Машина для поздовжнього різання плоских заготовок для упаковок
Формула / Реферат
1. Машина для поздовжнього різання плоских заготовок (3) для упаковок, головним чином заготовок для упаковок, які виготовляються з гофрованого картону, при цьому машина являє собою машину такого типу, яка включає в себе привідний роликовий вузол (1'а, 1'b, 5', 5") для просування заготовок для упаковок, а також щонайменше один поворотний ролик (7) для поздовжнього різання щонайменше з одним ножем (9) для виконання прорізу (11) переднього краю і/або прорізу (13) заднього краю у кожній заготовці для упаковки, причому ніж (9) має форму сектора і визначений двома кінцевими кромками (9а, 9b), перша частина (9А) ножа, яка прилягає до першої кінцевої кромки (9а), призначена для виконання прорізу (11) переднього краю (15) заготовки (3), у той час як друга частина (9В) ножа, яка прилягає до іншої кінцевої кромки (9b), призначена для виконання прорізу (13) заднього краю (17) заготовки (3) у задньому напрямі через задній край (17), коли заготовка (3) просувається через машину з рівномірною швидкістю, яка відрізняється тим, що ніж (9) у формі сектора проходить вздовж відомого самого по собі центрального кута ![]() , який приблизно становить 225-300°, і кінцева кромка (9а) першої частини (9А) ножа за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) призначена для повороту з початкового положення (В), в якому кінцева кромка (9а) ножа розташована під заданим центральним кутом
, який приблизно становить 225-300°, і кінцева кромка (9а) першої частини (9А) ножа за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) призначена для повороту з початкового положення (В), в якому кінцева кромка (9а) ножа розташована під заданим центральним кутом ![]() від радіуса до місця різання (25), що фактично відповідає бажаній довжині прорізу, і центральний кут
від радіуса до місця різання (25), що фактично відповідає бажаній довжині прорізу, і центральний кут ![]() проходить уперед доти, поки не буде виконаний проріз (11) переднього краю, і відбувається сповільнення ножа (9), коли проміжок (19) ножа розташований над заготовкою (3), причому інша кінцева кромка (9b) другої частини (9В) ножа або додатковий ніж також призначені для повороту за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) з початкового кутового положення (
проходить уперед доти, поки не буде виконаний проріз (11) переднього краю, і відбувається сповільнення ножа (9), коли проміжок (19) ножа розташований над заготовкою (3), причому інша кінцева кромка (9b) другої частини (9В) ножа або додатковий ніж також призначені для повороту за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) з початкового кутового положення (![]() ) у нижньому напрямі до заготовки до місця різання (25) для виконання прорізу (13) заднього краю і подальшого повороту (9) по дузі, яка фактично відповідає довжині (b) прорізу (13) заднього краю заготовки, причому друга кромка ножа затримується і потім повертається уперед таким чином, щоб перша кінцева кромка (9а) ножа досягла свого початкового положення (В) для готовності виконувати прорізи у наступній заготовці (3) для упаковки, при цьому ролик (8) протитиску встановлений нижче ролика (7) для поздовжнього різання, при цьому ролик (8) протитиску включає в себе два відносно тонких, круглих диски, які віддалені один від одного на відстань, що відповідає товщині ножа (9).
) у нижньому напрямі до заготовки до місця різання (25) для виконання прорізу (13) заднього краю і подальшого повороту (9) по дузі, яка фактично відповідає довжині (b) прорізу (13) заднього краю заготовки, причому друга кромка ножа затримується і потім повертається уперед таким чином, щоб перша кінцева кромка (9а) ножа досягла свого початкового положення (В) для готовності виконувати прорізи у наступній заготовці (3) для упаковки, при цьому ролик (8) протитиску встановлений нижче ролика (7) для поздовжнього різання, при цьому ролик (8) протитиску включає в себе два відносно тонких, круглих диски, які віддалені один від одного на відстань, що відповідає товщині ножа (9).
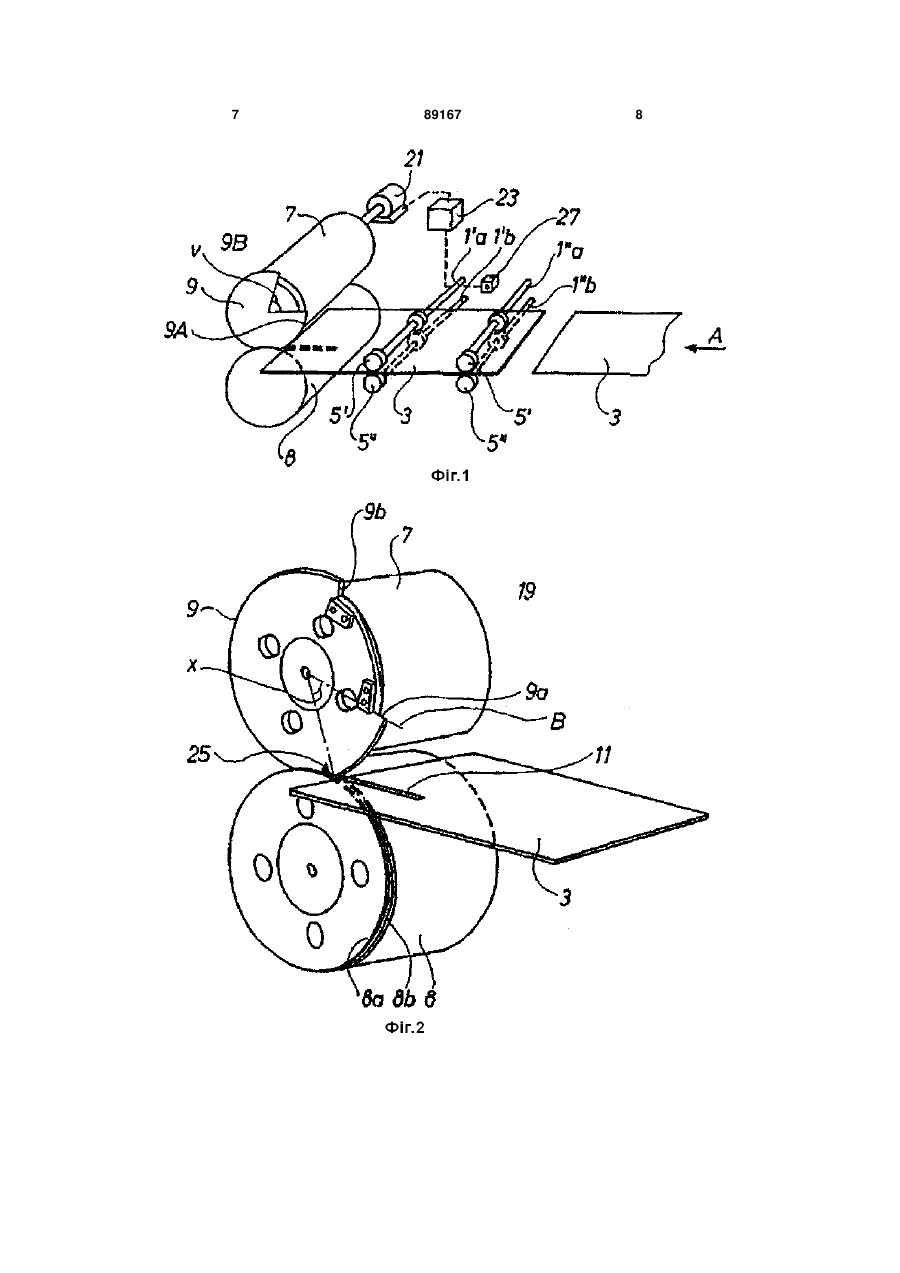
2. Машина за п. 1, яка відрізняється тим, що за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) протягом виконання як прорізу (11) переднього краю, так і прорізу (13) заднього краю ніж (9) призначений для роботи з периферійною швидкістю, яка фактично дорівнює швидкості просування заготовки (3) для упаковки.
3. Машина за п. 1 або п. 2, яка відрізняється тим, що за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) ніж (9) призначений для забезпечення того, щоб протягом руху зі сповільненням периферійна швидкість ножа (9) у результаті дорівнювала нулю.
4. Машина за будь-яким із пп. 1-3, яка відрізняється тим, що центральний кут ![]() знаходиться у діапазоні 30° <
знаходиться у діапазоні 30° < ![]() < 70°, і кут
< 70°, і кут ![]() знаходиться у діапазоні 30° <
знаходиться у діапазоні 30° < ![]() < 70°.
< 70°.
5. Машина за будь-яким із пп. 1-4, яка відрізняється тим, що привідний двигун (21) являє собою серводвигун, такий як електричний ступінчастий двигун або механічний/гідравлічний привідний двигун.
Текст
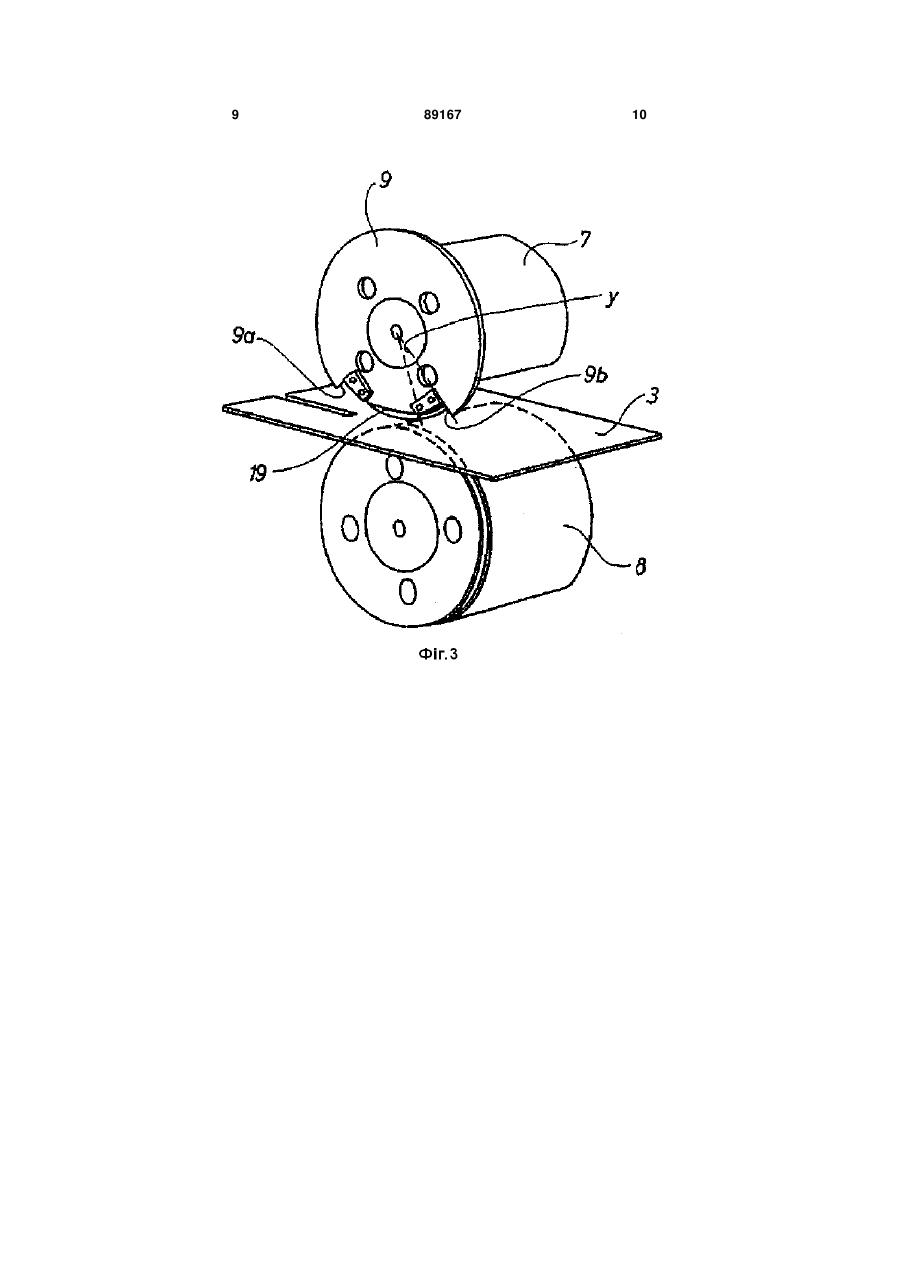
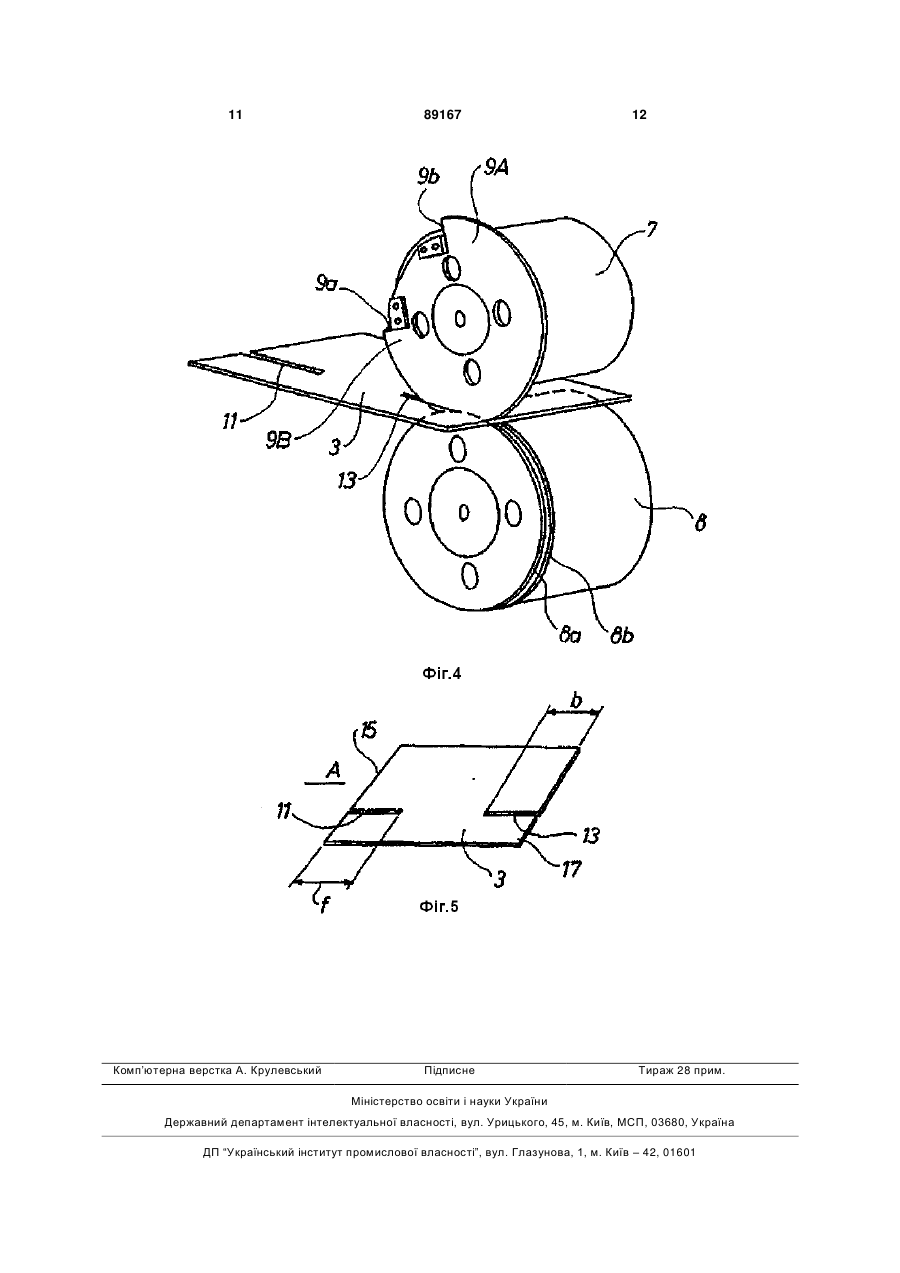
1. Машина для поздовжнього різання плоских заготовок (3) для упаковок, головним чином заготовок для упаковок, які виготовляються з гофрованого картону, при цьому машина являє собою машину такого типу, яка включає в себе привідний роликовий вузол (1'а, 1'b, 5', 5") для просування заготовок для упаковок, а також щонайменше один поворотний ролик (7) для поздовжнього різання щонайменше з одним ножем (9) для виконання прорізу (11) переднього краю і/або прорізу (13) заднього краю у кожній заготовці для упаковки, причому ніж (9) має форму сектора і визначений двома кінцевими кромками (9а, 9b), перша частина (9А) ножа, яка прилягає до першої кінцевої кромки (9а), призначена для виконання прорізу (11) переднього краю (15) заготовки (3), у той час як друга частина (9В) ножа, яка прилягає до іншої кінцевої кромки (9b), призначена для виконання прорізу (13) заднього краю (17) заготовки (3) у задньому напрямі через задній край (17), коли заготовка (3) просувається через машину з рівномірною швидкістю, яка відрізняється тим, що ніж (9) у формі сектора проходить вздовж відомого самого по собі центрального кута v , який приблизно становить 225-300°, і кінцева кромка (9а) першої частини (9А) ножа за допомогою ролика (7) для поздовжнього різання, привідного двигуна (21) і програмного таймера (23) призначена для повороту з початкового положення (В), в якому кінцева кромка (9а) ножа розташована під заданим центральним кутом x від радіуса до місця різання (25), що фактично відповідає бажаній довжині прорізу, і центра 2 (19) 1 3 Винахід стосується машини, яка вказана у вступній частині пункту 1 формули винаходу. Відома пакувальна машина такого типу, яка включає в себе привідний роликовий вузол і ножі для поздовжнього різання, однак ця машина не працює повністю задовільно, оскільки вона достатньо складна і діє досить ненадійно. Крім того, виготовлення цієї машини вимагає досить великих витрат. Публікація WO 00/02715А стосується вузла з незалежним приводом для виконання прорізів. Вказано, що ножі для виконання прорізів можуть мати обхват по куту близько 220°-320°, зокрема 270°. Задача даного винаходу полягає у створенні машини вищезазначеного типу, яка навіть при високій робочій швидкості більш надійна, ніж відомі до неї машини, і яку, крім того, недорого виготовляти. Машина згідно з винаходом відрізняється тим, що ніж проходить вздовж відомого самого по собі центрального кута v, який приблизно становить 225-300°, при цьому кінцева кромка першої частини ножа за допомогою ролика для поздовжнього різання, зв'язаного з ним привідного двигуна і таймера керування програмою призначена для повороту з початкового положення, в якому кінцева кромка ножа розташована під заданим центральним кутом х від радіуса до місця різання, що фактично відповідає бажаній довжині прорізу, і центральний кут х проходить уперед, поки не буде виконаний проріз переднього краю, при цьому відбувається сповільнення ножа, коли розрив ножа розташований над заготовкою, та інша кінцева кромка другої частини ножа або додатковий ніж також за допомогою ролика для поздовжнього різання, привідного двигуна і таймера керування програмою призначені для повороту з початкового кутового положення у вниз до заготовки до місця різання для виконання прорізу заднього краю і після цього повинні бути повернені по дузі, яка фактично відповідає довжині прорізу заднього краю заготовки, де друга кромкова частина ножа затримується і потім повертається уперед таким чином, що перша кінцева кромка ножа досягає свого початкового положення для готовності до виконання прорізів у наступній заготовці для упаковки. У результаті буде досягнута дуже висока операційна надійність навіть при значній робочій швидкості, а прорізи будуть мати гостро обрізані краї. Крім того, машина відносно недорога у виготовленні. Під час виконання як прорізу переднього краю, так і прорізу заднього краю, згідно з винаходом ніж може бути пристосований для роботи з периферійною швидкістю, яка фактично дорівнює швидкості просування заготовки для упаковки, за допомогою ролика для поздовжнього різання, привідного двигуна і таймера керування програмою. У результаті одержують особливо високу операційну надійність. 89167 4 Крім того, згідно з винаходом ніж за допомогою ролика для поздовжнього різання, привідного двигуна і таймера керування програмою може бути призначений для забезпечення того, що протягом руху із сповільненням периферійна швидкість ножа в результаті буде дорівнювати нулю. У результаті машина діє періодично з одержанням економії енергії протягом роботи машини. Згідно з винаходом центральний кут х може знаходитися у діапазоні 30° < х < 70°, при цьому кут у також може знаходитися у діапазоні 30° < у < 70°, що відповідає розриву ножа, який складає більше 90°, головним чином 135°, оскільки цей розрив на практиці виявляється переважним. Крім того, привідний двигун згідно з винаходом може являти собою серводвигун, наприклад, електричний ступінчастий двигун або механічний/гідравлічний привідний двигун; цей двигун на практиці виявляється особливо переважним. Нарешті, згідно з винаходом під роликом для поздовжнього різання може бути встановлений ролик протитиску, причому ролик протитиску, наприклад, включає в себе два відносно тонких, круглих диска, відстань між якими відповідає товщині ножа. Кромки, які одержуються при різанні, відповідно, у прорізі переднього краю і у прорізі заднього краю, будуть дуже гострими. Нижче винахід роз'яснений більш детально з посиланнями на креслення, на яких: на Фіг.1 зображений схематичний вигляд варіанту здійснення частини машини згідно з винаходом; на Фіг.2 зображений вигляд у перспективі варіанту згідно з Фіг.1, на якому перша кромка ножа знаходиться в її початковому положенні і готова до виконання прорізу переднього краю у заготовці упаковки; Фіг.3 відповідає Фіг.2, але у даному випадку проріз переднього краю вже виконаний, і над заготовкою розташований розрив ножа; Фіг.4 відповідає Фіг.3, але у даному випадку завершене виконання прорізу заднього краю; на Фіг.5 зображений вигляд у перспективі заготовки, яка має проріз переднього краю і проріз заднього краю. Машина, зображена на Фіг.1, придатна для поздовжнього різання заготовок для упаковок, головним чином заготовок для упаковок, які виготовляються з гофрованого картону, однак вона також може бути використана для поздовжнього різання заготовок з тонкого картону. Машина включає в себе привідний роликовий вузол 1 для просування через машину у напрямі А вистроєних в ряд заготовок 3 для упаковок. Привідний роликовий вузол включає в себе декілька груп валів 1’а, 1’b, 1’’а і 1’’b. На цих валах розташовані циліндричні фрикційні елементи 5, які взаємодіють попарно, наприклад, 5’ і 5’’. Ці фрикційні елементи переважно виготовляють з пластиків або гуми. Крім того, машина включає в себе щонайменше один обертаний ролик 7 для поздовжнього рі 5 зання, який оснащений щонайменше одним ножем 9 для виконання у заготовці, такій як заготовка 3, показана на Фіг.5, прорізу 11 переднього краю або прорізу 13 заднього краю. Ніж 9 для поздовжнього різання виконаний круглим і визначений двома кромками 9а і 9b. Перша кромка 9а розташована на першій частині 9А ножа, а друга кромка 9b розташована на другій частині 9В ножа. Протяжність ножа по центральному куту v максимально становить 300°, внаслідок чого на ножі є розрив 19 між його кромками 9а і 9b, який становить щонайменше 60°. Ролик 7 для поздовжнього різання з'єднаний з привідним двигуном 21, керованим таймером 23 керування програмою (див. Фіг.1). Коли у заготовці 3 повинен бути виконаний проріз 11 переднього краю, а передній край 15 заготовки досягнутий місцем різання 25 ножа (див. Фіг.2), таймер керування програмою призначений для повороту ножа 9 таким чином, щоб передня кромка 9а ножа могла бути повернена уперед з початкового положення В, в якому кромка 9а ножа розташована із заданим центральним кутом х від радіуса до місця різання 25, що фактично відповідає бажаній довжині f прорізу (див. Фіг.5), і центральний кут х проходить уперед доти, поки не буде виконаний проріз 11 переднього краю, після чого таймер 23 керування програмою забезпечує затримку ножа, коли над заготовкою 3 буде розташований розрив 19 ножа (див. Фіг.3). Протягом цього процесу заготовку 3 все ще примусово подають уперед за допомогою привідного роликового вузла 1’а, 1 ’b , 5’, 5’’ (див. Фіг.5), тобто навіть тоді, коли ніж не входить у зачеплення із заготовкою. При виконанні у заготовці 3 прорізу 13 заднього краю (див. Фіг.5), таймер 23 керування програмою призначений для забезпечення повороту другої кромки 9b на частині 9В ножа або на додатковому ножі, який не показаний, з початкового положення у вниз до місця різання 25 з подальшим поворотом кромки ножа на величину сегмента (див. Фіг.4), яка відповідає довжині b прорізу 13 заготовки з її заднього краю (див. Фіг.5). Після цього таймер керування програмою забезпечує затримку ножа і його подальший поворот уперед таким чином, щоб перша кромка 9а ножа досягнула свого початкового положення В (див. Фіг.2), в якому ніж 9 готовий для приймання наступної заготовки 3. Можна виконати у заготовці 3 проріз 11 переднього краю або проріз 13 заднього краю, або обидва прорізи за одну й ту ж робочу операцію, коли заготовку З пропускають через ніж 9 для поздовжнього різання. Проріз 11 виконують з переднього краю 15 заготовки 3 з проходженням його у заготовку, у той час як виконання прорізу 17 заднього краю починають на відстані від заднього краю заготовки і продовжують у задньому напрямі через задній край 17. Протягом виконання як прорізу переднього краю, так і прорізу заднього краю, ніж 9 використовують для роботи з периферійною швидкістю, яка дорівнює швидкості просування заготовки 3 для упаковки, за допомогою ролика для поздовжнього 89167 6 різання, привідного двигуна і таймера керування програмою. Однак ніщо не перешкоджає перевищенню периферійною швидкістю швидкості просування заготовки 3 у задані моменти. Ролик 7 для поздовжнього різання, привідний двигун 21 і таймер 23 керування програмою забезпечують можливість використання ножа 9 з гарантією того, що протягом руху із сповільненням периферійна швидкість ножа у результаті буде дорівнювати нулю. Ніж 9 також може проходити таким чином, що його центральний кут v буде максимально становити 270°, головним чином 225°, при цьому кут х може знаходитися у діапазоні 30° < х < 70°, і кут у також може знаходитися у діапазоні 30° < у < 70°. Привідний двигун 21 може являти собою серводвигун, наприклад, електричний ступінчастий двигун або механічний/гідравлічний привідний двигун. Важливо те, щоб привідний двигун міг достатньо швидко реагувати на командні сигнали від таймера 23 керування програмою. Щонайменше один сприймальний пристрій 27 може бути встановлений перед роликом 7 для поздовжнього різання, якщо дивитися у напрямі просування А заготовок 3 для упаковок. Такий сприймальний пристрій 27 призначений для виявлення заготовки 3, яка входить, при цьому він може являти собою, наприклад, оптичний датчик, і служить для передачі сигналу приведення в дію до таймера керування програмою при проходженні заготовки 3. При цьому може бути забезпечене швидке приведення першої кромки 9а ножа 9 в її початкове положення В, коли заготовка 3 досягає ножа 9. Як показано на Фіг.1-4, під роликом 7 для поздовжнього різання може бути встановлений ролик 8 протитиску. Ролик 8 протитиску має, наприклад, два відносно тонких, круглих диска 8а, 8b, віддалених один від одного на відстань, яка відповідає товщині ножа. Ці круглі диски придатні для виконання особливо гострих кромок прорізу 11 переднього краю і прорізу 13 заднього краю. Потрібно зазначити, що ніж 9, показаний на Фіг.2-4, виконаний достатньо великим; різальна кромка ножа чітко не показана, але така кромка на практиці, безумовно, буде забезпечена. Ролик 8 протитиску, розташований під роликом 7 для поздовжнього різання, може мати пружне покриття, переважно виконане з гуми. Крім того, потрібно зазначити, що ніж 9 протягом виконання як прорізу переднього краю, так і прорізу заднього краю, обертається за годинниковою стрілкою, і напрям обертання з того моменту, коли виконаний проріз заднього краю, до моменту, коли перша кінцева кромка ножа буде знаходитися в її початковому положенні В, також буде являти собою обертання за годинниковою стрілкою. Однак протягом останнього вказаного процесу можна змінити напрям ножа 9 так, щоб він обертався проти годинникової стрілки для досягнення першою кінцевою кромкою ножа початкового положення В. 7 89167 8 9 89167 10 11 Комп’ютерна верстка А. Крулевський 89167 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for slitting plane packaging blanks
Автори англійськоюSvensson Mikael
Назва патенту російськоюМашина для продольной резки плоских заготовок для упаковок
Автори російськоюСвенссон Микаель
МПК / Мітки
МПК: B26D 3/00
Мітки: різання, машина, заготовок, упаковок, поздовжного, плоских
Код посилання
<a href="https://ua.patents.su/6-89167-mashina-dlya-pozdovzhnogo-rizannya-ploskikh-zagotovok-dlya-upakovok.html" target="_blank" rel="follow" title="База патентів України">Машина для поздовжнього різання плоских заготовок для упаковок</a>
Машина імпульсивного різання заготовок
Номер патенту: 13117
Опубліковано: 28.02.1997
Автори: Ситих Борис Геннадійович, Мазніченко Станіслав Онисимович, Бєлов Юрій Андрєєвіч, Кірєєв Владімір Ніколаєвич, Божко Віктор Васильович, Костін Анатолій Сєргєєвіч, Кушнаренко Сергій Григорович, Сєвастьянов Владіслав Борисович, Калінобродський Анатолій Петрович
МПК: B23D 25/00
Мітки: машина, різання, заготовок, імпульсивного
Формула / Реферат:
(57) Машина для импульсной резки заготовок, содержащая камеру сгорания, связанную посредством запирающего устройства с цилиндром расширения, на штоке которого установлен нижний нож, шабот с верхним ножом, расположенным противоположно нижнему ножу, пневмоамортизатор с поршнем и штоком, образующим штоковую и поршневую полости, и обратный клапан с дроссельным отверстием, установленный в корпусе пневмоамортизатора, отличающаяся тем, что...
Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Номер патенту: 79456
Опубліковано: 25.06.2007
Автори: Ліндгрін Елф, Бенедетті Паоло
МПК: A61L 2/20, B65B 55/04
Мітки: харчових, упаковок, заготовок, виготовлення, листового, пакувальна, матеріалу, спосіб, вирізаних, попередньо, пакувального, герметичних, розливних, машина, продуктів
Формула / Реферат:
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6,...
Машина для різання корнеплодів

Номер патенту: 11417
Опубліковано: 25.12.1996
Автори: Тростинська Людмила Онуфріївна, Кириченко Сергій Іванович, Федорова Тетяна Петрівна, Садковська Людмила Сергіївна
МПК: A23N 15/00
Мітки: корнеплодів, машина, різання
Формула / Реферат:
Машина для резки корнеплодов, содержащая раму с корпусом, загрузочный бункер, неподвижный нож, ротор с кольцевым лотком и расположенными на нем по окружности элементами для захвата и размещения корнеплодов, выполненными с проемом для прохождения ножа, направляющие и разгрузочный лоток, отличающаяся тем, что, с целью повышения производительности и улучшения эксплуатационных характеристик, ротор снабжен несколькими кольцевыми лотками, при...
Машина для різання зелені і стебел з рослинної сировини
Номер патенту: 67110
Опубліковано: 15.06.2004
Автори: Єфремов Юрій Іванович, Черевко Олександр Іванович, Пузанова Ганна Юріївна
Мітки: різання, сировини, зелені, машина, рослинної, стебел
Формула / Реферат:
Машина для різання зелені і стебел з рослинної сировини, що складається з подавального транспортера, різального барабана, розташованих на рамі, що приводяться у рух від різних приводів, з'єднаних в єдиний механізм подачі і різання, який відрізняється тим, що овальний отвір корпусу підшипника дозволяє переміщувати різальний барабан в площині і забезпечувати зазор між барабаном і ножем в межах 0,2...0,5 мм, фіксація і різання зелені і стебел...
Роторна машина для ротаційного обтискування кінців трубчастих заготовок
Номер патенту: 39313
Опубліковано: 25.02.2009
Автори: Чудненко Ольга Олегівна, Роганов Лев Леонідович, Роганов Максим Львович, Середа Віктор Григорович
МПК: B21D 41/00
Мітки: заготовок, роторна, ротаційного, трубчастих, кінців, машина, обтискування
Формула / Реферат:
Машина для ротаційного обтискування кінців трубчастих заготовок, що містить станину, завантажувальний пристрій, контактні елементи, що зігнуті по траєкторії транспортування заготовки з овальними отворами для пружин і деформування трубчастої заготовки для отримання вихідної деталі, яка відрізняється тим, що машина оснащена пристроєм для нагрівання заготовок за рахунок сил тертя, виконаним у вигляді парних фрикційних елементів, розташованих по...
Попередній патент: Виріб для куріння, спосіб виготовлення виробу для куріння та обгортка виробу для куріння
Наступний патент: Таблетка бупропіону гідрохлориду з модифікованим вивільненням
Випадковий патент: Спосіб отримання генеративних пагонів цикорію коренеплідного в культурі in vitro