Спосіб прокатки
Формула / Реферат
(57) Способ прокатки, преимущественно балочных профилей, включающий реверсивную черновую прокатку в двухвалковом калибре, промежуточную реверсивно-не-прерывную прокатку в группе калибров -первоуниверсальном, двухвалковом и втором универсальном, и чистовой проход в универсальном калибре, отличающий-с я тем, что промежуточную роверсивно-не-прерывную прокатку ведут с обжатиями во втором универсальном калибре, составляющем 15-55% от обжатия в первом универсальном калибре, а чистовой проход осуществляют в том же втором универсальном калибре.
Текст
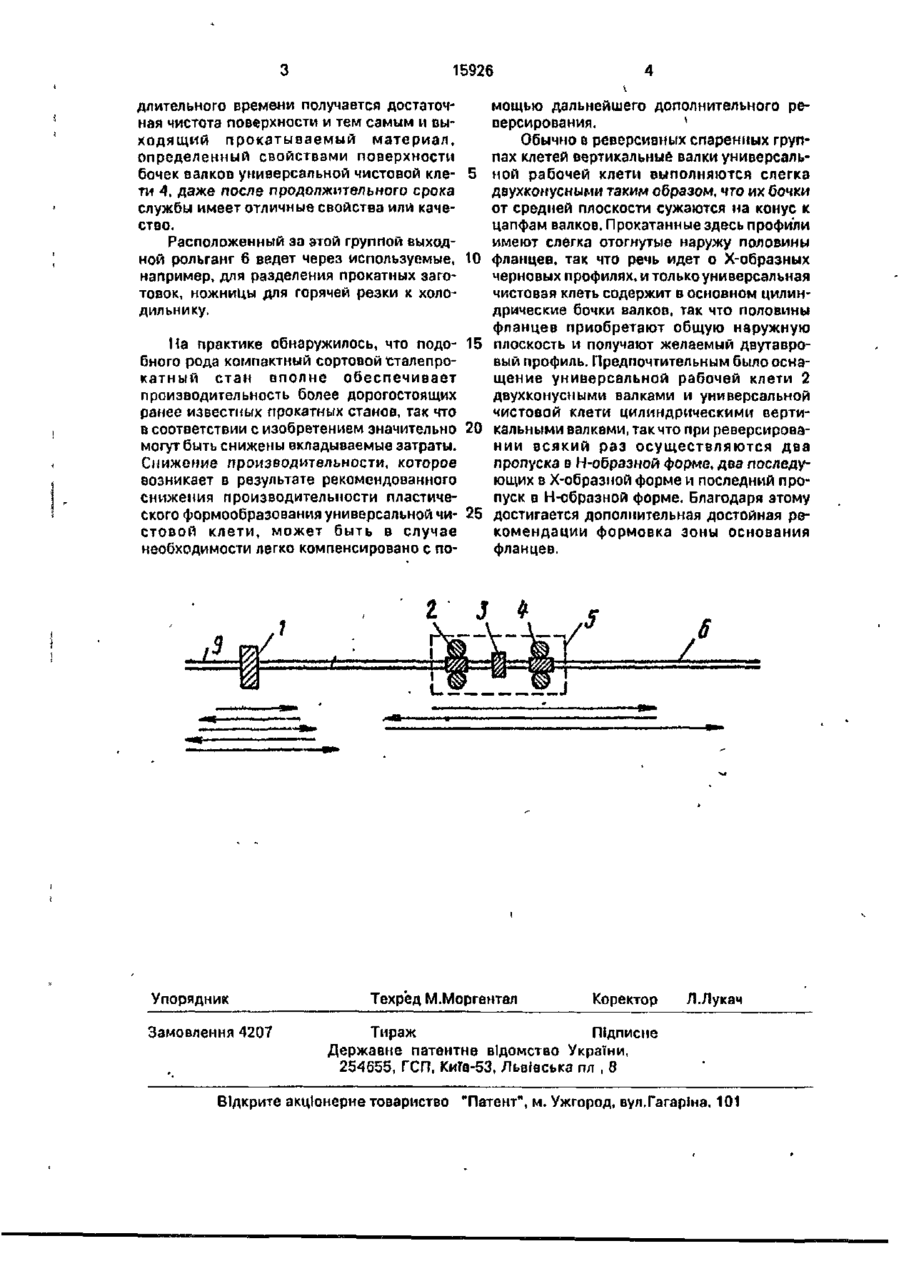
Способ прокатки, преимущественно балочных профилей, включающий реверсивную черновую прокатку в двухвалковом калибре, промежуточную реверсивно-непрерывную прокатку в группе калибров первоуниверсальном, двухвалковом и втором универсальном, и чистовой проход в универсальном калибре, о т л и ч а ю щ и й с я тем, что промежуточную роверсивно-непрерывную прокатку ведут с обжатиями во втором универсальном калибре, составляющем 15-55% от обжатия в первом универсальном калибре, а чистовой п р о х о д осуществляют в том же втором универсальном калибре. С > Изобретение касается способа прокатки, преимущественно балочных профилей. Цель изобретения - создание способа прокатки с помощью сортового сталепрокатного стана, в котором уменьшены габариты и з а н и м а е м а я площадь, а т а к ж е значительно снижены затраты по сравнению с прокатными станами известного типа. На чертеже представлена схема прокатки на сортовом сталепрокатном стане согласно изобретению. Прокатка за'готовки в обжимной клети для получения предварительного профиля обеспечивается реверсивной обжимной клетью 1, которая благодаря большому количеству пропусков, например, от пяти до тринадцати пропусков, обеспечивает высокую производительность пластического формообразования. Следующая реверсивная спаренная группа клетей имеет универсальную рабочую клеть 2. фланцевую высадочную клеть 3, а также универсальную чистовую клеть 4. Эти три клети также используются в значительной степени благодаря тому, что, по меньшей мере, дважды, при необходимости даже чаще, реверсируются и тем самым уже при двукратном реверсировании обеспечивается три высадочных пропуска и шесть универсальных пропусков. Кроме того, дополнительно можно при последнем пропуске добиться установки универсальной чистовой клети 4 таким образом, что образуется дальнейшее снижения обжатия. Правда, в результате обжатия, вызванного универсальной чистовой клетью 4, по сравнению с оптимальным получается несколько более низкая производительность пластического формообразования; с другой стороны этим самым уменьшается износ поверхности бочек универсальной чистовой клети 4 по сравнению с универсальной рабочей клетью 2 таким образом, что даже после ел о ш О 15926 мощью дальнейшего дополнительного редлительного времени получается достаточу версирования. ная чистота поверхности и тем самым и выОбычно о реверсивных спаренных групходящий прокатываемый материал, пах клетей вертикальные валки универсальопределенный свойствами поверхности бочек валков универсальной чистовой кле- 5 ной рабочей клети выполняются слегка двухконусными таким образом, что их бочки ти 4, даже после продолжительного срока от средней плоскости сужаются на конус к службы имеет отличные свойства или качецапфам валков. Прокатанные здесь профили ство. имеют слегка отогнутые наружу половины Расположенный за этой группой выходной рольганг 6 ведет через используемые, 10 фланцев, так что речь идет о Х-образных черновых профилях, и только универсальная например, для разделения прокатных загочистовая клеть содержит в основном цилинтовок, ножницы для горячей резки к холодрические бочки валков, так что половины дильнику. фланцев приобретают общую наружную Па практике обнаружилось, что подо- 15 плоскость и получают желаемый двутавровый профиль. Предпочтительным было оснабного рода компактный сортовой сталепрощение универсальной рабочей клети 2 катный стан вполне обеспечивает двухконусными валками и универсальной производительность более дорогостоящих чистовой клети цилиндрическими вертиранее известных прокатных станов, так что в соответствии с изобретением значительно 20 кальными валками, так что при реверсировании всякий раз осуществляются два могут быть снижены вкладываемые затраты. пропуска в Н-образной форме, два последуСнижение производительности, которое ющих в Х-образной форме и последний провозникает в результате рекомендованного пуск в Н-образной форме. Благодаря этому снижения производительности пластичедостигается дополнительная достойная реского формообразования универсальной чи- 25 комендации формовка зоны основания стовой клети, может быть в случае фланцев. необходимости легко компенсировано с по •т* Упорядник Замовлення 4207 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиГв-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling
Назва патенту російськоюСпособ прокатки
МПК / Мітки
МПК: B21B 1/08
Код посилання
<a href="https://ua.patents.su/2-15926-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб прокатки
Номер патенту: 12153
Опубліковано: 25.12.1996
Автори: Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович, Гладуш Віктор Дмитрович, Філонов Олег Васильйович, Костюченко Михайло Іванович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий двухкратное последовательное повторение этапов центрирования заготовок и формирования из них в двухручьевых калибрах раската, состоящего из двух соединенных перемычкой заготовок, с последующим его продольным разделением, отличающийся тем, что, с целью интенсификации технологического процесса и повышения точности прокатываемых заготовок путем улучшения центрирующей способности двухручьевых калибров, в конце...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Рибкін Ніколай Владіміровіч, Бойко Владімір Фйодоровіч, Брінза Вячєслав Владіміровіч, Чєрнєнко Анатолій Ніколаєвіч, Полухін Владімір Пєтровіч, Голотіна Галіна Єгоровна
МПК: B21B 1/02
Мітки: реверсивної, сплавів, обмеженою, прокатки, спосіб, зливків, пластичністю, сталей
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович, Лам Матвій Маркович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: круглих, спосіб, заготовок, прокатки
Формула / Реферат:
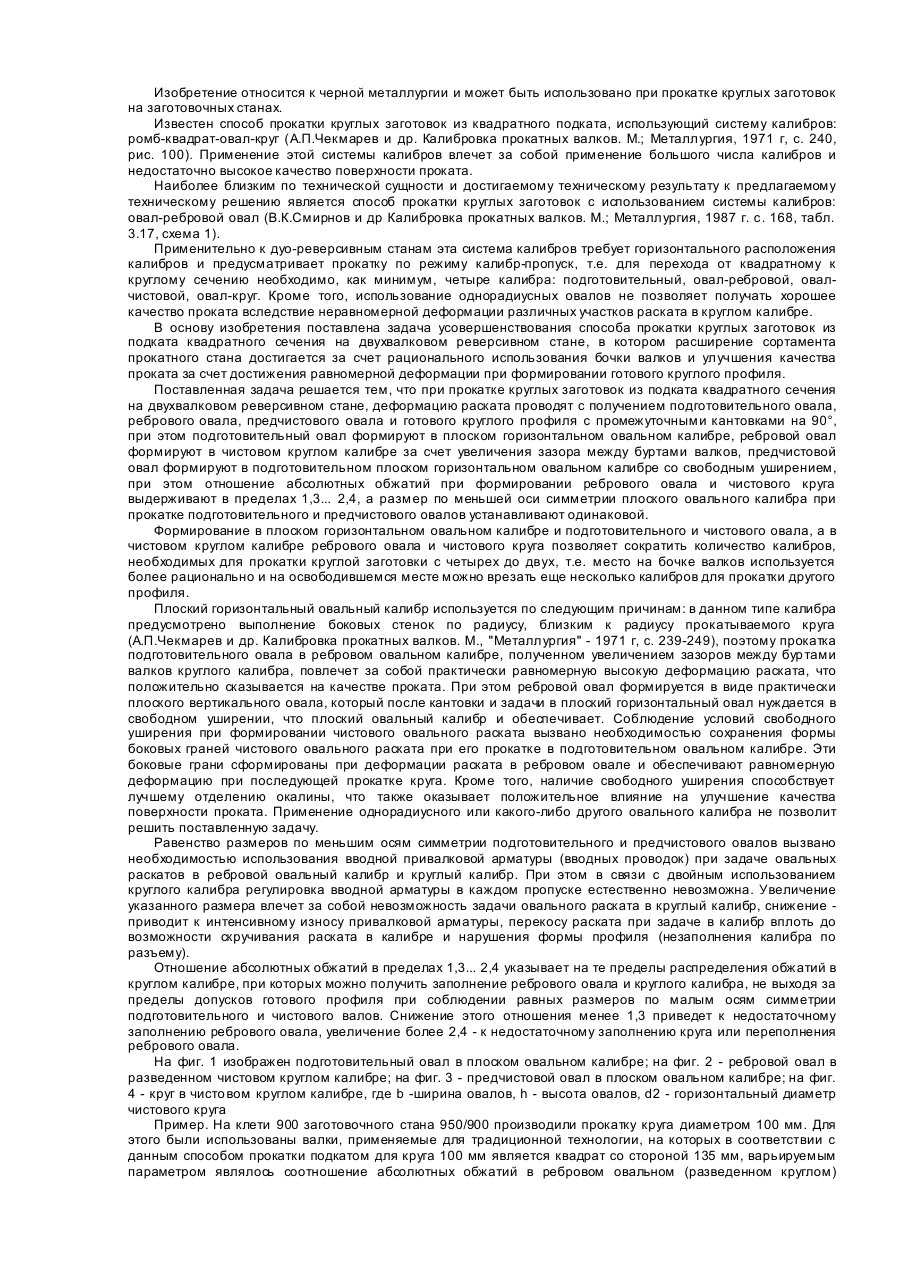
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатки
Номер патенту: 10002
Опубліковано: 30.09.1996
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Крикунов Борис Петрович, Лам Матвій Маркович, Губайдулін Вячеслав Фуатович, Следнєв Володимир Петрович
МПК: B21B 1/02
Формула / Реферат:
(57) Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающийся тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Пінчук Віталій Іосифович, Качан Олександр Михайлович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Лівшиц Леонід Аркадійович, Тилик Василь Трохимович, Клочков Володимир Васильович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: штаб, гарячої, прокатки, спосіб
Формула / Реферат:
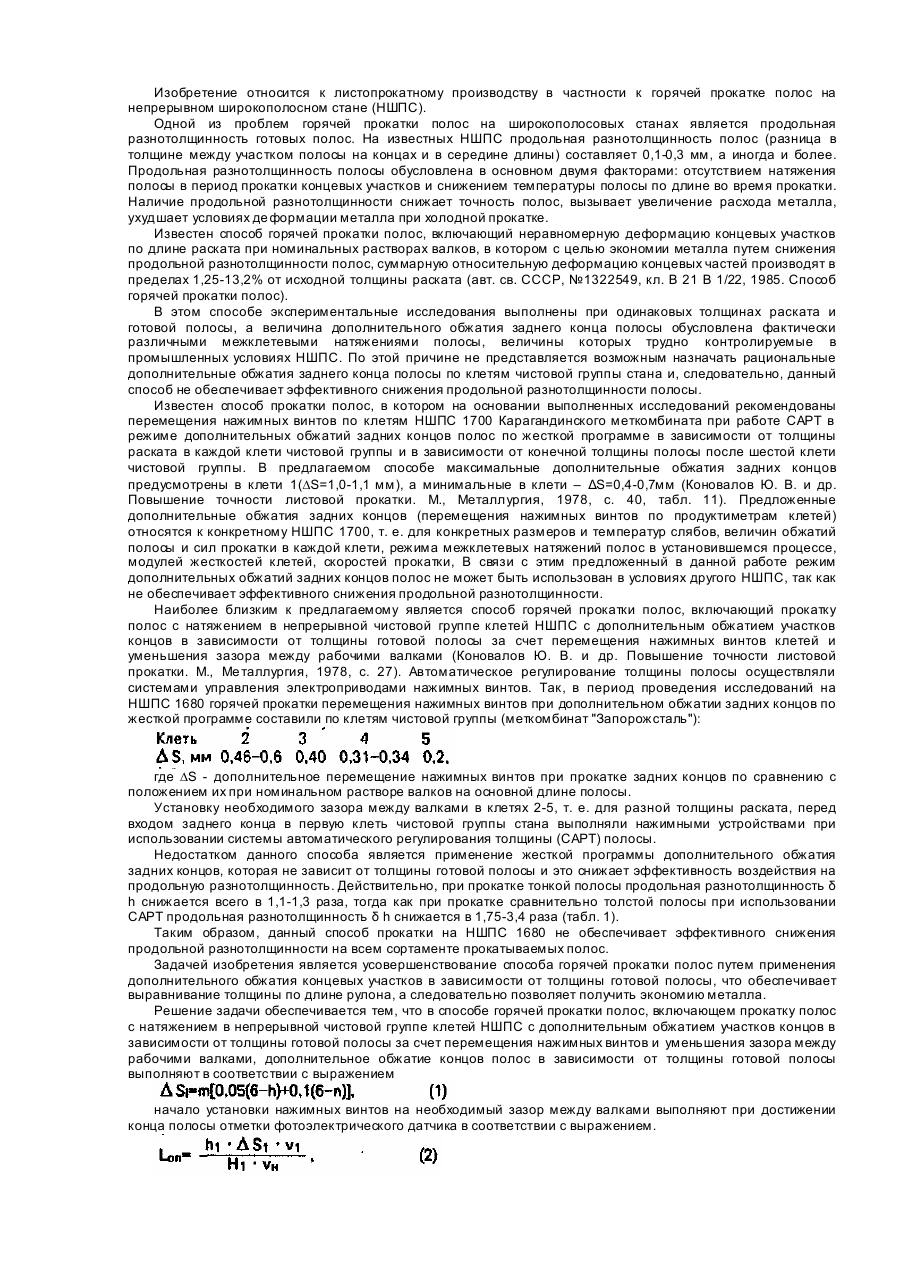
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Попередній патент: Інсектицидна композиція
Наступний патент: Пристрій для визначення вмісту водню в металах і сплавах
Випадковий патент: Вузол кріплення секції тарілки в корпусі тепломасообмінного апарата