Блок затискних валків
Номер патенту: 75940
Опубліковано: 15.06.2006
Автори: Поль Б.Річез, Юн Лінг, Меліхер Пуховскій, Т.Майкл Шор

Формула / Реферат
1. Блок затискних валків для просування і уповільнення виробу, що переміщується вздовж лінії прокатки прокатного стана, причому вказаний блок затискних валків містить: пару важелів, установлених з можливістю обертання навколо паралельних перших осей, осі валків, підтримувані згаданими важелями, причому кожна вісь валка має цапфу для обертання навколо другої осі, паралельної першій осі її відповідного важеля; затискні валки, підтримувані згаданими осями валків, встановлені з можливістю забезпечення зазору між ними для приймання згаданого виробу, перший електродвигун, з’єднувальні засоби для механічного з'єднання згаданого першого двигуна зі згаданими важелями, причому згаданий перший двигун встановлений для забезпечення обертання через згадані засоби згаданих важелів навколо згаданих перших осей і переміщення згаданих затискних валків між відкритими положеннями, що передбачають деяку відстань від виробу, та закритими положеннями контактування та захоплення ними згаданого виробу, і другий електродвигун для забезпечення обертання згаданих затискних валків.
2. Блок затискних валків за п. 1, в якому згадані з’єднувальні засоби містять дисковий кривошип, що приводиться в дію згаданим першим двигуном для обертання навколо третьої осі, паралельної згаданим першій та другій осям, і пару елементів з’єднання, кожен з яких поворотно зв'язаний протилежними кінцями з дисковим кривошипом та відповідно з одним із згаданих важелів.
3. Блок затискних валків за пп. 1 або 2, що додатково містить датчики для генерування сигналу, який свідчить про присутність згаданого виробу на ділянці вздовж лінії прокатки, що передує згаданому зазору між згаданими затискними валками, та засоби керування, що сприймають згаданий сигнал для приведення в дію згаданого першого двигуна для переміщення затискних валків між згаданими відкритими та закритими положеннями обертанням згаданих важелів навколо згаданих перших осей.
4. Блок затискних валків за п. 3, в якому згадані засоби керування виконані з можливістю спрацьовування для регулювання тиску, який чинять згадані затискні валки на виріб.
5. Блок затискних валків за п. 4, в якому тиск, який чинять затискні валки на виріб, регулюється зміною крутного моменту, розвиненого першим двигуном.
6. Блок затискних валків за п. 4, в якому згадані засоби керування виконані з можливістю спрацьовування для регулювання швидкості, з якою згадані затискні валки приводяться другим двигуном.
7. Блок затискних валків за п. 1, в якому згаданий перший двигун є серводвигуном.
8. Блок затискних валків за п. 3, в якому згадані засоби керування виконані з можливістю спрацьовування щодо заданого розміру виробу для визначення положення перед дотиканням для згаданих затискних валків між відкритими та закритими положеннями та для запам'ятовування згаданого положення перед дотиканням для наступного використання для виробів такого ж розміру.
9. Блок затискних валків за п. 8, в якому згадані засоби керування додатково виконані з можливістю спрацьовування для зміни згаданого положення перед дотиканням у відповідь на зміну розміру виробу.
10. Спосіб керування роботою затискних валків у прокатному стані, в якому гарячекатані вироби спрямовуються вздовж лінії прокатки між затискними валками, і затискні валки відкриваються та закриваються електричним серводвигуном, який включає:
(1) визначення прибуття та швидкості виробу на ділянці вздовж лінії прокатки попереду згаданих затискних валків;
(2) базоване на результатах кроку (1) визначення того, чи змінився розмір виробувід попереднього розміру до нового розміру;
(3) базоване на результатах кроку (2):
(а) якщо розмір виробу змінився:
(і) встановлення обмеження струму, що подається на серводвигун, для досягнення заданого тиску затискних валків на виріб;
(іі) вмикання серводвигуна для повільного переміщення затискних валків від повністю відкритих положень до закритих положень у контакті з виробом для здійснення заданого тиску затискного валка;
(ііі) визначення та запам'ятовування проміжної установки для серводвигуна, при якій затискні валки рухаються від згаданих повністю відкритих положень до положень перед дотиканням, які розташовані на короткій відстані від виробу;
або
(б) якщо розмір виробу не змінився:
(і) вмикання серводвигуна у відповідності з попередньо запам'ятованою попередньою установкою для переміщення затискних валків від згаданих повністю відкритих положень до результуючих положень перед дотиканням;
(іі) встановлення обмеження струму, що подається на серводвигун для забезпечення заданого тиску затискних валків на виріб;
(ііі) повільне переміщення затискних валків з положення перед дотиканням до контакту з виробом для забезпечення заданого тиску затискних валків на виріб;
(iv) визначення та запам'ятовування поновленої попередньої установки для серводвигуна;
(4) чекання команди на відкриття затискних валків; і
(5) вмикання серводвигуна для повернення затискних валків до їхніх повністю відкритих положень.
Текст
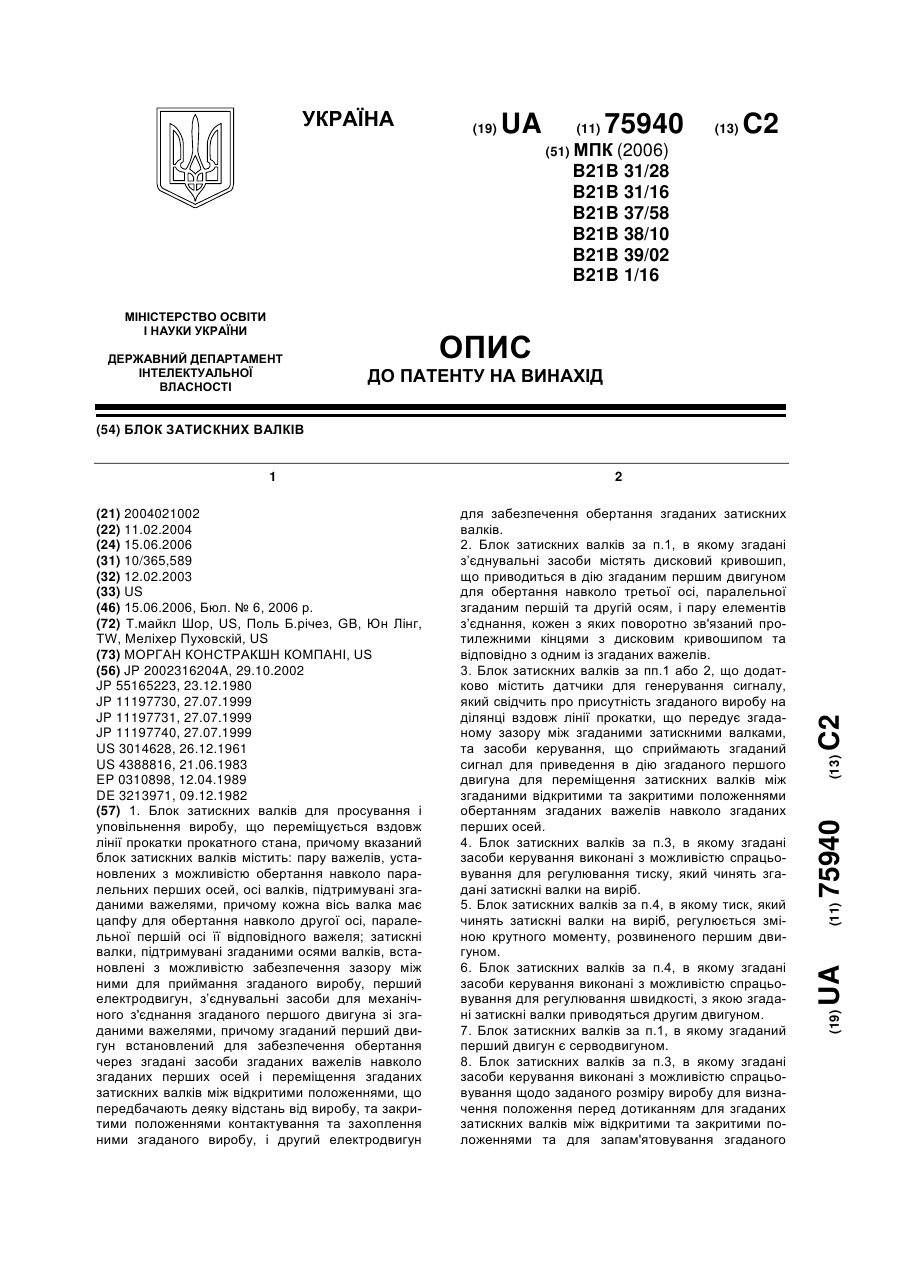
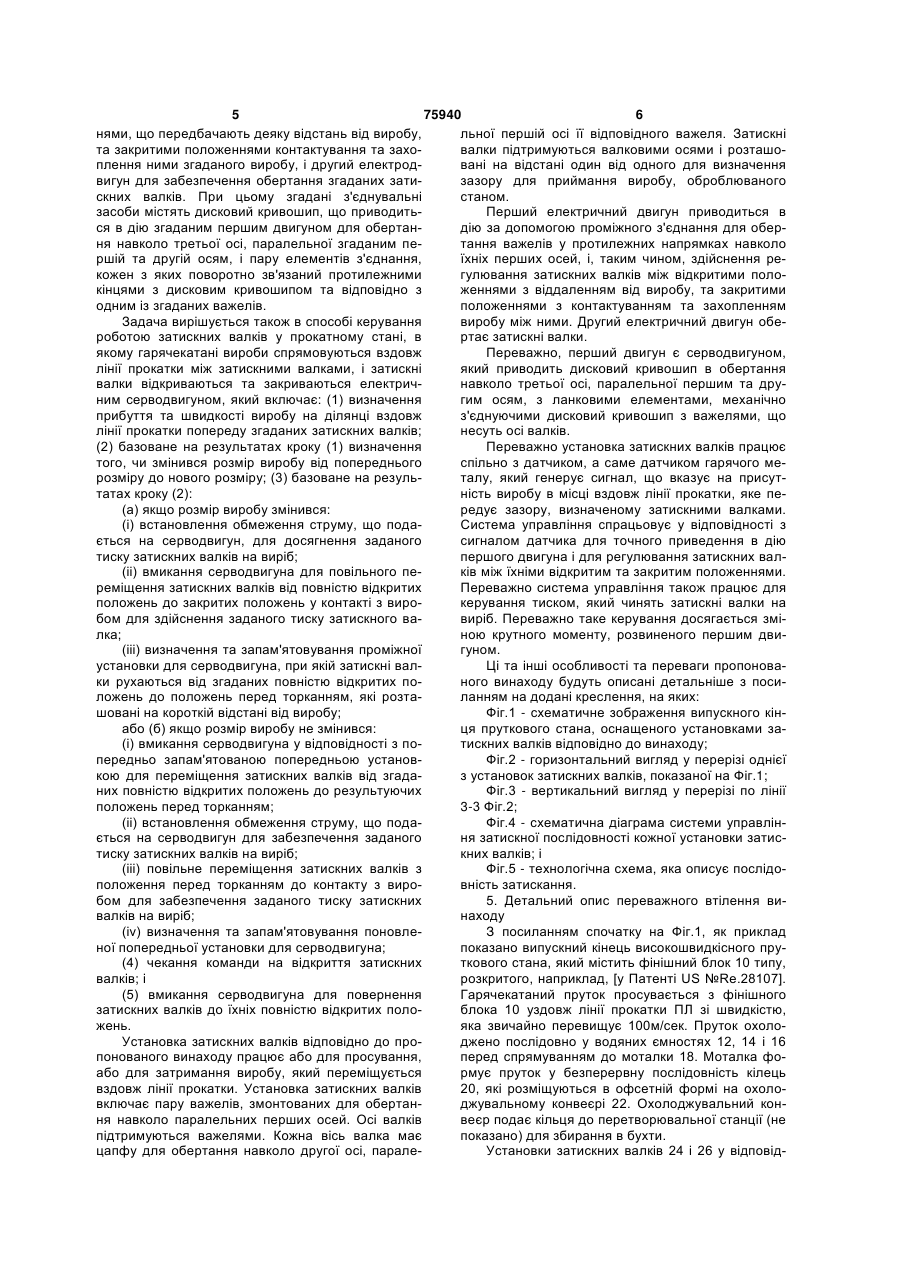
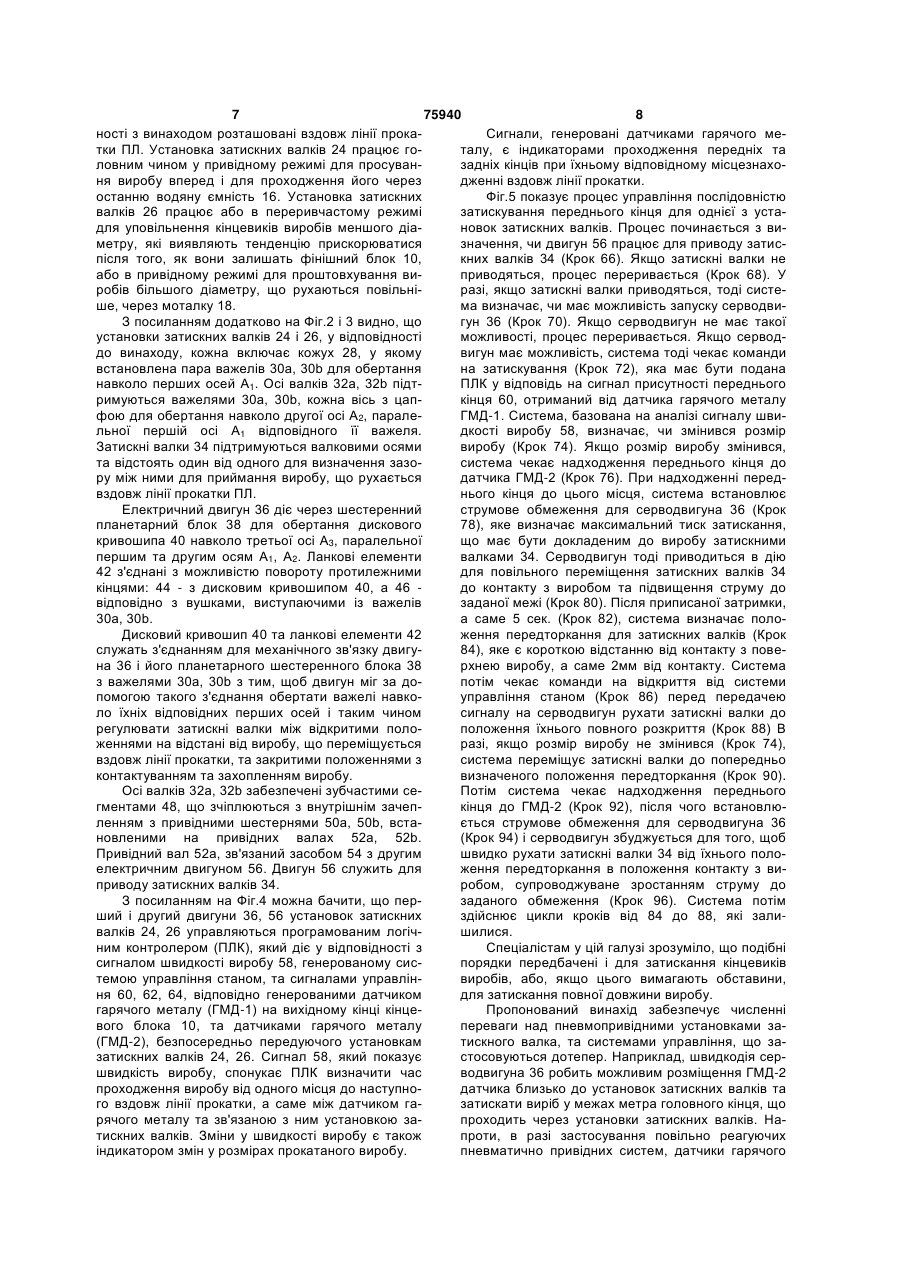
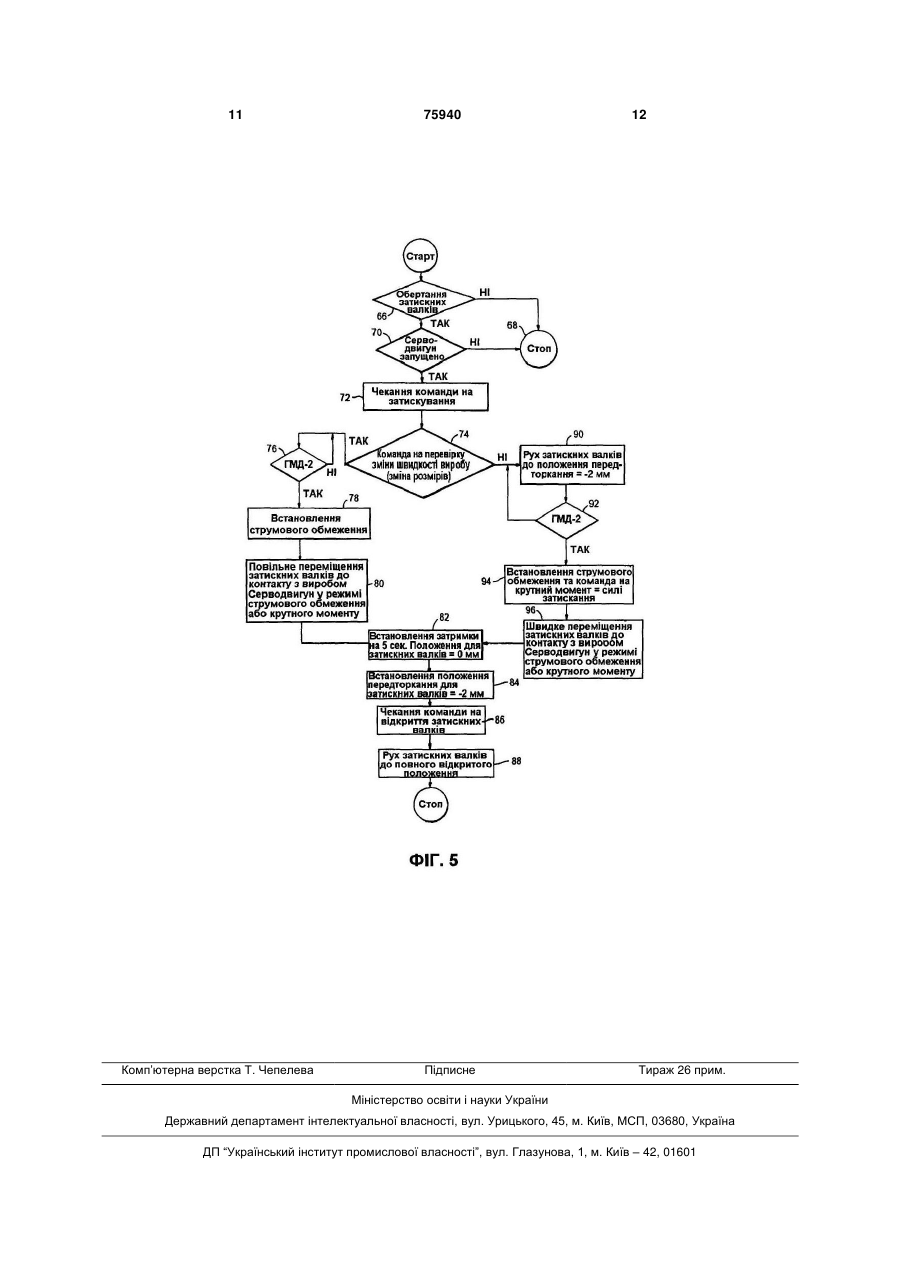
1. Блок затискних валків для просування і уповільнення виробу, що переміщується вздовж лінії прокатки прокатного стана, причому вказаний блок затискних валків містить: пару важелів, установлених з можливістю обертання навколо паралельних перших осей, осі валків, підтримувані згаданими важелями, причому кожна вісь валка має цапфу для обертання навколо другої осі, паралельної першій осі її відповідного важеля; затискні валки, підтримувані згаданими осями валків, встановлені з можливістю забезпечення зазору між ними для приймання згаданого виробу, перший електродвигун, з’єднувальні засоби для механічного з'єднання згаданого першого двигуна зі згаданими важелями, причому згаданий перший двигун встановлений для забезпечення обертання через згадані засоби згаданих важелів навколо згаданих перших осей і переміщення згаданих затискних валків між відкритими положеннями, що передбачають деяку відстань від виробу, та закритими положеннями контактування та захоплення ними згаданого виробу, і другий електродвигун 2 (19) 1 3 75940 4 положення перед дотиканням для наступного вибом для здійснення заданого тиску затискного вакористання для виробів такого ж розміру. лка; 9. Блок затискних валків за п.8, в якому згадані (ііі) визначення та запам'ятовування проміжної засоби керування додатково виконані з можливісустановки для серводвигуна, при якій затискні валтю спрацьовування для зміни згаданого положенки рухаються від згаданих повністю відкритих поня перед дотиканням у відповідь на зміну розміру ложень до положень перед дотиканням, які розтавиробу. шовані на короткій відстані від виробу; 10. Спосіб керування роботою затискних валків у або прокатному стані, в якому гарячекатані вироби (б) якщо розмір виробу не змінився: спрямовуються вздовж лінії прокатки між затиск(і) вмикання серводвигуна у відповідності з попеними валками, і затискні валки відкриваються та редньо запам'ятованою попередньою установкою закриваються електричним серводвигуном, який для переміщення затискних валків від згаданих включає: повністю відкритих положень до результуючих (1) визначення прибуття та швидкості виробу на положень перед дотиканням; ділянці вздовж лінії прокатки попереду згаданих (іі) встановлення обмеження струму, що подається затискних валків; на серводвигун для забезпечення заданого тиску (2) базоване на результатах кроку (1) визначення затискних валків на виріб; того, чи змінився розмір виробу від попереднього (ііі) повільне переміщення затискних валків з порозміру до нового розміру; ложення перед дотиканням до контакту з виробом (3) базоване на результатах кроку (2): для забезпечення заданого тиску затискних валків (а) якщо розмір виробу змінився: на виріб; (і) встановлення обмеження струму, що подається (iv) визначення та запам'ятовування поновленої на серводвигун, для досягнення заданого тиску попередньої установки для серводвигуна; затискних валків на виріб; (4) чекання команди на відкриття затискних валків; (іі) вмикання серводвигуна для повільного переміі щення затискних валків від повністю відкритих (5) вмикання серводвигуна для повернення затисположень до закритих положень у контакті з вирокних валків до їхніх повністю відкритих положень. Цей винахід відноситься в основному до гарячепрокатних станів, які виробляють штабові та пруткові вироби, і, зокрема, стосується вдосконалення в установках затискних валків і пов'язаного з ними управління, яке застосовується для просування та/або уповільнення руху таких виробів у різних місцях уздовж лінії прокатки стана. Установки затискних валків традиційно використовуються в пруткових станах для просування виробів меншого діаметру скрізь водяні ємності та просування виробів більшого діаметру скрізь моталки. Альтернативно установки затискних валків можуть застосовуватися для уповільнення та переривання руху штабових виробів, які спрямовуються до холодильників, а також для запобігання прискоренню кінцевиків пруткових виробів після того, як вони залишать останню кліть стана та перед їхнім надходженням до моталок. Закриття затискного валка має бути точно розраховано за часом для отримання бажаної функції, а сила затискання та крутний момент, які чинять затискні валки, повинні бути чітко контрольовані та скоординовані для уникання відбитків на виробах. Відбитки можуть статися через надмірну силу затискування або через розбалансування сили затискування та привідного крутного моменту, результатом чого є проковзування валків щодо поверхні виробу. Зазвичай установки затискних валків використовують електродвигуни для приводу затискних валків та пневмопривідні лінійні виконуючі механізми для відкриття та закриття затискних валків. Останні довели свою проблематичність через коливання тиску стисненого повітря, звичайно засто сованого в прокатних станах, відносно низьку швидкодію, притаманну переважно соленоїдним клапанам з мертвим ходом, час закриття циліндра та відстань ходу поршнів. Такі проблеми є особливо гострими для високошвидкісного прокатного обладнання, а саме для пруткових станів, де швидкості виробів, що випускаються, звичайно перевищують 100м/сек. Основним завданням пропонованого винаходу є виключення або щонайменше значне мінімізування вищеописаних проблем шляхом заміни традиційно застосованих пневмопривідних лінійних виконуючих механізмів більш надійними і більш швидкодійними електрично привідними механізмами закриття. Задача вирішується в блоці затискних валків для просування і уповільнення виробу, що переміщується вздовж лінії прокатки прокатного стана, причому вказаний блок затискних валків містить: пару важелів, установлених з можливістю обертання навколо паралельних перших осей, осі валків, підтримувані згаданими важелями, причому кожна вісь валка має цапфу для обертання навколо другої осі, паралельної першій осі її відповідного важеля; затискні валки, підтримувані згаданими осями валків, встановлені з можливістю забезпечення зазору між ними для приймання згаданого виробу, перший електродвигун, з'єднувальні засоби для механічного з'єднання згаданого першого двигуна зі згаданими важелями, причому згаданий перший двигун встановлений для забезпечення обертання через згадані засоби згаданих важелів навколо згаданих перших осей і переміщення згаданих затискних валків між відкритими положен 5 75940 6 нями, що передбачають деяку відстань від виробу, льної першій осі її відповідного важеля. Затискні та закритими положеннями контактування та заховалки підтримуються валковими осями і розташоплення ними згаданого виробу, і другий електродвані на відстані один від одного для визначення вигун для забезпечення обертання згаданих затизазору для приймання виробу, оброблюваного скних валків. При цьому згадані з'єднувальні станом. засоби містять дисковий кривошип, що приводитьПерший електричний двигун приводиться в ся в дію згаданим першим двигуном для обертандію за допомогою проміжного з'єднання для оберня навколо третьої осі, паралельної згаданим петання важелів у протилежних напрямках навколо ршій та другій осям, і пару елементів з'єднання, їхніх перших осей, і, таким чином, здійснення рекожен з яких поворотно зв'язаний протилежними гулювання затискних валків між відкритими полокінцями з дисковим кривошипом та відповідно з женнями з віддаленням від виробу, та закритими одним із згаданих важелів. положеннями з контактуванням та захопленням Задача вирішується також в способі керування виробу між ними. Другий електричний двигун обероботою затискних валків у прокатному стані, в ртає затискні валки. якому гарячекатані вироби спрямовуються вздовж Переважно, перший двигун є серводвигуном, лінії прокатки між затискними валками, і затискні який приводить дисковий кривошип в обертання валки відкриваються та закриваються електричнавколо третьої осі, паралельної першим та друним серводвигуном, який включає: (1) визначення гим осям, з ланковими елементами, механічно прибуття та швидкості виробу на ділянці вздовж з'єднуючими дисковий кривошип з важелями, що лінії прокатки попереду згаданих затискних валків; несуть осі валків. (2) базоване на результатах кроку (1) визначення Переважно установка затискних валків працює того, чи змінився розмір виробу від попереднього спільно з датчиком, а саме датчиком гарячого мерозміру до нового розміру; (3) базоване на результалу, який генерує сигнал, що вказує на присуттатах кроку (2): ність виробу в місці вздовж лінії прокатки, яке пе(а) якщо розмір виробу змінився: редує зазору, визначеному затискними валками. (і) встановлення обмеження струму, що подаСистема управління спрацьовує у відповідності з ється на серводвигун, для досягнення заданого сигналом датчика для точного приведення в дію тиску затискних валків на виріб; першого двигуна і для регулювання затискних вал(іі) вмикання серводвигуна для повільного пеків між їхніми відкритим та закритим положеннями. реміщення затискних валків від повністю відкритих Переважно система управління також працює для положень до закритих положень у контакті з вирокерування тиском, який чинять затискні валки на бом для здійснення заданого тиску затискного вавиріб. Переважно таке керування досягається змілка; ною крутного моменту, розвиненого першим дви(ііі) визначення та запам'ятовування проміжної гуном. установки для серводвигуна, при якій затискні валЦі та інші особливості та переваги пропоноваки рухаються від згаданих повністю відкритих поного винаходу будуть описані детальніше з посиложень до положень перед торканням, які розталанням на додані креслення, на яких: шовані на короткій відстані від виробу; Фіг.1 - схематичне зображення випускного кінабо (б) якщо розмір виробу не змінився: ця пруткового стана, оснащеного установками за(і) вмикання серводвигуна у відповідності з потискних валків відповідно до винаходу; передньо запам'ятованою попередньою установФіг.2 - горизонтальний вигляд у перерізі однієї кою для переміщення затискних валків від згадаз установок затискних валків, показаної на Фіг.1; них повністю відкритих положень до результуючих Фіг.3 - вертикальний вигляд у перерізі по лінії положень перед торканням; 3-3 Фіг.2; (іі) встановлення обмеження струму, що подаФіг.4 - схематична діаграма системи управлінється на серводвигун для забезпечення заданого ня затискної послідовності кожної установки затистиску затискних валків на виріб; кних валків; і (ііі) повільне переміщення затискних валків з Фіг.5 - технологічна схема, яка описує послідоположення перед торканням до контакту з вировність затискання. бом для забезпечення заданого тиску затискних 5. Детальний опис переважного втілення вивалків на виріб; находу (iv) визначення та запам'ятовування поновлеЗ посиланням спочатку на Фіг.1, як приклад ної попередньої установки для серводвигуна; показано випускний кінець високошвидкісного пру(4) чекання команди на відкриття затискних ткового стана, який містить фінішний блок 10 типу, валків; і розкритого, наприклад, [у Патенті US №Re.28107]. (5) вмикання серводвигуна для повернення Гарячекатаний пруток просувається з фінішного затискних валків до їхніх повністю відкритих полоблока 10 уздовж лінії прокатки ПЛ зі швидкістю, жень. яка звичайно перевищує 100м/сек. Пруток охолоУстановка затискних валків відповідно до проджено послідовно у водяних ємностях 12, 14 і 16 понованого винаходу працює або для просування, перед спрямуванням до моталки 18. Моталка фоабо для затримання виробу, який переміщується рмує пруток у безперервну послідовність кілець вздовж лінії прокатки. Установка затискних валків 20, які розміщуються в офсетній формі на охоловключає пару важелів, змонтованих для обертанджувальному конвеєрі 22. Охолоджувальний коння навколо паралельних перших осей. Осі валків веєр подає кільця до перетворювальної станції (не підтримуються важелями. Кожна вісь валка має показано) для збирання в бухти. цапфу для обертання навколо другої осі, паралеУстановки затискних валків 24 і 26 у відповід 7 75940 8 ності з винаходом розташовані вздовж лінії прокаСигнали, генеровані датчиками гарячого метки ПЛ. Установка затискних валків 24 працює готалу, є індикаторами проходження передніх та ловним чином у привідному режимі для просуванзадніх кінців при їхньому відповідному місцезнахоня виробу вперед і для проходження його через дженні вздовж лінії прокатки. останню водяну ємність 16. Установка затискних Фіг.5 показує процес управління послідовністю валків 26 працює або в переривчастому режимі затискування переднього кінця для однієї з устадля уповільнення кінцевиків виробів меншого діановок затискних валків. Процес починається з виметру, які виявляють тенденцію прискорюватися значення, чи двигун 56 працює для приводу затиспісля того, як вони залишать фінішний блок 10, кних валків 34 (Крок 66). Якщо затискні валки не або в привідному режимі для проштовхування виприводяться, процес переривається (Крок 68). У робів більшого діаметру, що рухаються повільніразі, якщо затискні валки приводяться, тоді систеше, через моталку 18. ма визначає, чи має можливість запуску серводвиЗ посиланням додатково на Фіг.2 і 3 видно, що гун 36 (Крок 70). Якщо серводвигун не має такої установки затискних валків 24 і 26, у відповідності можливості, процес переривається. Якщо серводдо винаходу, кожна включає кожух 28, у якому вигун має можливість, система тоді чекає команди встановлена пара важелів 30а, 30b для обертання на затискування (Крок 72), яка має бути подана навколо перших осей А1. Осі валків 32а, 32b підтПЛК у відповідь на сигнал присутності переднього римуються важелями 30а, 30b, кожна вісь з цапкінця 60, отриманий від датчика гарячого металу фою для обертання навколо другої осі А2, паралеГМД-1. Система, базована на аналізі сигналу швильної першій осі Α1 відповідного її важеля. дкості виробу 58, визначає, чи змінився розмір Затискні валки 34 підтримуються валковими осями виробу (Крок 74). Якщо розмір виробу змінився, та відстоять один від одного для визначення зазосистема чекає надходження переднього кінця до ру між ними для приймання виробу, що рухається датчика ГМД-2 (Крок 76). При надходженні передвздовж лінії прокатки ПЛ. нього кінця до цього місця, система встановлює Електричний двигун 36 діє через шестеренний струмове обмеження для серводвигуна 36 (Крок планетарний блок 38 для обертання дискового 78), яке визначає максимальний тиск затискання, кривошипа 40 навколо третьої осі А3, паралельної що має бути докладеним до виробу затискними першим та другим осям Α1, А2. Ланкові елементи валками 34. Серводвигун тоді приводиться в дію 42 з'єднані з можливістю повороту протилежними для повільного переміщення затискних валків 34 кінцями: 44 - з дисковим кривошипом 40, а 46 до контакту з виробом та підвищення струму до відповідно з вушками, виступаючими із важелів заданої межі (Крок 80). Після приписаної затримки, 30а, 30b. а саме 5 сек. (Крок 82), система визначає полоДисковий кривошип 40 та ланкові елементи 42 ження передторкання для затискних валків (Крок служать з'єднанням для механічного зв'язку двигу84), яке є короткою відстанню від контакту з повена 36 і його планетарного шестеренного блока 38 рхнею виробу, а саме 2мм від контакту. Система з важелями 30а, 30b з тим, щоб двигун міг за допотім чекає команди на відкриття від системи помогою такого з'єднання обертати важелі навкоуправління станом (Крок 86) перед передачею ло їхніх відповідних перших осей і таким чином сигналу на серводвигун рухати затискні валки до регулювати затискні валки між відкритими полоположення їхнього повного розкриття (Крок 88) В женнями на відстані від виробу, що переміщується разі, якщо розмір виробу не змінився (Крок 74), вздовж лінії прокатки, та закритими положеннями з система переміщує затискні валки до попередньо контактуванням та захопленням виробу. визначеного положення передторкання (Крок 90). Осі валків 32а, 32b забезпечені зубчастими сеПотім система чекає надходження переднього гментами 48, що зчіплюються з внутрішнім зачепкінця до ГМД-2 (Крок 92), після чого встановлюленням з привідними шестернями 50а, 50b, встається струмове обмеження для серводвигуна 36 новленими на привідних валах 52а, 52b. (Крок 94) і серводвигун збуджується для того, щоб Привідний вал 52а, зв'язаний засобом 54 з другим швидко рухати затискні валки 34 від їхнього полоелектричним двигуном 56. Двигун 56 служить для ження передторкання в положення контакту з виприводу затискних валків 34. робом, супроводжуване зростанням струму до З посиланням на Фіг.4 можна бачити, що перзаданого обмеження (Крок 96). Система потім ший і другий двигуни 36, 56 установок затискних здійснює цикли кроків від 84 до 88, які заливалків 24, 26 управляються програмованим логічшилися. ним контролером (ПЛК), який діє у відповідності з Спеціалістам у цій галузі зрозуміло, що подібні сигналом швидкості виробу 58, генерованому сиспорядки передбачені і для затискання кінцевиків темою управління станом, та сигналами управлінвиробів, або, якщо цього вимагають обставини, ня 60, 62, 64, відповідно генерованими датчиком для затискання повної довжини виробу. гарячого металу (ГМД-1) на вихідному кінці кінцеПропонований винахід забезпечує численні вого блока 10, та датчиками гарячого металу переваги над пневмопривідними установками за(ГМД-2), безпосередньо передуючого установкам тискного валка, та системами управління, що зазатискних валків 24, 26. Сигнал 58, який показує стосовуються дотепер. Наприклад, швидкодія сершвидкість виробу, спонукає ПЛК визначити час водвигуна 36 робить можливим розміщення ГМД-2 проходження виробу від одного місця до наступнодатчика близько до установок затискних валків та го вздовж лінії прокатки, а саме між датчиком газатискати виріб у межах метра головного кінця, що рячого металу та зв'язаною з ним установкою запроходить через установки затискних валків. Натискних валків. Зміни у швидкості виробу є також проти, в разі застосування повільно реагуючих індикатором змін у розмірах прокатаного виробу. пневматично привідних систем, датчики гарячого 9 75940 10 металу повинні бути розташовані значно попереду передторкання затискних валків можуть запам'яустановок затискних валків, як правило, перед товуватися та використовуватися для виробів одфінішним блоком 10. Можливості серводвигунів накових розмірів. Електрично привідна система щодо обмеження крутного моменту та швидкісне для виконання затискних послідовностей є більш управління двигуна 56 можуть бути електронно жорсткою, ніж традиційні пневматично керовані зв'язані для пристойного зрівноваження крутного системи, останні через застосування стисненого моменту затискного валка та сили затискання під повітря потерпають від неконтрольованих змін час прискорення та уповільнення виробу, запобісили затискання при зміні розмірів виробу. гаючи відбиткам на поверхні виробу. Положення 11 Комп’ютерна верстка Т. Чепелева 75940 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation of pinch rollers
Назва патенту російськоюБлок зажимных валиков
МПК / Мітки
МПК: B21B 31/16, B21B 1/16, B21B 38/00, B21B 37/58, B21B 39/02
Мітки: блок, валків, затискних
Код посилання
<a href="https://ua.patents.su/6-75940-blok-zatisknikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Блок затискних валків</a>
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Мацко Сергій Володимирович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Тилик Василь Трохимович
МПК: B21B 27/06
Мітки: кліті, вузол, подушок, валків, кварто
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Подушки робочих валків листового стана
Номер патенту: 4221
Опубліковано: 17.01.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: робочих, подушки, валків, листового, стана
Формула / Реферат:
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, кварто, валків, кліті, подушок
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Прокатний стан з регулюванням валків по двом напрямкам
Номер патенту: 66910
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 29/00, B21B 1/22
Мітки: прокатній, двом, валків, напрямкам, стан, регулюванням
Формула / Реферат:
1. Прокатний стан для прокатки листа і штаби, що складається з рами стана (10), верхньої системи валків і нижньої системи валків, верхнього люнета і нижнього люнета та притискних пристроїв (9) для регулювання величини проміжку між валками, в якому згадані верхня і нижня системи валків виконані таким чином, що мають вежоподібну конфігурацію, який відрізняється тим, що один з люнетів складається з першого середнього люнета, перших бокових...
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 31/16, B21B 13/14
Мітки: стан, регулюванням, прокатній, валків, напрямках, двох
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Попередній патент: Ущільнювальна торцева пластина
Наступний патент: Спосіб інкубації яєць при осцилюючій температурі
Випадковий патент: Пристрій для попередження зіткнень повітряних суден