Спосіб виготовлення теплопровідної кераміки
Номер патенту: 6686
Опубліковано: 29.12.1994
Автори: Скляр Світлана Йосипівна, Ротнер Юрій Михайлович, Сімкін Едуард Семенович, Ципін Нехем'ян Веніамінович, Куліч Людмила Григорівна, Суранов Олександр Вадимович, Боримський Олександр Іванович, Кулич Віталій Григорович
Формула / Реферат
(57) Способ изготовления теплопроводной керамики на основе нитрида кремния с добавкой нитрида бора кубической модификации, включающий смешивание компонентов, формование и горячее прессование, отличающийся тем, что горячее прессование ведут по следующему режиму: сначала поднимают давление и при достижении его величины 6-8 МПа начинают нагрев со скоростью 40-50° в ~ мин до температуры 1823-1843 К, выдерживают при этой температуре 80-100 мин; затем повышают давление и температуру соответственно до 20-24 МПа и до 1973-1993 К со скоростью 20-30°С в мин и после выдержки при этой температуре 10-20 мин со скоростью 20-30°С в мин снижают температуру до 1900-1920 К и проводят третью изотермическую выдержку в течение 10-20 мин при том же давлении, после чего нагрев прекращают и снимают давление.
Текст
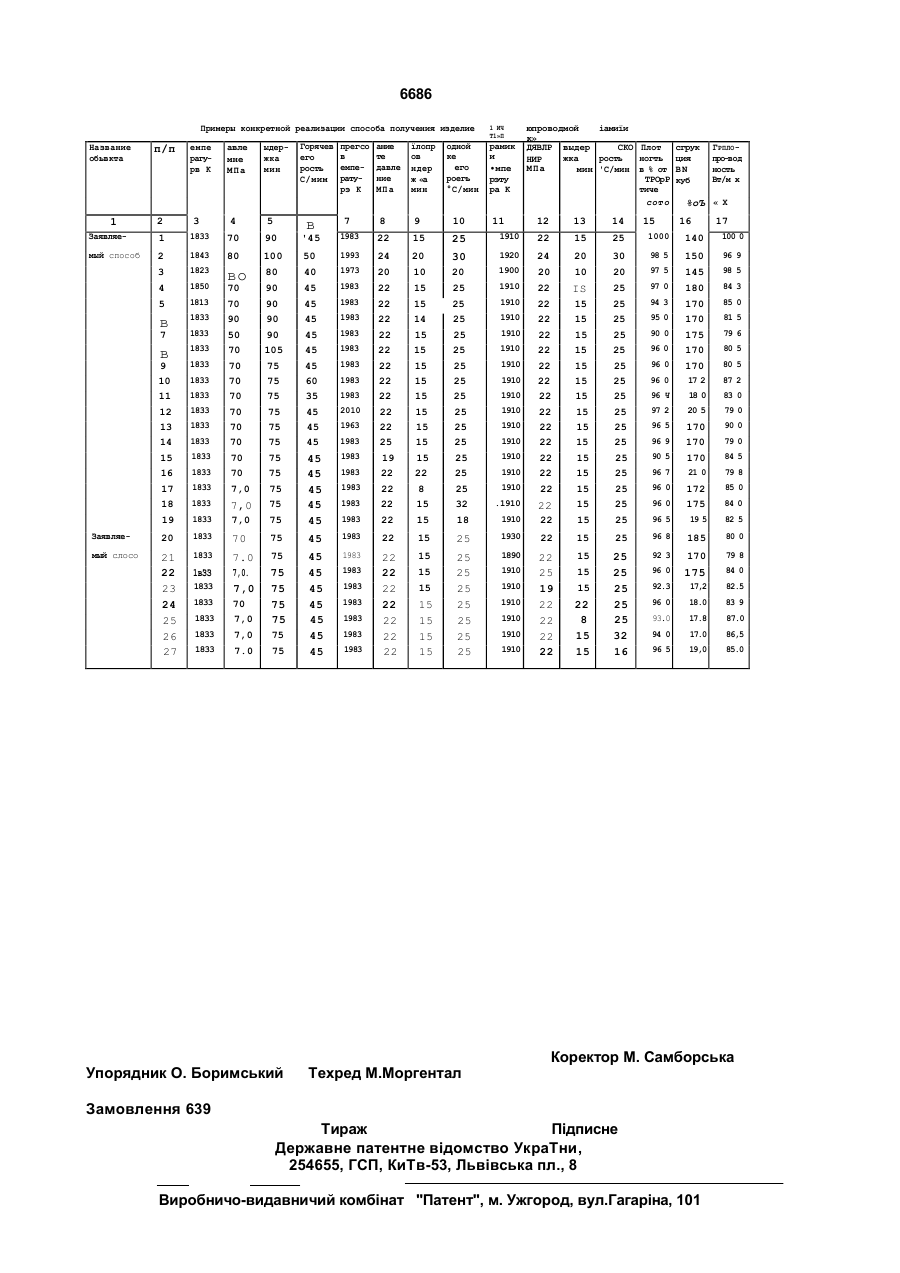
УКРАЇНА U A (ID (5П5 6686 СІ С 04 В 35/58 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ ТЕПЛОПРОВІДНОЇ КЕРАМІКИ 1 (20)94301162, 11.06.93 (21)4913225/33 (22)25.02.91, SU (46)29.12.94. Бюл.№8-І (56) 1. В.Д.Андреев и др. Исследование композиционных материалов на основе твердого сплава с кубическим нитридом бора, полученных различными способами, М., 1983, с. 43-45. 2. Заявка Японии № 62-7151, кл. С 04 В 35/58, опубл. 1987 (прототип). (71) Інститут надтвердих матеріалів АН УРСР; Інженерний центр "Алмаз" при Дер жавному університеті ім. І.І.Мечнікова (72) Боримський Олександр Іванович, Куліч Людмила Григорівна, Кулич Віталій Григоро вич, Сімкін Едуард Семенович, Скляр Світлана Йосипівна, Суранов Олександр Ва димович, Ротнер Юрій Михайлович, Ципін Нехем'ян Веніамінович (73) Інститут надтвердих матеріалів АН Ук раїни Ім.В.М.Бакуля (UA); Інженерний центр "Алмаз" при Одеському Державному університеті ім. І.І.МечнІкова (UA) (57) Способ изготовления теплопроводной керамики на основе нитрида кремния с добавкой нитрида бора кубической модификации, включающий смешивание компонентов, формование и горячее прессование, о т л и ч а ю щийся тем, что горячее прессование ведут по следующему режиму: сначала поднимают давление и при достижении его величины 6-8 МПа начинают нагрев со скоростью 40-50° в ~ мин до температуры 18231843 К, выдерживают при этой температуре 80100 мин; затем повышают давление и температуру соответственно до 20-24 МПа и до 1973-1993 К со скоростью 20-30°С в мин и после выдержки при этой температуре 10-20 мин со скоростью 20-30°С в мин снижают температуру до 1900-1920 К и проводят третью изотермическую выдержку в течение 10-20 мин при том же давлении, после чего нагрев прекращают и снимают давление. С > O CD Изобретение относится к области изготовления изделий из теплопроводной керамики методами порошковой металлургии и может быть использовано для приборов электронной техники, в частности, для получения крупногабаритных заготовок теплоотводящих плат. Известен способ изготовления металлокерамического материала на основе твердого сплава и кубического нитрида бора (1), при котором смесь твердого сплава ВК15 и кубического нитрида бора формуют в виде заготовок и спекают без приложения давления при температуре 1593 К. Указанный спо соб имеет следующие недостатки. В процессе спекания происходит деструкция кубического нитрида бора из-за взаимодействия его с твердым сплавом с образованием боридов. При этом готовое изделие значительно разупрочняется. В этом же источнике рассматривается способ горячего прессования (Т - 1573 К, Р» 100 МПа, выдержка 3-5 мин) вышеуказанного композита. Этот способ имеет недостатки аналогичные предыдущему с тем лишь отличием, что при горячем прессовании твердого сплава и кубического нитрида бора, деструкция последнего идет менее ин о О 6686 тенсивно из-за снижения температуры спе кания и сокращения времени выдержки. Од нако также имеет место значительная деструкция BN куб и низкая прочность спе ченного изделия. мин при том же давлении, после чего нагрев прекращают и снимают давление. В связи с тем, что вначале скорость нагрева составляет 40-50°С в мин за относительно небольшой промежуток времени равномерно нагревается изделие до темпе5 ратуры начала протекания в спекаемом маРассмотренный в этой же работе способ териале физико-химических процессов импульсного спекания имеет преимущества по (1823-1843 К), способствующих формировасравнению с двумя вышеописанными, так как нию необходимой структуры, обеспечиваюпозволяет из-за кратковременного щей в процессе дальнейших операций пребывания образцов при высоких темпера- 10 горячего прессования необходимые свойсттурах значительно снизить деструкцию BN куб, ва готового изделия. При температуре ниже однако она все же имеется, о чем свиде- 1823 К затрудняется протекание физико-хительствуют наблюдаемые в зернах BN куб мических процессов спекания, что приводит трещины. Кроме того, способ имеет недо- к несовершенству структуры и как следстстаток, заключающийся в ограничении раз- 15 вие, к снижению свойств готового изделия. мер о в спекаемы х из д ел ий . Т аки м При температуре выше 1843 К, а также при способом нельзя получить крупногабаритные выдержке выше 100 мин, происходит интенпластины, например, имеющие площадь более сификация деструкции кубического нитрида 14 см2. бора. При выдержке ниже 80 мин, снижается Известен способ изготовления изделий 20 степень активности протекания физико-хидля теплоотвода [2], включающий смешивание мических процессов при спекании, что ведет компонентов (нитрида алюминия и нитрида к уменьшению плотности изделий, а, следобора кубического), формование и горячее вательно, и теплопроводности. Скорость напрессование в условиях термодинамической грева ниже40°С в мин нецелесообразна, так стабильности BN куб (Р > 40 куб, 25 Т - 1473 К, как до температуры 1823 К отсутствуют каt = 20-30 миН). кие-либо процессы, способствующие форУказанный способ позволяет предотв мированию структуры спекаемого изделия и ратить деструкцию BN куб, однако, недо уменьшение скорости ведет лишь к увеличестатком его является ограничение размеров нию продолжительности нагрева, т.е. сниспекаемого изделия (площадь не более 14 30 жению производительности процесса см2) из-за современного состояния уровня изготовления изделий. Скорость нагрева вытехники высоких давлений (отсутствие ка ше 50°С в мин приводит к неравномерному мер высокого давления для изготовления нагреву изделия. крупногабаритных пластин площадью более На второй стадии повышение макси14 см2). 35 мальной температуры до величины ниже В основу изобретения поставлена задача 1973 К затрудняет процессы взаимного расусовершенствования способа спекания творения и диффузии компонентов, что притеплопроводной керамики, в котором путем водит к наличию остаточной пористости в изменения режимов и последовательности готовом изделии, что, в свою очередь, сниопераций процесса обеспечивается сниже- 40 жает теплопроводность, а нагрев выше ние деструкции кубического нитрида бора и за 1993 К приводит к интенсификации деструксчет этого расширяется номенклатура ции кубического нитрида бора. Нагрев со скоростью ниже 20°С в мин спекаемых изделий. Поставленная задача решается тем, что в ведет к увеличению времени пребывания куспособе изготовления теплопроводной ке- 45 бического нитрида бора при температуре, рамики, включающем смешивание компонентов, вызывающей его интенсивную деструкцию, их формование, горячее прессование, согласно а выше 30°С в мин - к наличию значительной изобретению последнее ведут по следующему остаточной пористости из-за снижения акрежиму: сначала поднимают давление и при тивности протекания физико-механических достижении его величины 6-8 50 МПа начинают процессов при спекании. Последующая вынагрев со скоростью 40-50° в мин до держка ниже 10 мин также приводит к нетемпературы 1823-1843 К, выдерживают при полному протеканию процесса спекания, а этой температуре 80-100 мин, затем, повышают выше 20 мин - к интенсификации деструкдавление и температуру соответственно до ции кубического нитрида бора. Давление ниже 6 МПа не обеспечивает 20-24 МПа и до 1973- 55 1993 К со скоростью 20-30°С в мин и после выдержки при этой необходимой плотности на первой стадии температуре 10-20 мин со скоростью 20-30°С в горячего прессования, а выше 8 МПа затрудмин снижают температуру до 1900-1920 К и няет протекание физико-химических пропроводят третью изотермическую выдержку в течение 10-20 6686 цессов при относительно низких температурах бора, формирование изделий размером (1823-1843 К). 110x110x1,5 мм (S = 121 см2) в графитовых Последующее снижение температуры до пресс-формах, покрытых изнутри гексагональ1900-1920 К ведет к снижению интенсивности ным нитридом бора, горячее прессование с индеструкции кубического нитрида бора 5 и, дукционным нагревом по следующему режиму; следовательно, к росту теплопроводности сначала поднимают давление и при достижеизделия. Снижение температуры ниже 1900 К нии его величины 7 МПа начинают нагрев со приводит к неполному протеканию проскоростью 45°С в мин до температуры 1833 К, цессов при спекании и, как следствие, к навыдерживают при этой температуре 90 мин, личию значительной остаточной пористости 10 затем повышают давление и температуру, сов готовом изделии, что ведет к снижению ответственно до 22 МПа и до 1983 К со скоротеплопроводности, а снижение температуры стью 25°С в мин и после выдержки при этой до величины, превышающей 1920 К, приводит к температуре 15 мин со скоростью 25°С в мин значительной степени деструкции снижают температуру до 1910 К и проводят кубического нитрида бора. Снижение темпе- 15 третью стадию спекания с выдержкой при ратуры со скоростью выше 30°С в минуту этой температуре 15 мин и давлении 22 МПа, приводит к сокращению времени пребывания после чего нагрев прекращают. изделия в области высоких температур, что Величина деструкции кубического нитведет к неполному протеканию процес* сов рида бора при изготовлении изделий, плотпри спекании и наличию остаточной по- 20 ность и теплопроводность последних при ристости в готовом изделии, а, граничных и при выходе за граничные знаследовательно, к снижению теплопроводности. чения ингредиентов по заявляемому спосоСнижение температуры со скоростью ниже бу, приведена в табл.1. 20°С в минуту ведет к более длительному Изготовить такие же пластины (плопребыванию кубического нитрида бо- 25 pa в щадью 121 см ) в условиях прототипа, не области высоких температур, что представилось возможным по причине отинтенсифицирует процесс его деструкции сутствия соответствующих камер высокого Выдержка на последующем этапе выше 20 давления из-за современного уровня техниминут также ведет к более интенсивной ки высоких давлений. деструкции кубического нитрида бора из-за 30 Из таблицы следует, что повышение темболее длительного пребывания его в области пературы выше выбранных пределов, привовысоких температур, и, следовательно, к дит к интенсификации декструкции снижению теплопроводности, а выдержка кубического нитрида бора. То же происходит и ниже 10 минут, приводит к неполному пропри снижении скорости нагрева при высоких теканию процессов при спекании и к нали- 35 температурах и увеличении времени выдержчию остаточной пористости в изделии, что ки, что ведет к снижению теплопроводности. также приводит к снижению теплопроводСнижение температуры и повышение скороности готового изделия. Приложение усилия сти нагрева по сравнению с выбранными прессования ниже 20 МПа приводит к сниинтервалами, ведет к снижению плотности жению плотности готового изделия, а выше 40 и теплопроводности. К такому же эффекту 30 МПа к разрушению графитовой оснастки. приводит снижение давления ниже выбранТаким образом, заявляемый способ ных пределов. Увеличение давления выше обусловливает новые условия протекания выбранных интервалов приводит к затрудпроцесса спекания теплопроводной керамики, нению протекания физико-химических пропозволяющие максимально сохранить 45 цессов при спекании, а в некоторых случаях исходные свойства кубического нитрида бора и к разрушению пресс-форм в процессе спепри спекании в условиях его термодина- кания и, как следствие, к сохранению остамической нестабильности, т.е. позволяет точной пористости в изделии, что ведет как получить изделия больших размеров объемом в том, так и в другом случае к снижению более 50 см3 или площадью 14 см2. 50 теплопроводности готового изделия или даЗаявляемый способ иллюстрируется же его разрушению. следующим примером его осуществления. Увеличение скорости снижения темпеИзделия на основе керамики SI3N4, со- ратуры выше выбранных интервалов ведет к держащей активирующую добавку (МдО) и неполному протеканию процессов при спекубический нитрид бора (20% вес) были из- 55 кании, а понижение- к увеличению времени готЪвлены по заявляемому способу путем пребывания кубического нитрида бора в обреализации следующих операций; смешивание ласти высоких температур, что ведет к сниSI3N4 с МдО и кубическим нитридом жению теплопроводности. 6686 Примеры конкретной реализации способа получения изделие Название обьвкта 1 п/п 2 емпе рагурв К 3 авле мне МПа ыдержка мин Горячев его рость С/мим в прегсо в емпературэ К ание те давле ние МП а їлопр ов ндер ж «а мин одной ке его роегь °С/мин 1 ИЧ Т1»П рамик и •мпе рэту ра К ГРПЛОпро-вод ность Вт/м х %оЪ « X 4 5 7 8 9 10 12 13 14 1 1833 70 90 '45 1983 22 15 25 1910 22 15 25 1000 140 100 0 мый способ 2 3 1843 80 100 80 50 40 1993 24 20 20 10 30 1920 30 20 150 145 96 9 1900 20 10 98 5 20 24 20 4 5 1850 45 45 45 22 22 22 15 15 14 25 25 25 1910 22 22 22 IS 180 170 170 84 3 15 15 25 25 25 97 0 в 90 90 90 1983 1833 70 70 90 7 1833 45 45 22 22 15 15 25 25 1910 22 22 15 15 25 25 90 0 96 0 175 170 79 6 в 90 105 1983 1833 50 70 45 60 35 45 45 45 1983 17 2 87 2 18 0 83 0 97 2 20 5 79 0 96 5 90 0 90 5 170 170 170 96 7 21 0 79 8 96 0 22 25 25 25 25 25 25 25 25 25 25 96 Ч .1910 15 15 15 15 15 15 15 15 15 15 96 0 1910 22 22 22 22 22 22 22 22 22 1983 25 25 25 25 25 25 25 25 25 32 80 5 1983 15 15 15 15 15 15 15 22 8 15 170 45 45 45 45 45 45 22 22 22 22 22 25 19 22 22 22 96 0 1833 70 70 70 70 70 70 70 70 7,0 172 175 84 0 1983 22 15 18 1910 22 15 25 96 5 19 5 82 5 1983 22 15 25 1930 22 15 25 96 8 185 80 0 45 45 45 45 45 45 45 1983 22 22 22 22 22 22 22 15 15 25 25 25 25 25 25 25 1890 22 25 19 22 22 22 22 15 15 25 25 25 25 25 32 16 92 3 170 79 8 96 0 175 84 0 1813 во 9 10 11 12 13 14 15 16 17 18 1833 1833 7,0 75 75 75 75 75 75 75 75 75 75 1833 1833 1833 1833 1833 1833 1833 19 1833 7,0 75 Заявляе 20 1833 70 75 мый слосо 21 22 23 24 25 26 27 1833 7.0 7,0. 7,0 75 1вЗЗ 1833 1833 1833 1833 1833 70 7,0 75 75 75 75 7,0 7.0 75 75 Упорядник О. Боримський 1973 1983 1983 1983 1983 1983 2010 1963 1983 1983 1983 1983 1983 1983 1983 1983 1983 15 15 15 15 15 Техред М.Моргентал 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 1910 15 22 8 15 15 15 сгрук ция BN куб Заявляе 1823 11 юпроводмой іамиїи к» ДЯВЛР выдер СКО Плот жка рость ногть НИР МПа мин 'С/мин в % от ТРОрР тиче сот о 97 5 94 3 95 0 96 9 96 0 16 17 98 5 85 0 81 5 80 5 79 0 84 5 85 0 92.3 17,2 82.5 96 0 18.0 83 9 93.0 17.8 87.0 94 0 17.0 86,5 96 5 19,0 85.0 Коректор М. Самборська Замовлення 639 Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the production of heat-conducting ceramics
Автори англійськоюBorymskyi Oleksandr Ivanovych, Kulich Liudmyla Hryhorivna, Kulich Vitalii Hryhorovych, Simkin Eduard Semenovych, Skliar Svitlana Yosypivna, Suranov Oleksandr Vadymovych, Rotner Yurii Mykhailovych
Назва патенту російськоюСпособ изготовления теплопроводной керамики
Автори російськоюБоримский Александр Иванович, Кулич Людмила Григорьевна, Кулич Виталий Григорьевич, Симкин Эдуард Семенович, Скляр Светлана Иосифовна, Суранов Александр Вадимович, Ротнер Юрий Михайлович
МПК / Мітки
МПК: C04B 35/58, C04B 35/645
Мітки: кераміки, теплопровідної, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-6686-sposib-vigotovlennya-teploprovidno-keramiki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплопровідної кераміки</a>
Спосіб виготовлення лицьової стінової кераміки
Номер патенту: 1918
Опубліковано: 20.12.1994
Автори: Михайлов Володимир Іванович, Величко Юрій Михайлович, Діденко Микола Якович
МПК: C04B 18/04, C04B 33/02, C04B 24/04
Мітки: спосіб, лицьової, виготовлення, кераміки, стінової
Формула / Реферат:
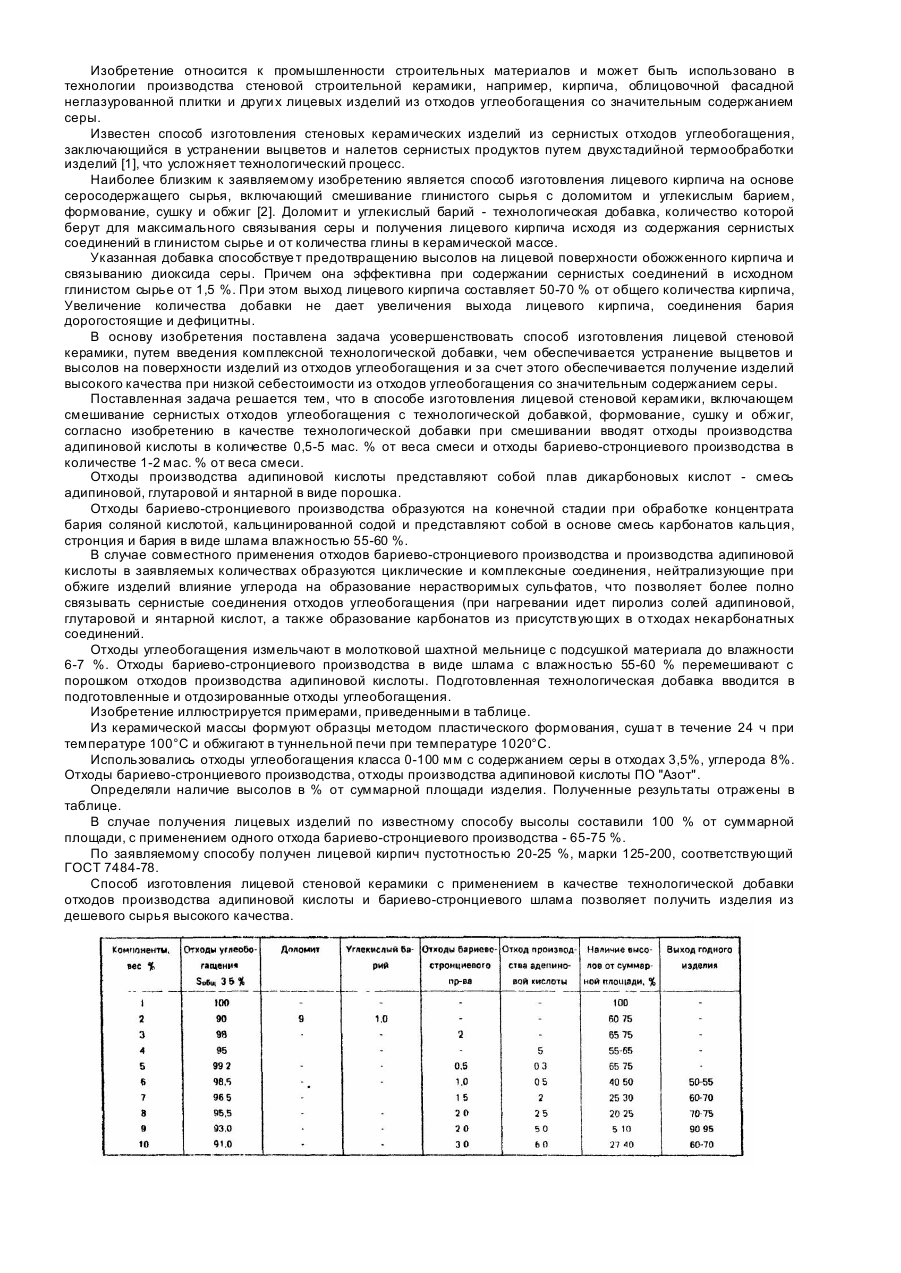
Способ изготовления лицевой стеновой керамики, включающий смешивание сернистых отходов углеобогащения с технологической добавкой, формование, сушку и обжиг, отличающийся тем, что в качестве технологической добавки при смешивании вводят отходы производства адициновой кислоты в количестве 0,5-5 мас. % от веса смеси и отходы бариево-стронциевого производства в количестве 1-2 мас. % от веса смеси.
Спосіб приготування шихти для одержання порошків кубічного нітриду бору
Номер патенту: 4580
Опубліковано: 28.12.1994
Автори: Новіков Микола Васильович, Якименко Валеріан Дмитрович, Фєльдгун Лєон Ізраілєвич, Давідєнко Валєрій Міхайловіч, Боримський Олександр Іванович, Лисанов Владіслав Сєргєєвіч
МПК: C01B 21/064
Мітки: порошків, кубічного, шихти, бору, приготування, нітриду, спосіб, одержання
Формула / Реферат:
(57) Способ приготовления шихты для получения порошков кубического нитрида бора, включающий обработку порошка магния водным раствором соли, высушивание порошка и смешивание его с порошком графитоподобного нитрида бора, отличающийся тем, что обработку магния проводят водным раствором соли из ряда галогенидов или сульфатов меди, цинка, алюминия, олова, хрома, марганца, железа.
Спосіб виготовлення структур кремній-двоокис кремнію-нітрід кремнію
Номер патенту: 1564
Опубліковано: 25.07.1994
Автори: Карплюк Олександр Іванович, Живов Михайло Давидович, Богданов Євген Іванович, Дубина Віктор Григорович
МПК: H01L 21/318
Мітки: кремній-двоокис, кремнію-нітрід, структур, спосіб, виготовлення, кремнію
Формула / Реферат:
Способ получения структур кремний - двуокись кремния - нитрид кремния, включающий осаждение на структуры кремний-двуокись кремния пленки нитрида кремния из парогазовой смеси тетрахлорида кремния, аммиака и инертного газа при пониженном давлении, отжиг структур после осаждения пленки нитрида кремния, отличающийся тем, что, с целью улучшения электрофизических параметров структур за счет увеличения уровней записи и стирания информации, отжиг...
Спосіб виготовлення атравматичних голок
Номер патенту: 3585
Опубліковано: 27.12.1994
Автори: Квашенко Леонід Мифодієвич, Козирев Віктор Олександрович, Лев Євген Цальович, Сітняковський Володимир Ілліч, Сітняковський Леонід Ілліч
МПК: A61B 17/06, B21B 1/00
Мітки: голок, виготовлення, спосіб, атравматичних
Формула / Реферат:
Способ изготовления атравматических игл, включающий навивку проволоки на оправку и ее натяжку, формование ложементной канавки путем врезания абразивного круга в каждый виток проволоки, заточку острия двух игл на каждом витке путем врезания абразивного круга между витками проволоки после поворота оправки на 180 град., разрезание каждого витка проволоки на двe иглы, отличающийся тем, что навивку проволоки на оправку и ее натяжку осуществляют...
Шихта для виготовлення контейнера апарату високого тиску
Номер патенту: 1917
Опубліковано: 20.12.1994
Автори: Чіпенко Георгій Володимирович, Давидов Микола Олексійович, Доценко Василь Михайлович, Івахненко Сергій Олексійович, Ляшенко Олександр Федорович, Виноградов Сергій Олександрович, Мельник Віталій Іванович, Якименко Валерян Дмитрович
МПК: B01J 3/06
Мітки: тиску, високого, апарату, контейнера, шихта, виготовлення
Формула / Реферат:
1. Шихта для изготовления контейнера аппарата высокого давления для синтеза сверхтвердых материалов, содержащая теплоэлектроизоляционные упругопластический материал и тугоплавкий материал на основе окиси циркония и органическое связующее, отличающаяся тем, что она содержит компоненты при следующем их соотношении, в мас. %: упруго-пластичный материал 15-80 тугоплавкий материал на основе окиси...
Попередній патент: Охолоджуючий пристрій тепловоза
Наступний патент: Спосіб вирощування груші
Випадковий патент: Візок вантажного вагона