Спосіб виготовлення конструктивного елемента, посиленого волокном, спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з`єднувальним елементом для використання в посиленому волокном к
Формула / Реферат
1. Спосіб виготовлення конструктивного елемента, посиленого волокном, що містить множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для його кріплення до іншого конструктивного елемента, що включає стадії, на яких:
і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалом посиленого волокном конструктивного елемента, переважно виготовленого за допомогою формування витягуванням і який має кінцеву частину для кріплення або фіксації болтового кріпильного пристрою, болта або з'єднувального елемента;
іі) здійснюють монтаж болтового кріпильного пристрою, болта або з'єднувального елемента на кінцеву частину елемента серцевини для створення субблока;
ііі) фіксують болтовий кріпильний пристрій, болт або з'єднувальний елемент відносно до кінцевої частини елемента серцевини при виконанні формування витягуванням за допомогою протягання субблока через пристрій для витягування, покриття субблока по периметру посилювальними волокнами і смолою, нагрівання й отвердження смоли, яка при поєднанні з посилювальними волокнами забезпечує створення корпуса, що охоплює по периметру субблок, або фіксують субблок за допомогою адгезійного зчеплення з корпусом, утворюваним при виконанні окремого процесу формування витягуванням;
iv) здійснюють механічну обробку субблока, укладеного по периметру всередині корпуса з посилювальних волокон і отвердженої смоли, для створення вузла з болтовим кріпильним пристроєм, болтового вузла або вузла зі з'єднувальним елементом, що включає в себе елемент серцевини і болтовий кріпильний пристрій, болт або з'єднувальний елемент і елемент серцевини;
v) повторюють стадії i-iv) для створення множини вузлів з болтовим кріпильним пристроєм, болтових вузлів або вузлів із з'єднувальним елементом;
vi) здійснюють установлення множини вузлів відповідно до передбаченого положення болтових кріпильних пристроїв, болтів або з'єднувальних елементів усередині готового конструктивного елемента, посиленого волокном; та
vii) виготовляють конструктивний елемент, посилений волокном, що включає в себе множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів, які виготовляють методом екструзії, формуванням витягуванням або за технологією виготовлення посилених волокон.
2. Спосіб за п. 1, який відрізняється тим, що на стадії і) створення подовженого елемента серцевини здійснюють стадію відрізання подовженого елемента серцевини від безперервного тіла для подовжених елементів серцевини.
3. Спосіб за будь-яким з п. 1 або 2, який відрізняється тим, що подовжений елемент серцевини має відповідні кінцеві частини для заходження відповідного болтового кріпильного пристрою, болта або з'єднувального елемента, при цьому на стадіях іі) і ііі) здійснюють монтаж і фіксацію двох болтових кріпильних пристроїв, болтів або з'єднувальних елементів на відповідних кінцевих частинах елемента серцевини згаданого субблока, а на стадії iv) здійснюють механічну обробку субблока, охоплюваного по периметру корпусом з посилювальних волокон і отвердженої смоли, з одержанням двох половин, кожна з яких утворює вузол з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що на стадії і) додатково здійснюють стадію механічної обробки кінцевої частини для одержання заданої конфігурації для заходження і центрування болтового кріпильного пристрою, болта або з'єднувального елемента, який в кінцевій частині має заглиблення, відповідне заданій конфігурації кінцевої частини елемента серцевини.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що на стадії iii) одержують корпус, що має задану конфігурацію поперечного перерізу, наприклад круглу еліптичну багатокутну зокрема шестикутну або квадратну конфігурацію поперечного перерізу, або вигляд сполучення вищезгаданих конфігурацій поперечного перерізу.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що на стадії iv) додатково здійснюють стадію механічної обробки корпуса для одержання заданої конфігурації поперечного перерізу, наприклад круглої еліптичної багатокутної зокрема шестикутної або квадратної конфігурації поперечного перерізу, або вигляд комбінації згаданих конфігурацій поперечного перерізу.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що на стадії iv) здійснюють стадію створення вузла з болтовим кріпильним пристроєм, болтом або вузлом зі з'єднувальним елементом, що має частину кінцевої поверхні, що утворює гострий кут відносно до подовжньої осі вузла з болтовим кріпильним елементом або з болтом.
8. Спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з'єднувальним елементом для використання в посиленому волокном конструктивному елементі, що містить множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів, для фіксації конструктивного елемента відносно до іншого конструктивного елемента, що включає стадії, на яких:
і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалами посиленого волокном конструктивного елемента, переважно виготовленого за допомогою формування витягуванням, який має кінцеву частину для монтажу або фіксації болтових кріпильних пристроїв, болтів або з'єднувальних елементів;
іі) монтують болтовий кріпильний пристрій, болт або з'єднувальний елемент на кінцевій частині елемента серцевини для створення субблока;
ііі) фіксують болтовий кріпильний пристрій, болт або з'єднувальний елемент відносно до кінцевої частини елемента серцевини при виконанні процесу формування витягуванням за допомогою протягання субблока через пристрій для формування витягуванням, покриття субблока по периметру посилювальними волокнами і смолою, нагрівання й отвердження смоли та утворення корпуса із смоли з посилювальними волокнами, що охоплює по периметру субблок, або фіксують субблок за допомогою адгезійного зчеплення з корпусом, створеним при виконанні окремої стадії формування витягуванням;
iv) здійснюють механічну обробку субблока, укладеного по периметру всередину корпуса з посилювальних волокон і отвердженої смоли, для створення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з'єднувальним елементом, що включає в себе елемент серцевини і болтовий кріпильний пристрій, болт або з'єднувальний елемент і елемент серцевини.
9. Спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з'єднувальним елементом за п. 8, який відрізняється тим, що додатково містить будь-які з відмітних ознак способу створення конструктивного елемента, посиленого волокном, за будь-яким з пп. 2-7.
10. Посилений волокном конструктивний елемент, що містить множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для фіксації конструктивного елемента відносно до іншого конструктивного елемента, при цьому посилений волокном конструктивний елемент виконаний у відповідності зі способом за будь-яким з пп. 1-7, і при цьому містить множину вузлів з болтовим кріпильним пристроєм, болтом або вузлів із з'єднувальним елементом, створених у відповідності зі способом за будь-яким з пп. 8 або 9.
11. Вузол з болтовим кріпильним пристроєм, болтом або вузол зі з'єднувальним елементом для використання в посиленому волокном конструктивному елементі, виконаному у відповідності зі способом за будь-яким з пп. 8 або 9.
Текст
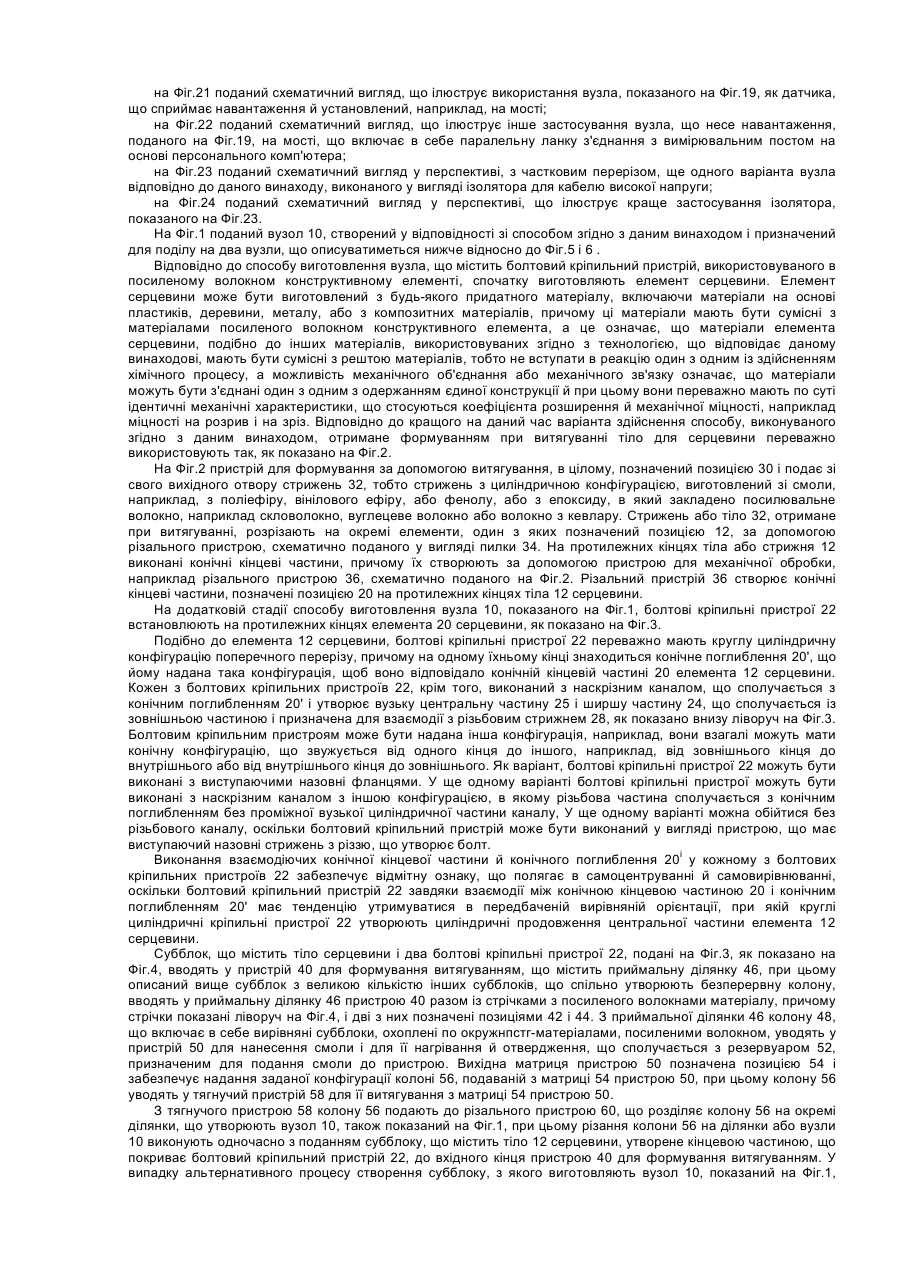
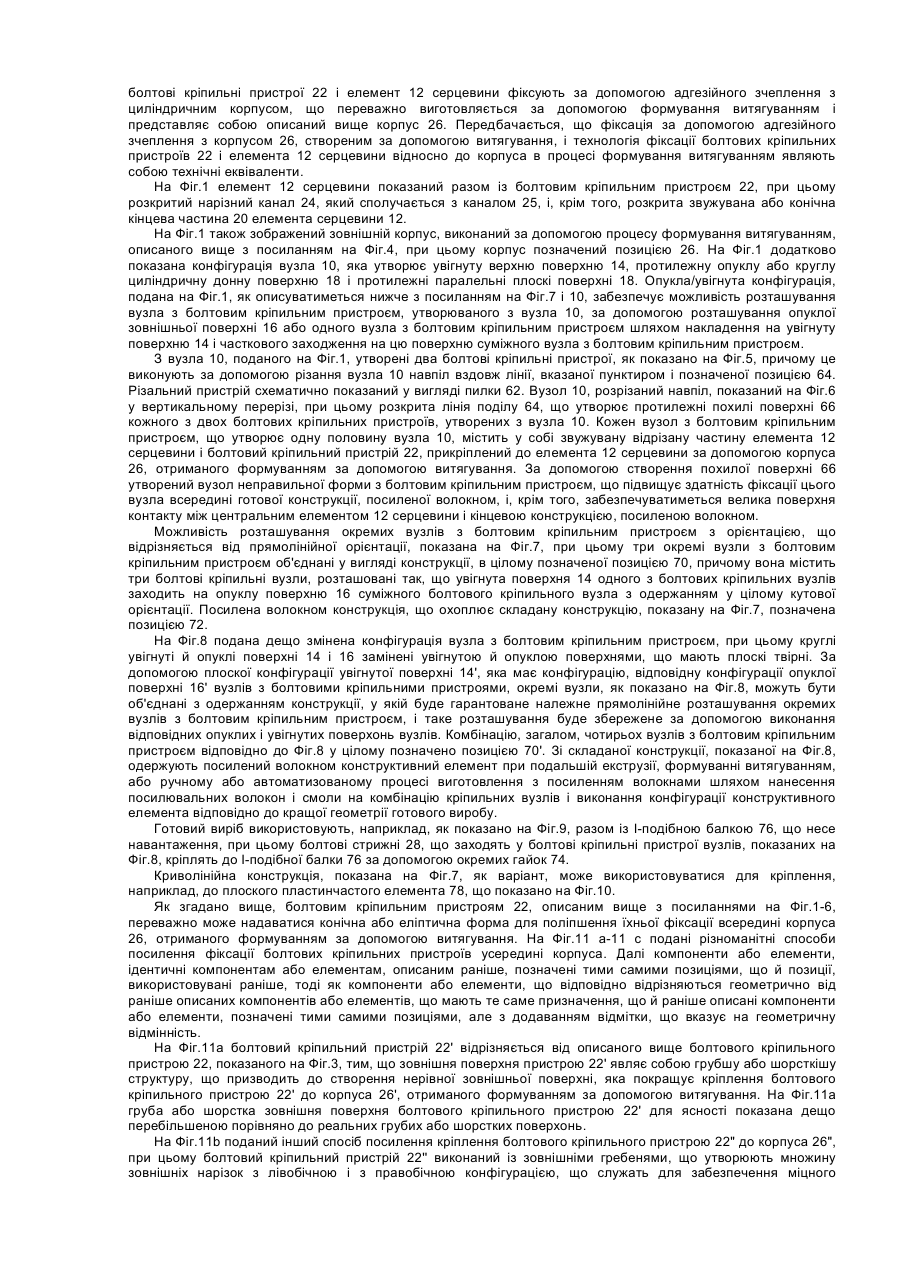
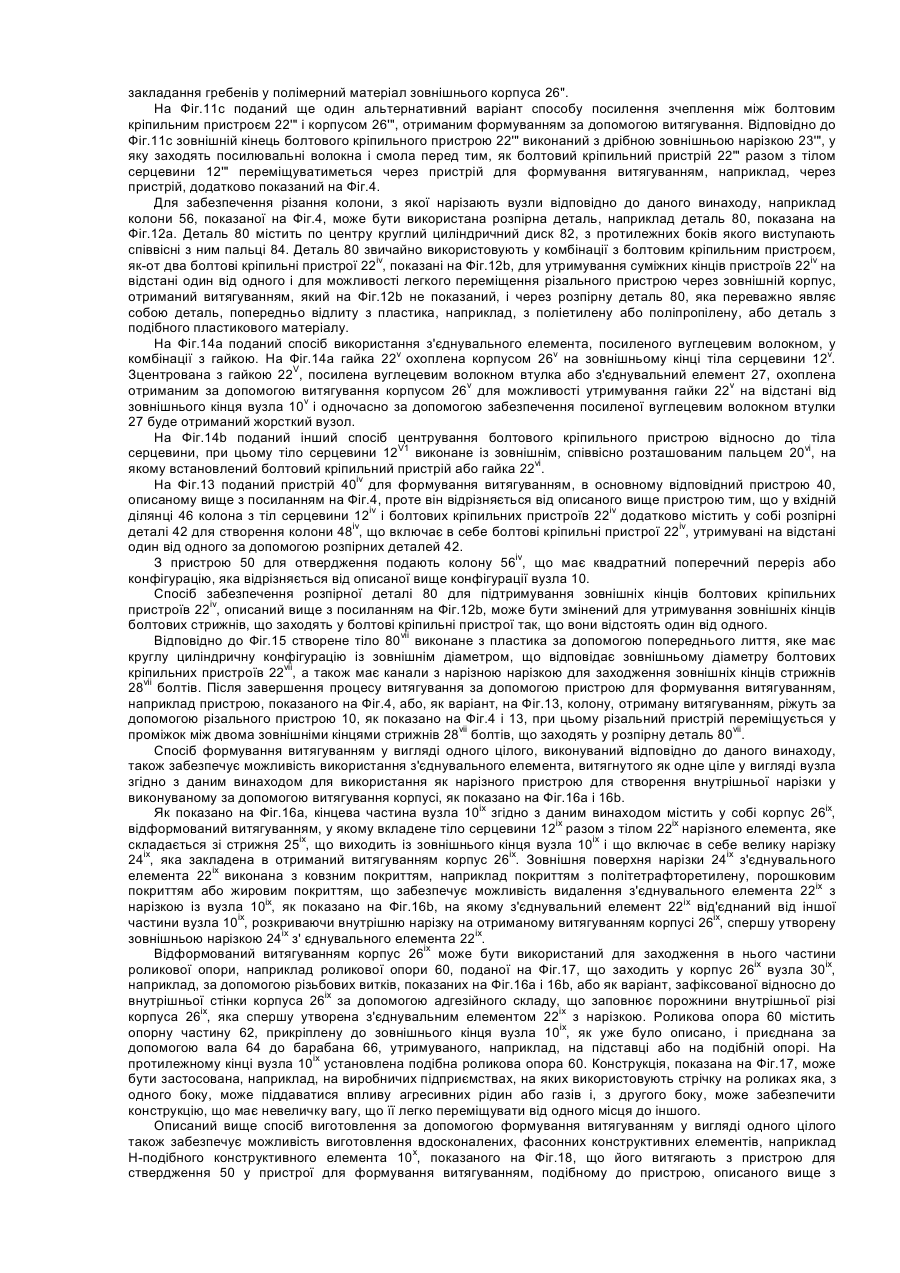
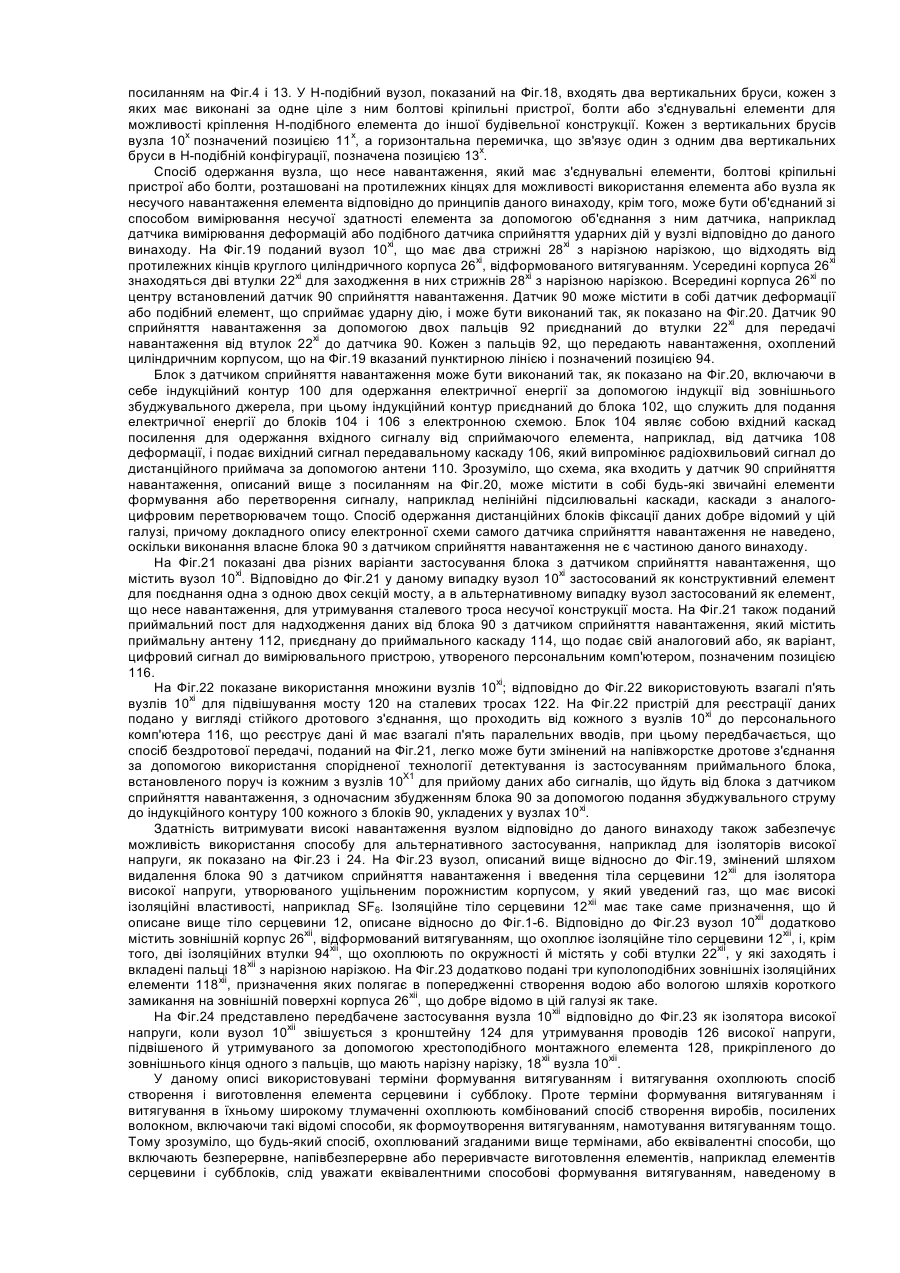
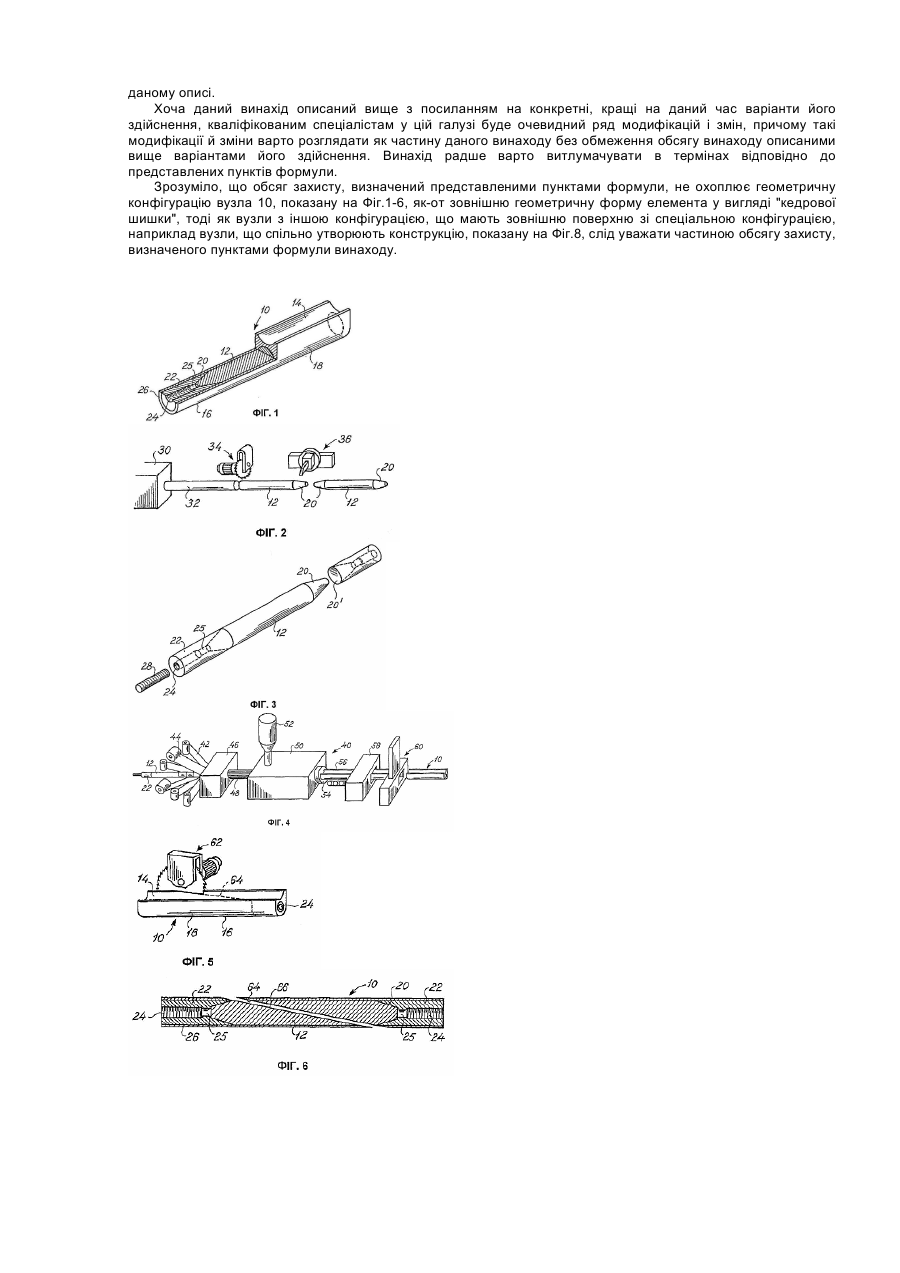
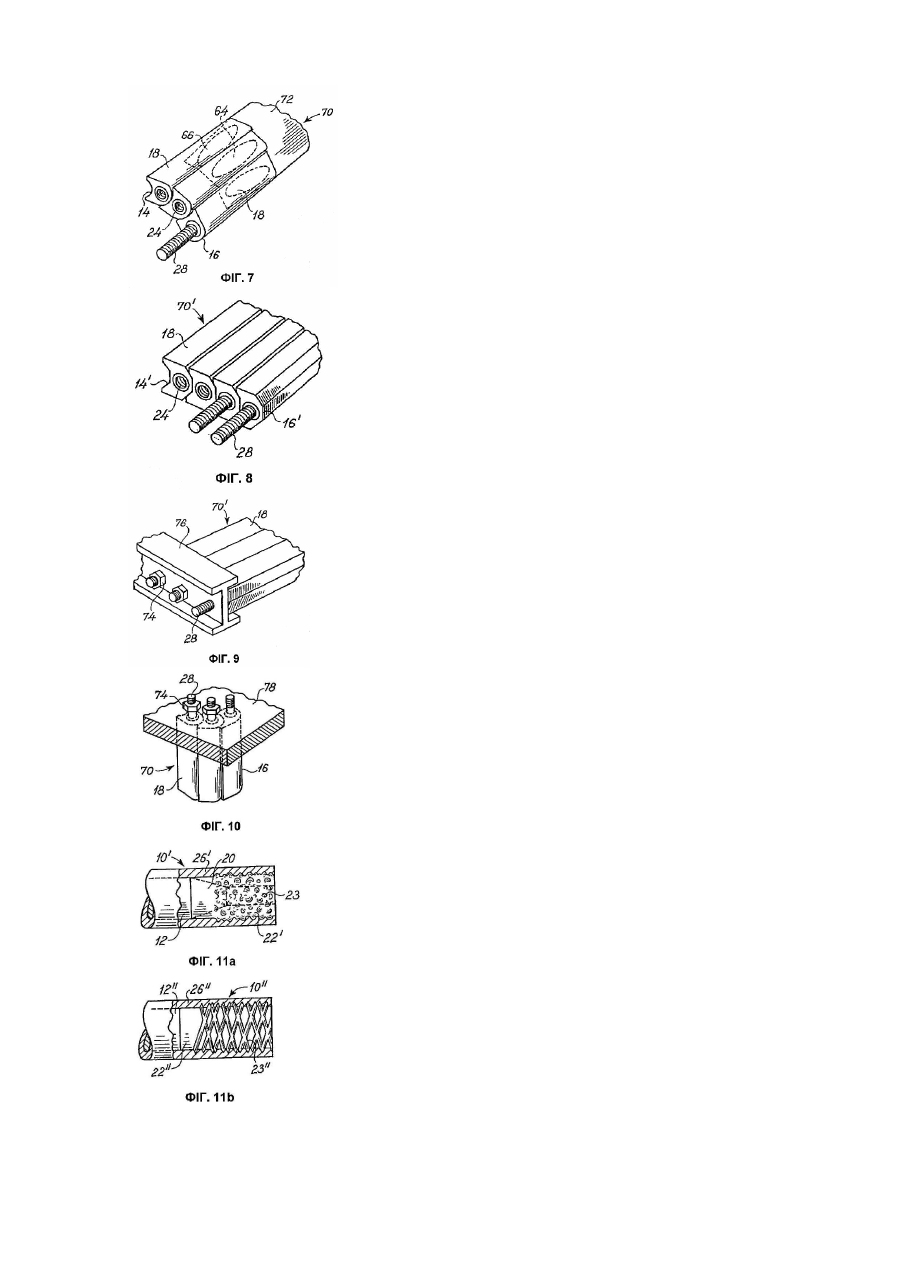
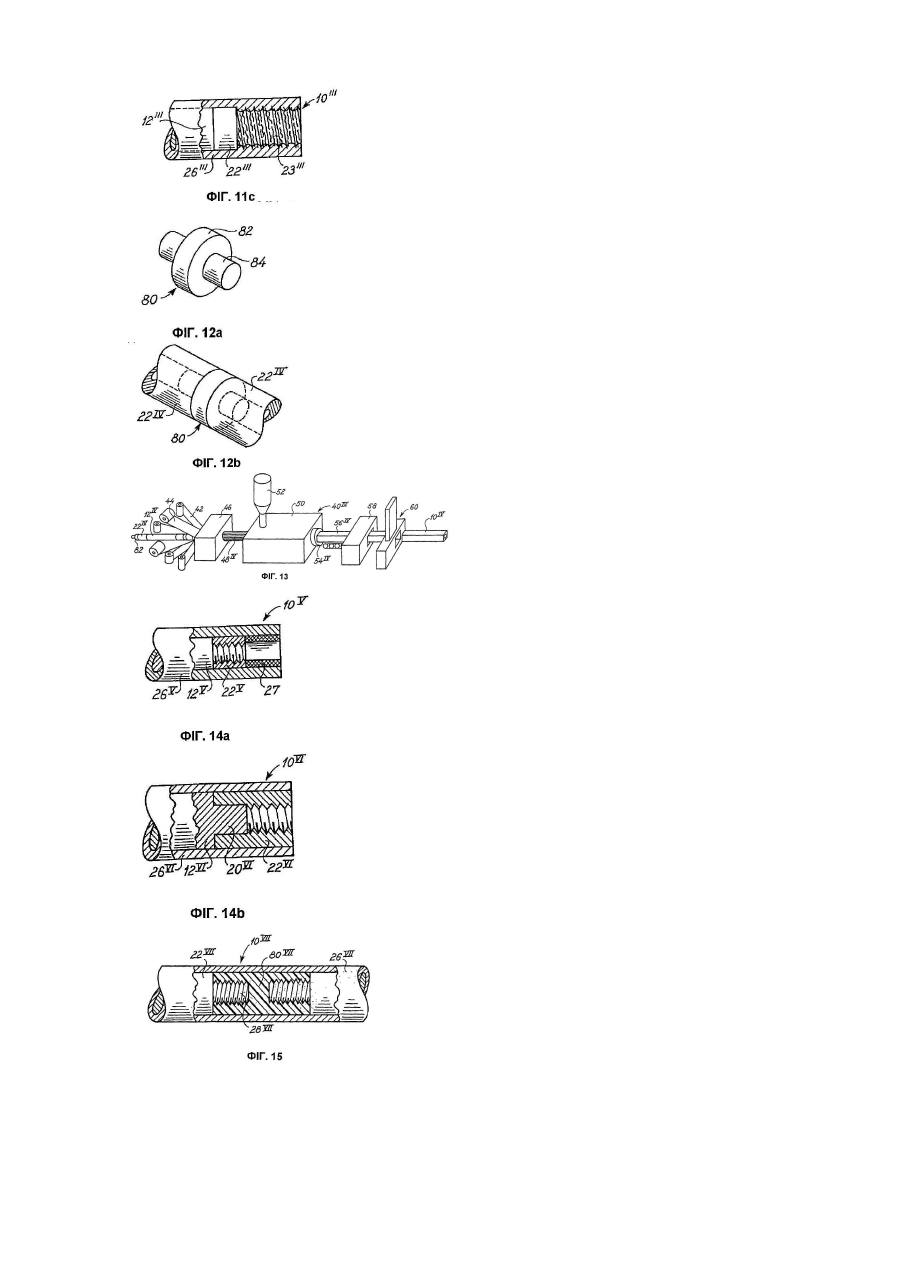
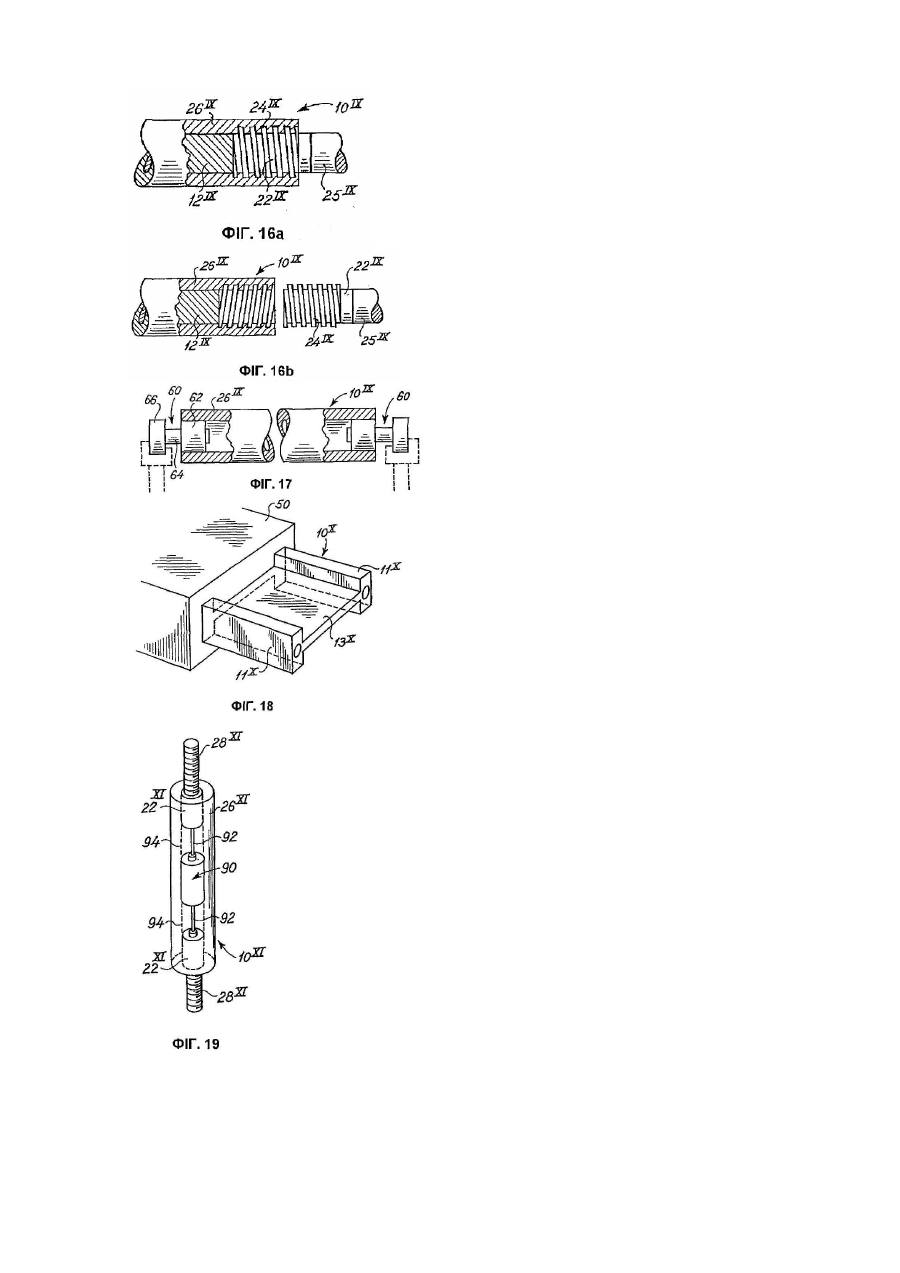
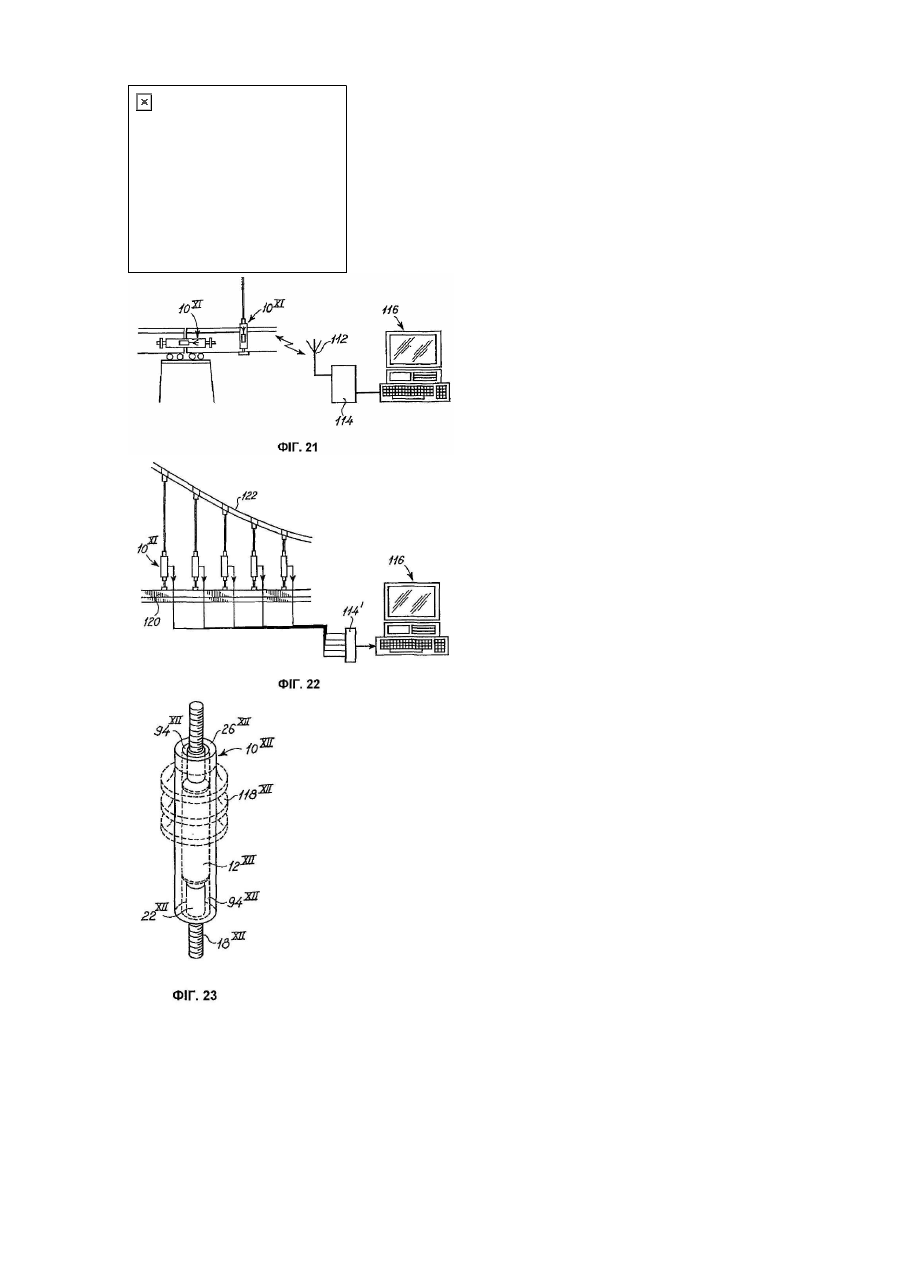
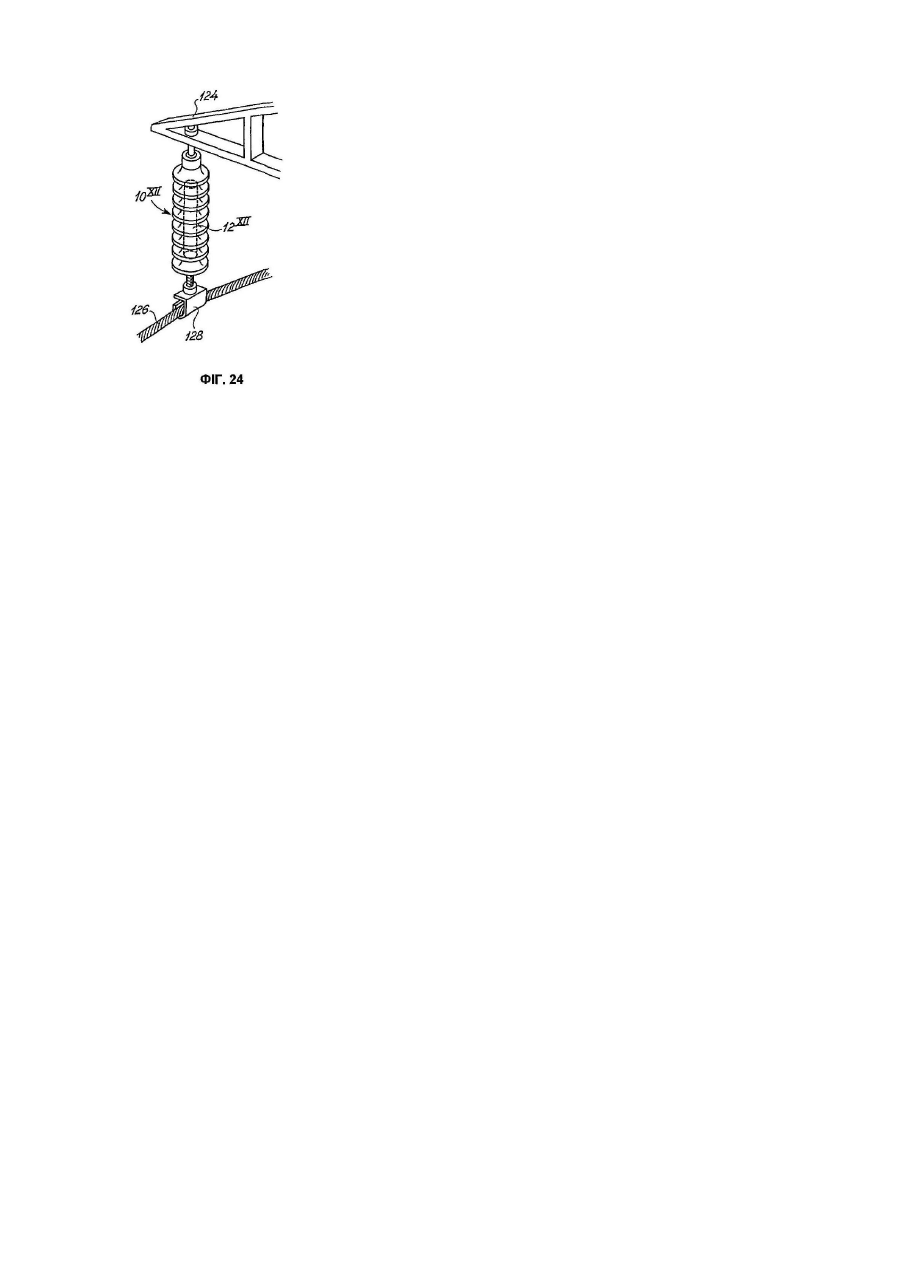
Даний винахід у цілому стосується технологи виготовлення крупних конструктивних елементів, посилених волокном, зокрема, технології виконання кріпильних болтових пристроїв або болтів у посиленому волокном конструктивному елементі. В даному контексті під терміном "конструктивний елемент, посилений волокном", розуміють загальний термін, що включає в себе кожний конструктивний елемент, виконаний з матеріалів на основі смоли або пластиків і посилений за допомогою волокна, наприклад конструктивні елементи з матеріалу у вигляді смоли, як-от: поліефір, вініловий ефір, фенол або епоксид, посиленого волокном, наприклад скловолокном, вуглецевим волокном або волокном із кевлару. Крім того, конструктивний елемент може сам по собі утворювати елемент, що несе навантаження, або опорний елемент, наприклад елемент будівельної конструкції, фасаду, мосту, елемент вітроенергетичної установки, елемент корабля, наприклад елемент палуби. В даному контексті терміни болтовий кріпильний пристрій, болт і з'єднувальний елемент розуміють як загальні терміни, що включають у себе будь-які елементи, наприклад болт, стрижень болта, гайку, гачок, палець із зовнішньою різзю, стопорний елемент, ущільнювальний елемент, що забезпечує з'єднання за допомогою запресування або защіпання тощо, що служить для взаємодії з іншим кріпильним елементом, наприклад, із відповідним йому або зі сполученим з ним кріпильним елементом для фіксації конструктивного елемента, який утримує болтовий кріпильний пристрій, болт або з'єднувальний елемент, що включає в себе внутрішню різь, або тіло з іншою конфігурацією, що включає в себе зовнішню нарізну частину або внутрішню нарізну частину для заходження нарізної частини болта. За останні десятиліття використання в промисловості конструктивних елементів, посилених волокном, швидко збільшилося, що викликано головним чином успішним використанням таких елементів у промисловості, яка займається вітроенергетичними установками. Поряд з елементами вітроенергетичних установок, як-от їхні лопаті, конструктивні елементи, посилені волокнами, також успішно використовують у будівельній індустрії, що займається зведенням будинків, а також у суднобудівній промисловості й навіть у деяких галузях техніки, у яких звичайно використовують металеві конструкції. Наприклад, у хімічній промисловості або в промисловості, що займається гальванізацією або нанесенням цинкового покриття, звичайні металеві конструкції мають досить короткий термін служби внаслідок інтенсивного корозійного впливу, тоді як конструктивні елементи, посилені волокном, включаючи контейнери, сходи, опорні елементи тощо, можуть піддаватися впливу корозійного середовища без якогось значного погіршення або руйнації. Приклади конструктивних елементів і способів кріплення різноманітних компонентів усередині конструктивних елементів описані в зазначених нижче патентах і заявках на патент, що наведені як посилання. Посилання включають [європейський патент 0170886, патенти США 4892462, 4339230, 4278401, Франції 2758594, 2670956, США 5664820, 3372073, Великої Британії 2119472 і Німеччини 19625426]. Очевидно, що спосіб закладання і фіксації болтових кріпильних пристроїв, болтів і/або з'єднувальних елементів у посилений волокном елемент призводить до певних проблем, зокрема, у відношенні належного й точного місця установки болтових кріпильних пристроїв, болтів або з'єднувальних елементів. Хоча звичайна технологія передбачає просте встановлення болтових кріпильних пристроїв, болтів або з'єднувальних елементів у певне положення всередині посиленого волокном конструктивного елемента, який у процесі виготовлення піддається механічній обробці, екструзії або формуванню витягуванням, очевидно, що ця звичайна й проста технологія не забезпечує необхідну точність установки болтових кріпильних пристроїв, болтів або з'єднувальних елементів у певному положенні, яка потрібна в промисловості і є обов'язковою умовою подальшого комерційного використання технології посилення волокном при виготовленні конструктивних елементів. Задача даного винаходу полягає у створенні нової технології, що забезпечує просте й точне установлення болтів, болтових кріпильних пристроїв або з’єднувальних елементів у конструктивних елементах, посилених волокном, у заданих положеннях або місцях і з точністю, прийнятною для промисловості, включаючи промисловість, що займається зведенням будинків, суднобудівну промисловість і промисловість, яка займається вітроенергетичними установками, з точністю місця встановлення конкретного болта, болтового кріпильного пристрою або з'єднувального елемента, яка складає ±1мм, або навіть із меншим відхиленням, що складає ±0,5мм. Відмітна ознака відповідно до даного винаходу полягає в тому, що нова технологія відповідно до винаходу забезпечує поліпшену передачу зусилля й дії на конструктивний елемент, посилений волокном, і від цього елемента через болтові кріпильні пристрої, болти або з'єднувальні елементи, тим самим забезпечуючи можливість зменшення розміру конструкції, посиленої волокном, тобто забезпечуючи зменшення ваги конструкції, посиленої волокном, або в альтернативі, зменшення кількості матеріалу, використовуваного для виготовлення конструктивного елемента, посиленого волокном. Ще одна відмітна ознака відповідно до даного винаходу полягає в тому, що спосіб і технологія відповідно до даного винаходу забезпечують можливість установлення і фіксації болтових кріпильних пристроїв, болтів або з'єднувальних елементів у певних місцях усередині посиленого волокном конструктивного елемента у твердому корпусі, що несе високе навантаження. Особлива перевага даного винаходу полягає в тому, що нова технологія розташування й фіксації болтових кріпильних пристроїв, болтів або з'єднувальних елементів усередині посиленого волокном конструктивного елемента забезпечує можливість використання корпусів, що несуть високе навантаження, для розташування болтових кріпильних пристроїв, болтів або з'єднувальних елементів, і можливість їхнього легкого встановлення у спеціальну геометричну конфігурацію або форму, забезпечувану за допомогою виконання з необхідною конфігурацією корпуса, що несе навантаження, який утримує болтові кріпильні пристрої, болти або з'єднувальні елементи. Згадану вище задачу вирішують, а відмітні ознаки й переваги разом з іншими задачами, перевагами і відмітними ознаками, які будуть очевидні з наведеного далі докладного опису даного винаходу, відповідно до першого аспекту винаходу досягають за допомогою способу виготовлення конструктивного елемента, посиленого волокном, що включає в себе множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для кріплення конструктивного елемента до іншого конструктивного елемента, що включає стадії, на яких: і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалом конструктивного елемента, посиленого волокном, що його переважно виготовляють за допомогою формування витягуванням і який має кінцеву частину, призначену для монтажу або фіксації болтового кріпильного пристрою, болта або з'єднувального елемента; іі) установлюють болтовий кріпильний пристрій, болт або з'єднувальний елемент на кінцеву частину елемента серцевини для створення субблоку; ііі) здійснюють фіксацію болтового кріпильного пристрою, болта або з'єднувального елемента відносно кінцевої частини елемента серцевини при виконанні процесу формування витягуванням шляхом протягання субблоку через пристрій для формування витягуванням, покриття субблоку по периметру посилювальним волокном і смолою, нагрівання и отвердження смоли для створення смолою разом із посилювальними волокнами корпуса, що оточує субблок, або, як варіант, фіксацію субблоку за допомогою адгезійного зчеплення з корпусом, створеним за допомогою окремо виконуваного процесу формування витягуванням; iv) здійснюють механічну обробку субблоку, по периметру вміщеного всередину корпуса з посилювальних волокон і отвердженої смоли, для створення вузла з болтовим кріпильним пристроєм, болтового вузла або вузла зі з'єднувальним елементом, що включає в себе елемент серцевини і болтовий кріпильний пристрій, болт або з'єднувальний елемент і елемент серцевини; v) повторюють стадії i-iv для створення множини вузлів з болтовим кріпильним пристроєм, болтових вузлів або вузлів із з'єднувальним елементом; vi) здійснюють установлення множини вузлів відповідно до передбаченого положення болтових кріпильних пристроїв, болтів або з'єднувальних елементів усередині готового конструктивного елемента, посиленого волокном; vii) створюють конструктивний елемент, посилений волокном, що включає в себе множину болтових пристроїв, болтів або з'єднувальних елементів, забезпечених великою кількістю вузлів, при використанні технології екструзії, формування витягуванням або технології виготовлення з посиленням волокном. Відповідно до основних ідей даного винаходу окремий болтовий кріпильний пристрій, болт або з'єднувальний елемент попередньо встановлюють у корпус для вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом. Складання саме по собі містить елемент серцевини, що його точно встановлюють у відношенні до болтового кріпильного пристрою, болта або з'єднувального елемента і при окремо виконуваній стадії процесу виготовлення фіксують у відношенні до болтового кріпильного пристрою, болта або з'єднувального елемента за допомогою процесу формування витягуванням. Слід підкреслити, що фіксація елемента серцевини й болтового кріпильного пристрою, болта або з'єднувального елемента стосовно один до одного не передбачає необхідності виконання з'єднання між елементом серцевини й болтовим кріпильним пристроєм, болтом або з'єднувальним елементом, оскільки елемент серцевини й болтовий кріпильний пристрій, болт або з'єднувальний елемент механічно прикріплені до корпуса, що забезпечує охоплення по периметру, створеного за допомогою процесу формування витягуванням, проте взаємодія між елементом серцевини й болтовим кріпильним пристроєм, болтом або з'єднувальним елементом викликає необхідність точного розташування і фіксації болтового кріпильного пристрою, болта або з'єднувального елемента в готовій конструкції. Нижче докладніше описуватиметься, що використання процесу формування витягуванням для виготовлення вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом забезпечує можливість виготовлення такого вузла з певною метричною конфігурацією, яка сприяє заданому розташуванню окремих болтових кріпильних пристроїв, болтів або з'єднувальних елементів у необхідному місці всередині готового конструктивного елемента, посиленого волокном, або гарантує таке розташування. Виготовлення вузла з болтовим кріпильним пристроєм, болтового вузла або вузла зі з'єднувальним елементом також гарантує забезпечення необхідної несучої здатності окремого болтового кріпильного пристрою, болта або з'єднувального елемента завдяки процесу формування витягуванням, використовуваному для фіксації болтового кріпильного пристрою, болта або з'єднувального елемента відносно до елемента серцевини всередині окремого вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом. Окремий елемент серцевини може бути виготовлений попередньо, наприклад, за допомогою лиття, механічної обробки тощо, з матеріалу, сумісного з матеріалами посиленого волокном конструктивного елемента, а це означає, що матеріали, використовувані для елемента серцевини, а також при виконанні формування витягуванням для охоплення субблоку, що містить болтовий кріпильний пристрій і болт, і елемент серцевини, механічно, конструктивно і хімічно можуть бути об'єднані з матеріалами конструктивного елемента, посиленого волокном. У більшості випадків застосування використовують описані вище посилювальні волокна й смоли, і з очевидних причин вузли з болтовими кріпильними пристроями, болтами або з'єднувальними елементами можуть бути виготовлені з матеріалів, сумісних з іншими матеріалами конструктивних елементів, посилених волокном, проте мають підвищену міцність і здатні витримувати навантаження. Як варіант, ті самі матеріали переважно можуть бути використані для виготовлення вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом і для іншої частини конструктивного елемента, посиленого волокном. Якщо використовують елемент серцевини, не отриманий за допомогою попереднього лиття, то спосіб згідно з даним винаходом переважно включає стадію, на якій відрізають посилений елемент серцевини від безперервного тіла для таких елементів, як уже було зазначено, переважно виготовленого за допомогою формування витягуванням. Технологія монтажу болтового кріпильного пристрою, болта або з'єднувального елемента на окремій кінцевій частині елемента серцевини може бути легко здійснена за умови, що елемент серцевини має конфігурацію, що включає в себе поглиблення, отвір або він має виступаючу частину, наприклад, у вигляді з'єднувального елемента, що йому надана конфігурація для заходження болтового кріпильного пристрою, болта або з'єднувального елемента. Відповідно до особливо бажаного варіанта здійснення способу, виконуваного відповідно до даного винаходу, подовжений елемент серцевини постачений відповідними кінцевими частинами для заходження на них, у цілому, двох болтових кріпильних пристроїв, болтів або з'єднувальних елементів з протилежних кінців елемента серцевини, тому спосіб відповідно до даного винаходу також включає стадії іі) і ііі) монтажу й фіксації двох болтових кріпильних пристроїв, болтів або з'єднувальних елементів на відповідних кінцевих частинах елемента серцевини субблоку, і включає стадію iv) механічної обробки субблоку, охопленого по окружності корпусом з посилювальних волокон і отвердженої смоли, з отриманням двох половин, кожна з яких утворює вузол з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом. Відповідно до ще одного кращого варіанта здійснення способу згідно з даним винаходом, необхідні фіксацію й орієнтацію болтового кріпильного пристрою, болта або з'єднувального елемента відносно до елемента серцевини забезпечують за допомогою механічної обробки кінцевої частини елемента серцевини для надання йому заданої конфігурації і створення болтового кріпильного пристрою, болта або з'єднувального елемента, що має кінцеву поглиблену частину, якій надана така конфігурація, щоб вона узгоджувалася з конічною конфігурацією кінцевої частини елемента серцевини і підходила до неї, за допомогою чого забезпечуватиметься точне розташування й утримування болтового кріпильного пристрою, болта або з' єднувального елемента відносно до елемента серцевини перед виконанням і під час виконання процесу формування витягуванням на стадії ііі). Відповідно до ще одного особливо бажаного аспекту способу або технології згідно з даним винаходом, корпус, що включає в себе елемент серцевини, а також болтовий кріпильний пристрій, болт або з'єднувальний елемент, може бути виконаний із заданою конфігурацією за допомогою процесу формування витягуванням, коли може бути створений корпус, що має задану конфігурацію поперечного перерізу, наприклад круглу, еліптичну, багатокутну, зокрема шестикутну або квадратну конфігурацію поперечного перерізу або, як варіант, що має комбінацію вищезгаданих конфігурацій поперечного перерізу. Як варіант, передбачена геометрична конфігурація корпуса може бути отримана за допомогою виконання окремої стадії механічної обробки, при якій корпус піддають механічній обробці для одержання заданого поперечного перерізу або заданої конфігурації, наприклад круглої, еліптичної, багатокутної, зокрема шестикутної або квадратної конфігурації поперечного перерізу, або як варіант, для одержання комбінації будьяких із вищезгаданих конфігурацій поперечного перерізу. В першому варіанті здійснення способу відповідно до першого аспекту даного винаходу механічну обробку, попередньо виконувану на стадії iv), здійснюють за допомогою простого різання по вертикалі крізь колону матеріалу, отриману при виконанні процесу формування витягуванням, і в результаті створюють вузол з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом, що має торцеву поверхню, протилежну болтовому кріпильному пристрою, болту або з'єднувальному елементу, прикріпленому до елемента серцевини вузла, розташовану перпендикулярно подовжній вісі вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом. Проте відповідно до кращого на даний час варіанта здійснення способу, виконуваного відповідно до першого аспекту винаходу, при виконанні процесу механічної обробки створюють вузол, що має частину поверхні, що утворює гострий кут відносно до подовжньої вісі болтового кріпильного пристрою, болта або з'єднувального елемента для забезпечення значної поверхні контакту елемента серцевини для фіксації вузла всередині конструктивного елемента, посиленого волокном, і, крім того, для створення вузла, що не представляє собою симетричне тіло обертання, якому надана оптимальна конфігурація для фіксації всередині конструктивного елемента, посиленого волокном. Вирішення вищезгаданих задач, отримання відмітних ознак і переваг разом із вирішенням інших задач і отриманням інших переваг і відмітних ознак. які будуть очевидні з наведеного нижче докладного опису даного винаходу, відповідно до другого аспекту даного винаходу досягають за допомогою способу виготовлення вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом для використання в конструктивному елементі, посиленому волокном, що включає в себе множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для кріплення конструктивного елемента до іншого конструктивного елемента, що передбачає стадії, на яких: і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалом посиленого волокном конструктивного елемента, переважно виконуваного за допомогою формування витягуванням, що має кінцеву частину для монтажу або фіксації болтового кріпильного пристрою, болта або з'єднувального елемента; іі) здійснюють монтаж болтового кріпильного пристрою, болта або з'єднувального елемента на кінцевій частині елемента серцевини для створення субблоку; ііі) фіксують болтовий кріпильний пристрій, болт або з'єднувальний елемент відносно кінцевої частини елемента серцевини при виконанні процесу формування витягуванням за допомогою протягування субблоку через пристрій для формування витягуванням, покриття субблоку по окружності посилювальними волокнами і смолою, нагрівання й отвердження смоли для того, щоб смола при з'єднанні із посилювальними волокнами забезпечила одержання корпуса, що охоплює субблок по окружності, або, як варіант, фіксують субблок за допомогою адгезійного зчеплення з корпусом, створеним за допомогою окремого виконання процесу формування витягуванням; iv) виконують механічну обробку субблоку, охопленого по окружності корпусом з посилювальних волокон і отвердженої смоли, для створення вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом, що включає в себе елемент серцевини й болтовий кріпильний пристрій, болт або з'єднувальний елемент і елемент серцевини. Спосіб відповідно до другого аспекту даного винаходу може відповідно до принципів винаходу переважно містити будь-яку з описаних і обговорюваних вище відмітних ознак стосовно до способу згідно з першим аспектом даного винаходу. Вирішення вищезгаданих задач, одержання відмітних ознак і переваг разом із вирішенням інших задач і отриманням інших переваг і відмітних ознак, що будуть очевидні з наведеного далі докладного опису даного винаходу, відповідно до третього аспекту винаходу досягають за допомогою посиленого волокном конструктивного елемента, що включає в себе множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для кріплення конструктивного елемента до іншого конструктивного елемента, при цьому посилений волокном конструктивний елемент виготовлений у відповідності зі способом згідно з першим аспектом винаходу й містить у собі множину вузлів з болтовими кріпильними пристроями, болтами або з'єднувальними елементами, виготовлених відповідно до способу згідно з другим аспектом даного винаходу. Вирішення вищезгаданих задач, отримання відмітних ознак і переваг разом із вирішенням інших задач, отриманням інших переваг і відмітних ознак, які будуть очевидні з наведеного нижче докладного опису винаходу, відповідно до четвертого аспекту винаходу досягають за допомогою вузла з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом для використання в посиленому волокном конструктивному елементі, створеному згідно зі способом, що відповідає другому аспекту даного винаходу. Далі даний винахід буде додатково описано з посиланнями на фігури, на яких: на Фіг.1 поданий схематичний вигляд у перспективі і з частковим перерізом першого варіанта здійснення конструкції вузла, що утворює два вузли з болтовим кріпильним пристроєм, болтом або з'єднувальним елементом; на Фіг.2 поданий схематичний вигляд у перспективі, що ілюструє першу стадію способу виготовлення вузла, показаного на Фіг.1, що включає механічну обробку тіла, створеного формуванням при витягуванні, для одержання великої кількості елементів серцевини; на Фіг.3 поданий схематичний вигляд у перспективі, що ілюструє другу стадію способу виготовлення вузла, показаного на Фіг.1, що включає монтаж болтових кріпильних пристроїв на протилежних кінцях елемента серцевини, створеного на стадії, показаній на Фіг.2; на Фіг.4 поданий загальний схематичний вигляд у перспективі, що ілюструє третю стадію способу виготовлення вузла, показаного на Фіг.1, що являє собою процес створення тіла, виконуваного при безперервному веденні процесу формування витягуванням, від якого відрізають вузол, поданий на Фіг.1, що показано праворуч на Фіг.4; на Фіг.5 поданий схематичний вигляд, що ілюструє стадію різання вузла, показаного на Фіг.1 праворуч на Фіг.4, на два вузли з болтовим кріпильним пристроєм; на Фіг.6 поданий вигляд у вертикальному перерізі, що ілюструє вузол, показаний на Фіг.1, і вузли з болтовим кріпильним пристроєм, отримані з вузла, показаного на Фіг.5; на Фіг.7 поданий схематичний вигляд, що ілюструє передбачене застосування вузла з болтовим кріпильним пристроєм, показаного на Фіг.5 і 6, для виготовлення великої конструкції, посиленої волокном, наприклад елемента вітроенергетичної установки, частини мосту, будівельного елемента, при цьому болтові кріпильні пристрої розташовані по дузі окружності: на Фіг.8 поданий схематичний вигляд у перспективі, подібний до вигляду за Фіг.7, що ілюструє незначно змінений варіант конструкції вузла з болтовим кріпильним пристроєм для виготовлення елемента, посиленого волокном, у якому болтові кріпильні пристрої розташовані по прямолінійному шляху; на Фіг.9 поданий схематичний вигляд у перспективі ділянки конструктивного елемента, виконаного з вузла, показаного на Фіг.8, що ілюструє кріплення посиленого волокном конструктивного елемента до I-подібної балки за допомогою болтів і гайок; на Фіг.10 поданий схематичний вигляд у перспективі, що ілюструє кріплення посиленого волокном конструктивного елемента, створеного з вузла, показаного на Фіг.7, що має болтові кріпильні пристрої, розташовані по дузі окружності; на Фіг.11а, 11b, і 11с подані схематичні вигляди в перспективі з частковим перерізом, що ілюструють три альтернативних варіанти здійснення конструкції для поліпшення фіксації болтових кріпильних пристроїв при виконанні процесу формування витягуванням; на Фіг.12а і 12b подані схематичні вигляди в перспективі, що ілюструють розпірний елемент і використання розпірного елемента при виконанні процесу витягування; на Фіг.13 поданий загальний схематичний вигляд у перспективі, подібний до вигляду на Фіг.4, що ілюструє спосіб виготовлення кращого на даний час вузла, що має квадратну конфігурацію поперечного перерізу; на Фіг.14а і 14b подані схематичні вигляди в перспективі, частково в перерізі, що ілюструють болтові кріпильні пристрої, що мають різну конфігурацію, закріплені всередині кінцевого корпуса, отриманого формуванням за допомогою витягування; на Фіг.15 поданий схематичний вигляд у перспективі, частково в перерізі, двох суміжних частин вузла, що утворюють два вузли з кінцевими частинами, що мають виступаючі болтові стрижні; на Фіг.16а і 16b подані схематичні вигляди в перспективі, частково в перерізі, подібні вигляду на Фіг.15, додаткового варіанта здійснення вузла відповідно до даного винаходу, причому в цьому варіанті з'єднувальний елемент розміщений усередині корпуса, отриманого формуванням за допомогою витягування, для створення внутрішньої нарізки в корпусі; на Фіг.17 поданий схематичний вигляд у перспективі, частково в перерізі, ще одного варіанта застосування вузла відповідно до даного винаходу, використовуваного як ролик для стрічки; на Фіг.18 поданий схематичний вигляд у перспективі вузла з іншою конфігурацією, створеного відповідно до способу, поданого на Фіг.13, і що має форму Н-подібної балки; на Фіг.19 поданий схематичний вигляд у перспективі, що ілюструє використання технології виготовлення вузла, що несе навантаження, відповідно до принципів згідно з даним винаходом для використання як датчика навантаження; на Фіг.20 подана схема, що ілюструє електронний блок частини вузла, яка сприймає навантаження, поданого на Фіг.19; на Фіг.21 поданий схематичний вигляд, що ілюструє використання вузла, показаного на Фіг.19, як датчика, що сприймає навантаження й установлений, наприклад, на мості; на Фіг.22 поданий схематичний вигляд, що ілюструє інше застосування вузла, що несе навантаження, поданого на Фіг.19, на мості, що включає в себе паралельну ланку з'єднання з вимірювальним постом на основі персонального комп'ютера; на Фіг.23 поданий схематичний вигляд у перспективі, з частковим перерізом, ще одного варіанта вузла відповідно до даного винаходу, виконаного у вигляді ізолятора для кабелю високої напруги; на Фіг.24 поданий схематичний вигляд у перспективі, що ілюструє краще застосування ізолятора, показаного на Фіг.23. На Фіг.1 поданий вузол 10, створений у відповідності зі способом згідно з даним винаходом і призначений для поділу на два вузли, що описуватиметься нижче відносно до Фіг.5 і 6 . Відповідно до способу виготовлення вузла, що містить болтовий кріпильний пристрій, використовуваного в посиленому волокном конструктивному елементі, спочатку виготовляють елемент серцевини. Елемент серцевини може бути виготовлений з будь-якого придатного матеріалу, включаючи матеріали на основі пластиків, деревини, металу, або з композитних матеріалів, причому ці матеріали мають бути сумісні з матеріалами посиленого волокном конструктивного елемента, а це означає, що матеріали елемента серцевини, подібно до інших матеріалів, використовуваних згідно з технологією, що відповідає даному винаходові, мають бути сумісні з рештою матеріалів, тобто не вступати в реакцію один з одним із здійсненням хімічного процесу, а можливість механічного об'єднання або механічного зв'язку означає, що матеріали можуть бути з'єднані один з одним з одержанням єдиної конструкції й при цьому вони переважно мають по суті ідентичні механічні характеристики, що стосуються коефіцієнта розширення й механічної міцності, наприклад міцності на розрив і на зріз. Відповідно до кращого на даний час варіанта здійснення способу, виконуваного згідно з даним винаходом, отримане формуванням при витягуванні тіло для серцевини переважно використовують так, як показано на Фіг.2. На Фіг.2 пристрій для формування за допомогою витягування, в цілому, позначений позицією 30 і подає зі свого вихідного отвору стрижень 32, тобто стрижень з циліндричною конфігурацією, виготовлений зі смоли, наприклад, з поліефіру, вінілового ефіру, або фенолу, або з епоксиду, в який закладено посилювальне волокно, наприклад скловолокно, вуглецеве волокно або волокно з кевлару. Стрижень або тіло 32, отримане при витягуванні, розрізають на окремі елементи, один з яких позначений позицією 12, за допомогою різального пристрою, схематично поданого у вигляді пилки 34. На протилежних кінцях тіла або стрижня 12 виконані конічні кінцеві частини, причому їх створюють за допомогою пристрою для механічної обробки, наприклад різального пристрою 36, схематично поданого на Фіг.2. Різальний пристрій 36 створює конічні кінцеві частини, позначені позицією 20 на протилежних кінцях тіла 12 серцевини. На додатковій стадії способу виготовлення вузла 10, показаного на Фіг.1, болтові кріпильні пристрої 22 встановлюють на протилежних кінцях елемента 20 серцевини, як показано на Фіг.3. Подібно до елемента 12 серцевини, болтові кріпильні пристрої 22 переважно мають круглу циліндричну конфігурацію поперечного перерізу, причому на одному їхньому кінці знаходиться конічне поглиблення 20', що йому надана така конфігурація, щоб воно відповідало конічній кінцевій частині 20 елемента 12 серцевини. Кожен з болтових кріпильних пристроїв 22, крім того, виконаний з наскрізним каналом, що сполучається з конічним поглибленням 20' і утворює вузьку центральну частину 25 і ширшу частину 24, що сполучається із зовнішньою частиною і призначена для взаємодії з різьбовим стрижнем 28, як показано внизу ліворуч на Фіг.3. Болтовим кріпильним пристроям може бути надана інша конфігурація, наприклад, вони взагалі можуть мати конічну конфігурацію, що звужується від одного кінця до іншого, наприклад, від зовнішнього кінця до внутрішнього або від внутрішнього кінця до зовнішнього. Як варіант, болтові кріпильні пристрої 22 можуть бути виконані з виступаючими назовні фланцями. У ще одному варіанті болтові кріпильні пристрої можуть бути виконані з наскрізним каналом з іншою конфігурацією, в якому різьбова частина сполучається з конічним поглибленням без проміжної вузької циліндричної частини каналу, У ще одному варіанті можна обійтися без різьбового каналу, оскільки болтовий кріпильний пристрій може бути виконаний у вигляді пристрою, що має виступаючий назовні стрижень з різзю, що утворює болт. Виконання взаємодіючих конічної кінцевої частини й конічного поглиблення 20і у кожному з болтових кріпильних пристроїв 22 забезпечує відмітну ознаку, що полягає в самоцентруванні й самовирівнюванні, оскільки болтовий кріпильний пристрій 22 завдяки взаємодії між конічною кінцевою частиною 20 і конічним поглибленням 20' має тенденцію утримуватися в передбаченій вирівняній орієнтації, при якій круглі циліндричні кріпильні пристрої 22 утворюють циліндричні продовження центральної частини елемента 12 серцевини. Субблок, що містить тіло серцевини і два болтові кріпильні пристрої 22, подані на Фіг.3, як показано на Фіг.4, вводять у пристрій 40 для формування витягуванням, що містить приймальну ділянку 46, при цьому описаний вище субблок з великою кількістю інших субблоків, що спільно утворюють безперервну колону, вводять у приймальну ділянку 46 пристрою 40 разом із стрічками з посиленого волокнами матеріалу, причому стрічки показані ліворуч на Фіг.4, і дві з них позначені позиціями 42 і 44. З приймальної ділянки 46 колону 48, що включає в себе вирівняні субблоки, охоплені по окружнпстг-матеріалами, посиленими волокном, уводять у пристрій 50 для нанесення смоли і для її нагрівання й отвердження, що сполучається з резервуаром 52, призначеним для подання смоли до пристрою. Вихідна матриця пристрою 50 позначенапозицією 54 і забезпечує надання заданої конфігурації колоні 56, подаваній з матриці 54 пристрою 50, при цьому колону 56 уводять у тягнучий пристрій 58 для її витягування з матриці 54 пристрою 50. З тягнучого пристрою 58 колону 56 подають до різального пристрою 60, що розділяє колону 56 на окремі ділянки, що утворюють вузол 10, також показаний на Фіг.1, при цьому різання колони 56 на ділянки або вузли 10 виконують одночасно з поданням субблоку, що містить тіло 12 серцевини, утворене кінцевою частиною, що покриває болтовий кріпильний пристрій 22, до вхідного кінця пристрою 40 для формування витягуванням. У випадку альтернативного процесу створення субблоку, з якого виготовляють вузол 10, показаний на Фіг.1, болтові кріпильні пристрої 22 і елемент 12 серцевини фіксують за допомогою адгезійного зчеплення з циліндричним корпусом, що переважно виготовляється за допомогою формування витягуванням і представляє собою описаний вище корпус 26. Передбачається, що фіксація за допомогою адгезійного зчеплення з корпусом 26, створеним за допомогою витягування, і технологія фіксації болтових кріпильних пристроїв 22 і елемента 12 серцевини відносно до корпуса в процесі формування витягуванням являють собою технічні еквіваленти. На Фіг.1 елемент 12 серцевини показаний разом із болтовим кріпильним пристроєм 22, при цьому розкритий нарізний канал 24, який сполучається з каналом 25, і, крім того, розкрита звужувана або конічна кінцева частина 20 елемента серцевини 12. На Фіг.1 також зображений зовнішній корпус, виконаний за допомогою процесу формування витягуванням, описаного вище з посиланням на Фіг.4, при цьому корпус позначений позицією 26. На Фіг.1 додатково показана конфігурація вузла 10, яка утворює увігнуту верхню поверхню 14, протилежну опуклу або круглу циліндричну донну поверхню 18 і протилежні паралельні плоскі поверхні 18. Опукла/увігнута конфігурація, подана на Фіг.1, як описуватиметься нижче з посиланням на Фіг.7 і 10, забезпечує можливість розташування вузла з болтовим кріпильним пристроєм, утворюваного з вузла 10, за допомогою розташування опуклої зовнішньої поверхні 16 або одного вузла з болтовим кріпильним пристроєм шляхом накладення на увігнуту поверхню 14 і часткового заходження на цю поверхню суміжного вузла з болтовим кріпильним пристроєм. З вузла 10, поданого на Фіг.1, утворені два болтові кріпильні пристрої, як показано на Фіг.5, причому це виконують за допомогою різання вузла 10 навпіл вздовж лінії, вказаної пунктиром і позначеної позицією 64. Різальний пристрій схематично показаний у вигляді пилки 62. Вузол 10, розрізаний навпіл, показаний на Фіг.6 у вертикальному перерізі, при цьому розкрита лінія поділу 64, що утворює протилежні похилі поверхні 66 кожного з двох болтових кріпильних пристроїв, утворених з вузла 10. Кожен вузол з болтовим кріпильним пристроєм, що утворює одну половину вузла 10, містить у собі звужувану відрізану частину елемента 12 серцевини і болтовий кріпильний пристрій 22, прикріплений до елемента 12 серцевини за допомогою корпуса 26, отриманого формуванням за допомогою витягування. За допомогою створення похилої поверхні 66 утворений вузол неправильної форми з болтовим кріпильним пристроєм, що підвищує здатність фіксації цього вузла всередині готової конструкції, посиленої волокном, і, крім того, забезпечуватиметься велика поверхня контакту між центральним елементом 12 серцевини і кінцевою конструкцією, посиленою волокном. Можливість розташування окремих вузлів з болтовим кріпильним пристроєм з орієнтацією, що відрізняється від прямолінійної орієнтації, показана на Фіг.7, при цьому три окремі вузли з болтовим кріпильним пристроєм об'єднані у вигляді конструкції, в цілому позначеної позицією 70, причому вона містить три болтові кріпильні вузли, розташовані так, що увігнута поверхня 14 одного з болтових кріпильних вузлів заходить на опуклу поверхню 16 суміжного болтового кріпильного вузла з одержанням у цілому кутової орієнтації. Посилена волокном конструкція, що охоплює складану конструкцію, показану на Фіг.7, позначена позицією 72. На Фіг.8 подана дещо змінена конфігурація вузла з болтовим кріпильним пристроєм, при цьому круглі увігнуті й опуклі поверхні 14 і 16 замінені увігнутою й опуклою поверхнями, що мають плоскі твірні. За допомогою плоскої конфігурації увігнутої поверхні 14', яка має конфігурацію, відповідну конфігурації опуклої поверхні 16' вузлів з болтовими кріпильними пристроями, окремі вузли, як показано на Фіг.8, можуть бути об'єднані з одержанням конструкції, у якій буде гарантоване належне прямолінійне розташування окремих вузлів з болтовим кріпильним пристроєм, і таке розташування буде збережене за допомогою виконання відповідних опуклих і увігнутих поверхонь вузлів. Комбінацію, загалом, чотирьох вузлів з болтовим кріпильним пристроєм відповідно до Фіг.8 у цілому позначено позицією 70'. Зі складаної конструкції, показаної на Фіг.8, одержують посилений волокном конструктивний елемент при подальшій екструзії, формуванні витягуванням, або ручному або автоматизованому процесі виготовлення з посиленням волокнами шляхом нанесення посилювальних волокон і смоли на комбінацію кріпильних вузлів і виконання конфігурації конструктивного елемента відповідно до кращої геометрії готового виробу. Готовий виріб використовують, наприклад, як показано на Фіг.9, разом із І-подібною балкою 76, що несе навантаження, при цьому болтові стрижні 28, що заходять у болтові кріпильні пристрої вузлів, показаних на Фіг.8, кріплять до І-подібної балки 76 за допомогою окремих гайок 74. Криволінійна конструкція, показана на Фіг.7, як варіант, може використовуватися для кріплення, наприклад, до плоского пластинчастого елемента 78, що показано на Фіг.10. Як згадано вище, болтовим кріпильним пристроям 22, описаним вище з посиланнями на Фіг.1-6, переважно може надаватися конічна або еліптична форма для поліпшення їхньої фіксації всередині корпуса 26, отриманого формуванням за допомогою витягування. На Фіг.11 а-11 с подані різноманітні способи посилення фіксації болтових кріпильних пристроїв усередині корпуса. Далі компоненти або елементи, ідентичні компонентам або елементам, описаним раніше, позначені тими самими позиціями, що й позиції, використовувані раніше, тоді як компоненти або елементи, що відповідно відрізняються геометрично від раніше описаних компонентів або елементів, що мають те саме призначення, що й раніше описані компоненти або елементи, позначені тими самими позиціями, але з додаванням відмітки, що вказує на геометричну відмінність. На Фіг.11а болтовий кріпильний пристрій 22' відрізняється від описаного вище болтового кріпильного пристрою 22, показаного на Фіг.3, тим, що зовнішня поверхня пристрою 22' являє собою грубшу або шорсткішу структуру, що призводить до створення нерівної зовнішньої поверхні, яка покращує кріплення болтового кріпильного пристрою 22' до корпуса 26', отриманого формуванням за допомогою витягування. На Фіг.11a груба або шорстка зовнішня поверхня болтового кріпильного пристрою 22' для ясності показана дещо перебільшеною порівняно до реальних грубих або шорстких поверхонь. На Фіг.11b поданий інший спосіб посилення кріплення болтового кріпильного пристрою 22" до корпуса 26", при цьому болтовий кріпильний пристрій 22'' виконаний із зовнішніми гребенями, що утворюють множину зовнішніх нарізок з лівобічною і з правобічною конфігурацією, що служать для забезпечення міцного закладання гребенів у полімерний матеріал зовнішнього корпуса 26". На Фіг.11с поданий ще один альтернативний варіант способу посилення зчеплення між болтовим кріпильним пристроєм 22'" і корпусом 26'", отриманим формуванням за допомогою витягування. Відповідно до Фіг.11с зовнішній кінець болтового кріпильного пристрою 22'" виконаний з дрібною зовнішньою нарізкою 23'", у яку заходять посилювальні волокна і смола перед тим, як болтовий кріпильний пристрій 22'" разом з тілом серцевини 12'" переміщуватиметься через пристрій для формування витягуванням, наприклад, через пристрій, додатково показаний на Фіг.4. Для забезпечення різання колони, з якої нарізають вузли відповідно до даного винаходу, наприклад колони 56, показаної на Фіг.4, може бути використана розпірна деталь, наприклад деталь 80, показана на Фіг.12а. Деталь 80 містить по центру круглий циліндричний диск 82, з протилежних боків якого виступають співвісні з ним пальці 84. Деталь 80 звичайно використовують у комбінації з болтовим кріпильним пристроєм, як-от два болтові кріпильні пристрої 22iv, показані на Фіг.12b, для утримування суміжних кінців пристроїв 22iv на відстані один від одного і для можливості легкого переміщення різального пристрою через зовнішній корпус, отриманий витягуванням, який на Фіг.12b не показаний, і через розпірну деталь 80, яка переважно являє собою деталь, попередньо відлиту з пластика, наприклад, з поліетилену або поліпропілену, або деталь з подібного пластикового матеріалу. На Фіг.14а поданий спосіб використання з'єднувального елемента, посиленого вуглецевим волокном, у комбінації з гайкою. На Фіг.14а гайка 22v охоплена корпусом 26v на зовнішньому кінці тіла серцевини 12v. Зцентрована з гайкою 22V, посилена вуглецевим волокном втулка або з'єднувальний елемент 27, охоплена отриманим за допомогою витягування корпусом 26v для можливості утримування гайки 22v на відстані від зовнішнього кінця вузла 10v і одночасно за допомогою забезпечення посиленої вуглецевим волокном втулки 27 буде отриманий жорсткий вузол. На Фіг.14b поданий інший спосіб центрування болтового кріпильного пристрою відносно до тіла серцевини, при цьому тіло серцевини 12V1 виконане із зовнішнім, співвісно розташованим пальцем 20vi, на якому встановлений болтовий кріпильний пристрій або гайка 22vi. На Фіг.13 поданий пристрій 40iv для формування витягуванням, в основному відповідний пристрою 40, описаному вище з посиланням на Фіг.4, проте він відрізняється від описаного вище пристрою тим, що у вхідній ділянці 46 колона з тіл серцевини 12iv і болтових кріпильних пристроїв 22iv додатково містить у собі розпірні деталі 42 для створення колони 48iv, що включає в себе болтові кріпильні пристрої 22iv, утримувані на відстані один від одного за допомогою розпірних деталей 42. З пристрою 50 для отвердження подають колону 56iv, що має квадратний поперечний переріз або конфігурацію, яка відрізняється від описаної вище конфігурації вузла 10. Спосіб забезпечення розпірної деталі 80 для підтримування зовнішніх кінців болтових кріпильних пристроїв 22iv, описаний вище з посиланням на Фіг.12b, може бути змінений для утримування зовнішніх кінців болтових стрижнів, що заходять у болтові кріпильні пристрої так, що вони відстоять один від одного. Відповідно до Фіг.15 створене тіло 80vii виконане з пластика за допомогою попереднього лиття, яке має круглу циліндричну конфігурацію із зовнішнім діаметром, що відповідає зовнішньому діаметру болтових кріпильних пристроїв 22vii, а також має канали з нарізною нарізкою для заходження зовнішніх кінців стрижнів 28vii болтів. Після завершення процесу витягування за допомогою пристрою для формування витягуванням, наприклад пристрою, показаного на Фіг.4, або, як варіант, на Фіг.13, колону, отриману витягуванням, ріжуть за допомогою різального пристрою 10, як показано на Фіг.4 і 13, при цьому різальний пристрій переміщується у проміжок між двома зовнішніми кінцями стрижнів 28vii болтів, що заходять у розпірну деталь 80vii. Спосіб формування витягуванням у вигляді одного цілого, виконуваний відповідно до даного винаходу, також забезпечує можливість використання з'єднувального елемента, витягнутого як одне ціле у вигляді вузла згідно з даним винаходом для використання як нарізного пристрою для створення внутрішньої нарізки у виконуваному за допомогою витягування корпусі, як показано на Фіг.16а і 16b. Як показано на Фіг.16а, кінцева частина вузла 10ix згідно з даним винаходом містить у собі корпус 26ix, відформований витягуванням, у якому вкладене тіло серцевини 12ix разом з тілом 22ix нарізного елемента, яке складається зі стрижня 25ix, що виходить із зовнішнього кінця вузла 10ix і що включає в себе велику нарізку 24ix, яка закладена в отриманий витягуванням корпус 26ix. Зовнішня поверхня нарізки 24ix з'єднувального елемента 22ix виконана з ковзним покриттям, наприклад покриттям з політетрафторетилену, порошковим покриттям або жировим покриттям, що забезпечує можливість видалення з'єднувального елемента 22ix з нарізкою із вузла 10ix, як показано на Фіг.16b, на якому з'єднувальний елемент 22ix від'єднаний від іншої частини вузла 10ix, розкриваючи внутрішню нарізку на отриманому витягуванням корпусі 26ix, спершу утворену зовнішньою нарізкою 24ix з' єднувального елемента 22ix. Відформований витягуванням корпус 26ix може бути використаний для заходження в нього частини роликової опори, наприклад роликової опори 60, поданої на Фіг.17, що заходить у корпус 26ix вузла 30ix, наприклад, за допомогою різьбових витків, показаних на Фіг.16а і 16b, або як варіант, зафіксованої відносно до внутрішньої стінки корпуса 26ix за допомогою адгезійного складу, що заповнює порожнини внутрішньої різі корпуса 26ix, яка спершу утворена з'єднувальним елементом 22ix з нарізкою. Роликова опора 60 містить опорну частину 62, прикріплену до зовнішнього кінця вузла 10ix, як уже було описано, і приєднана за допомогою вала 64 до барабана 66, утримуваного, наприклад, на підставці або на подібній опорі. На протилежному кінці вузла 10ix установлена подібна роликова опора 60. Конструкція, показана на Фіг.17, може бути застосована, наприклад, на виробничих підприємствах, на яких використовують стрічку на роликах яка, з одного боку, може піддаватися впливу агресивних рідин або газів і, з другого боку, може забезпечити конструкцію, що має невеличку вагу, що її легко переміщувати від одного місця до іншого. Описаний вище спосіб виготовлення за допомогою формування витягуванням у вигляді одного цілого також забезпечує можливість виготовлення вдосконалених, фасонних конструктивних елементів, наприклад Н-подібного конструктивного елемента 10х, показаного на Фіг.18, що його витягають з пристрою для ствердження 50 у пристрої для формування витягуванням, подібному до пристрою, описаного вище з посиланням на Фіг.4 і 13. У Н-подібний вузол, показаний на Фіг.18, входять два вертикальних бруси, кожен з яких має виконані за одне ціле з ним болтові кріпильні пристрої, болти або з'єднувальні елементи для можливості кріплення Н-подібного елемента до іншої будівельної конструкції. Кожен з вертикальних брусів вузла 10х позначений позицією 11х, а горизонтальна перемичка, що зв'язує один з одним два вертикальних бруси в Н-подібній конфігурації, позначена позицією 13х. Спосіб одержання вузла, що несе навантаження, який має з'єднувальні елементи, болтові кріпильні пристрої або болти, розташовані на протилежних кінцях для можливості використання елемента або вузла як несучого навантаження елемента відповідно до принципів даного винаходу, крім того, може бути об'єднаний зі способом вимірювання несучої здатності елемента за допомогою об'єднання з ним датчика, наприклад датчика вимірювання деформацій або подібного датчика сприйняття ударних дій у вузлі відповідно до даного винаходу. На Фіг.19 поданий вузол 10xi, що має два стрижні 28xi з нарізною нарізкою, що відходять від протилежних кінців круглого циліндричного корпуса 26xi, відформованого витягуванням. Усередині корпуса 26xi знаходяться дві втулки 22xi для заходження в них стрижнів 28xi з нарізною нарізкою. Всередині корпуса 26xi по центру встановлений датчик 90 сприйняття навантаження. Датчик 90 може містити в собі датчик деформації або подібний елемент, що сприймає ударну дію, і може бути виконаний так, як показано на Фіг.20. Датчик 90 сприйняття навантаження за допомогою двох пальців 92 приєднаний до втулки 22xi для передачі навантаження від втулок 22xi до датчика 90. Кожен з пальців 92, що передають навантаження, охоплений циліндричним корпусом, що на Фіг.19 вказаний пунктирною лінією і позначений позицією 94. Блок з датчиком сприйняття навантаження може бути виконаний так, як показано на Фіг.20, включаючи в себе індукційний контур 100 для одержання електричної енергії за допомогою індукції від зовнішнього збуджувального джерела, при цьому індукційний контур приєднаний до блока 102, що служить для подання електричної енергії до блоків 104 і 106 з електронною схемою. Блок 104 являє собою вхідний каскад посилення для одержання вхідного сигналу від сприймаючого елемента, наприклад, від датчика 108 деформації, і подає вихідний сигнал передавальному каскаду 106, який випромінює радіохвильовий сигнал до дистанційного приймача за допомогою антени 110. Зрозуміло, що схема, яка входить у датчик 90 сприйняття навантаження, описаний вище з посиланням на Фіг.20, може містити в собі будь-які звичайні елементи формування або перетворення сигналу, наприклад нелінійні підсилювальні каскади, каскади з аналогоцифровим перетворювачем тощо. Спосіб одержання дистанційних блоків фіксації даних добре відомий у цій галузі, причому докладного опису електронної схеми самого датчика сприйняття навантаження не наведено, оскільки виконання власне блока 90 з датчиком сприйняття навантаження не є частиною даного винаходу. На Фіг.21 показані два різних варіанти застосування блока з датчиком сприйняття навантаження, що містить вузол 10xi. Відповідно до Фіг.21 у даному випадку вузол 10xi застосований як конструктивний елемент для поєднання одна з одною двох секцій мосту, а в альтернативному випадку вузол застосований як елемент, що несе навантаження, для утримування сталевого троса несучої конструкції моста. На Фіг.21 також поданий приймальний пост для надходження даних від блока 90 з датчиком сприйняття навантаження, який містить приймальну антену 112, приєднану до приймального каскаду 114, що подає свій аналоговий або, як варіант, цифровий сигнал до вимірювального пристрою, утвореного персональним комп'ютером, позначеним позицією 116. На Фіг.22 показане використання множини вузлів 10xi; відповідно до Фіг.22 використовують взагалі п'ять вузлів 10xi для підвішування мосту 120 на сталевих тросах 122. На Фіг.22 пристрій для реєстрації даних подано у вигляді стійкого дротового з'єднання, що проходить від кожного з вузлів 10xi до персонального комп'ютера 116, що реєструє дані й має взагалі п'ять паралельних вводів, при цьому передбачається, що спосіб бездротової передачі, поданий на Фіг.21, легко може бути змінений на напівжорстке дротове з'єднання за допомогою використання спорідненої технології детектування із застосуванням приймального блока, встановленого поруч із кожним з вузлів 10Х1 для прийому даних або сигналів, що йдуть від блока з датчиком сприйняття навантаження, з одночасним збудженням блока 90 за допомогою подання збуджувального струму до індукційного контуру 100 кожного з блоків 90, укладених у вузлах 10xi. Здатність витримувати високі навантаження вузлом відповідно до даного винаходу також забезпечує можливість використання способу для альтернативного застосування, наприклад для ізоляторів високої напруги, як показано на Фіг.23 і 24. На Фіг.23 вузол, описаний вище відносно до Фіг.19, змінений шляхом видалення блока 90 з датчиком сприйняття навантаження і введення тіла серцевини 12хii для ізолятора високої напруги, утворюваного ущільненим порожнистим корпусом, у який уведений газ, що має високі ізоляційні властивості, наприклад SF6. Ізоляційне тіло серцевини 12хii має таке саме призначення, що й описане вище тіло серцевини 12, описане відносно до Фіг.1-6. Відповідно до Фіг.23 вузол 10хii додатково містить зовнішній корпус 26хii, відформований витягуванням, що охоплює ізоляційне тіло серцевини 12хii, і, крім того, дві ізоляційних втулки 94хii, що охоплюють по окружності й містять у собі втулки 22хii, у які заходять і вкладені пальці 18хii з нарізною нарізкою. На Фіг.23 додатково подані три куполоподібних зовнішніх ізоляційних елементи 118хii, призначення яких полягає в попередженні створення водою або вологою шляхів короткого замикання на зовнішній поверхні корпуса 26хii, що добре відомо в цій галузі як таке. На Фіг.24 представлено передбачене застосування вузла 10хii відповідно до Фіг.23 як ізолятора високої напруги, коли вузол 10хii звішується з кронштейну 124 для утримування проводів 126 високої напруги, підвішеного й утримуваного за допомогою хрестоподібного монтажного елемента 128, прикріпленого до зовнішнього кінця одного з пальців, що мають нарізну нарізку, 18хii вузла 10хіі. У даному описі використовувані терміни формування витягуванням і витягування охоплюють спосіб створення і виготовлення елемента серцевини і субблоку. Проте терміни формування витягуванням і витягування в їхньому широкому тлумаченні охоплюють комбінований спосіб створення виробів, посилених волокном, включаючи такі відомі способи, як формоутворення витягуванням, намотування витягуванням тощо. Тому зрозуміло, що будь-який спосіб, охоплюваний згаданими вище термінами, або еквівалентні способи, що включають безперервне, напівбезперервне або переривчасте виготовлення елементів, наприклад елементів серцевини і субблоків, слід уважати еквівалентними способові формування витягуванням, наведеному в даному описі. Хоча даний винахід описаний вище з посиланням на конкретні, кращі на даний час варіанти його здійснення, кваліфікованим спеціалістам у цій галузі буде очевидний ряд модифікацій і змін, причому такі модифікації й зміни варто розглядати як частину даного винаходу без обмеження обсягу винаходу описаними вище варіантами його здійснення. Винахід радше варто витлумачувати в термінах відповідно до представлених пунктів формули. Зрозуміло, що обсяг захисту, визначений представленими пунктами формули, не охоплює геометричну конфігурацію вузла 10, показану на Фіг.1-6, як-от зовнішню геометричну форму елемента у вигляді "кедрової шишки", тоді як вузли з іншою конфігурацією, що мають зовнішню поверхню зі спеціальною конфігурацією, наприклад вузли, що спільно утворюють конструкцію, показану на Фіг.8, слід уважати частиною обсягу захисту, визначеного пунктами формули винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make fibre reinforced structural element, method to make unit with bolt fixture, bolt or assembly with fixture element to use in fibre reinforced structural element, fibre reinforced structural element and assembly with bolt fixture.
Автори англійськоюThorning Henrik
Назва патенту російськоюСпособ изготовления конструктивного элемента, усиленного волокном, способ изготовления узла с болтовым крепежным устройством, болтом, или узла с соединительным элементом для использования в усиленном волокном конструктивном элементе, усиленный волокном конструктивный элемент и узел с болтовым крепежным устройством.
Автори російськоюТорнинг Хенрик
МПК / Мітки
МПК: F16B 17/00, B29C 70/00, B29C 70/04
Мітки: з`єднувальним, конструктивного, використання, вузла, пристроєм, елемента, посиленого, кріпильним, волокном, спосіб, болтом, болтовим, виготовлення, елементом, посиленому
Код посилання
<a href="https://ua.patents.su/14-78535-sposib-vigotovlennya-konstruktivnogo-elementa-posilenogo-voloknom-sposib-vigotovlennya-vuzla-z-boltovim-kripilnim-pristroehm-boltom-abo-vuzla-zi-zehdnuvalnim-elementom-dlya-vikoris.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення конструктивного елемента, посиленого волокном, спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з`єднувальним елементом для використання в посиленому волокном к</a>
Спосіб виготовлення напівпровідникового елемента з окремо розміщеним в підкладці з’єднувальним елементом, а також напівпровідниковий елемент, виготовлений цим способом

Номер патенту: 57865
Опубліковано: 15.07.2003
Автори: Кукс Андреас, Какошке Рональд, Плаза Гюнтер, Штокан Регіна, Браун Хельга
МПК: H01L 27/02
Мітки: з`єднувальним, виготовлений, цим, розміщеним, елементом, підкладці, елемент, способом, спосіб, виготовлення, окремо, також, напівпровідниковий, напівпровідникового, елемента
Формула / Реферат:
1. Спосіб виготовлення напівпровідникового елемента, що містить щонайменше частково розміщену у підкладці з'єднувальну систему, причому він містить щонайменше один розміщений у напівпровідниковій підкладці електропровідний з'єднувальний елемент (24) і щонайменше один розміщений на напівпровідниковій підкладці електропровідний з'єднувальний елемент (14, 18), причому спосіб узгоджений зі способом виготовлення МОН-транзисторів щонайменше двох...
Спосіб виготовлення антифрикційного матеріалу, елемент вузла тертя і спосіб виготовлення елемента вузла тертя
Номер патенту: 50371
Опубліковано: 15.10.2002
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
Мітки: спосіб, матеріалу, антифрикційного, елемент, виготовлення, тертя, елемента, вузла
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Захисний елемент (варіанти), спосіб виготовлення захисного елемента, захищений від підробки документ та банкнота з захисним елементом
Номер патенту: 74910
Опубліковано: 15.02.2006
Автор: Хайм Манфред
МПК: B42D 15/00
Мітки: варіанти, банкнота, захисного, документ, захисним, захищений, підробки, захисний, елемент, спосіб, виготовлення, елементом, елемента
Формула / Реферат:
1. Захисний елемент (1), що має основу (10), на яку нанесене перше покриття (40) з магнітного матеріалу, що утворює перший код і друге покриття (30) з електропровідного матеріалу, що утворює другий код, а також забезпечений третім оптичним кодом (20), що оптично зчитується, який щонайменше на локальних ділянках утворений третім покриттям (50) з немагнітного та неелектропровідного матеріалу, яке покриває щонайменше окремі ділянки захисного...
Спосіб виготовлення суцільного стержня відкидного клапана для аерозольного балончика та відкидний клапан для аерозольного балончика з кріпильним ковпачком
Номер патенту: 47528
Опубліковано: 15.07.2002
Автори: Коланус Гюнтер, Перікард Луїс, Ебпленелп Роберт Г.
МПК: B23P 15/00
Мітки: відкидного, аерозольного, клапана, ковпачком, клапан, виготовлення, спосіб, суцільного, кріпильним, стержня, балончикa, відкидний
Формула / Реферат:
1. Спосіб виготовлення суцільного стержня відкидного клапана для аерозольного балончика з віссю стержня та чашкою стержня, що включає лиття під тиском осі стержня і чашки стержня та утворення впускного каліброваного отвору в осі стержня, який відрізняється тим, що у зовнішній стінці осі стержня, суміжній з одним кінцем осі стержня, утворюють кільцеву канавку, формують порожній випускний канал в осі стержня та принаймні один поперечний...
Вузол клапана для контейнера, збірний вузол вузла клапана і з`єднувального елемента, контейнер та спосіб дозування напою у контейнері
Номер патенту: 78263
Опубліковано: 15.03.2007
Автор: Ратс Пауль Хенрі
Мітки: контейнері, елемента, з'єднувального, клапана, вузол, збірний, напою, дозування, вузла, контейнера, контейнер, спосіб
Формула / Реферат:
1. Вузол клапана для контейнера, в якому розміщений внутрішній мішок для приймання напою, зокрема газованого напою, такого як пиво, в якому розташований клапан для напою, який сполучається на боці, повернутому до внутрішнього мішка, з внутрішнім простором мішка, а на протилежному боці має з'єднувальний елемент з втулкою, в якій розміщений дозуючий елемент для приведення в дію клапана для напою, який відрізняється тим, що клапан для напою на...
Попередній патент: Привід круглов’язальної машини
Наступний патент: Похідні індолілалкіламіну як ліганди 5-гідрокситриптаміну-6, спосіб їх одержання (варіанти), фармацевтична композиція на їх основі
Випадковий патент: Набір для куті