Спосіб прокатки круглих профілів
Номер патенту: 102915
Опубліковано: 27.08.2013
Автори: Борискін Валентин Валентинович, Шум Валентин Борисович, Курилов Анатолій Васильович, Гайдук Руслан Євгенович, Никиташев Володимир Михайлович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб прокатки круглих профілів, що включає формування передчистового овального і чистового круглого профілю, який відрізняється тим, що овальний профіль формують з бічними ділянками, розташованими симетрично відносно головних осей чистового калібру, причому крайні точки бічних ділянок обмежені центральними кутами у чистовому калібрі 90±1,5° і 140±10°, при цьому бічні ділянки обтискають у чистовому калібрі на величину ![]() , яка забезпечує у момент захвату одночасний по їх ширині контакт металу з калібром:
, яка забезпечує у момент захвату одночасний по їх ширині контакт металу з калібром:
![]()
де ![]() , мм - функція, що описує ординати бічної поверхні овального профілю в діапазоні
, мм - функція, що описує ординати бічної поверхні овального профілю в діапазоні ![]() ;
;
![]() , мм - функція, що описує ординати бічної поверхні круглого калібру в діапазоні
, мм - функція, що описує ординати бічної поверхні круглого калібру в діапазоні ![]() у площині
у площині ![]() , що відповідає виходу металу з осередку деформації;
, що відповідає виходу металу з осередку деформації;
![]() - поточна абсциса, яка задовольняє умові
- поточна абсциса, яка задовольняє умові ![]() , мм;
, мм;
![]() - абсциса крайньої точки А бічної ділянки овального профілю, мм;
- абсциса крайньої точки А бічної ділянки овального профілю, мм;
![]() - абсциса крайньої точки В бічної ділянки овального профілю, мм;
- абсциса крайньої точки В бічної ділянки овального профілю, мм;
![]() - діаметр валка у круглому калібрі, мм;
- діаметр валка у круглому калібрі, мм;
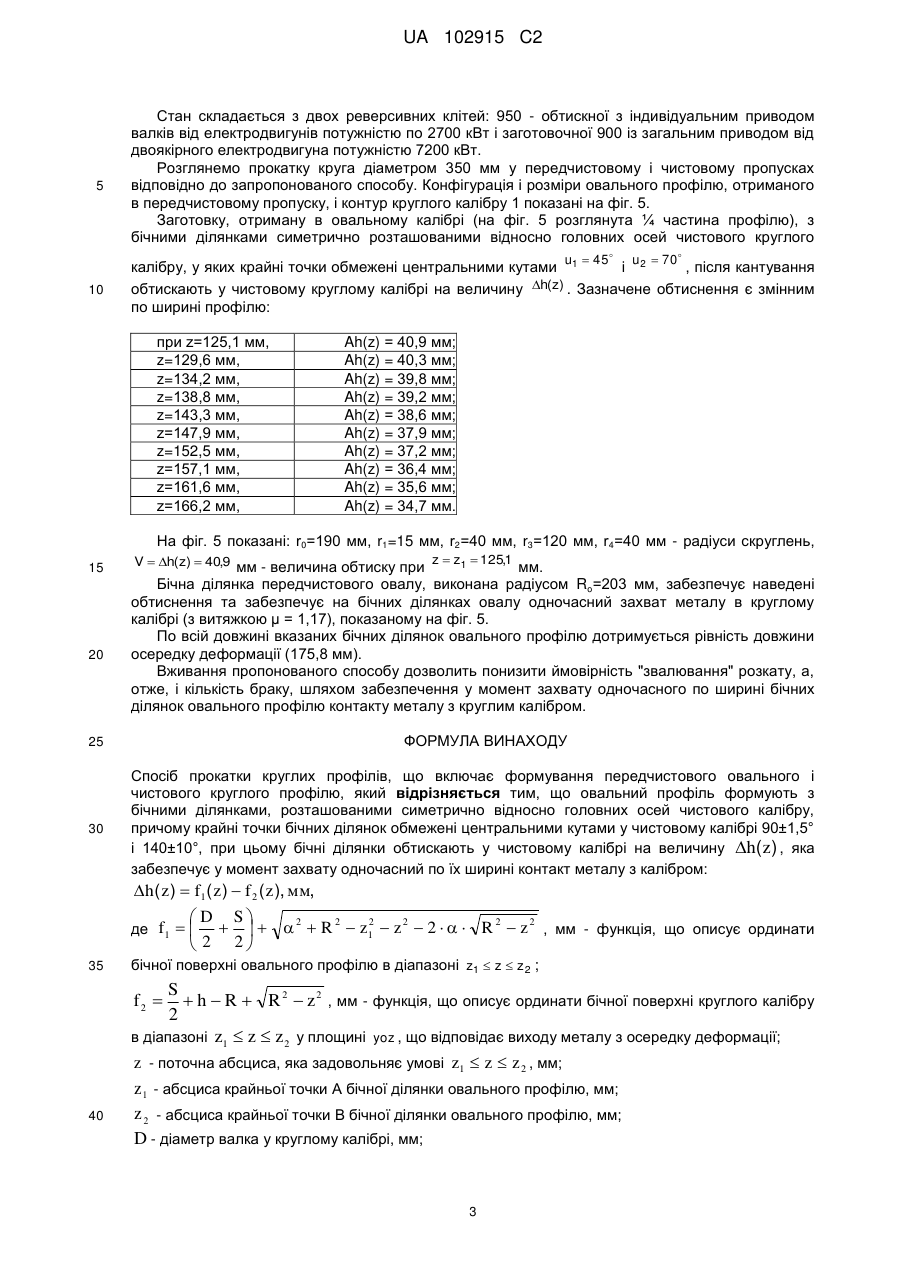
![]() - міжвалковий зазор у круглому калібрі, мм;
- міжвалковий зазор у круглому калібрі, мм;
![]() - ордината центра дуги кола з радіусом
- ордината центра дуги кола з радіусом ![]() у круглому калібрі, яка визначається за формулою
у круглому калібрі, яка визначається за формулою ![]() ;
;
![]() - глибина врізу круглого калібру у валок, мм.
- глибина врізу круглого калібру у валок, мм.
Текст
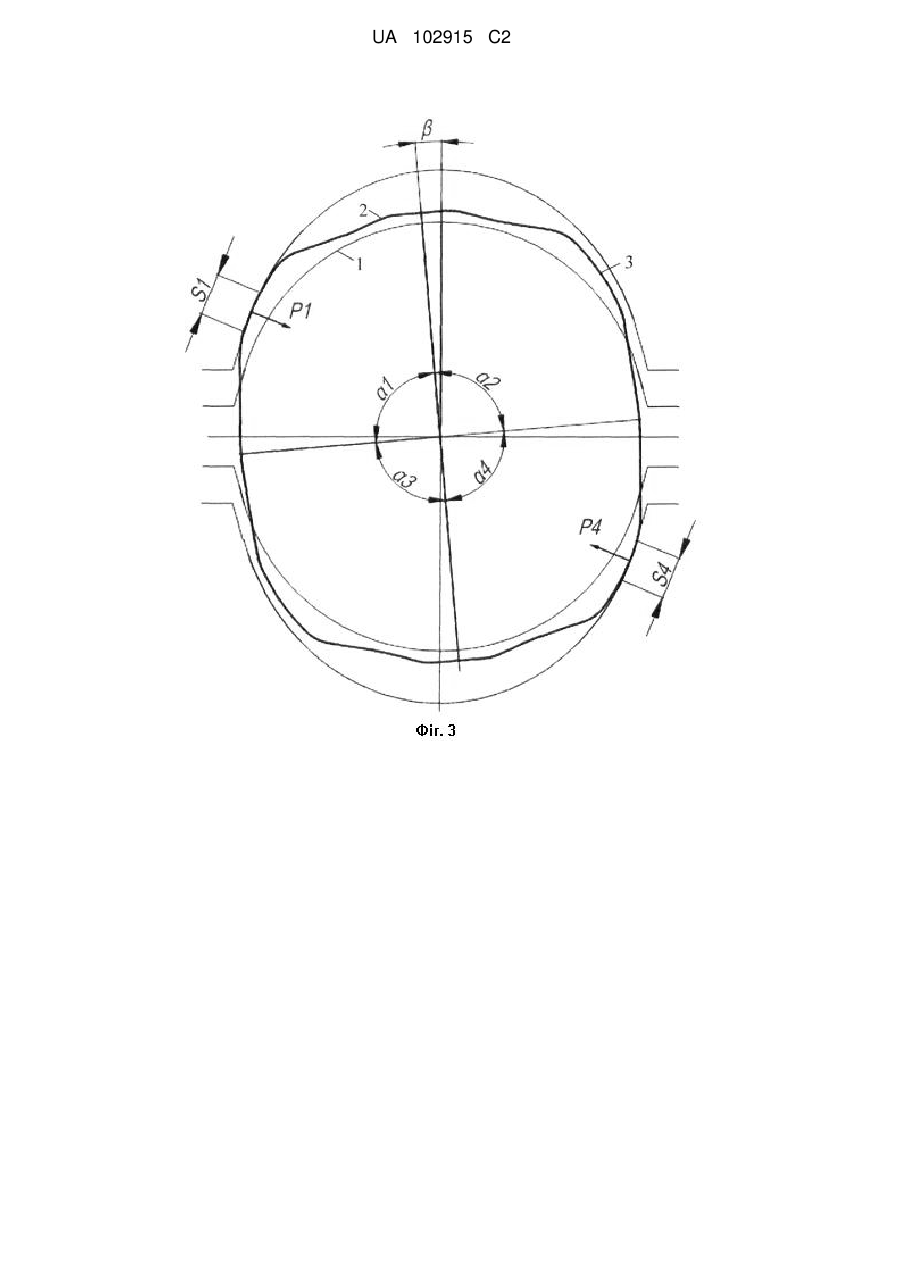
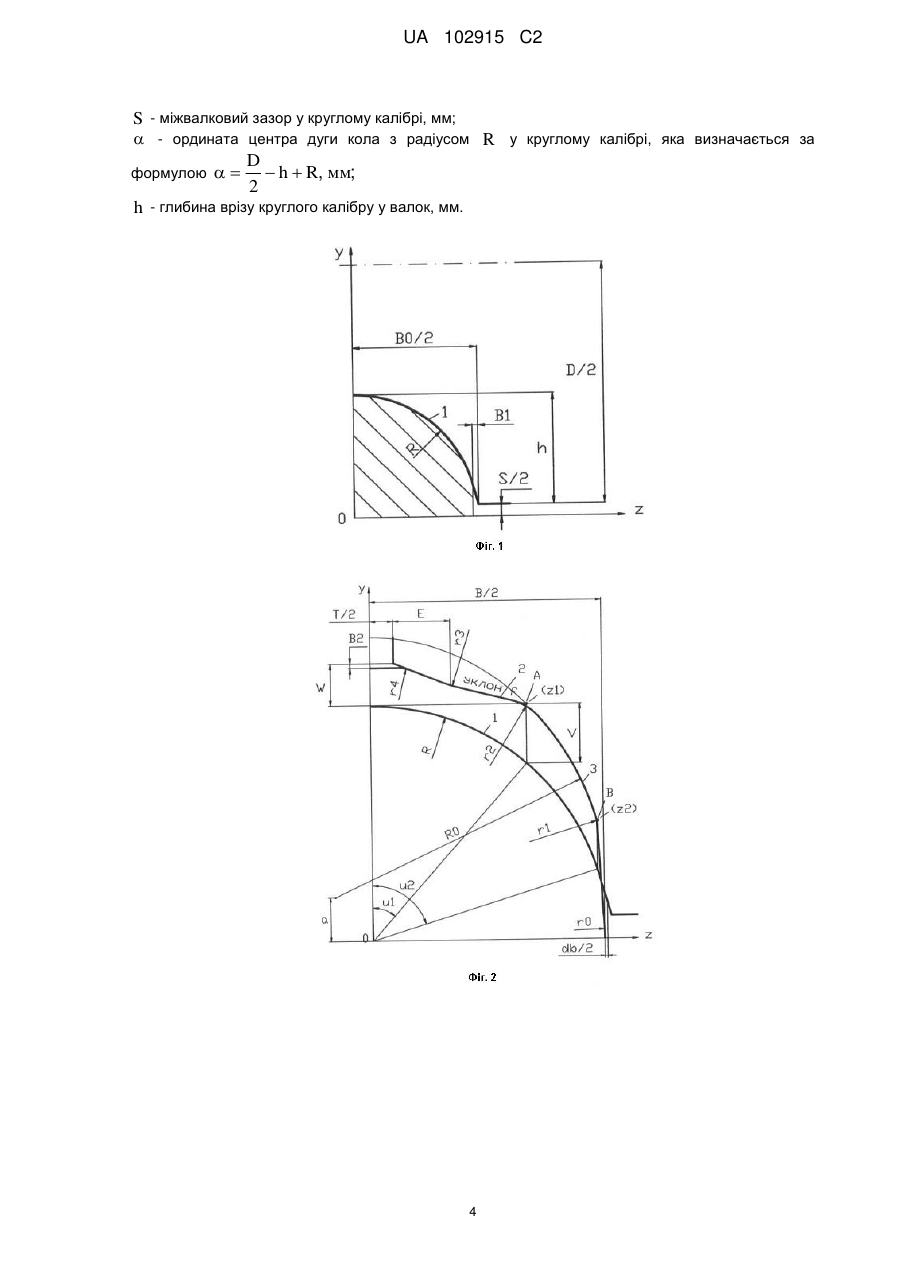
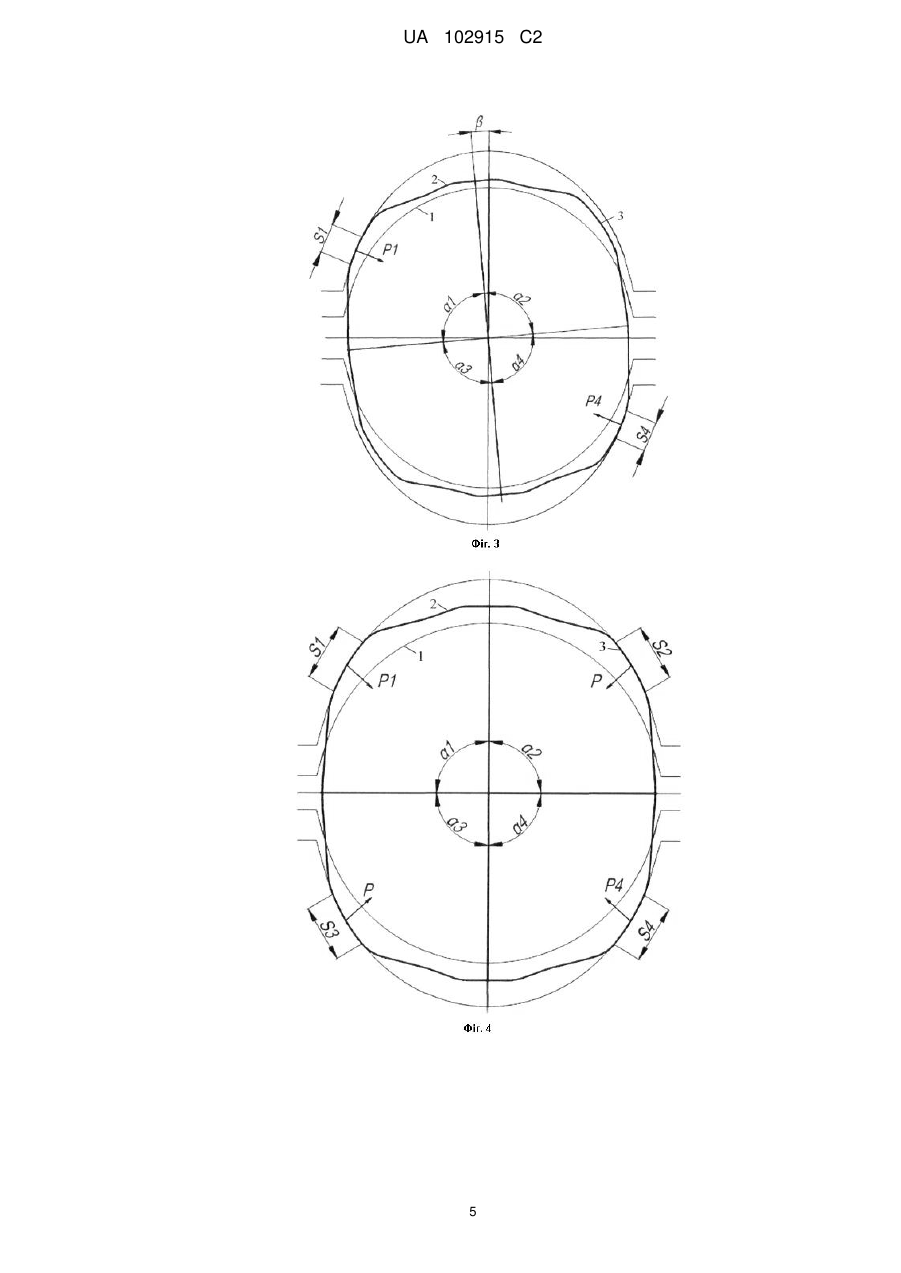
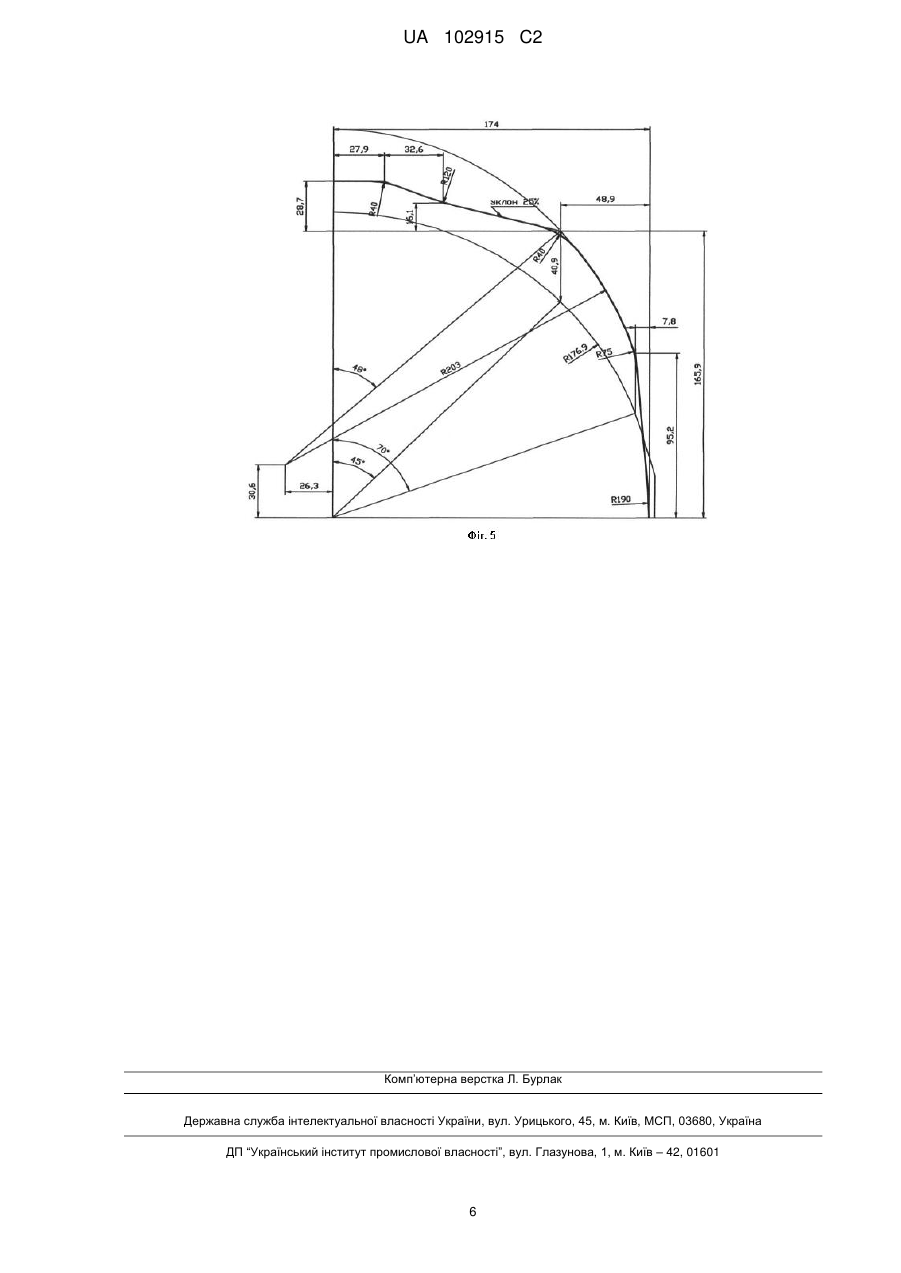
Реферат: Винахід належить до обробки металів тиском, а саме до області гарячої прокатки, і призначений для використання при виробництві круглих профілів. У заявленому способі, що включає формування передчистового овального і чистового круглого профілю, згідно з винаходом, овальний профіль формують з бічними ділянками, розташованими симетрично відносно головних осей чистового калібру, причому крайні точки бічних ділянок обмежені центральними кутами у чистовому калібрі 90±1,5° і 140±10°. Після цього бічні ділянки обтискають у чистовому калібрі на величину, яка забезпечує у момент захвату одночасний по їх ширині контакт металу з калібром. Спосіб забезпечує значне підвищення стійкості розкату і дозволяє знизити ймовірність його "звалювання", а, отже, і кількість браку. UA 102915 C2 (12) UA 102915 C2 UA 102915 C2 5 10 15 20 25 30 35 40 Винахід належить до обробки металів тиском, а саме до області гарячої прокатки, і призначений для використання при виробництві круглих профілів. Відомий спосіб отримання круглих профілів [Луцкий М. Б., Луценко В. А., Чичкан А. А., Дорожко И. К. Система двовалкових калибров для прокатки трубной заготовки. - С. 254-258], який включає прокатку заготовки в трьох двовалкових калібрах: підготовчому, передчистовому і чистовому. Наявність гладкої бочки, наприклад, у валках обтискно-заготовочного стана обмежує число розміщуваних калібрів. Недоліком способу є прокатка у двох окремо розташованих підготовчому і передчистовому калібрах. Найбільш близьким за технічною суттю є вибраний як найближчий аналог спосіб прокатки круглих профілів великого діаметра [Мохаммад Захур, Солод В. С, Бенецкий А. Г. Принципы конструирования овального калибра с учетом критерия устойчивости для прокатки трубной заготовки большого диаметра. Металл и литье Украины, 2005. - С. 37-39], реалізований на двоклітьовому обтискно-заготовочному стані 950/900. Він включає прокатку на гладкій бочці, в овальному і чистовому калібрах. Причому в овальному калібрі виконують спочатку підготовчі, а після кантування і передчистові пропуски. А потім виконують чистовий пропуск у круглому калібрі. Недоліком відомого способу є те, що в чистовому пропуску у момент захвату не забезпечується одночасний по периметру круглого калібру контакт з поверхнею овального профілю і при незначному відхиленні осі овалу від осі калібру виникає крутний момент в осередку деформації, що знижує стійкість розкату в калібрі і сприяє утворенню дефектів. Крім того з метою запобігання звалювання овального профілю при завданні в круглий калібр його направляють і утримують в процесі прокатки за допомогою ввідних лінійок. Чим тісніше встановлюються лінійки відносно профілю розкату, тим стійкіше його положення в калібрі. Однак при цьому виникає ймовірність застрявання розкату між лінійками, утворення "задирів" по поверхні чистового профілю, а при збільшенні просвіту між розкатом і лінійками для більш вільного завдання металу у валки знижуються умови для співвісної орієнтації передчистового профілю і чистового круглого калібру у момент контакту, внаслідок чого виникає ймовірність "звалювання" розкату й утворення браку. В основу винаходу поставлена задача удосконалення способу прокатки круглих профілів, в якому за рахунок підвищення стійкості розкату забезпечується зниження ймовірності "звалювання" овального профілю, що призводить до зменшення кількості браку при прокатці круглого профілю. Поставлена задача підвищення стійкості розкату вирішується за рахунок того, що в способі прокатки круглих профілів, що включає формування передчистового овального і чистового круглого профілю, згідно з винаходом, бічні ділянки овального профілю симетрично розташовують відносно головних осей чистового калібру, при цьому крайні точки бічних ділянок обмежені центральними кутами 90±1.5° і 140±10° і бічні ділянки обтискають на величину h(z) , яка забезпечує у момент захвату одночасний по їх ширині контакт металу з калібром, h(z) f1(z) f2(z), мм, D S 2 f1 2 R2 z1 z2 2 R2 z2 f S h R R2 z2 2 2 2 2 де ; ; D - діаметр валка, мм; S - міжвалковий зазор, мм; - ордината центра дуги кола з радіусом R у круглому калібрі, яка визначається за D h R, мм, 2 формулою тут R - радіус дуги кола, мм; z1 - абсциса крайньої точки А бічної ділянки овального профілю, мм; 45 z - поточна абсциса, яка задовольняє умові z1 z z2 , мм; z 2 - абсциса крайньої точки В бічної ділянки овального профілю, мм; h - глибина врізу калібру у валок, мм; f1 - функція, що описує ординати бічної поверхні овального профілю в діапазоні z1 z z2 , 50 мм; 1 UA 102915 C2 5 10 15 20 25 30 35 40 f2 - функція, що описує ординати бічної поверхні круглого калібру в діапазоні z1 z z 2 у площині yoz , що відповідає виходу металу з осередку деформації, мм. На фіг. 1-5 показані схеми передчистового овального і чистового круглого калібрів: фіг. 1 - схема круглого калібру; фіг. 2 - схема овального калібру, поєднана з овальним профілем і схемою круглого калібру; фіг. 3 - схема чистового круглого калібру і овального профілю при його нахилі на кут у перший момент контакту металу з валками; фіг. 4 - схема чистового круглого калібру із стійким положенням овального профілю в перший момент контакту металу з валками; фіг. 5 - поєднана побудова передчистового овального профілю і чистового круглого калібру (для прокатки круглого профілю діаметром 350 мм). На фіг. представлені: 1 - круглий калібр; 2 - овальний профіль; 3 - бічна ділянка овального профілю; А, В - крайні точки бічних ділянок овального профілю. Реалізація пропонованого способу полягає в наступному. Заготовку 2 (див. фіг. 2), отриману в овальному калібрі, з бічними ділянками 3, симетрично розташованими відносно головних осей чистового круглого калібру 1, в яких крайні точки А, В обмежені центральними кутами 2u1=90±1,5° та 2u2=140±10°, після кантування обтискають в чистовому круглому калібрі на величину h(z) . Вказані діапазони обґрунтовані наступним. Зменшення ширини бічних ділянок овального профілю при 2u1 > 90+1,5° чи 2u2 < 140-10° призводить до зменшення площі поверхні контакту металу з валками і відповідно до зниження стійкості розкату в калібрі та ймовірності його "звалювання". Збільшення ширини бічних ділянок овального профілю при 2u 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling round profiles
Автори англійськоюShum Valentyn Borysovych, Yakovchenko Oleksandr Vasyliovych, Nykytashev Volodymyr Mykhailovych, Kurylov Anatolii Vasyliovych, Haiduk Ruslan Yevhenovych, Boryskin Valentyn Valentynovych
Назва патенту російськоюСпособ прокатки круглых профилей
Автори російськоюШум Валентин Борисович, Яковченко Александр Васильевич, Никиташев Владимир Михайлович, Курилов Анатолий Васильевич, Гайдук Руслан Евгеньевич, Борискин Валентин Валентинович
МПК / Мітки
МПК: B21B 1/16, B21B 1/08, B21B 1/02
Мітки: круглих, спосіб, прокатки, профілів
Код посилання
<a href="https://ua.patents.su/8-102915-sposib-prokatki-kruglikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки круглих профілів</a>
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Луцький Михайло Борисович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луценко Віктор Олександрович
МПК: B21B 27/00, B21B 1/08
Мітки: калібрів, система, двовалкових, круглих, прокатки, профілів
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Чистовий універсальний калібр для прокатки круглих профілів
Номер патенту: 85697
Опубліковано: 25.02.2009
Автори: Шум Валентин Борисович, Яковченко Олександр Васильович, Смирнов Євген Миколайович, Борискін Валентин Валентинович
Мітки: прокатки, чистовий, калібр, профілів, універсальний, круглих
Формула / Реферат:
Чистовий універсальний калібр для прокатки круглих профілів, що включає два симетрично розташованих із зазором рівчаки, окреслених радіусом rk, який відрізняється тим, що величина радіуса калібру, що окреслює його контур, дорівнює проміжній величині між величинами радіусів двох суміжних профілів і визначається по формулі , при цьому ширина калібру становить
Система калібрів та спосіб прокатки в них круглих профілів
Номер патенту: 18721
Опубліковано: 25.12.1997
Автори: Гавриленко Євген Дмитрович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Енвальд Анатолій Васильович, Віногадов Анатолій Вікторович, Матвєєв Генадій Леонідович, Гладков Владіслав Сєргєєвіч, Єфремов Віктор Іванович, Филонов Юрій Всеволодович, Крупник Ісаак Абрамович
Мітки: система, них, калібрів, профілів, круглих, спосіб, прокатки
Формула / Реферат:
(57) 1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отличающаяся тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "е", определяемую выражениемгде - величина...
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
Мітки: система, прокатки, калібрів, профілів, кутових
Формула / Реферат:
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Білий Микола Павлович, Паламар Дмитро Григорович, Токмаков Павло Вадимович, Хрустенко Юрій Михайлович, Курочкін Олександр Федорович, Макаренко Олександр Анатолійович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: кутових, стані, спосіб, прокатки, профілів, безперервному
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Попередній патент: Біопрепарат для стимуляції росту рослин пшениці
Випадковий патент: Спосіб реконструкції груді