Спосіб виготовлення кремнійових пластин
Номер патенту: 3674
Опубліковано: 27.12.1994
Автори: Шурдук Борис Костянтинович, Богданов Євген Іванович, Живов Михайло Давидович, Кутовий Ігор Васильович
Формула / Реферат
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление в селективном кислотном травителе на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке, и полировку рабочей поверхности пластин, отличающийся тем, что после травления на обе стороны кремниевых пластин наносят пленку поликремния толщиной 0,4-3 мкм, производят термообработку в диапазоне температур 900-1000°С в инертной среде в течение 20-40 мин, а полировку рабочей поверхности проводят на глубину 20-30 мкм.
Текст
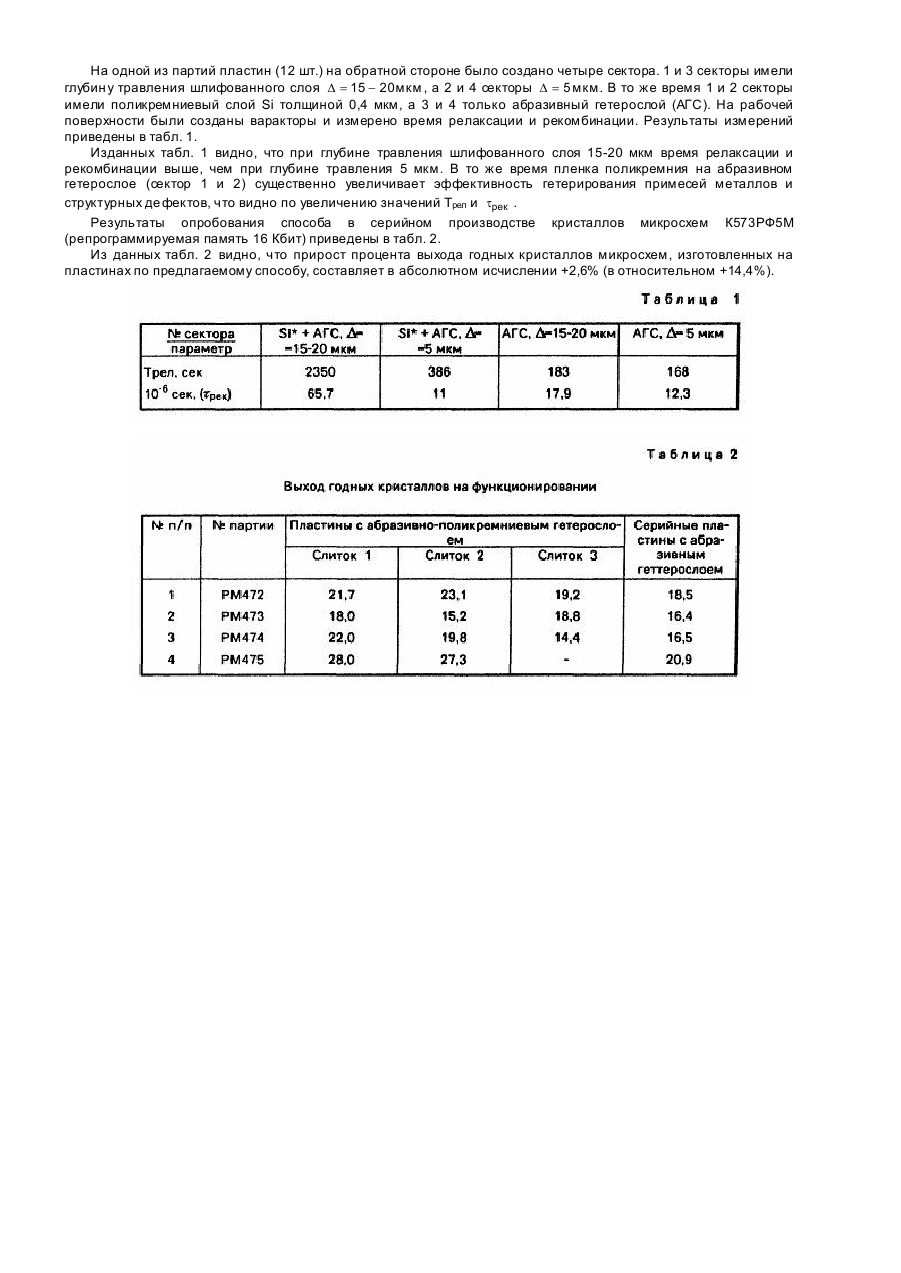
Изобретение относится к электронной технике, а именно к технологии изготовления полупроводниковых приборов, в частности, планерной технологии интегральных схем на кремниевых пластинах с внешними гетерослоями. Известен способ изготовления кремниевых пластин с абразивным гетерослоем [1], который включает операции резки, шлифовки, термообработки, травления и полировки. В этом способе нет взаимосвязи шлифовки и травления, в связи с чем не определены общие условия создания оптимального гетерослоя. Например, при малой глубине травления шлифованного слоя в процессе термообработок возникают дислокации, переползающие с обратной стороны пластины на рабочую поверхность. При большой глубине травления удаляются упругие напряжения, образуемые шлифованным слоем, в результате чего отсутствуе т эффект гетерирования. В способе [2], включающем шлифовку пластин кремния, травление, термообработку, травление на глубину 20 мкм в щелочном травителе, после травления производят осаждение пленки поликремния и полировку рабочей поверхности. Недостаток этого способа состоит в том, что травление в щелочном травителе загрязняет объем пластин ионами щелочных металлов, а большая глубина травления, не связанная с диаметром абразивного зерна, применяемого при шлифовке приводит к малой эффективности абразивного гетерослоя и уменьшает эффективность слоя поликремния. Недостатки, присущие этим способам, устранены в способе-прототипе [3], который включает резку слитка кремния на пластины, шлифовку, травление и полировку. Этот способ отличается тем, что травление шлифованных поверхностей производят на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке. В этом диапазоне травления сохраняется максимальный эффект гетерирования с устранением указанных выше отрицательных проявлений шлифованного слоя (дислокации, линии скольжения, прогиб и растрескивание пластин после термообработок). Кроме того, достигается воспроизводимость эффекта гетерирования и полировки рабочей поверхности в условиях серийного производства. Однако, этому способу, как и другим с внешним гетерированием, присуще ослабление гетерирования структурных де фектов и примесей металлов в течение времени термообработок при изготовлении микросхем. Задачей изобретения является увеличение эффективности гетерирования структурных де фектов и примесей металлов путем совместного действия абразивного и поликремниевого гетерослоев и достижение дополнительных эффектов, связанных с наложением этих слоев, а именно, увеличения площади контакта слоя поликремния с поверхностью пластины и очистки объема пластины от примесей металлов в процессе сопутствующи х термообработок при нанесении слоя поликремния. Поставленная задача решается там, что в способе изготовления кремниевых пластин. включающем операции резки двусторонней шлифовки, двустороннего травления, нанесения пленки поликремния, термообработки и полировки, травление производят в селективном кислотном травителе на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке, после травления наносят пленку поликремния толщиной 0,4-3,0 мкм, производят термообработку в диапазоне температур 900-1000°С в инертной среде в течение 20-40 мин, после чего выполняют полировку рабочей поверхности на глубину 20-30 мкм. Отличительное свойство данного способа состоит в том, что планка поликремния наносится на абразивный гетерослой, созданный в указанном интервале глубины травления шлифованной поверхности пластины. Созданные упругие напряжения в области абразивного гетерослоя суммируются с упругими напряжениями слоя поликремния, что обеспечивает эффект усиления гетерирования. Другое неявное усиление гетерирования состоит в увеличении площади контакта слоя поликремния с кремнием вследствие более развитой площади шлифованной поверхности в сравнении с полированной. Нижняя граница толщины пленки поликремния 0,4 мкм выбрана исходя из того обстоятельства, что поликремний частично удаляется при окислении, а также в процессе травления в ходе технологических процессов. Верхний предел толщины пленки поликремния 3 мкм ограничен напряжениями, возникающими на границе раздела кремний-пленка поликремния, что приводит к короблению пластин. Кроме того, чем короче процессы роста пленки, тем лучше с точки зрения технологии изготовления микросхем. Третье отличительное свойство способа заключается в том, что после нанесения пленки поликремния производят термообработку в диапазоне температур 900-1000°С в течение 20-40 мин. Эта термообработка приводит к двум положительным эффектам. Первый эффект состоит в том, что происходит отжиг избыточных напряжений, вызванных пленкой поликремния, в результате чего устраняется коробление пластин. Это имеет существенное значение для полировки пластин. Второй эффект заключается в том, что эта термообработка стимулирует ди ффузию примесей металлов и точечных дефектов из объема пластин, которые захватываются границей раздела абразивный слой кремния - поликремний и затем удаляются при полировке рабочей поверхности на глубину 20-30 мкм. Таким образом, происходит очистка объема исходных пластин кремния. Пример осуществления способа изготовления пластин: 1. Резка слитка кремния диаметром 100 мм на пластины толщиной 590 ± 20 мкм; 2. Двусторонняя шлифовка абразивным порошком ЭКН-20 до толщины пластин 530 ± 10 мкм; 3. Травление до толщины 500 ± 10 мкм (съем травлением с каждой стороны ,15 мкм, травитель 1HF + 5НNО3 + 4Η2О); 4. Нанесение пленки поликремния на две стороны по реакции: SiH4 ® Si + 2H2 , давление Ρ = 2 тор (265 ± 2 Па), Т = 630°C, скорость осаждения v = 100 ± 10 А/мин, расход SiH4 80 л/час; 5. Термообработка пластин при температуре 900-1000°С в среде азота в течение 20-40 мин. 6. Химико-механическая полировка рабочей поверхности пластин на глубину 20-30 мкм. Примечание: возможна замена кислотного травителя на щелочной основе, четвертичных аммониевых оснований, не содержащих ионов щелочных металлов (типа холин, фосфазометан, метилгидрид и т.п.). Способ прошел оценку эффективности гетерирования на партиях пластин по значениям релаксации МОП емкости Трел, времени рекомбинации неосновных носителей заряда tрек , точкам утечки p - n-переходов и проценту выхода микросхем. На одной из партий пластин (12 шт.) на обратной стороне было создано четыре сектора. 1 и 3 секторы имели глубин у травления шлифованного слоя D = 15 - 20 мкм , а 2 и 4 секторы D = 5 мкм . В то же время 1 и 2 секторы имели поликремниевый слой Si толщиной 0,4 мкм, а 3 и 4 только абразивный гетерослой (АГС). На рабочей поверхности были созданы варакторы и измерено время релаксации и рекомбинации. Результаты измерений приведены в табл. 1. Изданных табл. 1 видно, что при глубине травления шлифованного слоя 15-20 мкм время релаксации и рекомбинации выше, чем при глубине травления 5 мкм. В то же время пленка поликремния на абразивном гетерослое (сектор 1 и 2) существенно увеличивает эффективность гетерирования примесей металлов и структурных де фектов, что видно по увеличению значений Трел и tрек . Результаты опробования способа в серийном производстве кристаллов микросхем К573РФ5М (репрограммируемая память 16 Кбит) приведены в табл. 2. Из данных табл. 2 видно, что прирост процента выхода годных кристаллов микросхем, изготовленных на пластинах по предлагаемому способу, составляет в абсолютном исчислении +2,6% (в относительном +14,4%).
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for silicon wafers
Автори англійськоюKutovyi Ihor Vasyliovych, Zhyvov Mykhailo Davydovych, Shurduk Borys Kostiantynovych, Bohdanov Yevhen Ivanovych
Назва патенту російськоюСпособ изготовления кремниевых пластин
Автори російськоюКутовой Игорь Васильевич, Живов Михаил Давыдович, Шурдук Борис Константинович, Богданов Евгений Иванович
МПК / Мітки
МПК: H01L 21/306
Мітки: пластин, спосіб, виготовлення, кремнійових
Код посилання
<a href="https://ua.patents.su/2-3674-sposib-vigotovlennya-kremnijjovikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кремнійових пластин</a>
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Кутовой Ігор Васильович, Федорів Вадим Михайлович, Шурдук Борис Констянтинович
МПК: H01L 21/306
Мітки: пластин, спосіб, кремнійових, виготовлення
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
Спосіб фінішної обробки напівпровідникових пластин
Номер патенту: 1563
Опубліковано: 25.07.1994
Автори: Живов Михайло Давидович, Богданов Євген Іванович
МПК: H01L 21/302
Мітки: напівпровідникових, спосіб, фінішної, обробки, пластин
Формула / Реферат:
Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензий, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12,4, отличающийся тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности пластин, химико-механическую полировку на...
Спосіб розламування пластин із твердих матеріалів
Номер патенту: 403
Опубліковано: 30.04.1993
Автор: Анісін Олександр Михайлович
МПК: B28D 1/02
Мітки: твердих, матеріалів, пластин, спосіб, розламування
Формула / Реферат:
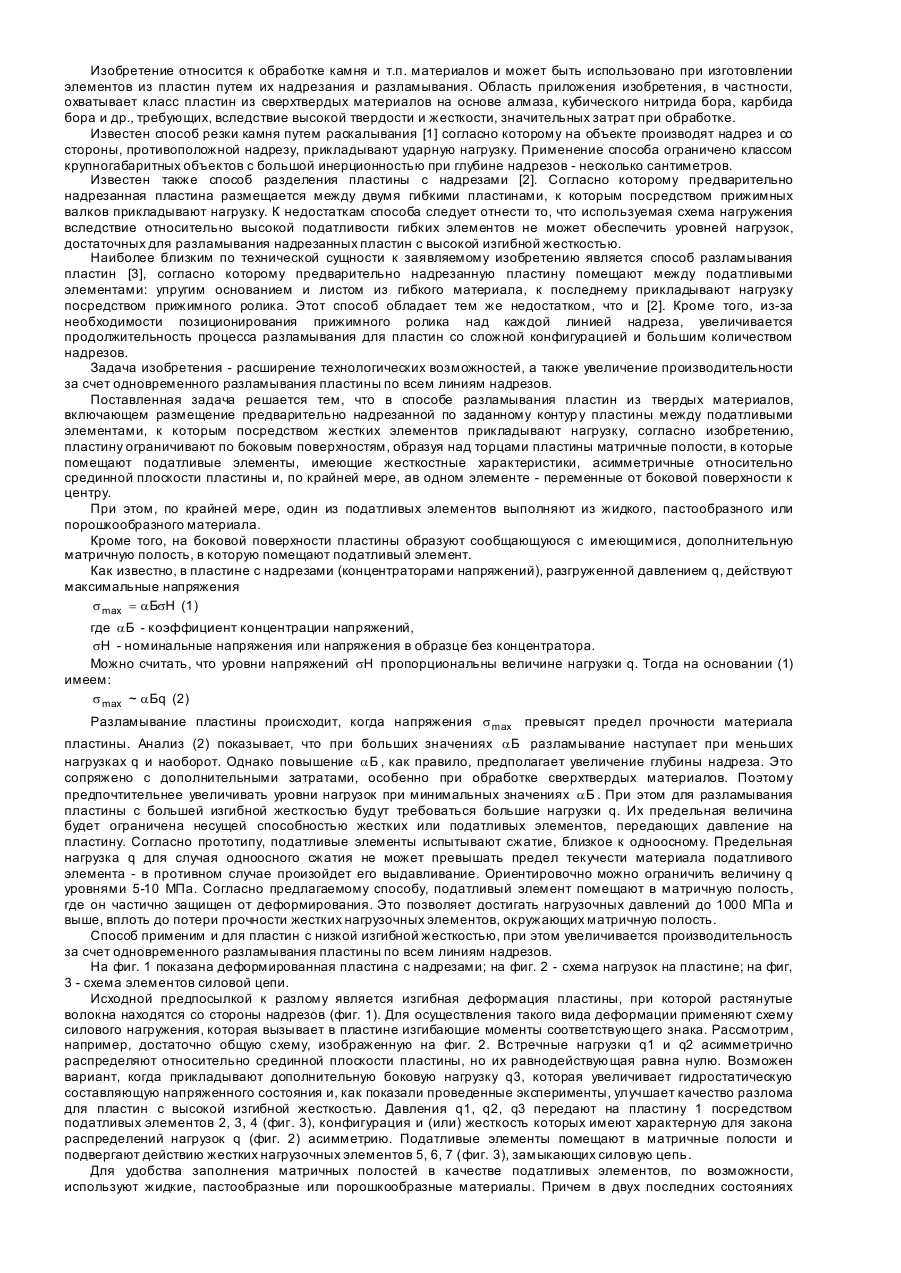
1. Способ разламывания пластин из твердых материалов, включающий размещение предварительно надрезанной по заданному контуру пластины между податливыми элементами, к которым посредством жестких элементов прикладывают нагрузку, отличающийся тем, что пластину ограничивают по боковым поверхностям с образованием над торцами пластины матричных полостей, в которых размещают податливые элементы, которые имеют жесткостные характеристики, асимметричные...
Пристрій для фіксації, переважно напівпровідникових пластин в установках для термообробки
Номер патенту: 3179
Опубліковано: 26.12.1994
Автор: Левченко Володимир Васильович
МПК: H01L 21/68
Мітки: переважно, пластин, установках, фіксації, пристрій, термообробки, напівпровідникових
Формула / Реферат:
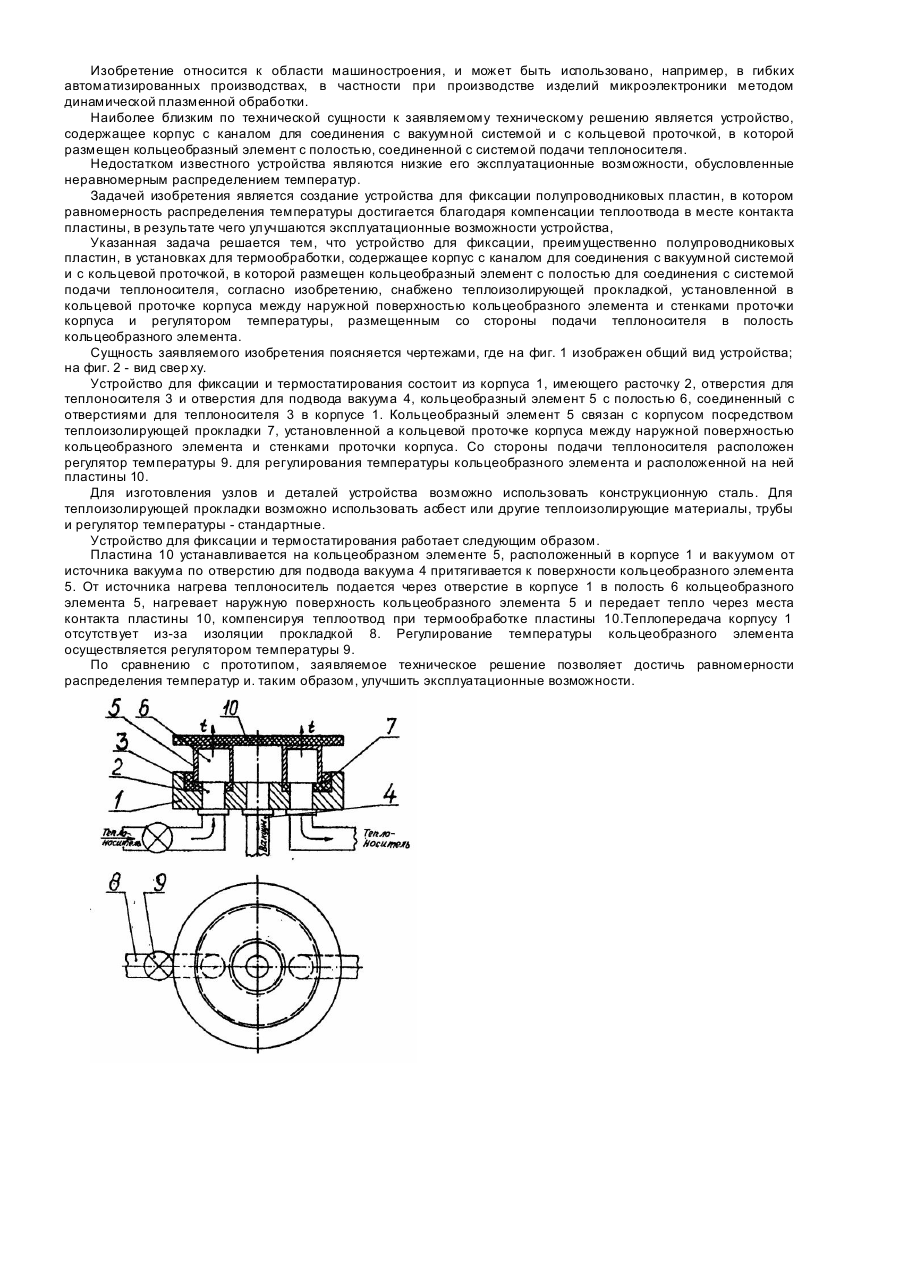
Устройство для фиксации, преимущественно полупроводниковых пластин в установках для термообработки, содержащее корпус с каналом для соединения с вакуумной системой и с кольцевой проточкой, в которой размещен кольцеобразный элемент с полостью для соединения с системой подачи теплоносителя, отличающееся тем, что оно снабжено теплоизолирующей прокладкой, установленной в кольцевой проточке корпуса между наружной поверхностью кольцеобразного...
Клеюча речовина для кріплення напівпровідникових пластин при поліруванні
Номер патенту: 1565
Опубліковано: 25.07.1994
Автори: Богданов Євген Іванович, Вялий Василь Якович, Живов Михайло Давидович, Любак Руслан Володимирович, Іванчич Ольга Семенівна
МПК: H01L 21/302
Мітки: речовина, поліруванні, клеюча, пластин, кріплення, напівпровідникових
Формула / Реферат:
Клеящий состав для крепления полупроводниковых пластин при полировании, содержащий канифоль, церезин и двухромовокислый калий, отличающийся тем, что, с целью улучшения качества и повышения выхода годных пластин, он дополнительно содержит смесь трихлорэтилена с изопропанолом, взятых в массовом соотношении 70:30 при следующем соотношении компонентов, мас.ч.:канифоль ...
Попередній патент: Спосіб одержання оцтової кислоти хімічної чистої льодової
Наступний патент: Переносна стереофонічна система звукопідсилення
Випадковий патент: Метод лікування синдрому дефіциту уваги і гіперактивності