Спосіб іонного азотування
Номер патенту: 4217
Опубліковано: 27.12.1994
Автори: Тіняєв Всеволод Григорович, Романов Володимир Євгенійович, Свирид Сергій Михайлович
Формула / Реферат
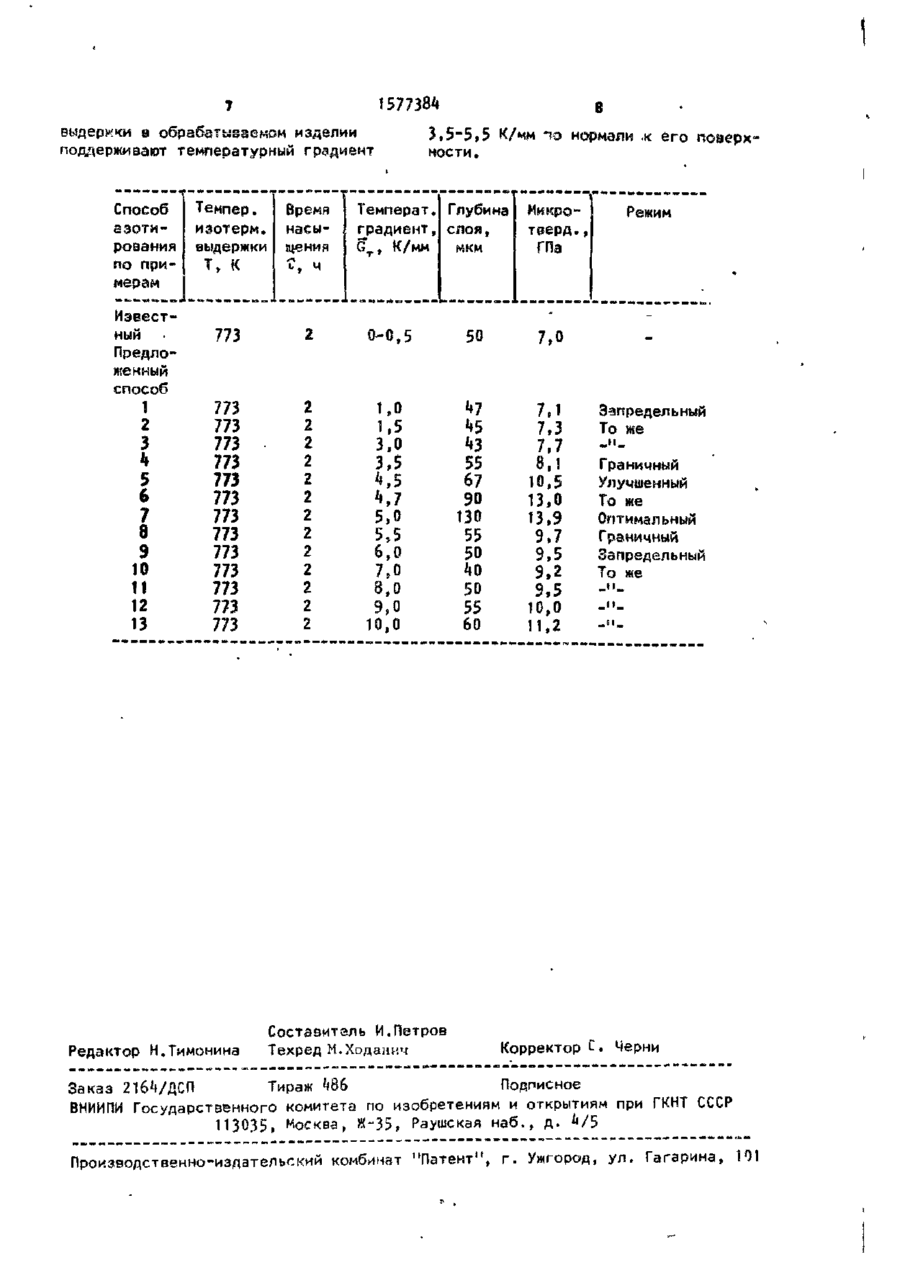
Способ ионного азотирования, преимущественно штамповых сталей, включающий нагрев и изотермическую выдержку обрабатываемых изделий при 773-853 К с использованием косвенного подогрева в аммиачной плазме тлеющего разряда при плотности тока разряда 0,5-1 А/м , отличающийся тем, что, с целью интенсификации процесса диффузионного насыщения и повышения микротвердости диффузионного слоя, на стадии изотермической выдержки в обрабатываемом изделии поддерживают температурный градиент 3,5-5,5 К/мм по нормали к его поверхности.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ № СОЮЗ СОВЕТСКИХ СОЦИАЛИСТ* РЕСПУБЛИК (51)5 ^ ' " С23С8/36 ••••!• I » !• ! • • • ! тч !• • • ЩИ •! ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЕМ ПРИ ГНЬТ СССР (21) 4379250/31-02 (22) 18.02.88 1 ЦеЛЬ и з о б р е т е н и я - ИНТЄНСИфИ,{іЗЦИЙ СПОСОБ ИОНРОГО АЗОТИРОВАНИЯ (57) Изобретение относится к металлургии, в частности химико-^ермической обработке в ппазче тлеющего разряда, а именно, азотированию, и может быть использовано в машиностроении для поверхностного упрочнения стальных изделий, изготовленных преимущественно из штамповых сталей. процесса диффузионного насыщения и повышение ^икротвердости диффузномього споя „ Способ азотирования включает нзгрев и изотермическую выдержку обрабатываемых изделий при 773 ~ 853 К с использованием косвенного подогрева в аммиачной плазме тлеющего разряда при плотности тока оазрядэ 0,5-1 А/м 2 , причем на стадии изотермической выдержки в обрабатываемом изделии поддерживают температурный градиент 3,5-5,5 К/мм по нормали к его поверхности. Использование изобретения интенсифицирует процесс формирования азотированного слоя а 22 Р 6 раза с одновременным повышением его микротвердости в 1,3~2,0 раза по сравнению с обработкой известным способом < 1 табл. Изобретение относится к области металпургки, а частности химико-термической обработке d плязме тлеющего разряда, а именно азотированию, и мо жет быть использовано в машиностооении для поверхностного упрочнения стальных изделий, изготовленных преимущественно из штзмповых сталей. Целью изобретения является интенсификация процесса диффузионного насыщения и повышение микротвердсс^и диффузионного слоя. Для осуществления предлагаемого способа достаточно иметь стандартную установку ионного азотировония (например, НТВ 26,6/6-ИІ), рабочая каме ра которой оснащена нагревательными элементами сопротивления (нами использовались трубчатые элементы сопротивления - ТЭНы), системой тепло защитных экранов и температуэным датчиком, включающим две хромельалюминиевые термопйоы. Обрабатываемое изделие - катод лмеет потенциал Земли, анодный узел нэхорится под высоким потенциалом и злектри^ески изолирован от заземленных частей подколп?чного устройства, а теплоотражакхцие и фокусирующие плазму экраны электрически нейтральны. Оснагтча камеры (блок нагревателей, система экранов, анодный узел к гермопарный датчик) разрабаты ся под конкретный вид упрочняемых (70 Киевский политехнический инсти тут им.50-летия Великой Октябрьской социалистической революции (72) В.Г.Тиняев, С.М.Свирид и В.Е.Романов (53) 621.785.51.06 (088.8) (56) Патент ПНР № 133598, кл. С 23 С 11/00, 30.06.86. 157738*+ изделий и изготавливается легкосъемной. По предлагаемому способу в течение всего времени изотермической выдержки при ионном азотировании нагрев изделий проводят от двух независимо управляемых источников тепла плазмы тлеющего разряда и электрических нагревательных элементов. 10 Тепловой поток от нагревательных элементов регулировали, изменяя их напряжение питания, этот же параметр для плазмы варьировали током тлеющего разряда. Исполнительными механизмами служили регулировочные автотрансформаторы в цепях питания ТЭНов и в цепи первичной обмотки высоковольтного трансформатора, а также тиристорный переключатель нагрузочных резисторов в цепи высокого напряжения . Сигналы обратной связи поступали с датчика температуры, одну из термопар которого помещали в глухое отверстие, засверленное под обрабатыва- 25 емую поверхность и регистрировали с ее помощью температуру процесса азотирования, а вторую, включенную дифференциально по отношению к ней, приводили в тепловой контакт с тыльной, 30 необрабатываемой поверхностью изделия и таким образом определяли перепад температур по сечению изделия. Эти сигналы через мультиплексор и аналого-цифровой преобразователь поступали 35 в микропроцессор, который после их обработки по заложенным в ППЗУ программам выдавал управляющие сигналы на блок исполнительных механизмов. Заложенная в память микропроцессо- 40 ра программа предусматривала регулирование тепловых потоков от указанных источников таким образом, чтобы температура насыщения упрочняемой поверхности оставалась постоянной на задан- 45 ном уровне в течение всего времени азотирования, а температуру тыльной, необрабатываемой поверхности блок автоматического управления программно доводил до значения, позволяющего 50 выдерживать (с учетом толщины изделия) оптимальный статический температурный градиент по сечению, и поддерживал его' таким на протяжении всего времени изотермической выдер55 жки. Недостаток тепловой энергии, выделяемой в результате иочной бомбардировки поверхности обрабатываемых изделий, компенсируется подогревом садки элементами сопротивления (теплопередача осуществляется конвекцией и излучением). Величина этой дополнительной энергии составляет в общем энергопотреблении до 50%, что позволяет уменьшить потребляемую мощность в цепи высокого напряжения в 1,5-2 раза и тем самым упростить и удешевить высоковольтный блок установки ионного азотирования, а также упучшить равномерность нагрева азотируемой поверхности изделий сложной формы за счет рационального размещения нагревательных элементов. Таким образом, данный способ химико-термической обработки увеличивает КПД установки на 10-15% и повышает качество упрочненного ионным азотированием слоя, однако обладает большой длительностью изотермической выдержки на стадии диффузионного насыщения, и следовательно, не способствует интенсификации формирования диффузионного слоя. Так, на изделиях из высоколегированных конструкционных и инструментальных сталей, обработанных по способу прототипа, диффузионные слои глубиной 50-150 мкм при 793-823 К образуются в течение ^-6 ч азотирования в плазме тлеющего разряда. По предлагаемому способу в течение изотермической выдержки в процессе ионного азотирования нагрев изделий осуществляется как за счет тепла, выделяемого плазмой тлеющего разряда при плотностях тока 0,01-1,0 А/м2, так и за счет тепловой энергии, подводимой к изделиям от элементов сопротивления, с целью создания неоднородного стационарного температурного поля с постоянным, регулируемым в зоне насыщения градиентом. В результате этого в насыщаемых изделиях возникает термонапряжечное состояние, характеризующееся таким уровнем внутренних напряжений, при котором достигается оптимальная скорость движения дислокаций, при которой атмосферы примесных атомов могут перемещаться вместе с дислокациями, что приводит к созданию наиболее благоприятных условий для интенсивной объемной диффузии атомов азота. При этом существенно увеличивается скорость роста диффузионного слоя и его микротвердость. 157738І» Способ осуществляется следующим образом. Детали, помещенные в вакуумную камеру установки ионного азотирования, нагревают до температуры 723753 К с помощью элементов сопротивления, изотермическую выдержку проводят в плазме тлеющего разряда с 2 плотностью тока 0,01-1,0 А/м в насыщающей среде под давлением 0,651,55 кПа в интервале температур 773853 К. В процессе азотирования в поверхностных слоях изделий поддерживают определенный для данного материала и условий азотирования термический градиент. По окончании обработки изделия охлаждают в той же среде при давлениях 13,3-20,3 кПа. П р и м е р . Изделия из стали **Х5В2ФС, например, пресс-матрицы для горячего прессования алюминиевых профилей размерами: диаметр 195-285 мм,, высота 25-50 мм, обезжиривали и помещали в рабочую камеру установки ион- 25 ного азотирования. Камеру вакуумировали, а затем продували аммиаком до полного удаления остатков воздушной атмосферы. Нагрев до температуры зажигания плазмы (673-723 К) осущест30 вляли за счет тепловом энергии, выделяемой элементами сопротивления, иа которые устанавливали матрицу. Изотермическую выдержку проводили в плазме тлеющего разряда при плотностях то35 ка 0,5-1,0 А/м 2 в среде аммиака под давлением 1,33-1,^*0 кПа в течение 2 часов при температуре азотируемой поверхности 773 К. Температуру тыльной поверхности изделий задавали из расчета создания дискретного ряда статических температурных градиентов в диапазоне 0,5-10,0 К/мм с шагом 0,5 К/мм и точностью поддержания не менее ±0,05 К/мм в направлении нормали к насыщаемой поверхности. Температуру нз обрабатываемой и тыльной поверхностях изделий контролировали с помощью хромель-алюмелевых термопар, а расчетный перепад температур поддерживали путем регулирования на- 50 пряжения питания нагревательных элементов. Охлаждение изделий проводили в потоке аммиака под давлением 13,013,5 кПа. В результате металлографических, микродюрометричес^их и рентгеноструктурных исследований установлено, что зависимость глубины диффузионного слоя и максимальной м^кротвердости от величины статического градиента температуры по сечению пресс-матриц имеет экстремальный характер. При этом максимальная глубина и кмкротвердость слоя достигается при строго определенном значении градиента температуры, что видно из таблицы, в которой представлены результаты лабораторных испытаний. Получены следующие преимущества предлагаемого способа по сравнению с известным. Создание в изделиях неоднородного стационарного температурного поля с градиентом в диапазоне 3,5-5»5 К/мм по предложенному способу (примеры ^-8 таблицы) ускоряет, по сравнению с прототипом, процесс формирования азотированного слоя в Я" 2,6 раза с одноьоеменным повышением микротвердости в 1,3-2,0 раза. Наилучшее сочетание толщины и твердости азотированного слоя получено при температурном градиенте 5,0 К/мм, при котором, по сравнению с прототипом, процесс азотирования ускоряется в 2,6 раза, а микротвердость увеличивается в 2,0 раза (пример 7 таблицы),, Методами рентгеноструктурного и металлографического анализов показано, что поспе обработки по всем приведенным выше режимам на поверхности пресс-матрицы получают азотированные слои, состоящие в основном из азотистого феррита, нитридные слои металлографически и рентгенографически не выявлены. Такая структура упрочненных слоен, как показали лабораторные испытания, наиболее полно удовлетворяет требованиям, предъявляемым к пресс-матрицам для горячего прессования алюминиевых профилей. ф о р м у л а и з о б р е т е н и я Способ ионного азотирования, преимущественно Ш Т Й М П О В Ы К сталей, включающий нагрев и изотермическую выдержку обрабатываемых изделии при 773 853 К с использованием косвенного подогрева в аммиачной плазме тлеющего разряда при плотности тока разряда 0,5-1 А/м 2 , о т л и ч а ю щ и й с я тем, чго, с целью интенсификации процесса диффузионного насыщения и повышения микро-вердости диффузионного слоя, на стадии изотермической 1577384 выдержки г обрабатываемом изделии поддерживают температурный градиент Способ азотирования по примерам Темпер. изотерм. выдержки Т, К Время насын^ения S В 3,5-5,5 К/чм то нормали к его поверхности. Температ. Глубина градиент, слоя, G T , К/мм мкм Предложенный способ 1 2 3 5 6 7 8 9 10 11 12 13 773 2 0-0,5 50 773 773 773 773 773 773 773 773 773 773 773 773 773 2 2 2 2 2 2 1,0 hi 45 43 55 67 Редактор Н.Тимонина Режим ГПа ч Извест ный Никротверд., 2 2 2 2 2 2 2 1,5 3,0 3,5 4.5 *,7 5,0 90 130 6,0 7,0 8,0 9,0 50 40 50 55 , 10,0 Составитель И.Петров Техред М.Ходанич 55 55 60 7,0 71 , Запредельный То же 73 , 77 , 10,5 13,0 13,9 9,7 9,5 9,2 9,5 10,0 11,2 Граничный Улучшенный То же Оптимальный Граничный Запредельный То же _н„ -И Корректор С. Черни Заказ 2164/ДСП Тираж ^86 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Я-35, Раушская наб., д. і/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 1 01
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ionic nitrogen hardening
Автори англійськоюTiniaiev Vsevolod Hryhorovych, Svyryd Serhii Mykhailovych, Romanov Volodymyr Yevheniiovych
Назва патенту російськоюСпособ ионного азотирования
Автори російськоюТиняев Всеволод Григорьевич, Свирид Сергей Михайлович, Романов Владимир Евгеньевич
МПК / Мітки
МПК: C23C 8/06
Мітки: іонного, азотування, спосіб
Код посилання
<a href="https://ua.patents.su/4-4217-sposib-ionnogo-azotuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб іонного азотування</a>
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Дорфман Юхим Миколайович, Колмановський Семен Давидович
МПК: B28B 11/00
Мітки: будівельних, теплової, обробки, камера, виробів
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Спосіб виготовлення алмазомісткого композиційного матеріалу
Номер патенту: 1997
Опубліковано: 20.12.1994
Автори: Свечніков Олексій Олексійович, Фінкельштейн Євген Михайлович, Вовчановський Іван Федорович, Богданов Роберт Константинович, Петрига Петро Васильович, Скляр Світлана Йосипівна, Ципін Нехем'ян Веніамінович, Сімкін Едуард Семенович, Дабіжа Євген Вікторович
Мітки: алмазомісткого, спосіб, виготовлення, матеріалу, композиційного
Формула / Реферат:
Способ изготовления алмазосодержащего композиционного материала, включающий смешивание алмазных частиц и металлической связки, прессование и спекание спрессованных заготовок, сопровождающееся пропиткой, отличающийся тем, что перед смешиванием на алмазные частицы наносят последовательно, слои молибдена, а затем - основную составляющую металлической связки в потоке плазмы тлеющего разряда.
Спосіб визначення малих доз іонного легування
Номер патенту: 3213
Опубліковано: 26.12.1994
Автори: Карплюк Олександр Іванович, Новосядлий Степан Петрович
МПК: H01L 21/66
Мітки: доз, іонного, визначення, легування, малих, спосіб
Формула / Реферат:
Способ определения малых доз ионного легирования, включающий измерения неравновесных импульсных вольтфарадных характеристик предварительно легированной тестовой МДП-структуры, отличающийся тем, что предварительное легирование тестовой структуры осуществляют ионной имплантацией примеси, создающей тип проводимости, противоположный типу проводимости подложки, до концентрации, равной или большей концентрации примеси в подложке, вольтфарадные...
Спосіб визначення емісійних властивостей електродів газорозрядних джерел світла високої інтенсивності

Номер патенту: 2665
Опубліковано: 26.12.1994
Автор: Дениско Петро Іванович
МПК: H01J 61/06
Мітки: визначення, електродів, газорозрядних, високої, інтенсивності, властивостей, емісійних, спосіб, світла, джерел
Формула / Реферат:
Способ определения эмиссионных свойств злектродов газоразрядных источников света высокой интенсивности путем приложения между электродами напряжения, превышающего напряжение пробоя, отличающийся тем, что, с целью повышения его эффективности при одновременном упрощении, между электродами производят зажигание аномально тлеющего разряда вереде инертного газа при постоянном давлении, а оценку эмиссионных свойств осуществляют при величине...
Спосіб одержання тонкоплівкового елементу
Номер патенту: 2903
Опубліковано: 26.12.1994
Автори: Бідник Дмитро Ілліч, Крутько Олександр Олексійович, Іллюк Ігор Євгенович, Бойко Степан Миколайович, Сидоренко Сергій Іванович, Макогон Юрій Миколайович
МПК: H01L 21/28
Мітки: спосіб, тонкоплівкового, одержання, елементу
Формула / Реферат:
Способ получения тонкопленочного элемента, включающий осаждение вакуумного конденсата путем магнетронного распыления сплава на основе Al(Al-Cu) с добавкой Si (0,8-2,8%) на кремниевую подложку в одном вакуумном цикле в виде двухслойной структуры в среде аргона и термообработку конденсата при максимальной температуре 720±10 К в защитной от окисления среде в течение 15-20 минут, отличающийся тем, что конденсат осаждают при температуре подложки...
Попередній патент: Гідромуфта
Наступний патент: Порошковий вогнегасник
Випадковий патент: Кавітаційний гідродинамічний подрібнювач-змішувач