання моделі процесу з фіг.14 А; фіг.15 - графік, що ілюстр ує опорні точки, які використовують для навчання моделі у вигляді нейронної мережі для передбачення характеристик завершеності проходу каналів; фіг.16 - графік, що ілюструє тестові опорні точки, які використовують для перевірки моделі у вигляді нейронної мережі для передбачення характеристик завершеності проходу каналів; фіг.17 - гра фік, що ілюстр ує тестові опорні точки, які використовують для навчання моделі у вигляді нейронної мережі для передбачення характеристик витрати повітря каналів; фіг.18 - графік, що ілюструє тестові опорні точки, які використовують для перевірки моделі у вигляді нейронної мережі для передбачення характеристик витрати повітря каналів; фіг.19 - таблиця, що ілюструє цифрові дані, які вказують на ваги, що зв'язані зі з'єднувальними ланками між вхідними нейронами та схованими нейронами для нейронної мережі, яка передбачає характеристику завершеності проходу; фіг.20 - таблиця, що ілюструє цифрові дані, які вказують на зміщення, які пов'язані зі схованими нейронами для нейронної мережі, яка передбачає характеристики завершеності проходу; фіг.21 - таблиця, що ілюструє цифрові дані, які вказують на ваги, які пов'язані зі з'єднувальними ланками між схованими нейронами та вихідним нейроном для нейронної мережі, яка передбачає характеристики завершеності проходу; фіг.22 - таблиця, що ілюструє цифрові дані, які вказують на зміщення, які пов'язані з вихідним нейроном для нейронної мережі, яка передбачає характеристики завершеності проходу; фіг.23 - таблиця, що ілюструє цифрові дані, які вказують на ваги, які зв'язані зі з'єднувальними ланками між вхідними нейронами та схованими нейронами для нейронної мережі, яка передбачає характеристики витрати повітря; фіг.24 - таблиця, що ілюструє цифрові дані, які вказують на зміщення, які пов'язані зі схованими нейронами для нейронної мережі, яка передбачає характеристики витрати повітря; фіг.25 - таблиця, що ілюструє цифрові дані, які вказують на ваги, які пов'язані зі з'єднувальними ланками між схованими нейронами та вихідним нейроном для нейронної мережі, яка передбачає характеристики витрати повітря; та фіг.26 - таблиця, що ілюструє цифрові дані, які вказують на зміщення, які пов'язані з вихідним нейроном для нейронної мережі, яка передбачає характеристики витрати повітря. НАЙКРАЩИЙ ВАРІАНТ ЗДІЙСНЕННЯ Цей винахід спрямований на передбачення характеристики властивості, яку отримали внаслідок процесу. Для здійснення цього деякі варіанти здійснення цього винаходу можуть використовува ти штучні нейронні мережі, проте винахід не обмежується ними. Цей винахід описано з посиланням на найкращий варіант здійснення для використання щодо передбачення характеристик завершеності проходу та витрати повітря охолоджувальних каналів, отриманих завдяки процесу ЕЕО, який здійснюють на лопатці газотурбінного двигуна, тип якої зображено на фіг.1А та 1В. Турбінна лопатка 40 має профіль 42, платформу 44 та хвостовик 46. Профіль 42 має зовнішню поверхню 48, внутрішню порожнину 50 та внутрішню поверхню 52 (фіг.1В), яка обмежує внутрішню порожнину 50. Профіль далі містить багато каналів 54, які можна розташувати у один або два ряди 56, які сполучаються із внутрішньою порожниною 50. Хвостовик 46 має канал 58 (фіг.1Α), який має впускну частин у 60, яка сполучається по потоку крізь внутрішню частину лопатки із внутрішньою порожниною 50. Канал 58 (фіг.1Α), порожнина 50 та канали 54 становлять частину шляху потоку 62 охолоджувального повітря. Канал 58 (фіг.1А) отримує о холоджувальне повітря крізь впускний отвір 60. Охолоджувальне повітря тече у внутрішню порожнину 50 профілю, виходить крізь багато каналів 54 та тече поверх зовнішньої поверхні 48 профілю 42, тим самим утворюючи охолоджувальну плівку. Через те, що канали 54 є частиною шляху потоку 62 охолоджувального повітря, необхідно, щоб кожен з каналів 54 мав характеристики завершеного проходу, тобто, щоб о холоджувальне повітря проходило повністю крізь внутрішню поверхню 52 (фіг.1В) та створювало придатний потік повітря. Зараз звернемося до фіг.2. Система ЕЕО 70 для механічної обробки ряду 56 (фіг.1A) каналів 54 (фіг.1 А, 1В) у лопатці 40 газотурбінного двигуна містить раму 72, підсистему електрода 74, кріпильний пристрій 76 для розташування лопатки 40 (тобто, деталі, яку обробляють) і підсистему 78 для діелектрика. Підсистема електрода 74 містить електродний інструмент 80, тримач електрода 82, машинну головку 84, з'єднувальний елемент 85 і сервомеханізм 86. Електродний інструмент 80, який далі будуть визначати як електрод 80, може включати багато електродів, які зображають як електрод 80, вишикуваних у ряд. Електрод 80 кріпиться до тримача електрода 82, який з'єднується з машинною головкою 84. З'єднувальний елемент 85 з'єднує машинну головку 84 з сервомеханізмом 86. Сервомеханізм 86 надає руху машинній головці 84, яка рухає електрод 80 уперед або назад від профілю 42 лопатки, тим самим звужуючи або поширюючи проміжок 88 між електродом та деталлю, тобто профілем. Підсистема 78 для діелектрика містить діелектричне середовище 90 та систему 92 резервуара/фільтрування діелектричного середовища. Система ЕЕО 70, крім того, містить один або більше чутливих елементів, які далі називають чутливими елементами, які репрезентовані чутливими елементами 94, 96, 98, та регулятор/генератор 100 системи. Чутливі елементи 94, 96, 98 сприймають характеристики одного або більше параметрів процесу під час процесу ЕЕО та подають один або більше сигналів вимірювання на сигнальні лінії 104, 106 і 108, які вказують на них. Регулятор/генератор 100 системи отримує сигнали вимірювання, які подаються по сигнальним лініям 104, 106, 108 та генерує керувальні та силові електричні сигнали, які передаються по сигнальній лінії 110 та через силовий провід 112, відповідно, для процесу ЕЕО. Чутливі елементи 94, 96, 98 переважно включають чутливий елемент зміщення 94, чутливий елемент струму 96 та чутливий елемент напруги 98. Чутливий елемент зміщення 94 може кріпитися до рами 72 та може сприймати позицію машинної головки 84 через з'єднувальний кабель 114. Чутливий елемент зміщення 94 сприймає зміщення між позицією електрода та контрольною позицією (не показано) та подає сигнал на лінію 104, який вказує на таке зміщення, що на фіг.2 для ілюстрації показано як ЗМІЩЕННЯ (DISPLACEMENT). Цей сигнал також вказує на відстань між профілем 42 та електродом 80, тобто, на відстань упоперек проміжку 88, тому що відносне розташування профілю та контрольної позиції (не показано) переважно залишається фіксованим протягом усього процесу ЕЕО. Чутливий елемент струму 96, який є з'єднаним з силовим проводом 112, сприймає струм, який передається до підсистеми електрода 74, який далі визначають як струм у проміжку, та передає сигнал, який на нього вказує, на лінію 106. Чутливий елемент струму може включати паралельний опір 120, який виробляє різницю напруг, що є пропорційною до струму у проміжку, та чутливий елемент напруги 122. Чутливий елемент напруги 98 отримує сигнали на сигнальних лініях 124, 126, які вказують на величину напруги електрода і деталі, відповідно, та подає сигнал, який вказує на різницю між ними, на лінію 108, цю напругу далі будуть визначати як напругу у проміжку. Слід розуміти, що чутливі елементи напруги 98, 122 можуть альтернативно бути забезпеченими єдиним розділеним вольтметром (не зображено). У цьому варіанті здійснення чутливий елемент струму 96, чутливий елемент напруги 98 та регулятор/генератор системи знаходяться у одному корпусі (не показано), який обмежує доступ до сигналів усередині. До сигналів вимірювання на лініях 106, 108 від чутливи х елементів струм у та напруги 96, 98 не має доступу із зовні корпусу. Генератор/регулятор 100 системи подає сигнали, які позначено як СТРУМ (CURRENT) та НАПРУГА (VOLTAGE), на сигнальні лінії 130, 132, які вказують на сигнали струму та напруги на лініях 106, 108, відповідно. Система ЕЕО обробляє профіль до досягнення попередньо визначеної глибини, коли й будуть завершені канали. Під час механічної обробки система ЕЕО використовує цикл "увімкнення/вимкнення" ("увімкн./вимкн."). Звичайно тривалість частини "увімкн." та частини "вимкн." циклу залежить від позиції електрода відносно профілю. Наприклад, першу тривалість "увімкн." та першу тривалість "вимкн." можна використовува ти для ініціювання першого іскріння, доки електрод не досягне попередньо визначеної першої глибини. Другу тривалість "увімкн." та другу тривалість "вимкн." можна використовувати, доки електрод не досягне другої глибини. Третю тривалість "увімкн." та третю тривалість "вимкн." можна використовува ти від початку завершення проходу до попередньо визначеної третьої глибини. Під час цього процесу сигнали ЗМІЩЕННЯ, НАПРУГИ та СТРУМУ вказують на параметри процесу щодо зміщення електрода, напруги у проміжку та стр уму у проміжку, відповідно. Система ЕЕО 70, крім того, містить процесор сигналів 140 для використання під час передбачення однієї або більше характеристик властивості, отриманої внаслідок процесу ЕЕО. Передбачення здійснюється на підставі одного або більше сигналів вимірювання, які вказують на характеристики одного або більше параметрів процесу ЕЕО. Наприклад, у найкращому варіанті здійснення процесор сигналів отримує сигнали ЗМІЩЕННЯ, СТРУМУ та НАПРУГИ на сигнальні лінії 104, 130, 132 відповідно, та процесор 140 сигналів подає сигнали, які вказують на характеристики завершеності проходу та витрати повітря каналів, які зображено як ЗАВЕРШЕНІСТЬ ПРОХОДУ (BREAK-THROUGH) та ВИТРАТИ ПОВІТРЯ (AIRFLOW), на сигнальні лінії 142, 144 відповідно. Звернемося зараз до фіг.3А. У найкращому варіанті здійснення процесор 140 сигналів містить вхідну частину 150, центральний процесор (CPU) та запам'ятовуючий пристрій 152, та частину виводу 154, шину 156 (фіг.3). Усі ці частини мають з'єднання 158 (фіг.3) з кожною іншою частиною процесора 140 сигналів. При такому варіанті здійснення процесор 140 сигналів може бути загальноцільовим комп'ютером, наприклад IBM-сумісним персональним комп'ютером, а вхідна частина 150 може бути пристроєм збирання даних, який має схему, яка реагує на сигнал, та схему аналого-цифрового (А/Ц) перетворювача. У іншому варіанті здійснення процесор 140 сигналів може бути у комбінації з генератором/регулятором 100 системи (фіг.2). Зараз звернемося до фіг.3В. Вхідна частина 150 процесора 140 сигналів може включати схему попереднього формування сигналу 160 та аналого-цифровий перетворювач (АЦП) 162. Схема попереднього формування сигналу отримує сигнали виміряних параметрів процесу, наприклад, сигнали ЗМІЩЕННЯ, СТРУМ та НАПРУГА, попередньо формує сигнали, здійснює шумове фільтрування сигналів та подає три попередньо сформованих сигнали параметрів процесу на сигнальні лінії 164, 166, 168. АЦП отримує три попередньо сформованих сигнали параметрів процесу та з суттєво періодичними інтервалами генерує три цифрові сигнали параметрів процесу на лінії 170, 172, 174, відповідно, які вказують на їхні величини. Процесор сигналів може, крім того, включати програму 180, яка зберігається та виконується у запам'ятовуючому пристрої та центральному процесорі. Програма 180 може включати серію модулів у програмному та мікропрограмному забезпеченні. Один з таких модулів переважно містить аналізатор сигналів 182. Аналізатор сигналів 182 використовує класичні принципи обробки сигналів для того, щоб генерувати для кожного з цифрових сигналів параметрів процесу один або більше сигналів, які утворюють спрощене зображення величини цифрового сигналу параметра процесу під час процесу (за часом). Звернемося зараз до фіг.4. У найкращому варіанті здійснення аналізатор сигналу 182 виконує для кожного з цифрових сигналів параметрів процесу лінійно-регресивний аналіз, як умовно зображено у блоках 184, 186, 188, відповідно. На підставі кожного регресивного аналізу аналізатор сигналів може подавати пару сигналів, які зображено як три пари НАХИЛ (SLOPE) та ВІДРІЗОК ПРЯМОЇ (INTERCEPT), на лінії 190, 192; 194, 196 та 198, 200, відповідно. Сигнал НАХИЛ (SLOPE) кожної пари репрезентує зміну у величині цифрового сигналу параметру процесу за часом (нахил); сигнал ВІДРІЗОК ПРЯМОЇ (INTERCEPT) кожної пари репрезентує початкову величину цифрового сигналу параметру процесу за часом (відрізок прямої "у"). Проте, аналізатор сигналів 182 не обмежується лише здійснюванням лінійно-регресивного аналізу, він також може виконувати будь-який інший придатний аналіз, до якого належать, але не обмежують собою, вибір певної величини, вибір величини у певний час, знаходження середнього значення, підбір формул щодо кривих одиничного та більшого порядку та інше. Звернемося зараз до фіг.5-7 для того, щоб далі проілюструвати винахід. Три графіка 210 (фіг.5), 212 (фіг.6), 214 (фіг.7) зображують характеристики сигналів параметрів процесу, які подаються на аналізатор сигналів 182 (фіг.3В, 4) та сигнали, генеровані переважно під час процесу ЕЕО аналізатором сигналів 182 (фіг.3В, 4). Перший графік 210 (фіг.5) має першу криву 216, яку зображено жирними лініями та яка ілюструє величину напруги у проміжку залежно від часу під час характерного процесу ЕЕО, та другу криву 218, яку зображено переривчастою лінією та яка ілюструє відповідний нахил та відрізок прямої, генеровані аналізатором сигналів 182 (фіг.3В, 4). Другий графік 212 (фіг.6) має першу криву 220, яку зображено жирними лініями та яка ілюструє величину струм у у проміжку залежно від часу під час процесу ЕЕО, та другу криву 222, яку зображено переривчатою лінією та яка ілюструє відповідний нахил та відрізок прямої, генеровані аналізатором сигналів 182 (фіг.3В, 4). Третій графік 214 (фіг.7) має першу криву 224, яку зображено жирними лініями та яка ілюструє величину зміщення залежно від часу під час процесу ЕЕО, та другу криву 226, яку зображено переривчастою лінією та яка ілюструє відповідний нахил та відрізок прямої, генеровані аналізатором сигналів 182 (фіг.3В, 4). Як зображують криві 216 (фіг.5), 220 (фіг.6), 224 (фіг.7), напруга та струм у проміжку змінюються протягом усього процесу ЕЕО, а електрод досягає і проходить у деталь, яку обробляють, нелінійним способом. Сигнали, які можна порівняти з сигналами на фіг.5-7, генеруються для кожної деталі, яку обробляють. Звернемося зараз до фігур 8 і 9. Корисним буде проілюструвати вищезгадані дані іншими способами. Наприклад, графік 230 (фіг.8) має дві криві 232, 234, кожна з яких зображує дані напруги та дані струму, відповідно, із вищезгаданих кривих після нормалізації та диференціації. Інший графік 236 має криву 238, яка зображує дані зміщення із вищезгаданих кривих як поступово зростаючі зміни, тобто Dd. Дані, які репрезентовано у фігура х 5-9, показують величину параметрів процесу під час процесу ЕЕО, внаслідок якої утворюються канали, які мають завершений прохід та нормалізоване відношення витрати повітря та тиску (AFPR), який становить 0,828. Згідно з ходом, який ілюструють криві 216 (фіг.5), 232 (фіг.8), варіації більшої напруги спочатку є необхідними для того, щоб іонізувати рідину та індукува ти першу іскру. У той час, коли електрод плавно рухає у деталь, виникає підвищений тренд мінливого зміщення (дивися криву 238 (фіг 9)) з постійним значним зростанням зміщення. Як зображують криві 232, 234 (фіг.8), пік напруги та стр уму стає більш явним, коли посилюється видалення металу. Крива 234 (фіг.8) ілюстр ує, що під час завершення проходу ЕЕО варіація підвищується, коли електрод наближається до найбільшої допустимої глибини у деталі, яку обробляють. Під час цього етапу електрод відходить та наближається повільно (дивися криву 238 (фіг.9)). Звернемося зараз до фігур 10 - 13. Чотири графіки 250, 252, 254, 256 далі ілюструють взаємозв'язок між параметрами процесу та характеристиками отриманої властивості. Перший графік 250 (фіг.10) має дві криві 258, 260, які зображують дані напруги та струму, відповідно, із процесу ЕЕО, внаслідок якого отримали канали з характеристиками завершеного проходу та нормалізованого AFPR, який становить 0,647. Другий графік 252 (фіг.11) має криву 262, яка зображує дані зміщення з цього процесу. Третій графік 254 (фіг.12) має дві криві 264, 266, які зображують дані напруги та стр уму, відповідно, із процесу ЕЕО, внаслідок якого отримали канали з характеристиками незавершеного проходу та нормалізованого AFPR, який становить 0,709. Четвертий графік 256 (фіг.13) має криву 268, яка зображує дані зміщення з цього процесу. Незавершений прохід може траплятися, коли система ЕЕО не компенсує деякі варіації під час процесу. Під час циклів незавершеного проходу звичайно стаються значніші постійно зростаючі зміни у зміщенні та більш високі рівні енергії, щоб компенсувати варіації, які трапляються під час процесу. Це є особливо помітним наприкінці циклу ЕЕО. Джерело варіації може знаходитися у численних місцях, що належать, проте ними не обмежуються, до деталі, яку обробляють, електродів, діелектричної рідини, інструменту ЕЕО, способу функціонування та навколишнього середовища. Незважаючи на те, що ці варіації можна ідентифікувати та тимчасово видалити з системи, вони знов можуть виникнути у процесі у будь-який час. Звернемося знов до фіг.3В. Програма 180 у процесорі 140 сигналів, крім того, містить інший модуль, який тут визначають як модель процесу 280. Модель процесу 280 переважно отримує сигнали, генеровані аналізатором сигналів 182, та у відповідь подає один або більше сигналів передбачення, які вказують на одну або більше передбачених характеристик властивості, отриманої внаслідок процесу ЕЕО. Наприклад, у найкращому варіанті здійснення модель процесу 280 подає два сигнали передбачення, один з яких вказує на характеристики завершеності проходу, а др угий вказує на характеристики витрати повітря, на сигнальні лінії 282, 284, відповідно, які вказують на якість каналів, які обробляють. Модель процесу 280 є переважно інтелектуальною моделлю, яка переважно містить одну або більше навчених нейронних мереж, проте можна використовувати будь-яку іншу придатну модель, до якої належить, але нею не обмежується, модель, заснована на методі аналізу на поверхні відклику (RSM). Звернемося зараз до фіг.14А. Модель процесу 280 може мати дві нейронні мережі 286, 288, одну - для передбачення завершеності проходу, а іншу - для передбачення витрати повітря, відповідно. Звернемося зараз до фіг.14В. Нейронна мережа 300 містить набір нейронів, тобто базових елементів обробки, до яких належать вхідні нейрони 302, які можуть просто бути буферами, що виділяють сигнали, щоб отримати вхідні сигнали 304 для мережі. Виходи вхідних нейронів є з'єднаними за допомогою з'єднувальних ланок 306 для того, щоб обрати один з входів із набору нейронів другого рівня 310. Кожна ланка 306 є пов'язаною з фактором ваги 308 для збільшення сигналу, який передається ланкою 306. Кожен нейрон може, крім того, мати вхід зміщення 312. Колективний вхід до нейрону є сумою 314 усіх зважених вхідних сигналів із з'єднувальних ланок 306 плюс будь-яке зміщення 312. Кожен нейрон є пов'язаним з функцією активації 316, тобто з передаточною функцією, яка може бути нелінійною, та до якої нейрон подає колективний вхідний сигнал для того, щоб генерува ти ви хідний сигнал. Ваги та зміщення є параметрами, які можна відрегулювати так, щоб мережа могла демонструвати необхідну поведінку під час фази навчання. Виходи нейронів другого рівня можуть самі по собі далі бути зв'язаними за допомогою іншого набору зв'язувальних ланок 320 відносно фактору ваги 322 з входами відповідних нейронів (нейрону) одного або більше нейронів третього рівня 324. У цьому випадку нейрони другого рівня часто називають "схованими" нейронами. Виходи нейронів третього рівня можна зробити як виходи усієї мережі. У цьому випадку ці нейрони можуть називатися "вихідними нейронами" або вони можуть бути зв'язаними з ще додатковими рівнями нейронів (не показано). Крім того, в архітектурі деяких нейронних мереж виходи деяких нейронів повертають (не показано) до входів попереднього рівня. Якщо ваги, які є пов'язаними зі з'єднувальними ланками, зробити мінливими, тоді мережа отримує здібність "навчатися". Альтернативно, навчальний процес можна моделювати автономно, та коли визначили ваги з'єднувальних ланок, їх можна передати у апаратну інтегральну схему (не показано), мікропрограмне забезпечення, програмне забезпечення або у іншій запам'ятовуючий пристрій. Кількість рівнів, кількість нейронів та функції активації переважно обирають так, щоб оптимізувати модель з точки зору точності та інше. У одному варіанті здійснення кожна з нейронних мереж 286, 288 (фіг.14 А) містить мережу з прямим зв'язком з вхідним рівнем, який має шість вхідних нейронів, з одним схованим рівнем, який має двадцять нейронів, та з вихідним рівнем, який має один нейрон. Навпаки, варіант здійснення, під час якого використовується мережа з одним рівнем для передбачення завершеності проходу, демонстрував гірші результати у порівнянні з варіантом, під час якого використовується мережа з двома рівнями. Проте, слід відзначити, що дві мережі 286, 288 (фіг.14А) не обов'язково повинні мати схожі архітектури. Функції активації переважно обираються на підставі діапазону функції активації та діапазону цільових значень. Нейронна мережа для передбачення характеристики завершеності проходу 286 (фіг.14А) використовує типову логарифмічну сигмоїдальну (або бінарну сигмоїдальну) функцію активації як для схованих, так і вихідних рівнів. Логарифмічна сигмоїдальна функція активації є корисною для прикладних програм, які мають біполярні цільові вихідні значення. Значення між 0 та 1 використовують для характеристики завершеності проходу, де усі н улі репрезентують завершений прохід, а усі одиниці незавершений прохід. Нейронна мережа для передбачення характеристики витрати повітря 288 (фіг.14А) використовує дотично-сигмоїдальну функцію активації для схованого рівня та лінійну функцію активації для вихідного рівня. Нейронні мережі 286, 288 (фіг.14А) звичайно готують або навчають, заздалегідь для того, щоб передбачити характеристику властивості, отриманої внаслідок процесу ЕЕО, на підставі .характеристик одного або більше параметрів процесу під час процесу ЕЕО. Звернемося зараз до фіг.14С. Процес навчання переважно включає забезпечення нейронних мереж 286, 288 (фіг.14А) численними наборами 400 навчальних даних, які іноді називають навчальними векторами (або образами) та які є пов'язаними з цільовими виходами. Численні набори 400 навчальних даних можна розподілити на навчальну груп у 402 наборів навчальних даних та на навчально-тестувальну груп у 404 наборів навчальних даних. Кожен набір навчальних даних звичайно репрезентує дані параметрів процесу, які збирають під час певного здійснювання процесу, та дані про властивість, яку отримали під час здійснювання цього процесу. Дані параметрів процесу повинні бути вхідними для моделі 280 (фіг.3В, 14А). Дані про властивості є цільовими, тобто, бажаним виходом із моделі. Дані параметрів процесу переважно вказують на характеристики параметрів процесу, на яких повинно засновуватися передбачення, дані про властивість переважно вказують на характеристику властивості, яку передбачають. Для найкращого варіанта здійснення до прикладів набору 406 навчальних даних належать нахил 410 напруги у проміжку та відрізок прямої "у" 412, нахил 414 струму у проміжку та відрізок прямої "у" 416, нахил 418 зміщення електрода та відрізок прямої "у" 420, а також отримана характеристика 422 завершеності проходу та/або витрати повітря. Набори 400 навчальних даних повинні включати набори, які репрезентують характеристики процесу, отримані при одержанні прийнятних властивостей, наприклад, завершених проходів, та характеристики процесу, які отримали при одержанні неприйнятних властивостей, наприклад, незавершених проходів. Набори 400 навчальних даних переважно репрезентують настільки багато можливих сценаріїв параметрів процесу та отриманих власти востей, щоб на практиці вони були переконливими, та в ідеальному випадку вони репрезентують повний діапазон варіацій факторів, які впливають на процес ЕЕО. Внаслідок використання навчальних даних, які репрезентують мінливий діапазон сценаріїв, отримуємо модель, яка є здатною краще передбачити характеристику властивості на усьому діапазоні можливих сценаріїв. Навчання переважно включає етап зворотної передачі, який ефективно поліпшує точність, з якою модель передбачає характеристику властивості. Спосіб навчання шляхом регульованої зворотної передачі звичайно використовують на багаторівневих нейронних мережах з прямим зв'язком для того, щоб мінімізувати середньоквадратичну помилку кожного набору навчальних даних. Навчальну групу 402 наборів навчальних даних переважно використовують з метою навчання мережі 286, 288 (фіг.14А), доки вона не стане виконувати асоціацію образів, класифікацію образів та наближення функції через мінімізацію сумарної квадратичної помилки. Найменшу квадратичну помилку нейронної мережі можна використовува ти для визначення ефективності моделі моделювати дійсні дані. Якщо мережа, яку навчають, задовільно репрезентує дані, які використовують для навчання цієї мережі, тоді здатність нейронної мережі узагальнювати можна визначити з використанням навчальнотестувальної групи наборів навчальних даних та шля хом обчислення загальної найменшої квадратичної помилки. Навчання переважно триває, доки помилка для навчально-тестувальної групи зменшується, але припиняється, коли помилка починає збільшуватися. У цій точці модель починає запам'ятовувати набори даних та починає втрачати свою спроможність узагальнювати. Швидкість навчання можна поліпшити з використанням способів ініціалізації ваги та зміщення, які сприяють удосконаленню спроможності мережі навчатися. Якщо ініціалізація є надмірно великою, модифікування ваг та зміщень між модулями може бути нульовим. Модифікація ваг та зміщень між двома модулями залежить від похідної функції активації верхнього модуля та функції активації нижнього модуля. Отже, рекомендовано запобігати ініціалізації ваги та зміщення, яка стає причиною нульових значень для активації та похідної функцій активації. Проте, якщо ініціалізація є надмірно малою, тоді вхід мережі до схованого або вихідного модуля буде наближатися до нуля, внаслідок чого мережа буде навчатися дуже повільно. Ваги переважно випадково ініціалізуються з використанням функцій активації та цільових значень. Моделі 286, 288 (фіг.14А) у вигляді нейронної мережі можна звичайно оптимізувати шля хом евристики або з використанням більш потужних способів оптимізації, до яких належать спосіб імпульсу, спосіб адаптивної навчальної швидкості та спосіб Levenberg-Maquardt. Імпульс знижує чутливість зворотної передачі до малих деталей у поверхні помилки, що дозволяє мережі швидше сходитися, щоб знизити помилкове рішення (на відміну від малих мінімальних помилок). Адаптивне навчання прискорює навчальну фазу шля хом підтримки великих навчальних етапів та, отже, шляхом підтримки стабільності навчання мережі. Спосіб Levenberg-Maquardt використовує наближення способом Ньютона для того, щоб оптимізувати характеристику навчання мережі. Зворотну передачу з імпульсом мережі звичайно використовують, коли деякі навчальні опорні точки значно відрізняються від більшості навчальних опорних точок. Навчання може розпочатися із поступово зростаючою зворотною передачею, а потім перемикатися до зворотної передачі на підставі спряженого градієнта для кінцевої фази збіжності. Правило модифікації Levenberg-Maquardt, яке також називають гібридним навчальним алгоритмом, використовували для оптимізації мережі під час навчання. Навчання переважно розпочинається з поступово зростаючою зворотною передачею, а потім перемикається до зворотної передачі на підставі спряженого градієнта для кінцевої фази збіжності. Внаслідок цього правила отримують більш швидкі та більш точні результати біля мінімуму помилки шляхом способу наближення Гаусса-Ньютона, через те, що z знижується з часом, так що: ( Т ) -1 DW = J J + z I J e де `J, `z, `І та `е репрезентують матрицю Якобіана похідних кожної помилки до кожної ваги, скаляр, матрицю тотожності та вектор помилки, відповідно. Що стосується нейронної мережі 286 (фіг.14А) для передбачення характеристики завершеності проходу, швидкість навчання мережі, імпульс, сумарна квадратична помилка та кількість рівнів безпосередньо впливають на здатність мережі вивчати процес та передбачати якість. У цьому варіанті здійснення визначили, що швидкість навчання, яка дорівнює 5, та імпульс, який дорівнює 0,95 є оптимальними. Алгоритм Levenberg-Maquardt використовували (з використанням zпочаткового=100, zmax=1Е10, z+=10, z-=0,1 та мінімального градієнту = 1Е-12) для підвищення здатності мережі узагальнювати біля 100% інформації про якість властивостей ЕЕО у декілька разів. Комбінацію способу зниження градієнта та способу Гаусса-Ньютона використовували для обчислення усіх ваг та зміщень, які є необхідними для передбачення завершеності проходу. Що стосується нейронної мережі 288 (фіг.14А) для передбачення характеристики витрати повітря, швидкість навчання та імпульс мережі незначно впливають на здатність мережі навчатися та передбачати повітряний потік. У цьому варіанті здійснення використовували швидкість навчання, яка становила 0,01, та імпульс, який становив 0,85. Сумарна квадратична помилка, проте, підвищила здатність мережі запам'ятовува ти образи. Внаслідок використання алгоритму Levenberg-Maquardt (з використанням zпочаткового =0,001, zmax=1Е10, z +=10, z-=0,1 та мінімального градієнту = 0,0001) підвищилася здатність мережі узагальнювати. Ваги та зміщення моделі визначили з використанням способу Гаусса-Ньютона, тим саме знижуючи вікно помилки мережі з 7,8% до 2,3%. Звернемося зараз до фігур 15, 16. Два графіка 500 (фіг.15), 502 (фіг.16) зображують опорні точки для навчання та тестові опорні точки, відповідно, для мережі, яка передбачає завершеність проходу. Графік 500 (фіг.15), який описує опорні точки для навчання, ілюструє здатність мережі навчатися. Графік 500 (фіг.15) має жирну лінію 504, яка вказує на цільові виходи, та численність кружків 506, які вказують на передбачення нейронної мережі. Графік 502 (фіг.16), який описує тестові опорні точки, ілюструє здатність мережі узагальнювати. Графік 502 (фіг.16) має жирну лінію 508, яка вказує на цільові виходи, та численність кружків 510, які вказують на передбачення нейронної мережі. Як ілюструють ці графіки, мережа передбачає завершеність проходу для ЕЕО у 100% часу для навчальних та тестови х опорних точок. Звернемося зараз до фігур 17, 18. Два гра фіки 520 (фіг.17), 522 (фіг.18) зображують навчальні опорні точки нормалізованого AFPR та тестові опорні точки, відповідно, для мережі, яка передбачає повітряний потік. Графік 520 (фіг.17), який описує навчальні опорні точки, ілюструє здатність мережі навчатися. Графік 520 (фіг.17) має жирну лінію 524, яка вказує на цільові виходи, та жирну лінію 526 (яка суттєво співпадає з лінією 524) з численністю кружків 528, які вказують на передбачення нейронної мережі. Як ілюструє графік 520 (фіг.17), передбачення мережі близько співпадають з цільовими виходами. Графік 522 (фіг.18), який описує тестові опорні точки, ілюструє здатність мережі узагальнювати. Графік 522 (фіг.18) має жирну лінію 530, яка вказує на цільові виходи, та жирну лінію 532 з численністю кружків 534, які вказують на передбачення нейронної схеми. Як ілюструє графік 522 (фіг.18), мережа виробляє передбачення витрати повітря у 100% часу. Крім того, максимальна помилка, яку зображено пунктирною подвійною розмірною стрілкою 536, становить лише 2,3%. Тільки з вікном 2,3% помилки модель виконує більш точне передбачення, ніж традиційні автономні способи вимірювання витрати повітря, на які впливають помилки людини. Звернемося зараз до фігур 19-22. Чотири таблиці 550 (фіг.19), 522 (фіг.20), 554 (фіг.21), 556 (фіг.22) репрезентують цифрові дані, які вказують на переважні ваги та зміщення для нейронної мережі 286 (фіг.14 А), яка передбачає характеристики завершеності проходу, проте будь-які інші ваги та зміщення можна використовувати. Таблиця 550 (фіг.19) містить цифрові дані, які вказують на ваги, які є пов'язаними зі з'єднувальними ланками між вхідними нейронами та схованими нейронами. Таблиця 552 (фіг.20) містить цифрові дані, які вказують на зміщення, які є пов'язаними зі схованими нейронами. Таблиця 554 (фіг.21) містить цифрові дані, які вказують на ваги, які є пов'язаними зі з'єднувальними ланками між схованими нейронами та вихідним нейроном. Таблиця 556 (фіг.22) містить цифрові дані, які вказують на зміщення, яке є пов'язаним із вихідним нейроном. Звернемося зараз до фігур 23-26. Чотири таблиці 560 (фіг.23), 562 (фіг.24), 564 (фіг.25), 566 (фіг.26) містять цифрові дані, які вказують на переважні ваги та зміщення для нейронної мережі 288 (фіг.14А), яка передбачає характеристики витрати повітря, проте можна використовувати будь-які інші ваги та зміщення. Таблиця 560 (фіг.23) містить цифрові дані, які вказують на ваги, які є пов'язаними зі з'єднувальними ланками між вхідними нейронами та схованими нейронами. Таблиця 562 (фіг.24) містить цифрові дані, які вказують на зміщення, які є пов'язаними зі схованими нейронами. Таблиця 564 (фіг.25) містить цифрові дані, які вказують на ваги, які є пов'язаними зі з'єднувальними ланками між схованими нейронами та вихідним нейроном. Таблиця 566 (фіг.26) містить цифрові дані, які вказують на зміщення, яке є пов'язаним із вихідним нейроном. У найкращому варіанті здійснення моделі навчали за допомогою наборів даних, які збирали протягом 6 місяців. Ще кращі результати можна отримати з використанням наборів даних, які збирають протягом 1 або 2 років, так щоб охопити більшість відсотків усіх можливих сценаріїв обробки, з якими зустрічаються під час ЕЕО. Інші характеристики, наприклад, інші якісні характеристики, можна використовувати під час навчання для того, щоб пристосувати його для інших потреб. У іншому варіанті здійснення можна використовувати адаптивну модель. У цьому варіанті модель навчають, перенавчають та/або адаптують з часом. У переважному варіанті здійснення величина кожного вхідного сигналу, до якого належать сигнали навчальних даних, для моделі процесу 280 до входу у модель заздалегідь нормалізується відносно найбільшої величини, яку очікують для цього сигналу. Отже, величина кожного вхідного сигналу у модель процесу 280 знаходиться в діапазоні між 0 та 1. Нормалізація сприяє більш швидкому збіганню моделі у порівнянні з моделлю без нормалізації. З цього, проте, випливає, що величина вихідних сигналів із моделі процесу 280 знаходиться в діапазоні між 0 та 1. Вихідні сигнали із моделі процесу можна денормалізувати відносно найбільшої величини, яку очікують для сигналу. Цей винахід може передбачати характеристики властивості, отриманої внаслідок процесу. Отже, цей винахід пропонує можливість зниження необхідності у кінцевому контролі якості або його усунення, тим самим заощаджуються кошти, праця, матеріал та простір, які є необхідними для такого контролю якості. Крім того, цей винахід також пропонує більш сильний та надійний підхід до вимірювання якості, що дає змогу краще регулювати та відслідковувати кінцеву якість виробу. Крім того, через те, що якісні властивості можна, але не обов'язково, визначити у дійсному часі, модель можна використовувати у інтелектуальному регулюванні з метою запобігання дефектів та сприяння забезпеченню якісних властивостей, вироблених у виробі. Цей винахід не потребує, щоб процес завершувався до виконання передбачення характеристик властивості. Незважаючи на те, що передбачення можна здійснити одразу після процесу, не існує вимоги, щоб передбачення виконувалося одразу після завершення процесу. Фахівці зрозуміють, що хоча процесор сигналів у описаному варіанті здійснення включає технічне забезпечення, яке можна програмувати, тобто яке можна програмувати програмними засобами комп'ютера, воно може приймати й інші форми, до яких належать апаратні технічні конфігурації, апаратні засоби, які вироблено у формі інтегрованої схеми, мікропрограмне забезпечення та їхні комбінації. Крім того, слід розуміти, що, незважаючи на те, що описаний варіант здійснення містить цифрову систему з періодичною вибіркою сигналів, цей винахід можна також здійснити у аналоговій системі з безперервними сигналами або як комбінацію цифрової та аналогової систем. Крім того, процесор сигналів може включати усі, або ніякі, або будь-яку з комбінацій специфічних аспектів, які описано у найкращому варіанті здійснення. Незважаючи на те, що цей винахід описано відносно найкращого варіанта здійснення для використання у системі ЕЕО, цей винахід можна використовувати з будь-яким процесом, до якого належать, але не обмежуються ними, будь-які стохастичні процеси механічної обробки. Отже, цей винахід можна використовува ти для передбачення характеристики будь-якої іншої властивості, отриманої внаслідок ЕЕО, на лопатці або на будь-якій іншій деталі газотурбінного двигуна. Крім того, незважаючи на те, що у найкращому варіанті здійснення цього винаходу подається один сигнал, який вказує на характеристики завершеності проходу разом для усіх каналів у ряді, та один сигнал, який вказує на характеристики витрати повітря усіх каналів у ряді, усе це не заперечує варіантові здійснення, який має сигнали, що вказують на характеристики завершеності проходу або витрати повітря для частини каналів у ряді або, при необхідності, для окремих каналів. Незважаючи на те, що у найкращому варіанті здійснення використовуються дві окремі моделі, одну для передбачення завершеності проходу, а другу для передбачення витрати повітря, наявність саме двох моделей не є необхідною. Крім того, фахівці повинні розуміти, що не зважаючи на те, що чутливі елементи у найкращому варіанті здійснення сприймають зміщення, напругу та стр ум, інші чутливі елементи або їх комбінацію можна використовувати для вимірювання будь-яких придатних характеристик параметрів процесу з метою передбачення характеристики властивості виробу. Незважаючи на те, що у найкращому варіанті здійснення сигнали напруги та стр уму у проміжку подаються у процесор сигналів за допомогою регулятора/генератора системи ЕЕО, це не є необхідним для цього винаходу, тому що процесор сигналів може взаємодіяти з чутливими елементами безпосередньо. Незважаючи на те, що цей винахід описано з посиланням на найкращий варіант здійснення, цей опис не слід розуміти, як обмежувальний. Зрозуміло, що різні модифікації найкращого варіанта здійснення, а також додаткові варіанти здійснення цього винаходу будуть очевидними для фахівців після звернення до цього опису, не заперечуючи духові винаходу, як описано у запропонованій формулі винаходу, що додається. Отже, передбачається, що додана формула винаходу охоплює будь-які такі модифікації або варіанти здійснення, які входять до дійсного об'єму винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for display of part properties
Назва патенту російськоюСпособ обеспечения индикации характеристик свойств детали и устройство для его осуществления
МПК / Мітки
МПК: B23H 1/02, G05B 13/02
Мітки: індикації, пристрій, деталі, забезпечення, здійснення, спосіб, властивостей, характеристик
Код посилання
<a href="https://ua.patents.su/18-62942-sposib-zabezpechennya-indikaci-kharakteristik-vlastivostejj-detali-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб забезпечення індикації характеристик властивостей деталі та пристрій для його здійснення</a>
Спосіб діагностики та коригування хвильових характеристик досліджуваних об’єктів та пристрій для його здійснення
Номер патенту: 34389
Опубліковано: 15.02.2001
Автори: Закіров Салават Мінгазієвич, Оржельський Ігор Володимирович
МПК: A61B 6/00, A61H 39/00, A61B 5/04
Мітки: хвильових, спосіб, здійснення, об'єктів, діагностики, характеристик, коригування, досліджуваних, пристрій
Текст:
...рахунок одного або серії малопомітних, незначних обурень траєкторії аттрактора. Кожне з цих обурень лише злегка змінює траєкторію. Але через визначений час нагромадження і експоненційне посилення малих обурень призводить до достатньо сильної корекції траєкторії. Таким чином, системи з хаосом демонструють одночасно і гарну керованість і надзвичайну пластичність: система чуйно реагує на зовнішні обурення, при цьому зберігаючи тип руху....
Спосіб забезпечення дозрівання ординарного міцного вина та пристрій для його здійснення
Номер патенту: 23315
Опубліковано: 31.08.1998
Автори: Носков Микола Васильович, Задорожний Сергій Володимирович, Шольц-Куликов Євген Павлович
МПК: C12H 1/22, C12G 1/028, C12H 1/20
Мітки: вина, міцного, забезпечення, ординарного, дозрівання, пристрій, здійснення, спосіб
Формула / Реферат:
1. Спосіб забезпечення дозрівання ординарного міцного вина, який полягає в нагріванні виноматеріалу, витримці його при постійній оптимальній температурі до набування ним необхідних смакових якостей з подальшим самовільним охолодженням, який відрізняється тим, що нагрівання виноматеріалу здійснюють за допомогою природного сонячного випромінювання при одночасній витримці на дубовій клепці І здійсненні природної циркуляції при постійному...
Спосіб визначення фізико-механічних властивостей матеріалу та пристрій для його здійснення
Номер патенту: 50486
Опубліковано: 15.10.2002
Автори: Ковтун Геннадій Прокопович, Глушкова Діана Борисівна, Мощенок Василь Іванович, Стоєв Петро Ілліч
МПК: G01N 3/40
Мітки: спосіб, властивостей, пристрій, матеріалу, визначення, фізико-механічних, здійснення
Формула / Реферат:
1. Спосіб визначення фізико-механічних властивостей матеріалу, який полягає в тому, що поверхню матеріалу обробляють різанням за допомогою індентора, що знаходиться під навантаженням, вимірюють і реєструють силу різання, а також частоту утворення відколків елементів стружки, проводять обробку даних і визначають фізико-механічні властивості матеріалу, який відрізняється тим, що здійснюють невільне різання поверхні матеріалу шляхом його...
Спосіб вимірювання характеристик розсіяння об’єкта в субміліметровому діапазоні радіохвиль і пристрій для його здійснення
Номер патенту: 20755
Опубліковано: 15.09.2000
Автори: Кушта Тарас Михайлович, Кісельов Володимир Костянтинович
МПК: G01S 13/00, G01R 29/00
Мітки: вимірювання, характеристик, пристрій, розсіяння, діапазоні, спосіб, субміліметровому, радіохвиль, здійснення, об'єкта
Формула / Реферат:
1. Способ измерения характеристик рассеяния объекта в субмиллиметровом диапазоне радиоволн, заключающийся в том, что из зоны излучения в направлении исследуемого объекта направляют -электромагнитную волну, причем формируют плоское амплитудно-фазовое распределение поля этой волны в рабочем объеме, занимаемом объектом, принимают рассеянную электромагнитную волну, причем формируют плоское амплитудно-фазовое распределение поля этой волны...
Спосіб визначення енергетичних характеристик вибухових речовин і пристрій для його здійснення
Номер патенту: 52238
Опубліковано: 16.12.2002
Автори: Воєводка Анджей, Кравець Віктор Георгійович, Вовк Оксана Олексіївна, Косенко Тетяна Володимирівна
МПК: G01L 23/00, F42B 35/00, G01L 5/14
Мітки: спосіб, пристрій, речовин, вибухових, визначення, здійснення, енергетичних, характеристик
Формула / Реферат:
1. Спосіб визначення енергетичних характеристик вибухових речовин шляхом ініціювання вибуху їх в заданому середовищі з вимірюванням тиску і інших параметрів вибухової хвилі, який відрізняється тим, що вибухову речовину, яку досліджують, розташовують в центрі заповненої водою чи іншою рідиною компактної ємності з розташованим на ній рівнеміром з датчиками для фіксації переміщення рідини внаслідок створення в ємності газового пузиря, а про...
Попередній патент: Вогнезахисний матеріал
Наступний патент: Спосіб передопераційної підготовки консервованих ксенодермотрансплантатів та пристрій для його здійснення
Випадковий патент: Пристрій для приготування води, переважно питної, "аквілегія"