Спосіб випробувань виробу гтде-117
Номер патенту: 38831
Опубліковано: 26.01.2009
Автори: Гончаренко Микола Федорович, Немчин Олександр Федорович, Борносус Сергій Федорович, Онищук Сергій Вікторович, Юхачов Віталій Володимирович
Формула / Реферат
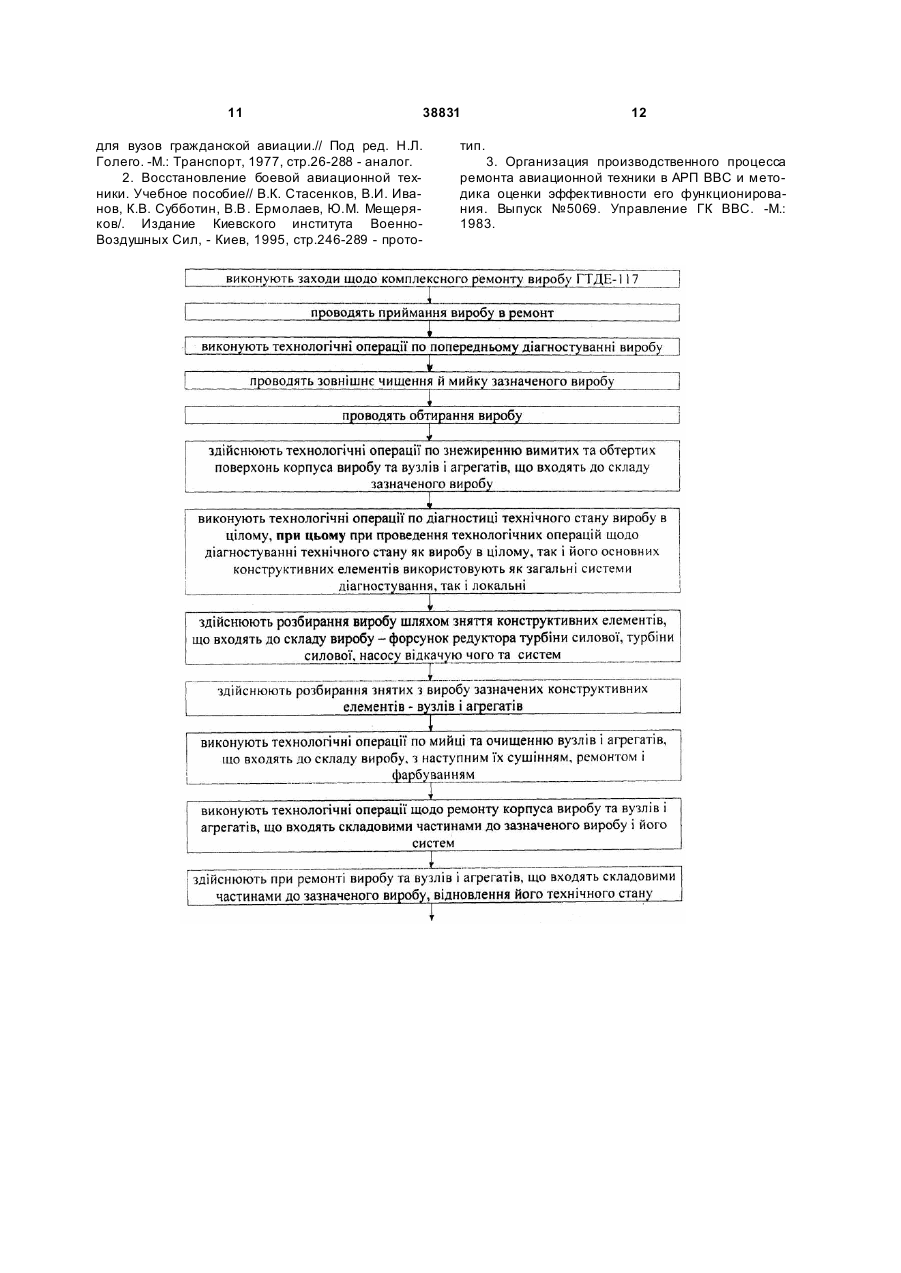
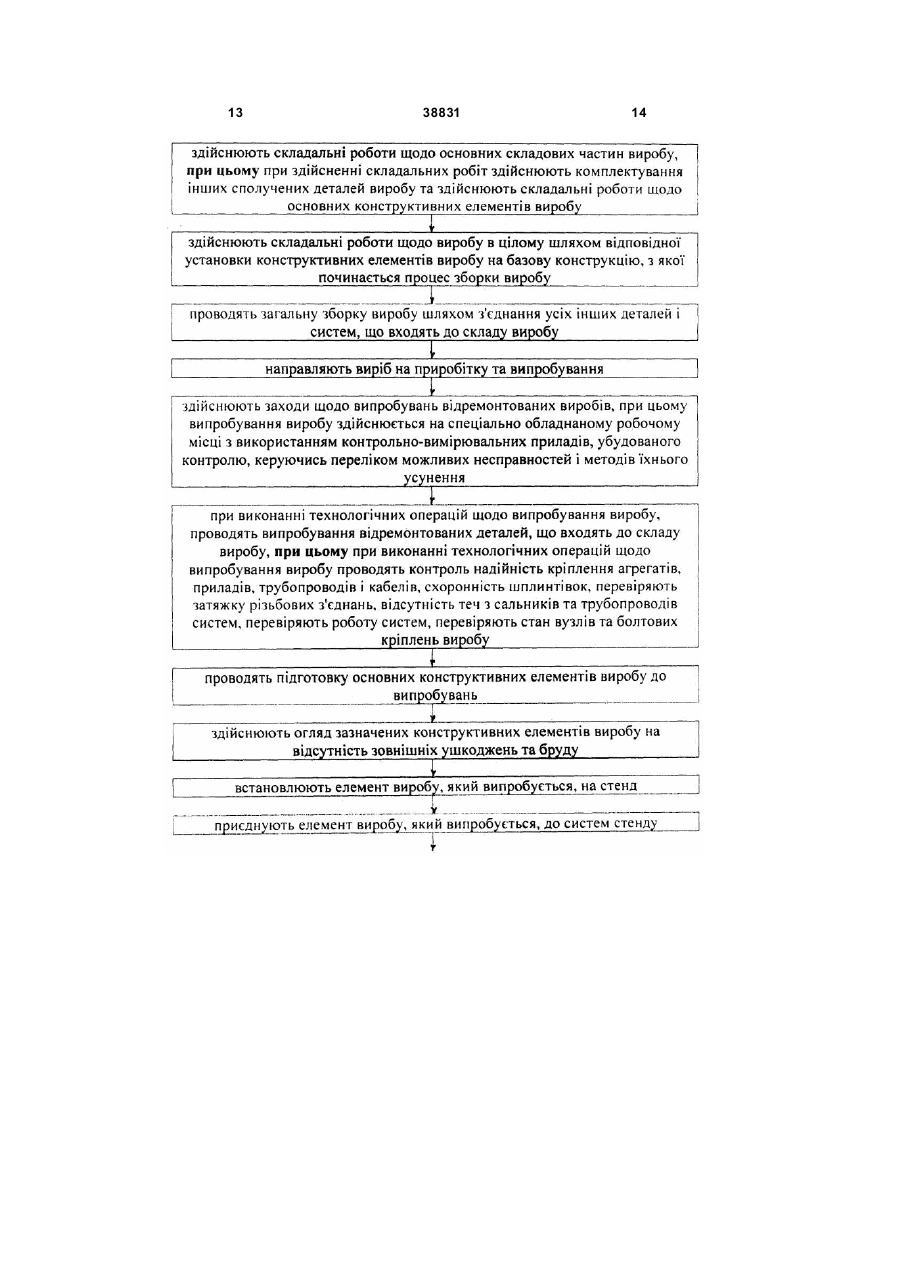
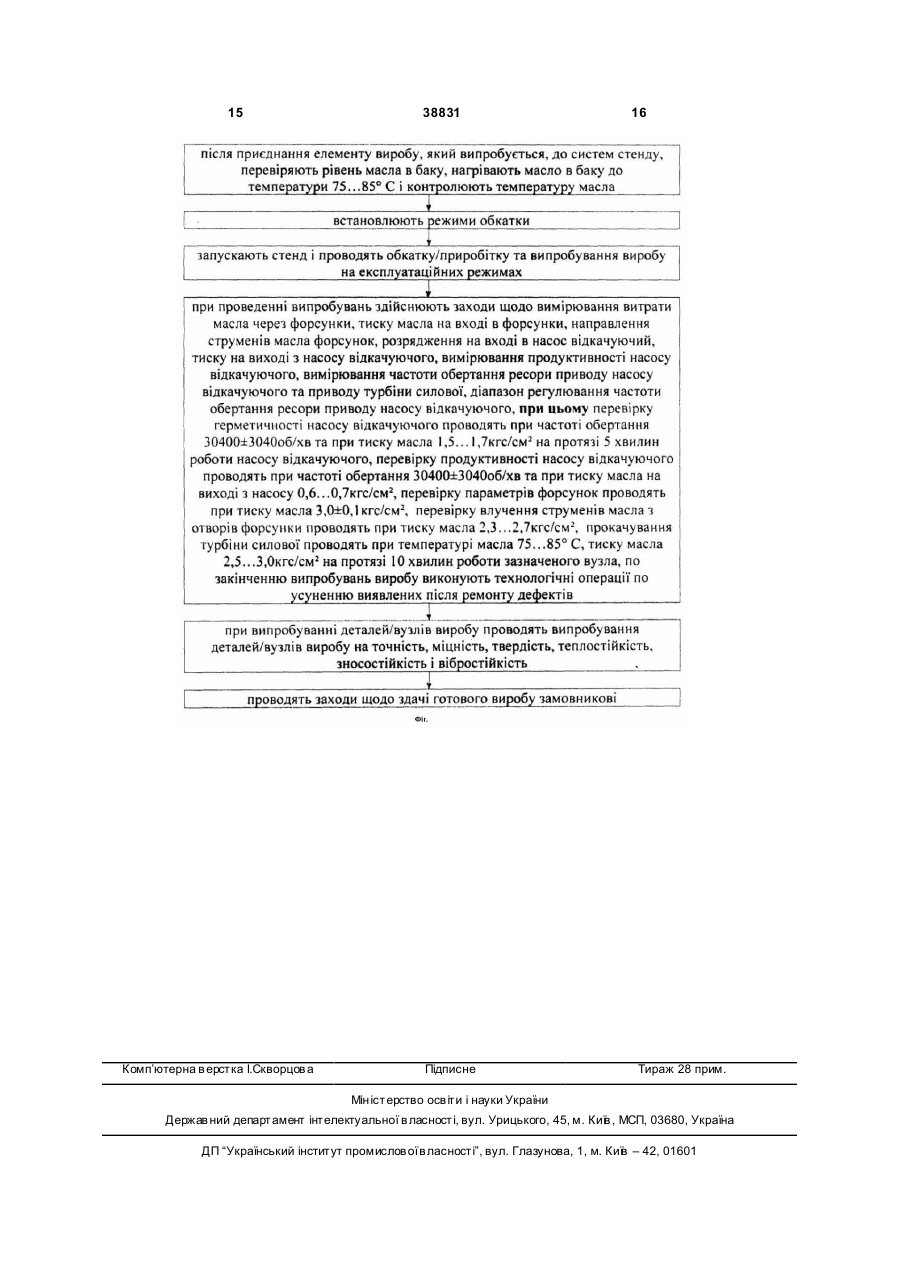
1. Спосіб випробувань виробу ГТДЕ-117, при якому комплексно виконують технологічні операції, згідно з якими попередньо виконують заходи щодо ремонту, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові, при цьому при виконанні заходів щодо ремонту здійснюють послідовно технологічні операції, згідно з якими проводять приймання виробу в ремонт, виконують технологічні операції по попередньому діагностуванні виробу, проводять зовнішнє чищення й миття зазначеного виробу, проводять обтирання виробу, здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса виробу та вузлів і агрегатів, що входять до складу зазначеного виробу, здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до складу виробу - форсунок редуктора турбіни силової, турбіни силової, насоса відкачуючого та систем забезпечення, здійснюють розбирання знятих з виробу зазначених конструктивних елементів - вузлів і агрегатів, виконують технологічні операції по миттю та очищенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням, виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем, здійснюють при ремонті виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу, відновлення його технічного стану, здійснюють складальні роботи щодо основних складових частин виробу, здійснюють складальні роботи щодо виробу в цілому шляхом відповідної установки конструктивних елементів виробу на базову конструкцію, з якої починається процес складання виробу, проводять загальне складання виробу шляхом з'єднання усіх інших деталей і систем, що входять до складу виробу, направляють виріб на припрацювання та випробування, при виконанні заходів щодо випробувань відремонтованих виробів здійснюють послідовно технологічні операції, згідно з якими проводять підготовку основних конструктивних елементів виробу до випробувань, огляд зазначених конструктивних елементів виробу на відсутність зовнішніх ушкоджень та бруду, встановлюють елемент виробу, який випробовується, на стенд, приєднують елемент виробу, який випробовується, до систем стенда, встановлюють режими обкатки, запускають стенд і проводять обкатку/припрацювання та випробування виробу на експлуатаційних режимах, причому при проведенні технологічних операцій щодо діагностування технічного стану як виробу в цілому, так і його основних конструктивних елементів, використовують як загальні системи діагностування, так і локальні, який відрізняється тим, що після здійснення технологічних операцій по знежиренню вимитих та обтертих поверхонь корпуса виробу проводять технологічні операції по діагностиці технічного стану виробу в цілому, при здійсненні складальних робіт здійснюють комплектування інших сполучених деталей виробу та здійснюють складальні роботи щодо основних конструктивних елементів виробу, при виконанні технологічних операцій щодо випробування виробу проводять випробування відремонтованих деталей, що входять до складу виробу, при виконанні технологічних операцій щодо випробування виробу проводять контроль надійності кріплення агрегатів, приладів, трубопроводів і кабелів, схоронності шплинтівок, перевіряють затяжку різьбових з'єднань, відсутність теч з сальників та трубопроводів систем, перевіряють роботу систем, перевіряють стан вузлів та болтових кріплень виробу, після приєднання елемента виробу, який випробовується, до систем стенда перевіряють рівень масла в баці, нагрівають масло в баці до температури 75...85 °С і контролюють температуру масла, при проведенні випробувань здійснюють заходи щодо вимірювання витрати масла через форсунки, тиску масла на вході в форсунки, направлення струменів масла форсунок, розрядження на вході в насос відкачуючий, тиску на виході з насоса відкачуючого, вимірювання продуктивності насоса відкачуючого, вимірювання частоти обертання ресори приводу насоса відкачуючого та приводу турбіни силової, діапазона регулювання частоти обертання ресори приводу насоса відкачуючого, причому перевірку герметичності насоса відкачуючого проводять при частоті обертання 30400±3040 об/хв та при тиску масла 1,5...1,7 кгс/см2 протягом 5 хвилин роботи насоса відкачуючого, перевірку продуктивності насоса відкачуючого проводять при частоті обертання 30400±3040 об/хв та при тиску масла на виході з насоса 0,6...0,7 кгс/см2, перевірку параметрів форсунок проводять при тиску масла 3,0±0,1 кгс/см2, перевірку влучення струменів масла з отворів форсунки проводять при тиску масла 2,3...2,7 кгс/см2, прокачування турбіни силової проводять при температурі масла 75...85 °С, тиску масла 2,5...3,0 кгс/см2 протягом 10 хвилин роботи зазначеного вузла, а по закінченні випробувань виробу виконують технологічні операції по усуненню виявлених після ремонту дефектів.
2. Спосіб за п. 1, який відрізняється тим, що випробування виробу здійснюють на спеціально обладнаному робочому місці з використанням контрольно-вимірювальних приладів, убудованого контролю, керуючись переліком можливих несправностей і методів їхнього усунення.
3. Спосіб за п. 1, який відрізняється тим, що при випробуванні деталей/вузлів виробу проводять випробування деталей/вузлів виробу на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість.
Текст
1. Спосіб випробувань виробу ГТДЕ-117, при якому комплексно виконують технологічні операції, згідно з якими попередньо виконують заходи щодо ремонту, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові, при цьому при виконанні заходів щодо ремонту здійснюють послідовно технологічні операції, згідно з якими проводять приймання виробу в ремонт, виконують технологічні операції по попередньому діагностуванні виробу, проводять зовнішнє чищення й миття зазначеного виробу, проводять обтирання виробу, здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса виробу та вузлів і агрегатів, що входять до складу зазначеного виробу, здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до складу виробу - форсунок редуктора турбіни силової, турбіни силової, насоса відкачуючого та систем забезпечення, здійснюють розбирання знятих з виробу зазначених конструктивних елементів - вузлів і агрегатів, виконують технологічні операції по миттю та очи щенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням, виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем, здійснюють при ремонті виробу та вузлів і 2 (19) 1 3 38831 4 приєднання елемента виробу, який випробовується, до систем стенда перевіряють рівень масла в баці, нагрівають масло в баці до температури 75...85 °С і контролюють температуру масла, при проведенні випробувань здійснюють заходи щодо вимірювання витрати масла через форсунки, тиску масла на вході в форсунки, направлення струменів масла форсунок, розрядження на вході в насос відкачуючий, тиску на виході з насоса відкачуючого, вимірювання продуктивності насоса відкачуючого, вимірювання частоти обертання ресори приводу насоса відкачуючого та приводу турбіни силової, діапазона регулювання частоти обертання ресори приводу насоса відкачуючого, причому перевірку герметичності насоса відкачуючого проводять при частоті обертання 30400±3040 об/хв та при тиску масла 1,5...1,7 кгс/см 2 протягом 5 хвилин роботи насоса відкачуючого, перевірку продуктивності насоса відкачуючого проводять при частоті обертання 30400±3040 об/хв та при тиску масла на виході з насоса 0,6...0,7 кгс/см 2, перевірку па раметрів форсунок проводять при тиску масла 3,0±0,1 кгс/см 2, перевірку влучення струменів масла з отворів форсунки проводять при тиску масла 2,3...2,7 кгс/см 2, прокачування турбіни силової проводять при температурі масла 75...85 °С, тиску масла 2,5...3,0 кгс/см 2 протягом 10 хвилин роботи зазначеного вузла, а по закінченні випробувань виробу виконують технологічні операції по усуненню виявлених після ремонту де фектів. 2. Спосіб за п. 1, який відрізняється тим, що випробування виробу здійснюють на спеціально обладнаному робочому місці з використанням контрольно-вимірювальних приладів, убудованого контролю, керуючись переліком можливих несправностей і методів їхнього усунення. 3. Спосіб за п. 1, який відрізняється тим, що при випробуванні деталей/вузлів виробу проводять випробування деталей/вузлів виробу на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість. Корисна модель відноситься до галузі авіації та двигунобудування, зокрема, до способів ремонту агрегатів та вузлів літальних апаратів, на яких встановлено реактивні двигуни, а саме, до способів випробувань виробу ГТДЕ-117. Відомий спосіб випробувань виробів типу ГТДЕ, при якому комплексно виконують технологічні операції, згідно з якими попередньо виконують заходи щодо ремонту зазначеного виробу, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові, при цьому при виконанні заходів щодо ремонту здійснюють послідовно технологічні операції, згідно з якими проводять приймання виробу в ремонт, виконують технологічні операції по попередньому діагностуванні виробу, проводять зовнішнє чищення й мийку зазначеного виробу, проводять обтирання виробу, здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса виробу та вузлів і агрегатів, що входять до складу зазначеного виробу, здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до складу виробу, здійснюють розбирання знятих з виробу зазначених конструктивних елементів вузлів і агрегатів, виконують те хнологічні операції по мийці та очищенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням, виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем, здійснюють при ремонті виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу, відновлення його технічного стану, здійснюють складальні роботи щодо основних складових частин виробу, здійснюють складальні роботи щодо виробу в цілому шля хом відповідної установки конструктивних елементів виробу на базову конструкцію, з якої починається процес зборки виробу, проводять загальну зборку виробу шля хом з'єднання усіх інших деталей і систем, що входять до складу виробу, направляють виріб на приробітку та випробування, при виконанні заходів щодо випробувань відремонтованих виробів здійснюють послідовно технологічні операції, згідно з якими проводять підготовку основних конструктивних елементів виробу до випробувань, огляд зазначених конструктивних елементів виробу на відсутність зовнішніх ушкоджень та бруду, встановлюють елемент виробу, який випробується, на стенд, приєднують елемент виробу, який випробується, до систем стенду, встановлюють режими обкатки, запускають стенд і проводять обкатку/приробітку та випробування виробу на експлуатаційних режимах /1/. До недоліків зазначеного способу випробувань виробів типу ГТДЕ відноситься те, що не забезпечується висока якість ремонту виробів типу ГТДЕ на стадії випробувань. Найбільш близьким технічним рішенням, як по суті, так і за результатами, що досягаються, яке обрано за найближчий аналог (прототип), є спосіб випробувань виробів типу ГТДЕ, при якому комплексно виконують технологічні операції, згідно з якими попередньо виконують заходи щодо ремонту, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові, при цьому при виконанні заходів щодо ремонту здійснюють послідовно технологічні операції, згідно з якими проводять приймання виробу в ремонт, виконують технологічні операції по попередньому діагностуванні виробу, проводять зовнішнє чищення й мийку зазначеного виробу, проводять обтирання виробу, здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса виробу та вузлів і агрегатів, що входять до складу зазначеного виробу, здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до 5 38831 складу виробу - форсунок редуктора турбіни силової, турбіни силової, насосу відкачую чого та систем забезпечення, здійснюють розбирання знятих з виробу зазначених конструктивних елементів вузлів і агрегатів, виконують те хнологічні операції по мийці та очищенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням, виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем, здійснюють при ремонті виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу, відновлення його технічного стану, здійснюють складальні роботи щодо основних складових частин виробу, здійснюють складальні роботи щодо виробу в цілому шля хом відповідної установки конструктивних елементів виробу на базову конструкцію, з якої починається процес зборки виробу, проводять загальну зборку виробу шля хом з'єднання усіх інших деталей і систем, що входять до складу виробу, направляють виріб на приробітку та випробування, при виконанні заходів щодо випробувань відремонтованих виробів здійснюють послідовно технологічні операції, згідно з якими проводять підготовку основних конструктивних елементів виробу до випробувань, огляд зазначених конструктивних елементів виробу на відсутність зовнішніх ушкоджень та бруду, встановлюють елемент виробу, який випробується, на стенд, приєднують елемент виробу, який випробується, до систем стенду, встановлюють режими обкатки, запускають стенд і проводять обкатку/приробітку та випробування виробу на експлуатаційних режимах, причому при проведення технологічних операцій щодо діагностуванні технічного стану як виробу в цілому, так і його основних конструктивних елементів використовують як загальні системи діагностування, так і локальні системи діагностування /2/. До недоліків зазначеного способу випробувань виробів типу ГТДЕ, який обрано за найближчий аналог (прототип), відноситься те, що не забезпечується висока якість ремонту виробів типу ГТДЕ на стадії випробувань. В основу корисної моделі покладена задача шляхом введення у технологічний процес ремонту нових те хнологічних операцій забезпечити підвищення якості ремонту виробу ГТДЕ-117, особливо на стадії випробувань. Суть корисної моделі в способі випробувань виробу ГТДЕ-117, при якому комплексно виконують технологічні операції, згідно з якими попередньо виконують заходи щодо ремонту, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові, при цьому при виконанні заходів щодо ремонту здійснюють послідовно технологічні операції, згідно з якими проводять приймання виробу в ремонт, виконують технологічні операції по попередньому діагностуванні виробу, проводять зовнішнє чищення й мийку зазначеного виробу, проводять обтирання виробу, здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса виробу та вузлів і агрегатів, що 6 входять до складу зазначеного виробу, здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до складу виробу форсунок редуктора турбіни силової, турбіни силової, насосу відкачую чого та систем забезпечення, здійснюють розбирання знятих з виробу зазначених конструктивних елементів - вузлів і агрегатів, виконують те хнологічні операції по мийці та очищенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням, виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем, здійснюють при ремонті виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу, відновлення його технічного стану, здійснюють складальні роботи щодо основних складових частин виробу, здійснюють складальні роботи щодо виробу в цілому шляхом відповідної установки конструктивних елементів виробу на базову конструкцію, з якої починається процес зборки виробу, проводять загальну зборку виробу шляхом з'єднання усіх інших деталей і систем, що входять до складу виробу, направляють виріб на приробітку та випробування, при виконанні заходів щодо випробувань відремонтованих виробів здійснюють послідовно технологічні операції, згідно з якими проводять підготовку основних конструктивних елементів виробу до випробувань, огляд зазначених конструктивних елементів виробу на відсутність зовнішніх ушкоджень та бруду, встановлюють елемент виробу, який випробується, на стенд, приєднують елемент виробу, який випробується, до систем стенду, встановлюють режими обкатки, запускають стенд і проводять обкатку/приробітку та випробування виробу на експлуатаційних режимах, причому при проведення технологічних операцій щодо діагностуванні технічного стану як виробу в цілому, так і його основних конструктивних елементів використовують як загальні системи діагностування, так і локальні, полягає в тому, що після здійснення технологічних операцій по знежиренню вимитих та обтерти х поверхонь корпуса виробу проводять технологічні операції по діагностиці технічного стану виробу в цілому, при здійсненні складальних робіт здійснюють комплектування інших сполучених деталей виробу та здійснюють складальні роботи щодо основних конструктивних елементів виробу, при виконанні технологічних операцій щодо випробування виробу, проводять випробування відремонтованих деталей, що входять до складу виробу, при виконанні технологічних операцій щодо випробування виробу проводять контроль надійність кріплення агрегатів, приладів, трубопроводів і кабелів, схоронність шплинтівок, перевіряють затяжку різьбових з'єднань, відсутність теч з сальників та тр убопроводів систем, перевіряють роботу систем, перевіряють стан вузлів та болтових кріплень виробу, після приєднання елементу виробу, який випробується, до систем стенду, перевіряють рівень масла в баку, нагрівають масло в баку до температури 75...85°С і контролюють температуру масла, при проведенні випробувань здійснюють заходи щодо 7 38831 вимірювання витрати масла через форсунки, тиску масла на вході в форсунки, направлення струменів масла форсунок, розрядження на вході в насос відкачуючий, тиску на виході з насосу відкачуючого, вимірювання продуктивності насосу відкачуючого, вимірювання частоти обертання ресори приводу насосу відкачуючого та приводу турбіни силової, діапазон регулювання частоти обертання ресори приводу насосу відкачуючого. С уть корисної моделі полягає і в тому, що перевірку герметичності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла 1,5...1,7кгс/см 2 на протязі 5 хвилин роботи насосу відкачуючого, перевірку продуктивності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла на виході з насосу 0,6...0,7кгс/см 2, перевірку параметрів форсунок проводять при тиску масла 3,0±0,1кгс/см 2, перевірку влучення струменів масла з отворів форсунки проводять при тиску масла 2,3...2,7кгс/см 2, прокачування турбіни силової проводять при температурі масла 75...85°С, тиску масла 2,5...3,0кгс/см 2 на протязі 10 хвилин роботи зазначеного вузла, а по закінченню випробувань виробу виконують технологічні операції по усуненню виявлених після ремонту дефектів. Суть корисної моделі полягає також і в тому, що випробування виробу здійснюється на спеціально обладнаному робочому місці з використанням контрольновимірювальних приладів, убудованого контролю, керуючись переліком можливих несправностей і методів їхнього усунення, а при випробуванні деталей/вузлів виробу проводять випробування деталей/вузлів виробу на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість. Порівняльний аналіз технічного рішення із прототипом, дозволяє зробити висновок, що спосіб випробувань виробу ГТДЕ-117, який заявляється, відрізняється тим, що після здійснення технологічних операцій по знежиренню вимитих та обтертих поверхонь корпуса виробу проводять технологічні операції по діагностиці технічного стану виробу в цілому, при здійсненні складальних робіт здійснюють комплектування інших сполучених деталей виробу та здійснюють складальні роботи щодо основних конструктивних елементів виробу, при виконанні технологічних операцій щодо випробування виробу, проводять випробування відремонтованих деталей, що входять до складу виробу, при виконанні технологічних операцій щодо випробування виробу проводять контроль надійність кріплення агрегатів, приладів, трубопроводів і кабелів, схоронність шплинтівок, перевіряють затяжку різьбових з'єднань, відсутність теч з сальників та тр убопроводів систем, перевіряють роботу систем, перевіряють стан вузлів та болтових кріплень виробу, після приєднання елементу виробу, який випробується, до систем стенду, перевіряють рівень масла в баку, нагрівають масло в баку до температури 75...85°С і контролюють температуру масла, при проведенні випробувань здійснюють заходи щодо вимірювання витрати масла через форсунки, тиску масла на вході в форсунки, направлення струменів масла форсунок, розрядження на вході в насос відкачую 8 чий, тиску на ви ході з насосу відкачуючого, вимірювання продуктивності насосу відкачуючого, вимірювання частоти обертання ресори приводу насосу відкачуючого та приводу турбіни силової, діапазон регулювання частоти обертання ресори приводу насосу відкачуючого, причому перевірку герметичності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла 1,5...1,7кгс/см 2 на протязі 5 хвилин роботи насосу відкачуючого, перевірку продуктивності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла на виході з насосу 0,6...0,7кгс/см 2, перевірку параметрів форсунок проводять при тиску масла 3,0±0,1кгс/см 2, перевірку влучення струменів масла з отворів форсунки проводять при тиску масла 2,3...2,7кгс/см 2, прокачування турбіни силової проводять при температурі масла 75...85°С, тиску масла 2,5...3,0кгс/см 2 на протязі 10 хвилин роботи зазначеного вузла, а по закінченню випробувань виробу виконують технологічні операції по усуненню виявлених після ремонту дефектів, випробування виробу здійснюється на спеціально обладнаному робочому місці з використанням контрольно-вимірювальних приладів, убудованого контролю, керуючись переліком можливих несправностей і методів їхнього усунення, а при випробуванні деталей/вузлів виробу проводять випробування деталей/вузлів виробу на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість. Таким чином спосіб випробувань виробу ГТДЕ-117, який заявляється, відповідає критерію корисної моделі «новизна». Суть способу випробувань виробу ГТДЕ-117 пояснюється за допомогою ілюстрацій, де на Фіг. 1 представлена блок-схема послідовності виконання технологічних операцій, що покладені в основу способу випробувань виробу ГТДЕ-117, який заявляється. Випробування відновленого виробу (наприклад, типу ГТДЕ-117) є заключниметапом ремонтного циклу. Ціль випробувань - приробітка всіх тертьових поверхонь, регулювання систем і автоматики, замер всіх параметрів виробу /3/. Спосіб випробувань виробу ГТДЕ-117, який заявляється, реалізується на спеціальному стенді (наприклад, на стенді С-01М59) наступним чином (шляхом виконання в комплексі технологічних операцій, згідно з якими попередньо виконують заходи щодо ремонту, а на заключній стадії - здійснюють заходи щодо випробувань відремонтованих виробів і здачі готового виробу замовникові). На першому етапі виконують заходи щодо ремонту виробу ГТДЕ-117. Згідно із зазначеними заходами здійснюють послідовно технологічні операції, згідно з якими: - проводять приймання виробу в ремонт; - виконують технологічні операції по попередньому діагностуванні виробу; - проводять зовнішнє чищення й мийку зазначеного виробу; - проводять обтирання виробу; - здійснюють технологічні операції по знежиренню вимитих та обтертих поверхонь корпуса 9 38831 виробу та вузлів і агрегатів, що входять до складу зазначеного виробу; - виконують технологічні операції по діагностиці технічного стану виробу в цілому, при цьому при проведення технологічних операцій щодо діагностуванні технічного стану як виробу в цілому, так і його основних конструктивних елементів використовують як загальні системи діагностування, так і локальні; - здійснюють розбирання виробу шляхом зняття конструктивних елементів, що входять до складу виробу - форсунок редуктора турбіни силової, турбіни силової, насосу відкачуючого та систем забезпечення; - здійснюють розбирання знятих з виробу зазначених конструктивних елементів - вузлів і агрегатів; - виконують технологічні операції по мийці та очищенню вузлів і агрегатів, що входять до складу виробу, з наступним їх сушінням, ремонтом і фарбуванням; - виконують технологічні операції щодо ремонту корпуса виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу і його систем забезпечення; - здійснюють при ремонті виробу та вузлів і агрегатів, що входять складовими частинами до зазначеного виробу, відновлення його технічного стану; - здійснюють складальні роботи щодо основних складових частин виробу, при цьому при здійсненні складальних робіт здійснюють комплектування інших сполучених де талей виробу та здійснюють складальні роботи щодо основних конструктивних елементів виробу; - здійснюють складальні роботи щодо виробу в цілому шля хом відповідної установки конструктивних елементів виробу на базову конструкцію, з якої починається процес зборки виробу; - проводять загальну зборку виробу шляхом з'єднання усіх інши х деталей і систем, що входять до складу виробу. Закінчують етап ремонту виробу типу ГТДЕ117 тим, що направляють зазначений виріб на приробітку та випробування. Після проведення заходів щодо ремонту виробу типу ГТДЕ-117 здійснюють заходи щодо випробувань відремонтованих виробів, при цьому випробування виробу здійснюється на спеціально обладнаному робочому місці з використанням контрольно-вимірювальних приладів, убудованого контролю, керуючись переліком можливих несправностей і методів їхнього усунення. При виконанні технологічних операцій щодо випробування виробу, проводять випробування відремонтованих деталей, що входять до складу виробу, при цьому при виконанні технологічних операцій щодо випробування виробу проводять контроль надійність кріплення агрегатів, приладів, трубопроводів і кабелів, схоронність шплинтівок, перевіряють затяжку різьбових з'єднань, відсутність теч з сальників та тр убопроводів систем, перевіряють роботу систем, перевіряють стан вузлів та болтових кріплень виробу. Далі проводять підготовку основних конструк 10 тивних елементів виробу до випробувань. Перед початком випробувань здійснюють огляд зазначених конструктивних елементів виробу на відсутність зовнішніх ушкоджень та бруду. При відсутності зовнішніх ушкоджень та бруду встановлюють елемент виробу, який випробується, на стенд (наприклад, на спеціальний стенд С01М59, що призначений для випробувань агрегатів виробу ГТДЕ-117). Продовжують технологічний процес щодо випробування виробу типу ГТДЕ-117 тим, що приєднують елемент виробу, який випробується, до систем стенду. Після приєднання елементу виробу, який випробується, до систем стенду, перевіряють рівень масла в баку, нагрівають масло в баку до температури 75...85°С і контролюють температуру масла. Водночас встановлюють режими обкатки. Після виконання зазначених технологічних операцій запускають стенд і проводять обкатку/приробітку та випробування виробу на експлуатаційних режимах. При проведенні випробувань здійснюють заходи щодо вимірювання витрати масла через форсунки, тиску масла на вході в форсунки, направлення струменів масла форсунок, розрядження на вході в насос відкачуючий, тиску на ви ході з насосу відкачуючого, вимірювання продуктивності насосу відкачуючого, вимірювання частоти обертання ресори приводу насосу відкачуючого та приводу турбіни силової, діапазон регулювання частоти обертання ресори приводу насосу відкачуючого, при цьому перевірку герметичності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла 1,5...1,7кгс/см 2 на протязі 5 хвилин роботи насосу відкачуючого, перевірку продуктивності насосу відкачуючого проводять при частоті обертання 30400±3040об/хв та при тиску масла на виході з насосу 0,6...0,7кгс/см 2, перевірку параметрів форсунок проводять при тиску масла 3,0±0,1кгс/см 2, перевірку влучення струменів масла з отворів форсунки проводять при тиску масла 2,3...2,7кгс/см 2, прокачування турбіни силової проводять при температурі масла 75...85°С, тиску масла 2,5...3,0кгс/см 2 на протязі 10 хвилин роботи зазначеного вузла, по закінченню випробувань виробу виконують технологічні операції по усуненню виявлених після ремонту де фектів. Також на етапі випробувань (при випробуванні деталей/вузлів виробу) проводять випробування деталей/вузлів виробу на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість. Закінчують технологічний процес щодо випробувань відремонтованих виробів типу ГТДЕ-117 тим, що проводять заходи по здачі готового виробу замовникові. Підвищення ефективності способу випробувань виробу ГТДЕ-117, у порівнянні з прототипом, досягається за рахунок введення у виробничий процес нових те хнологічних операцій, які підвищують якість і ефективність зазначеного способу. Джерела інформації: 1. Ремонт летательных аппаратов: Учебник 11 38831 для вузов гражданской авиации.// Под ред. Н.Л. Голего. -М.: Транспорт, 1977, стр.26-288 - аналог. 2. Восстановление боевой авиационной техники. Учебное пособие// В.К. Стасенков, В.И. Иванов, К.В. Субботин, В.В. Ермолаев, Ю.М. Мещеряков/. Издание Киевского института ВоенноВоздушных Сил, - Киев, 1995, стр.246-289 - прото 12 тип. 3. Организация производственного процесса ремонта авиационной техники в АРП ВВС и методика оценки эффективности его функционирования. Выпуск №5069. Управление ГК ВВС. -М.: 1983. 13 38831 14 15 Комп’ютерна в ерстка І.Скворцов а 38831 Підписне 16 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for testing article gtde-117
Автори англійськоюBornosus Serhii Fedorovych, Goncharenko Mykola Fedorovych, Nemchyn Oleksandr Fedorovych, Nemchin Oleksandr Fedorovich, Onischuk Sergii Viktorovyuch, Yukhachov Vitalii Volodymyrovych
Назва патенту російськоюСпособ испытаний изделия гтде-117
Автори російськоюБорносус Сергей Федорович, Гончаренко Николай Федорович, Немчин Александр Федорович, Онищук Сергей Викторович, Юхачов Виталий Владимирович
МПК / Мітки
МПК: F01B 25/00, G07C 3/14, F02B 79/00
Мітки: спосіб, випробувань, гтде-117, виробу
Код посилання
<a href="https://ua.patents.su/8-38831-sposib-viprobuvan-virobu-gtde-117.html" target="_blank" rel="follow" title="База патентів України">Спосіб випробувань виробу гтде-117</a>
Спосіб приготування тіста для хлібобулочного виробу та тісто для хлібобулочного виробу
Номер патенту: 56390
Опубліковано: 15.05.2003
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 13/02, A21D 2/38
Мітки: приготування, спосіб, хлібобулочного, тісто, виробу, тіста
Формула / Реферат:
1.Спосіб приготування тіста для хлібобулочного виробу, який передбачає замочування зерна харчових злаків до досягнення його проростання, його дрібнення, заміс тіста на одержаній зерновій масі з внесенням рецептурних компонентів, який відрізняється тим, що до одержаної зернової маси додають воду, харчовий жир, поварену сіль, тмин, харчову кислоту і харчову соду до отримання наступного кількісного складу тіста в мас. %: проросле ...
Спосіб утворення зразка зварно-паяного з’єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань
Номер патенту: 57832
Опубліковано: 15.07.2003
Автори: Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович, Полухін Валерій Васильович, Письменний Олексій Олександрович, Бондарєв Вячеслав Андрійович
Мітки: випробувань, з'єднання, утворення, механічних, зразка, наступних, видів, зварно-паяного, спосіб, визначенню, інших, властивостей
Формула / Реферат:
Спосіб утворення зразка зварно-паяного з'єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань, що включає у себе складання двох деталей певної довжини, головним чином із різних матеріалів, одна з яких – циліндрична, інша – у вигляді трубчастого елемента, коаксіально по прилягаючих поверхнях уздовж зовнішньої поверхні циліндричної деталі до повного співпадання їх торцевих поверхонь у площині,...
Спосіб ремонту індикаторного пристрою виробу 9с18
Номер патенту: 26091
Опубліковано: 10.09.2007
Автори: Іванченко Валерій Олександрович, Захрабов Микола Нурушевич, Федяєв Сергій Максимович
МПК: H02K 15/00, G01S 13/00, G01S 7/00
Мітки: індикаторного, 9с18, спосіб, пристрою, ремонту, виробу
Формула / Реферат:
1. Спосіб ремонту індикаторного пристрою виробу 9С18, при якому здійснюють введення машини з розташованим у ній виробом 9С18, у якому розміщений індикаторний пристрій, у ремонтний комплекс, виявляють несправні вузли і блоки шляхом перевірки роботи індикаторного пристрою у складі виробу 9С18, виконують технологічні операції по відкриттю кришок технологічних відсіків, шаф і стелажів індикаторного пристрою, здійснюють зовнішній огляд вузлів і...
Спосіб приготування тіста для хлібобулочного виробу та тісто для хлібобулочного виробу
Номер патенту: 42140
Опубліковано: 15.10.2001
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 2/38, A21D 2/36, A21D 10/00
Мітки: приготування, хлібобулочного, спосіб, виробу, тіста, тісто
Формула / Реферат:
1. Спосіб приготування тіста для хлібобулочного виробу, який передбачає замочування зерна харчових злаків, його подрібнення, заміс тіста на одержаній зерновій масі з внесенням всіх інших рецептурних компонентів, який відрізняється тим, що зерно замочують до досягнення його проростання й подрібнюють проросле зерно, а до одержаної зернової маси додають на одну масову частку пророслого зерна 0,320 - 0,710 масової частки харчової рідини, 0,135 -...
Спосіб ремонту автоматизованої системи керування і обробки інформації виробу 9с18
Номер патенту: 26090
Опубліковано: 10.09.2007
Автори: Матвійчук Володимир Іванович, Захрабов Микола Нурушевич, Іванченко Валерій Олександрович, Федяєв Сергій Максимович
МПК: G01S 7/00, H02K 15/00, G01S 13/00
Мітки: виробу, ремонту, обробки, системі, спосіб, інформації, 9с18, автоматизованої, керування
Формула / Реферат:
1. Спосіб ремонту автоматизованої системи керування і обробки інформації виробу 9С18, при якому здійснюють введення машини з розташованим у ній виробом 9С18, у якому розміщена автоматизована система керування і обробки інформації, у ремонтний комплекс, здійснюють технологічні операції з відкриття кришок технологічних відсіків, шаф і стелажів автоматизованої системи керування і обробки інформації, проводять очищення шаф і стійок від пилу і...
Попередній патент: Сиркова маса “чиполіно”
Наступний патент: Спосіб завадостійкого маскування телевізійного сигналу
Випадковий патент: Протираковий злитий протеїн