Спосіб виготовлення шлаковозних чаш
Номер патенту: 36639
Опубліковано: 16.04.2001
Автори: Дворянінов Віктор Олександрович, Гоч Микола Григорович, Нікітін Генадій Миколайович, Романов Павло Аркадійович, Курганов Віктор Олександрович, Чеботарьов Анатолій Петрович, Краузе Людмила Олександрівна, Похілов Юрій Борисович


Текст
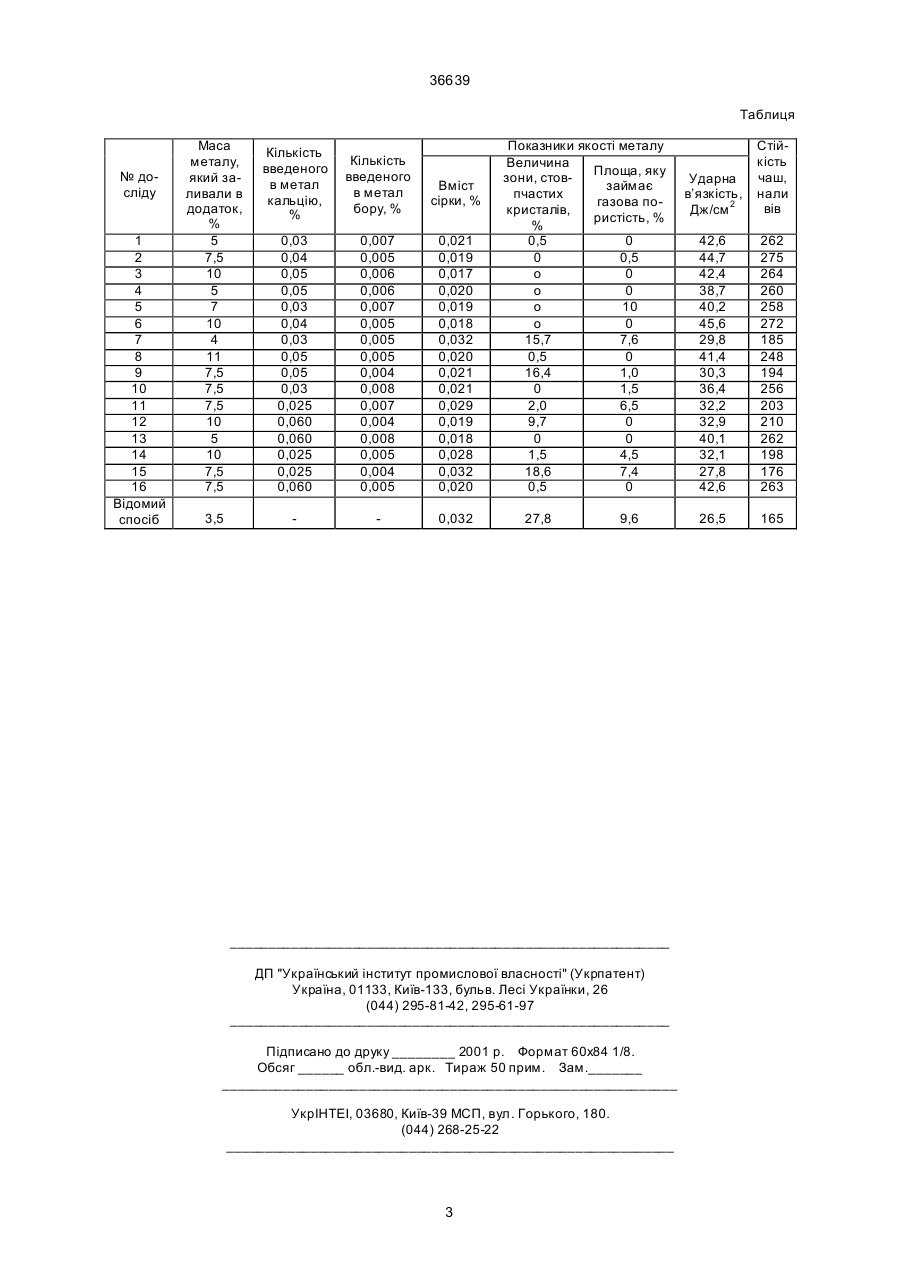
Спосіб виготовлення шлаковозних чаш, який включає підготовку ливарної форми з ливниковою системою та додатком, заливання рідкої сталі в форму через ливникову систему, а останніх порцій сталі через додаток, який відрізняється тим, що через додаток заливають 5-10% від усієї маси сталі, і в процесі заливання сталі через додаток додають порошкоподібні силікокальцій та матеріал, який містить бор, в такій кількості, щоб ввести в сталь 0,03-0,05% кальцію та 0,005-0,007% бору. (19) (21) 2000010286 (22) 18.01.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Дворянінов Віктор Олександрович, Краузе Людмила Олександрівна, Курганов Віктор Олександрович, Романов Павло Аркадійович, Гоч Микола Григорович, Чеботарьов Анатолій Петрович, Похілов Юрій Борисович, Нікітін Генадій Миколайович (73) Дворянінов Віктор Олександрович, Краузе Людмила Олександрівна, Курганов Віктор Олекса 36639 цього збільшується небезпека утворення на днищі сітки розпалу, що прискорює руйнування та передчасне відбраковування чаші. Суттєво впливає на зниження міцнісних властивостей металу днища чаші схильність сталі до транскристалізації, що призводить до виникнення значної області стовпчастих кристалів і, як наслідок, до утворення гарячих тріщин. Таким чином, у зв'язку з негативними процесами, які відбуваються в металі днища, якість його нижча ніж усього іншого литва, а показники механічних та пластичних властивостей не відповідають вимогам, внаслідок чого службові властивості чаш знижуються. Ці недоліки відомого способу знижують ефективність його використання. В основу винаходу поставлена технічна задача: удосконалити спосіб виготовлення шлаковозних чаш шляхом зміни структури металу днища, що призведе до поліпшення якості металу, підвищення та стабільності механічних властивостей днища за рахунок чого підвищиться стійкість чаш та зменшаться витрати на їх виготовлення. Суть винаходу полягає в тому, що у способі виготовлення шлаковозних чаш, який включає підготовку ливарної форми з литниковою системою та додатком, заливання рідкої сталі у форму через литникову систему, а останніх порцій сталі через додаток, через який заливають 5-10% від усієї маси сталі і в процесі заливання сталі через додаток у неї додають порошкоподібні силікокальцій та матеріал, який містить бор в такій кількості, щоб ввести у сталь 0,03-0,05% кальцію та 0,0050,007% бору. Нові суттєві ознаки винаходу: 1) через додаток заливають 5-10% від усієї маси сталі; 2) в процесі заливання сталі у додаток одночасно додають порошкоподібні силікокальцій та матеріал, який містить бор; 3) силікокальцію додають стільки, щоб в метал було введено 0,03-0,05% кальцію; 4) матеріалу, який містить бор, додають стільки, щоб в метал було введено 0,005-0,007% бору. Поліпшення якості металу днища чаші, забезпечення стабільних та більш високих механічних якостей, підвищення стійкості чаш та зменшення витрат на їх виготовлення досягається за рахунок "пізнього" модифікування останніх порцій металу, з яких формується днище чаші, тонкодисперсними реагентами (силікокальцієм та матеріалом, що містить бор), що сприяє розкисленню та десульфурації металу і зменшенню зони стовпчастих кристалів в стр уктурі металу днища ча ші. Для модифікування металу може бути використай силікокальцій марок СК10-СК30, в якому міститься 10-30% кальцію згідно з ГОСТ 4762-81. Як матеріал, що містить бор, може бути використано феробор, фероборал, датоліт (концентрат, який містить бор) та збезводнена технічна бура, в якій кристалізаційної вологи не більше 20%. Причинно-наслідковий зв'язок між сукупністю усі х суттєви х ознак винаходу і технічним результатом полягає в тому, що тільки використання усіх без винятку ознак в заявлених інтервалах значень дозволяє поліпшити якість металу та механічні властивості днища шлаковозних чаш, а також зме ншити витрати на їх виготовлення, що підтверджують наведені нижче досліди. Для опрацювання оптимальних параметрів способу проводили експерименти при виготовленні шлакових чаш масою 23,5 т. У підготовлену форму з литниковою системою та додатком заливали сталь марки 25Л з температурою 1550°C. Основну масу металу 89-96% або 20,90-22,6 т заливали знизу через литникову систему, а останні порції металу, з яких формується днище чаші, в кількості 4-11% від усієї маси, або 0,90-2,6 т заливали зверху через додаток. В процесі заливання сталі через додаток в неї одночасно вводили тонкодисперсну суміш модифікаторів - силікокальцій марки СК25, який містить 25% кальцію та збезводнену технічн у буру, в якій 20% бора - в вигляді порошкового дроту за допомогою трайб-апарату. Витрати силікокальцію та технічної бури, які додавали в сталь через додаток, змінювали в межах, що забезпечували введення в сталь 0,0250,060% кальцію і 0,004-0,008% бору, це відповідало питомим витратам силікокальцію 1,0-2,4 кг та бури 0,8-1,6 кг на тонну сталі, введеної через додаток, якщо її засвоєння складає 25%. Інші параметри лиття, охолодження і обробку чаш проводили згідно з діючою технологічною інструкцією. Щоб оцінити вплив параметрів технології виробництва чаш на показники якості литва, відбирали проби металу для механічних випробувань та дослідження структури по периметру сферичної частини і з центру днища чаш. Результати експериментів наведені в таблиці. Найкращі результати - однорідність структури, висока ударна в'язкість металу і щонайбільша стійкість чаш при найменших витрата х модифікаторів - забезпечується тільки при реалізації способу в межах параметрів заявленого винаходу (досліди 1-6). Якщо в додаток заливати менш ніж 5% від усієї маси сталі, якість металу днища чаші, погіршується і стійкість чаш значно знижується (дослід 7). Якщо в додаток заливати більш ніж 10% від усієї маси сталі (дослід 8), показники якості металу та стійкість чаш не покращуються. В той же час витрати модифікаторів збільшуються, що негативно впливає на економічні показники даного способу. Якщо вводити в сталь, яку заливають через додаток, кальцію менш ніж 0,030% або бора менш ніж 0,005% (досліди 9, 11, 12, 14, 15), показники якості металу погіршуються, стійкість чаш знижується, що пояснюється низькою ступінню модифікування металу. Якщо вводити в сталь, яку заливають через додаток, кальцію більш ніж 0,05% та бору більш ніж 0,007% (досліди 10, 13, 16), показники якості металу і стійкості чаш не погіршуються, але додаткового технологічного ефекту нема, а економічні показники погіршуються в зв'язку з тим, що витрати модифікатору збільшуються. Впровадження способу виготовлення шлаковозних чаш при інших рівних умовах дозволить при найменших матеріальних і фінансових витратах підвищити стійкість шлаковозних чаш порівняно з відомими способами виготовлення в 1,4-1,6 раз і отримати значний економічний ефект. 2 36639 Таблиця № досліду 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Відомий спосіб Маса металу, який заливали в додаток, % 5 7,5 10 5 7 10 4 11 7,5 7,5 7,5 10 5 10 7,5 7,5 Кількість введеного в метал кальцію, % Кількість введеного в метал бору, % 0,03 0,04 0,05 0,05 0,03 0,04 0,03 0,05 0,05 0,03 0,025 0,060 0,060 0,025 0,025 0,060 0,007 0,005 0,006 0,006 0,007 0,005 0,005 0,005 0,004 0,008 0,007 0,004 0,008 0,005 0,004 0,005 0,021 0,019 0,017 0,020 0,019 0,018 0,032 0,020 0,021 0,021 0,029 0,019 0,018 0,028 0,032 0,020 3,5 0,032 Вміст сірки, % Показники якості металу Величина Площа, яку зони, стовзаймає пчастих газова покристалів, ристість, % % 0,5 0 0 0,5 о 0 о 0 о 10 о 0 15,7 7,6 0,5 0 16,4 1,0 0 1,5 2,0 6,5 9,7 0 0 0 1,5 4,5 18,6 7,4 0,5 0 27,8 9,6 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3 Ударна в’язкість, Дж/см 2 Стійкість чаш, нали вів 42,6 44,7 42,4 38,7 40,2 45,6 29,8 41,4 30,3 36,4 32,2 32,9 40,1 32,1 27,8 42,6 262 275 264 260 258 272 185 248 194 256 203 210 262 198 176 263 26,5 165
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing slag ladles
Автори англійськоюDvorianinov Viktor Oleksandrovych, Krauze Liudmyla Oleksandrivna, Kurhanov Viktor Oleksandrovych, Romanov Pavlo Arkadiiovych, Hoch Mykola Hryhorovych, Chebotariov Anatolii Petrovych, Pokhilov Yurii Borusovych, Nikitin Henadii Mykolaiovych
Назва патенту російськоюСпособ изготовления шлаковозных чаш
Автори російськоюДворянинов Виктор Александрович, Краузе Людмила Александровна, Курганов Виктор Александрович, Романов Павел Аркадьевич, Гоч Николай Григорьевич, Чеботарев Анатолий Петрович, Похилов Юрий Борисович, Никитин Геннадий Николаевич
МПК / Мітки
МПК: B22D 27/20, B22D 27/00
Мітки: спосіб, виготовлення, шлаковозних, чаш
Код посилання
<a href="https://ua.patents.su/3-36639-sposib-vigotovlennya-shlakovoznikh-chash.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шлаковозних чаш</a>
Спосіб виготовлення імплантата
Номер патенту: 33629
Опубліковано: 15.02.2001
Автори: Куцевляк Валерій Ісайович, Старикова Світлана Леонидівна, Стариков Вадим Володимирович
МПК: A61L 27/00
Мітки: виготовлення, спосіб, імплантата
Текст:
...плавлення не менше за 2500К і має форму імплантата, щонайменше двох шарів порошку з металу тієї самої групи періодичної системи елементів і відпалювання заготівки у вакуумі при поступовому підвищуванні температури нагрівання, який відрізняється тим, що як порошок використовують порошок ніобію і відпалюють заготівку у вакуумі, при цьому спочатку підвищуюють температуру від 290-ЗООК до 1000-1100К із швидкістю нагрівання 2-4К/хвил, потім...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Орлов Олексій Зінов'євич, Карпенко Олександр Никифорович, Голуб Валентин Антонович, Ройзен Зінаїда Львовна, Оскрет Юрій Вікторович
МПК: F28F 3/04
Мітки: пластини, теплообмінника, пластинчасто-трубного, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення цанг
Номер патенту: 30249
Опубліковано: 15.11.2000
Автори: Редько Ростислав Григорович, Кузнецов Юрій Миколайович, Вачев Ангел Анатасов
МПК: B23B 31/20
Мітки: виготовлення, цанг, спосіб
Текст:
...що видаляється, і нейтральному середовищі азоту під тиском; фіг. 2 - схема парного розміщення форм при отриманні заготовок затискних цанг; фіг. 3 - приклад розміщення цанг при литті заготовок малих розмірів; фіг. 4 – схема розміщення змійовиків охолодження литої заготовки при одночасній її термообробці. При отриманні заготовки для відтворення внутрішнього контуру цанги виготовляють стержень 1 (фіг. 1), який встановлюють в нижню опоку 2. В...
Купаж для виготовлення рожевого ігристого вина та спосіб його виготовлення
Номер патенту: 23704
Опубліковано: 16.06.1998
Автори: Худик Богдан Іванович, Максимов Сергій Володимирович, Мельник Юрій Станіславович, Каналош Оксана Анатоліївна, Сіренко Михайло Якович, Гончарук Володимир Якович, Сватков Леонід Борисович, Шуляковський Геннадій Францович, Мацко Олександр Петрович, Немчин Олександр Федорович, Яценко Олег Володимирович
МПК: C12G 1/06
Мітки: спосіб, вина, ігристого, рожевого, купаж, виготовлення
Формула / Реферат:
1. Купаж для виготовлення рожевого ігристого вина, що становить собою суміш білого та червоного шампанських виноматеріалів із винограду сортів Аліготе, Ріслінг та Каберне, який відрізняється тим, що червоний шампанський виноматеріал додатково містить виноград сортів Мерло та Сапераві, при такому співвідношенні інгредієнтів, в % по об'єму: Білий сухий виноматеріал з винограду сорту Аліготе 55-75 ...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Михайленко Борис Омелянович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: спосіб, виготовлення, поковок, типу, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Попередній патент: Шлаковозна чаша
Наступний патент: Свічка запалювальна
Випадковий патент: Узв-блок озонатор-фільтр очищення i знезараження води ozon-clo2f