Спосіб одержання мідьмістких заготівок безперервною розливкою
Номер патенту: 6941
Опубліковано: 31.03.1995
Автори: Шевченко Володимир Павлович, Трохимова Зоя Григоровна, Ємельянов Володимир Володимирович, Зайцев Олександр Юрійович, Булянда Олександр Олексійович, Пєвцова Валентина Михайлівна, Кологривова Лідія Миколаївна, Шупенко Ігор Владленович, Луппов Євген Петрович, Носоченко Олег Васильович, Кулик Микола Миколайович, Наконечний Анатолій Якович, Плискановський Олександр Станіславович, Панін Олексій Дмитрович, Табунщиков Віталій Юрійович, Романенко Володимир Іванович
Формула / Реферат
Формула изобретения
Способ получения медьсодержащих заготовок при непрерывной разливке, включающий предварительное легирование стали медью и ее последующее делегирование в кристаллизаторе путем подачи в расплав добавок в виде проволоки или ленты и вытягивание заготовок из кристаллизатора, отличающийся тем, что, с целью улучшения качества поверхности медьсодержащих заготовок с содержанием меди 0,8...1,5%, предварительное легирование стали осуществляют до содержания в ней меди 0,3...0.4%, а делегирование - подачей меди на каждые 0,1 % ее содержания в разливаемой стали в соответствии с зависимостью
где q - количество меди, вводимое в кристаллизатор, кг/кг/мин;
Q - масса разливаемой стали в один кристаллизатор, кг;
S - поперечное сечение отливаемой заготовки, м2 ;
V - скорость вытягивания заготовки, м/мин;
r - плотность разливаемой стали, кг/м3.
Текст
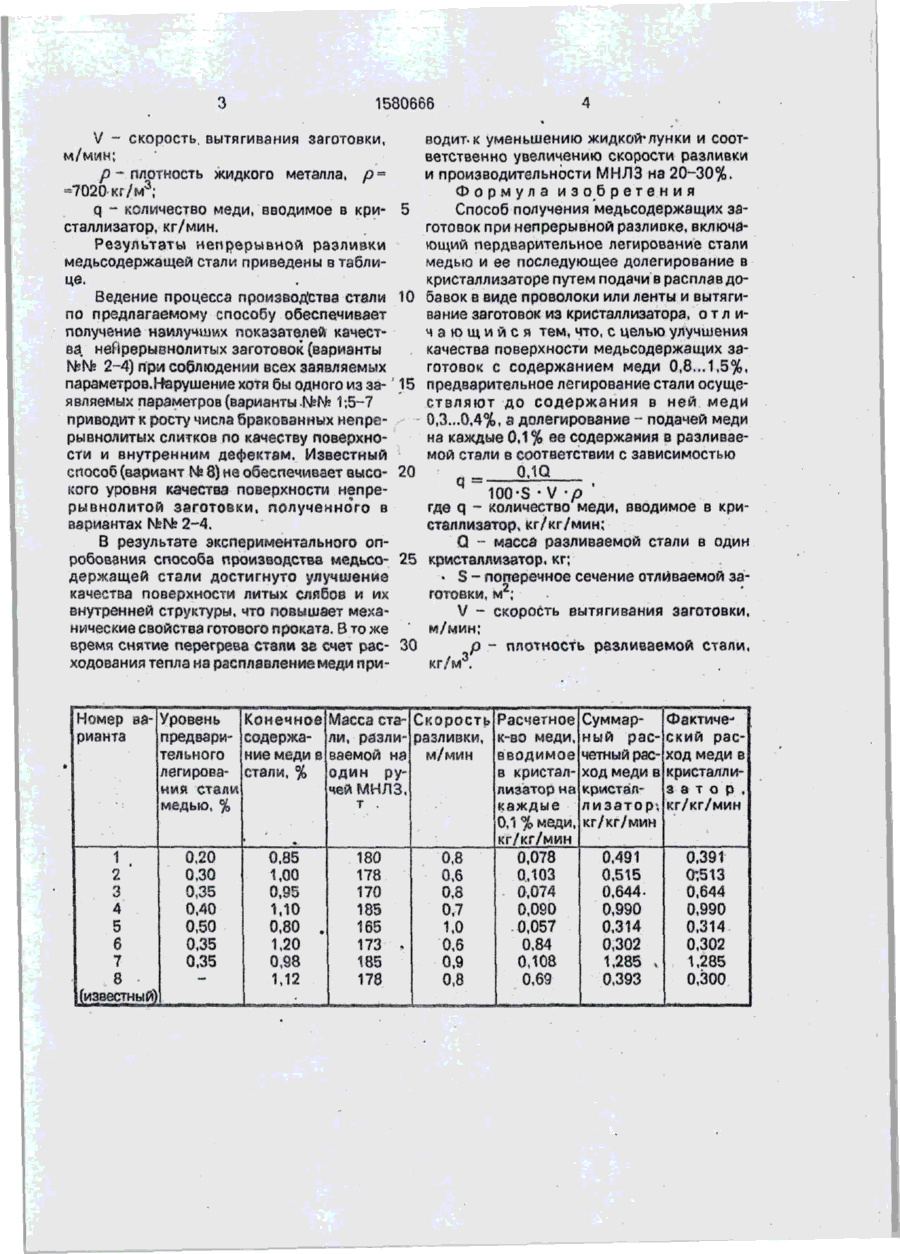
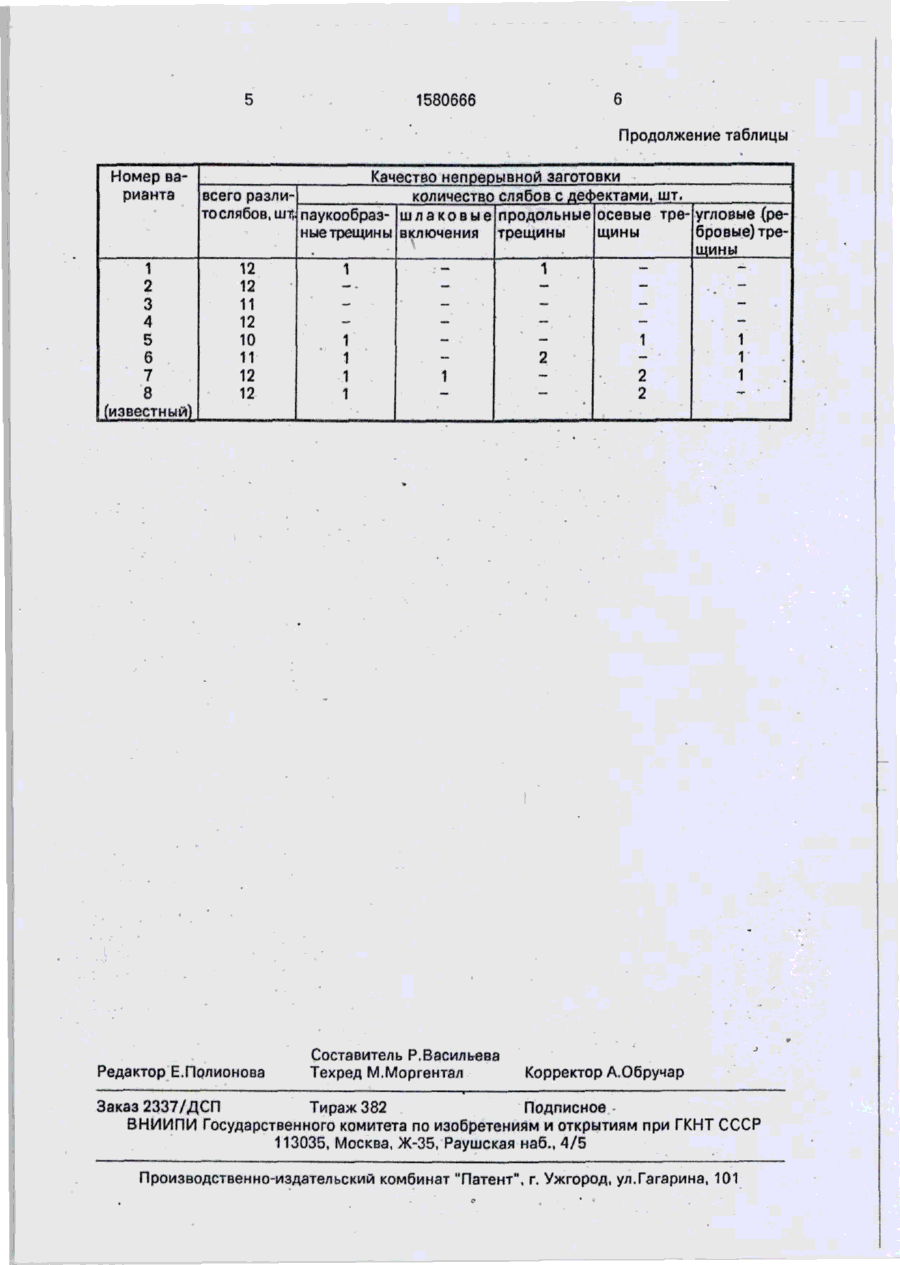
Изобретение относится к металлургии, в частности к непрерывной разливке медьсодержащей стали. Цель - улучшение качества поверхности медьсодержащих заготовок с содержанием меди 0,8...1,5%. ^ Сталь предварительно легируют в сталеплавильном агрегате, а затем при подаче ее в кристаллизатор дополнительно подают медную проволоку или ленту в количестве q = O,1Q'(1OO-S-V- р), где Q - масса металла, разливаемого через кристаллизатор, кг; S • поперечное сечение заготовки, • м ; V-скорость вытягивания, м/мин; р~ плотность разливаемой стали, кг/м на каждые 0,1 % меди в разливаемой стали. 1 табл. Изобретение относится к металлургии, в частности к непрерывной разливке медьсодержащей стали. Целью изобретения является улучшение качества поверхности медьсодержащих заготовок при содержании меди 0,8...1,5%. Способ осуществляют следующим образом. В процессе производства медьсодержащей стали с содержанием меди от 0,8 до 1,2% состава: 0,08-0,11 С; 0,25-0,37 Si; 0,84-1,11 Мп; 0,25-0,31 Сг; 1,15-1,32 N1; 0,03-0,05 А!; 0,09-0,10 V; до 0,05 Ва; 0.0180,020 S; 0,015-0,021 Р; выплавку ее осуществляют в кислородном конвертере емкостью 350 т с предварительным легированием стали медью в конвертере до уровня 0,3-0,4%. Кроме того, предварительное легирование проводят до содержаний больших и меньших, чем указанный оптимальный интервал. После продувки ме•wuia на установке доводки стали в ковше ковш со сталью подают на двухручьевую установку непрерывной разливки стали. Температура металла в промежуточном ковше составляет 1535-1545°С. Непрерывную разливку стали проводят в кристаллизатор длиной 1200 мм и сечением 250x1650 мм при помощи погружного стакана. Заготовку вытягивают со скоростью от 0,6 до 1,0 м/мин. Одновременно в кристаллизатор вводят медную проволоку температурой плавления ниже температуры металла в количестве (на каждые 0,1 % повышения ее содержания в стали), определяемом по формуле: 27-90 q , 100-S -V -р где Q - масса металла, разливаемого в один кристаллизатор, кг; S - площадь поперечного сечения заготовки, S = 0,41 м 2 ; оо о ON ON CN 1580666 V - скорость, вытягивания заготовки, водит-к уменьшению жидкой*лунки и соотм/мин; ветственно увеличению скорости разливки и производительности МНЛЗ на 20-30%. />-плотность жидкого метапла, р = Формула изобретения =7020-кг/м3; Способ получения медьсодержащих заq - количество меди, вводимое в кри- 5 готовок при непрерывной разливке, включасталлизатор, кг/мин. ющий пердварительное легирование стали Результаты непрерывной разливки медью и ее последующее делегирование в медьсодержащей стали приведены в табликристаллизаторе путем подачи в расплавдоце. Ведение процесса производства стали 10 бавок в виде проволоки или ленты и вытягивание заготовок из кристаллизатора, о т л и по предлагаемому способу обеспечивает ч а ю щ и й с я тем, что, с целью улучшения получение наилучших показателей качесткачества поверхности медьсодержащих зава. неПрерывнолитых заготовок (варианты готовок с содержанием меди 0,8...1,5%. Ns№ 2-4) при соблюдении всех заявляемых параметров.Нарушение котя бы одного из зэ-' 15 предварительное легирование стали осуществляют до содержания в ней меди являемых параметров (варианты•№№ 1 -.5-7 0.3...0,4%, з делегирование - подачей меди приводит к росту чиспа бракованных непрена каждые 0,1% ее содержания в разливаерывнолитых слитков по качеству поверхномой стали в соответствии с зависимостью сти и внутренним дефектам. Известный способ (вариант № 8) не обеспечивает высо- 20 q . кого уровня качества поверхности непре100-S-V-p рывнолитой заготовки, полученного в где q - количество меди, вводимое в кривариантах NJ№ 2-4. сталлизатор, кг/кг/мин; В результате экспериментального опQ - масса разливаемой стали в один робования способа производства медьсо- 25 кристаллизатор, кг; держащей стали достигнуто улучшение • S - поперечное сечение отливаемой закачества поверхности литых слябов и их готовки, м 2 ; внутренней структуры, что повышает мехаV - скорость вытягивания заготовки, нические свойства готового проката. В то же ' м/мин; время снятие перегрева стали зв счет рас- 30 р - плотность разливаемой стали, ходования тепла на расплавление меди прикг/м 3 . Номер ва- Уровень Конечное рианта предвари- содержательного ние меди в легирова- стали. % ний стали медью, % 1 ! 2 3 4 5 6 7 8 ^известный' 0,20 0,30 0,35 0,40 0,50 0,35 0.35 _ 0,85 1,00 0.Э5 1,10 0,80 1,20 0.98 1.12 Масса ста- Скорость Расчетное Суммар- Фактичели, разли- разливки, к-во меди. ный рас- ский расваемой на м/мин вводимое четный рас- ход меди в один рув кристал- ход меди в кристалличей МНЛЗ, лизатор на кристал- з а т о р . т . каждые лизатор-. кг/кг/мин 0,1 % меди, кг/кг/мин кг/кг/мин 0,491 180 0.078 0.391 0,8 0,103 0.515 0:513 178 0,6 0,074 0,6440.644 170 0,8 0,090 0.990 0,990 185 0,7 . 0,057 0,314 0.314 . 165 1.0 0.302 0,302 173 . 0.84 0.6 0,108 1,285 , 1.285 185 0,9 0,69 0,393 178 0,8 о.зоо ; 1580666 Продолжение таблицы Номер ваКачество непрерывной заготовки рианта всего разликоличество слябов с дефектами, шт. то слябов, шт, паукообраз- шлаковые продольные осевые тре- угловые (реные трещины включения трещины щины бровые) трещины — 1 12 1 1 _ 2 12 _ 3 11 4 12 _ _ 1 5 10 1 1 11 2 1 6 1 1 7 2 12 1 1 — _ 8 12 2 1 (известный) Редактор Е.Прлионова Составитель Р.Васильева Техред М.Моргентал Корректор А.Обручар Заказ 2337/ДСП Тираж 382 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the copper-containing billets by continuous casting
Автори англійськоюNakonechnyi Anatolii Yakovych, Shevchenko Volodymyr Pavlovych, Kolohryvova Lidia Mykolaivna, Romanenko Volodymyr Ivanovych, Yemelianov Volodymyr Volodymyrovych, Nosochenko Oleh Vasyliovych, Bulianda Oleksandr Oleksiiovych, Plyskanovskyi Oleksandr Stanislavovych, Zaitsev Oleksandr Yuriiovych, Luppov Yevhen Petrovych, Tabunschykov Vitalii Yuriiovych, Panin Oleksii Dmytrovych, Shupenko Ihor Vladlenovych, Kulyk Mykola Mykolaiovych, Pevtsova Valentyna Mykhailivna, Trokhymova Zoia Hryhorovna
Назва патенту російськоюСпособ получения медьсодержащих заготовок непрерывной разливкой
Автори російськоюНаконечный Анатолий Яковлевич, Шевченко Владимир Павлович, Кологривова Лидия Николаевна, Романенко Владимир Иванович, Емельянов Владимир Владимирович, Носоченко Олег Васильевич, Булянда Александр Алексеевич, Плискановский Александр Станиславович, Зайцев Александр Юрьевич, Луппов Евгений Петрович, Табунщиков Виталий Юрьевич, Панин Алексей Дмитриевич, Шупенко Игорь Владленович, Кулик Николай Николаевич, Певцова Валентина Михайловна, Трохимова Зоя Григорьевна
МПК / Мітки
МПК: B22D 11/00
Мітки: безперервною, спосіб, розливкою, заготівок, одержання, мідьмістких
Код посилання
<a href="https://ua.patents.su/4-6941-sposib-oderzhannya-midmistkikh-zagotivok-bezperervnoyu-rozlivkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання мідьмістких заготівок безперервною розливкою</a>
Спосіб безперервного розливу заготівок прямокутного поперечного перерізу
Номер патенту: 4927
Опубліковано: 28.12.1994
Автори: Юшко Ігор Олегович, Богаченко Олексій Георгієвич, Плискановський Олександр Станіславович, Ревтов Микола Іванович, Ніколаїв Геннадій Андрійович, Носоченко Олег Васильович, Ісаєв Олег Борисович, Ленський Валерій Георгійович, Ємельянов Володимир Володимирович
МПК: B22D 11/00
Мітки: спосіб, прямокутного, перерізу, заготівок, безперервного, розливу, поперечного
Формула / Реферат:
Способ непрерывного литья заготовок прямоугольного поперечного сечения, включающий подачу металла в кристаллизатор, вытягивание из него заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, отличающийся тем, что, с целью повышения качества металла, в качестве холодильника используют стальную ленту с Тл £ Тс - 5, а скорость ее ввода в кристаллизатор определяют по...
Спосіб регулювання рівню мениску металу у кристалізаторі при безперервному вертикальному литті заготівок
Номер патенту: 5582
Опубліковано: 28.12.1994
Автори: Бернар Форест, Жан-П'єр Ріке, Шарль Вів
МПК: B22D 11/16
Мітки: рівню, литті, заготівок, спосіб, регулювання, кристалізаторі, вертикальному, мениску, металу, безперервному
Формула / Реферат:
1. Способ регулирования уровня мениска металла в кристаллизаторе при непрерывном вертикальном литье заготовок преимущественно из алюминия и его сплавов, включающий изменение уровня металла путем воздействия на жидкий металл переменным магнитным полем, вектор которого направлен параллельно оси кристаллизатора, отличающийся тем, что, с целью повышения качества отливаемых заготовок за счет уменьшения толщины кортикального слоя и...
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Угодніков Олександр Львович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Бойко Юрій Павлович, Учитель Лев Михайлович, Борисов Юрій Миколайович
МПК: B22D 11/04
Мітки: лиття, заготівок, збірний, кристалізатор, безперервного
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
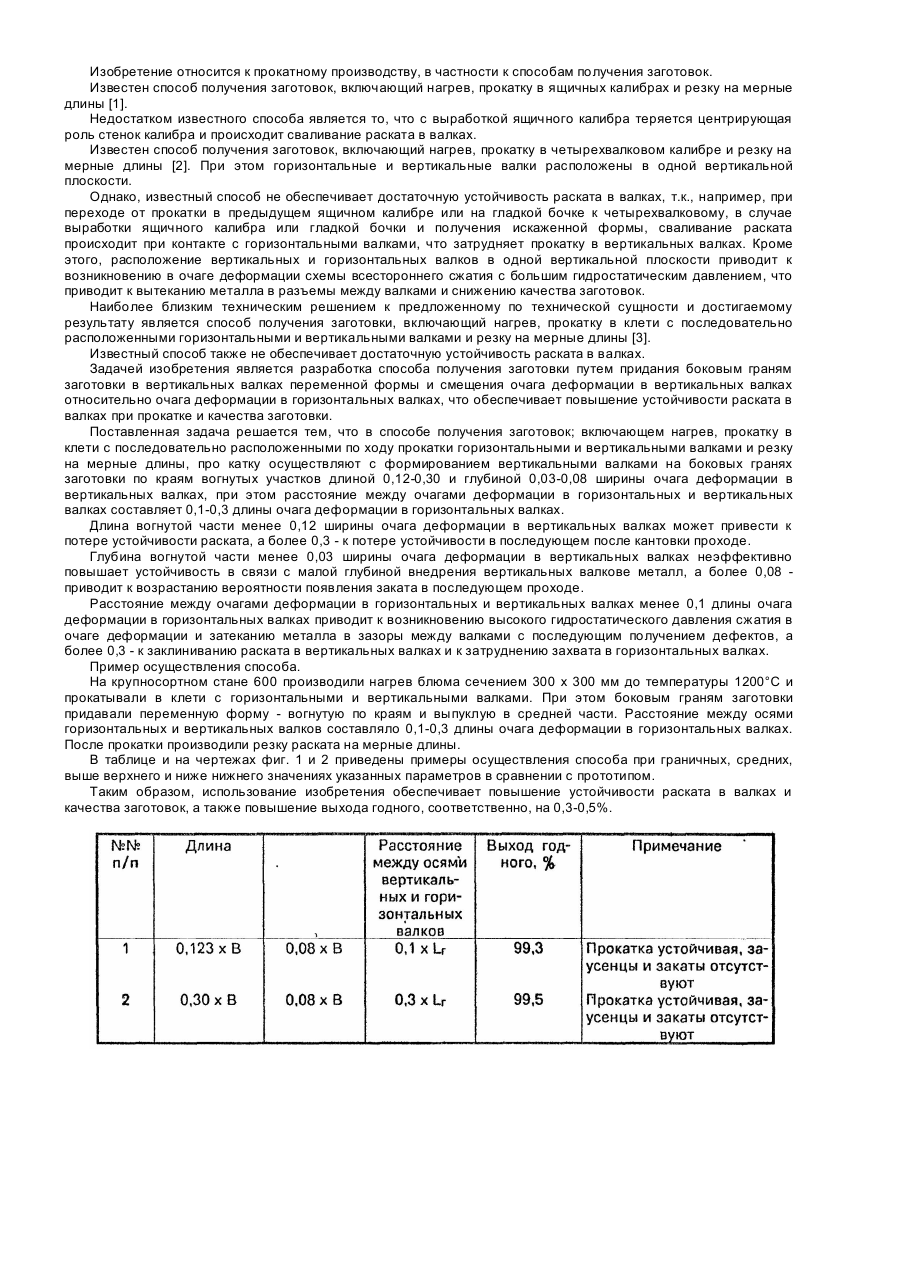
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Локтіонов Петро Якович, Проценко Юрій Юрійович, Луценко Віктор Олександрович, Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Тарасов Віктор Іванович
МПК: B21B 1/02
Мітки: заготівок, спосіб, виготовлення
Формула / Реферат:
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Беседіна Елеонора Борисівна, Мартинов Валерій Васильович, Чернишова Світлана Никодимівна, Стефанов Анатолій Сергійович, Якунін Іван Олексійович, Руденко Анатолій Олександрович
МПК: B22D 11/04
Мітки: горизонтального, кристалізатор, безперервного, заготовок, лиття
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.