Спосіб напилення шару, який містить жир та цукор, на поверхню їстівного продукту
Номер патенту: 99823
Опубліковано: 10.10.2012
Автори: Машадо Луї, Тронсмо Карі, одюшон Люк, Бес Ніколя
Формула / Реферат
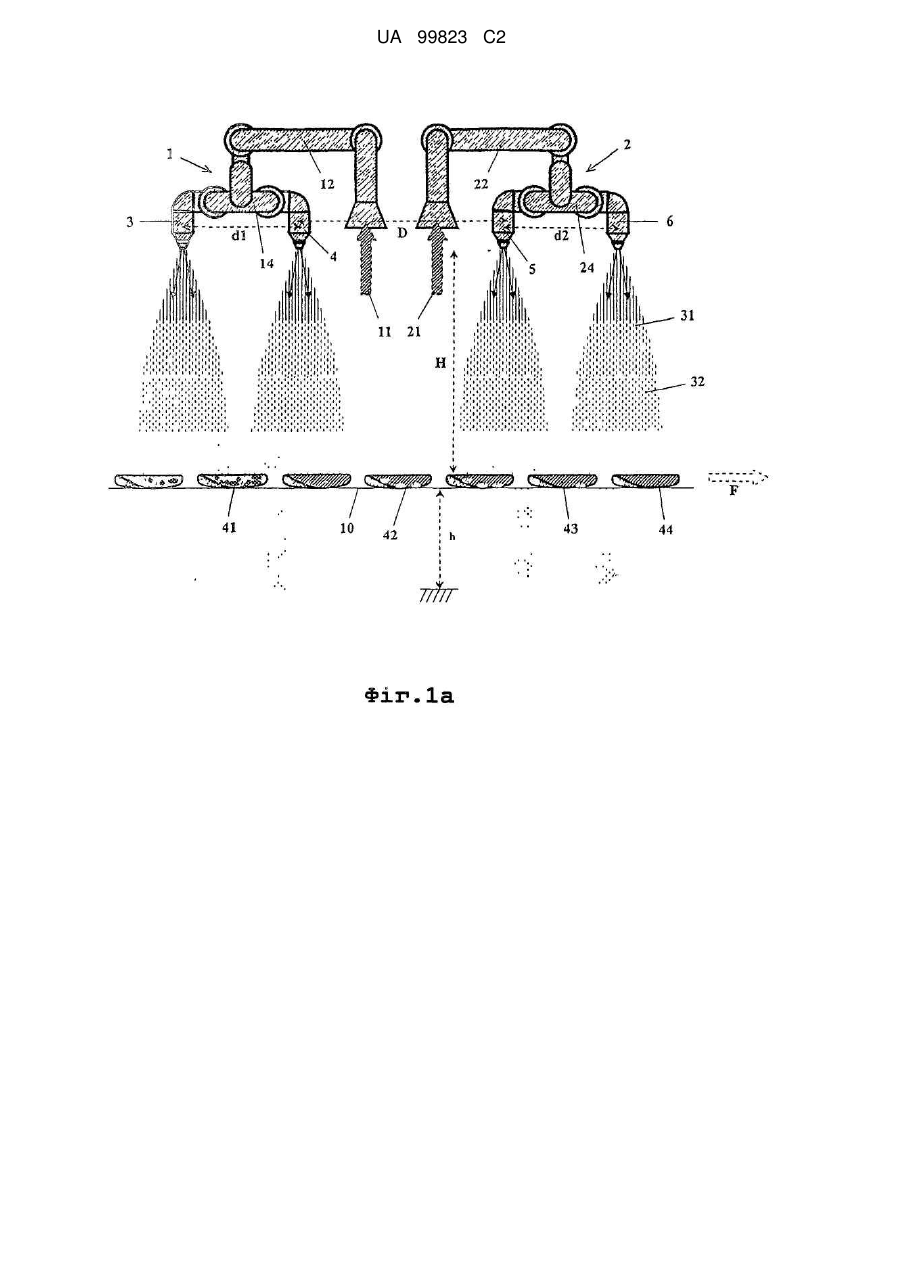
1. Спосіб напилення шару суміші, що містить принаймні жир та цукор, на їстівну продукцію, в якому продукт піддають принаймні двом етапам напилення, на кожному з яких хоча б одне сопло виробляє конусний струмінь із кутом a від 12° до 25°, переважно - 18°, та вертикальною віссю, причому зазначене сопло, що взаємодіє із продуктом, розташовується над ним на висоті Н від 200 мм до 800 мм, оптимальна висота - 300 мм - 650 мм, при цьому струмінь перед напиленням на продукт перетворюється на спрямований вертикально розпилений туман, що має суттєво циліндричну форму у розрізі.
2. Спосіб за п. 1, який відрізняється тим, що продукт є шоколадом або його замінниками.
3. Спосіб за п. 1 або 2, який відрізняється тим, що струмінь розпиленого туману має діаметр від 30 мм до 200 мм, переважно від 60 мм до 100 мм.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає два етапи напилення, часовий інтервал між якими становить від 1 до 5 секунд, переважно - 3 секунди.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає два етапи напилення, часовий інтервал між якими становить від 4 до 40 секунд, переважно - 20 секунд.
6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає три етапи напилення.
7. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає чотири етапи напилення.
8. Спосіб за будь-яким з пп. 6 або 7, який відрізняється тим, що включає два послідовні етапи напилення, часовий інтервал між якими становить від 1 до 5 секунд, переважно - 3 секунди.
9. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що включає два послідовні етапи напилення, часовий інтервал між якими становить від 4 до 40 секунд, переважно - 20 секунд.
10. Спосіб за п. 7, який відрізняється тим, що:
між першим та другим етапами напилення з одного боку і третім та четвертим етапами з іншого боку передбачений часовий інтервал (d1, d2) від 1 до 5 секунд, переважно - 3 секунди,
між другим та третім етапами напилення передбачений часовий інтервал D від 4 до 40 секунд, переважно понад 20 секунд.
11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що принаймні одне сопло розміщене між двома рядками продуктів, що рухаються.
12. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зазначений конусний струмінь утворюють під дією тиску повітря 1,5-4 бар, переважно - 1,8-3,8 бар.
13. Спосіб за п. 12, який відрізняється тим, що пропускна спроможність вказаного сопла становить від 1,4 до 2,5 г/с, переважно - від 1,6 до 2,3 г/с.
14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що загальний вміст жиру в шоколаді становить від 33 % до 42 %, переважно від 35 % до 39 %.
15. Спосіб за п. 14, який відрізняється тим, що рівень в'язкості, виміряної при температурі 40 °С, становить від 700 мПа/с до 1300 мПа/с, переважно від 900 мПа/с до 1100 мПа/с.
16. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що їстівний продукт має випуклу поверхню з радіусом кривизни від 25 мм до 32 мм, та площею від 20 см2 до 30 см2.
17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщина шоколадного шару на їстівному продукті становить від 0,36 мм до 0,52 мм, переважно - 0,43 мм.
18. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що між двома етапами напилення передбачено етап глазурування.
19. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після етапів нанесення шоколаду та під час етапу кристалізації шоколадного шару виконують кінцевий етап нанесення глазурувальної речовини, розведеної спиртом.
20. Спосіб за п. 19, який відрізняється тим, що глазурувальна речовина містить суміш очищеного шелаку, рослинної олії та гліцерину, розведену до рівня, меншого 15 %, у етанолі, переважно 7 % - 10 %.
21. Спосіб за п. 19 або 20, який відрізняється тим, що кінцевий етап виконують з розташуванням принаймні одного сопла на висоті Н від 90 мм до 120 мм від поверхні продукту.
22. Спосіб за пп. 19-21, який відрізняється тим, що на кінцевому етапі шоколадний шар є охолодженим до температури від 24 °С до 26 °С.
23. Спосіб за пп. 19-22, який відрізняється тим, що кінцевий етап виконують протягом 2-3 хвилин після етапу нанесення шоколаду, переважно через 2,5 хвилини.
24. Спосіб за пп. 19-23, який відрізняється тим, що на кінцевому етапі принаймні в одному з сопел встановлено тиск від 1,4 бар до 2 бар, переважно - 1,6 бар.
25. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що їстівний продукт має неправильну або фігурну форму.
26. Спосіб за п. 25, який відрізняється тим, що їстівним продуктом є бісквіт фігурної форми.
Текст
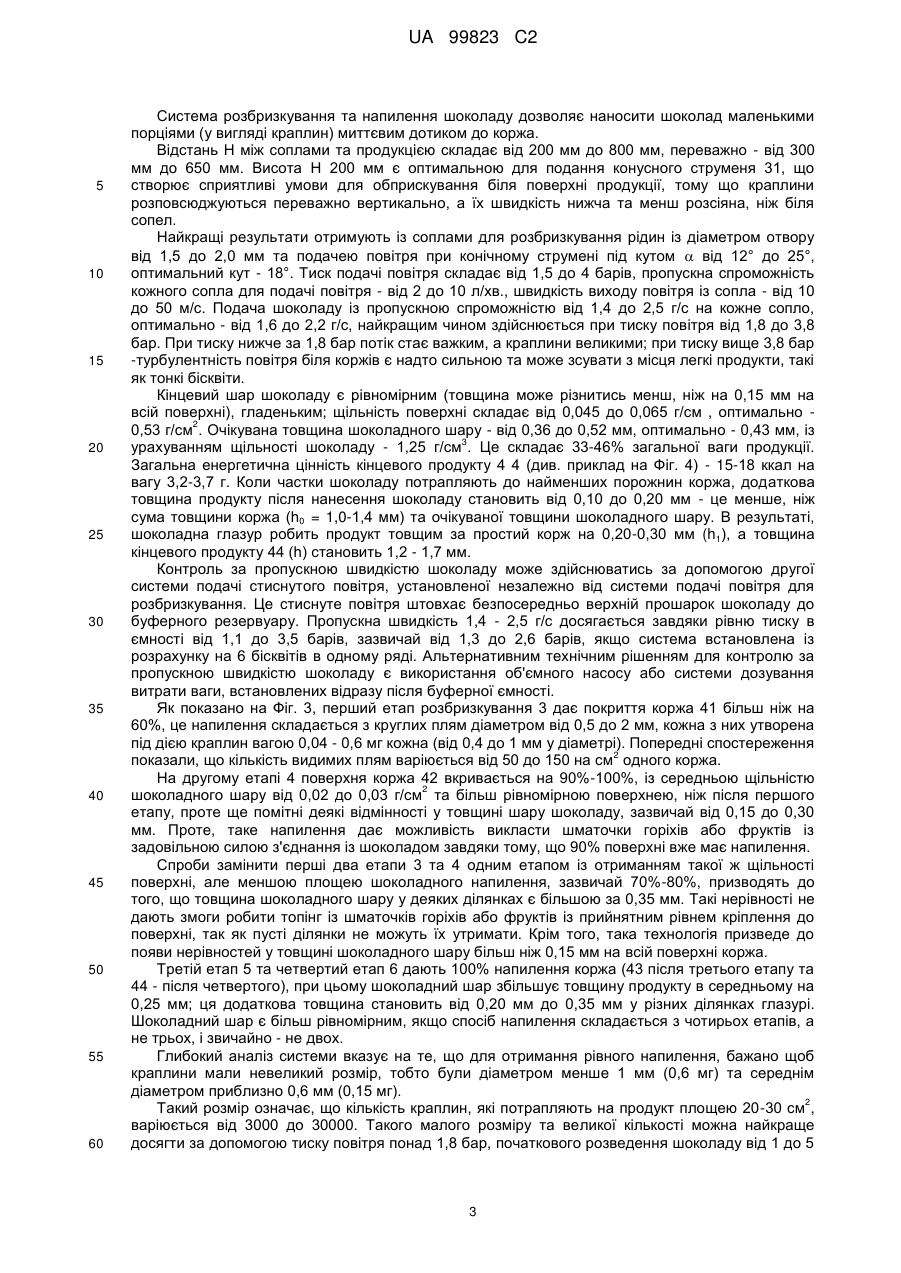
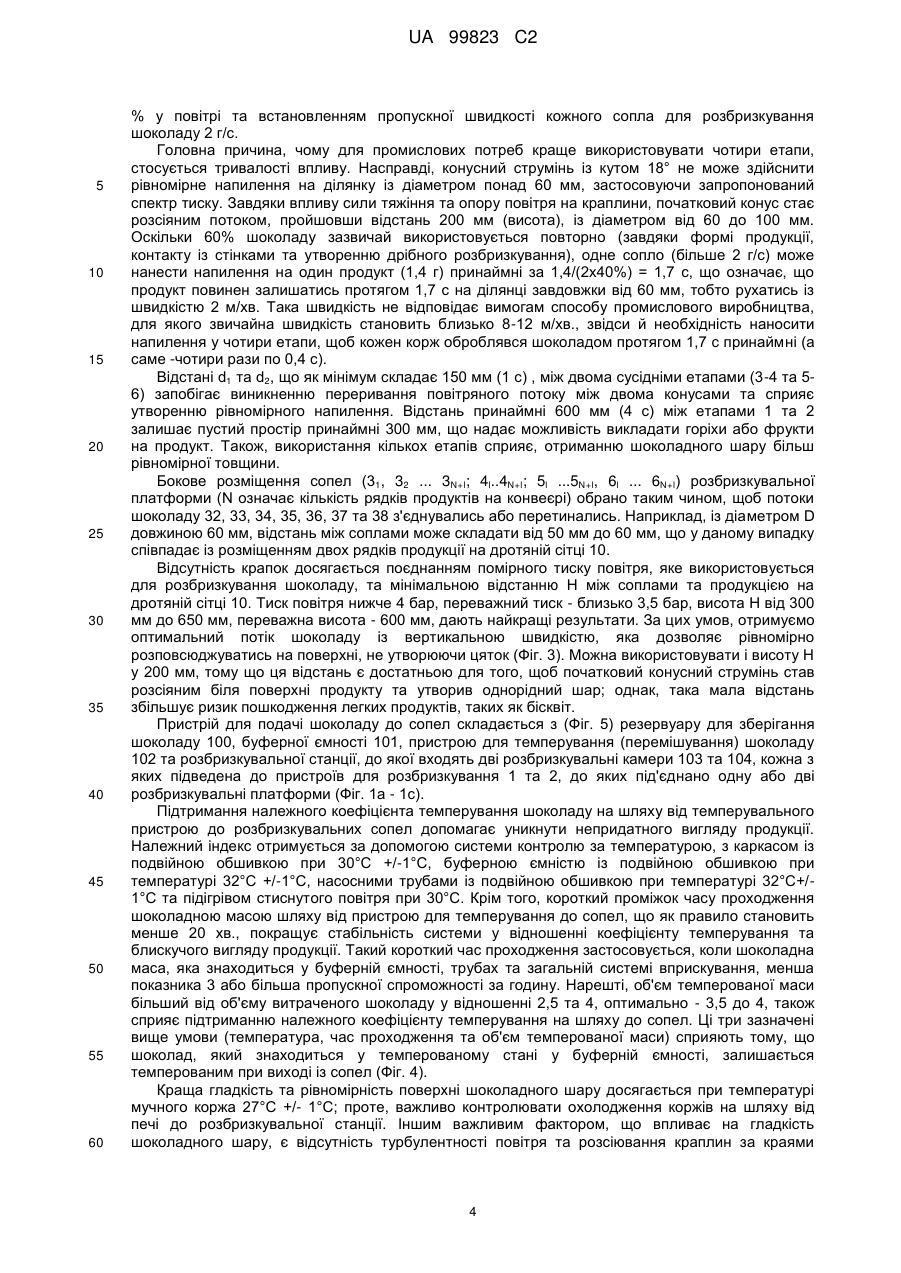
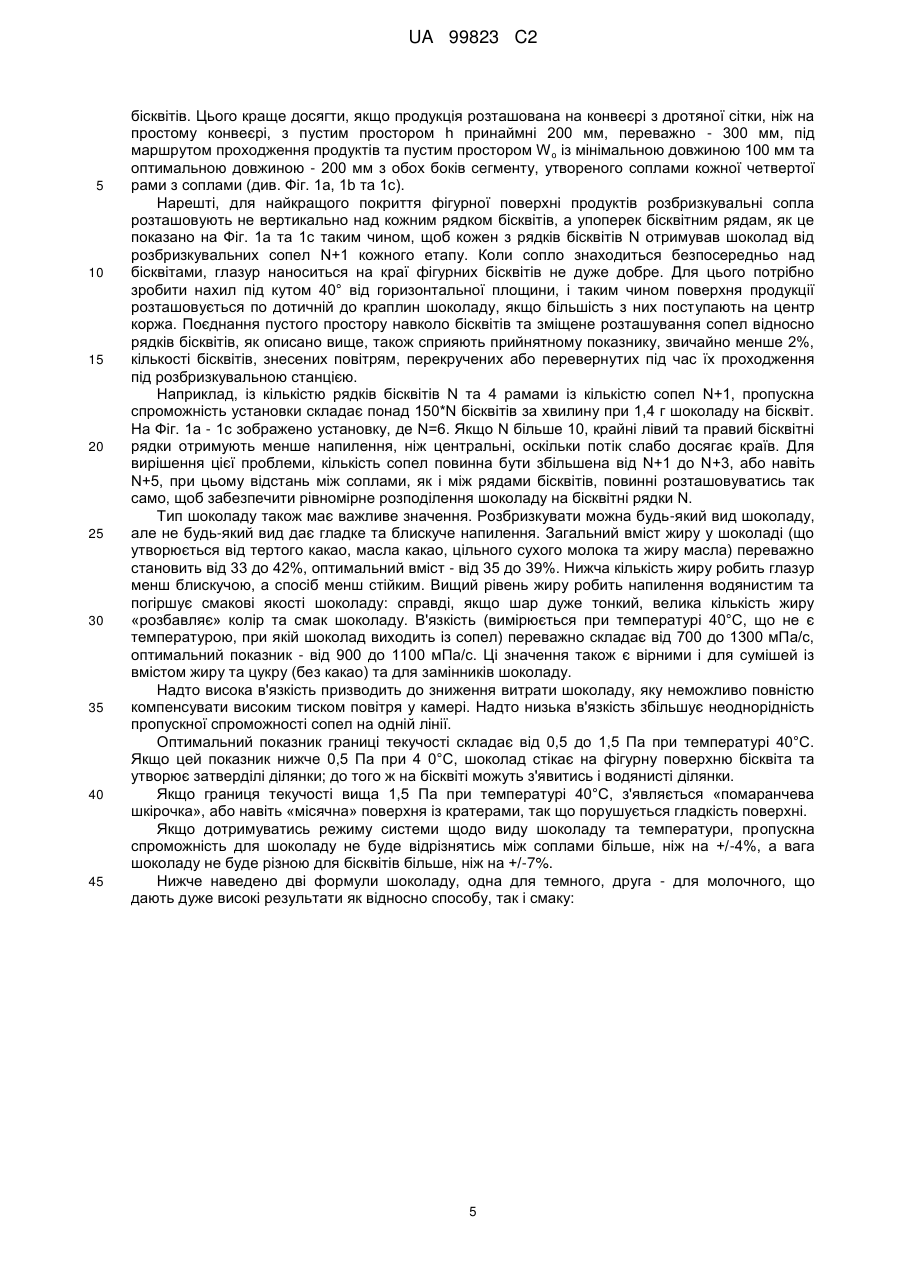
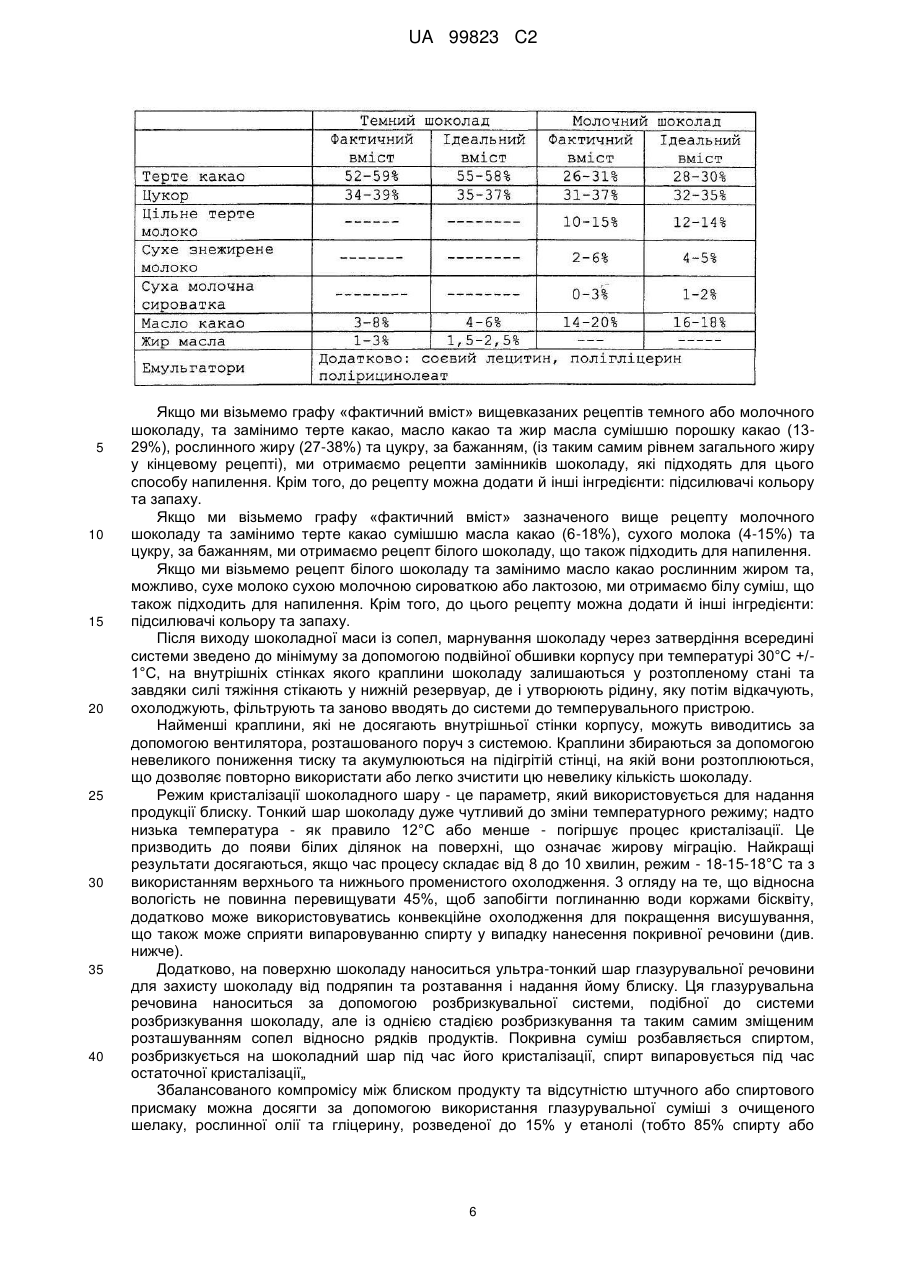
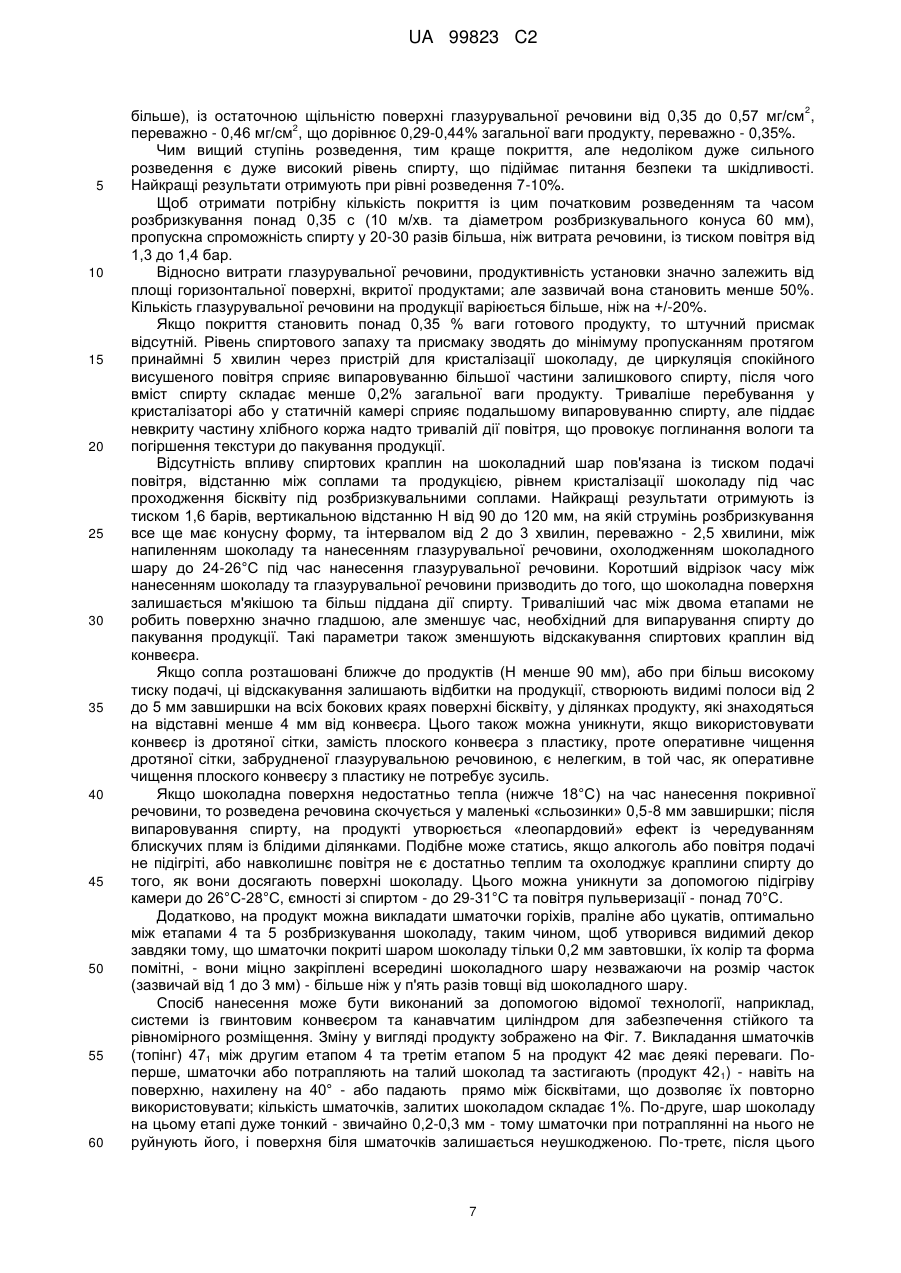
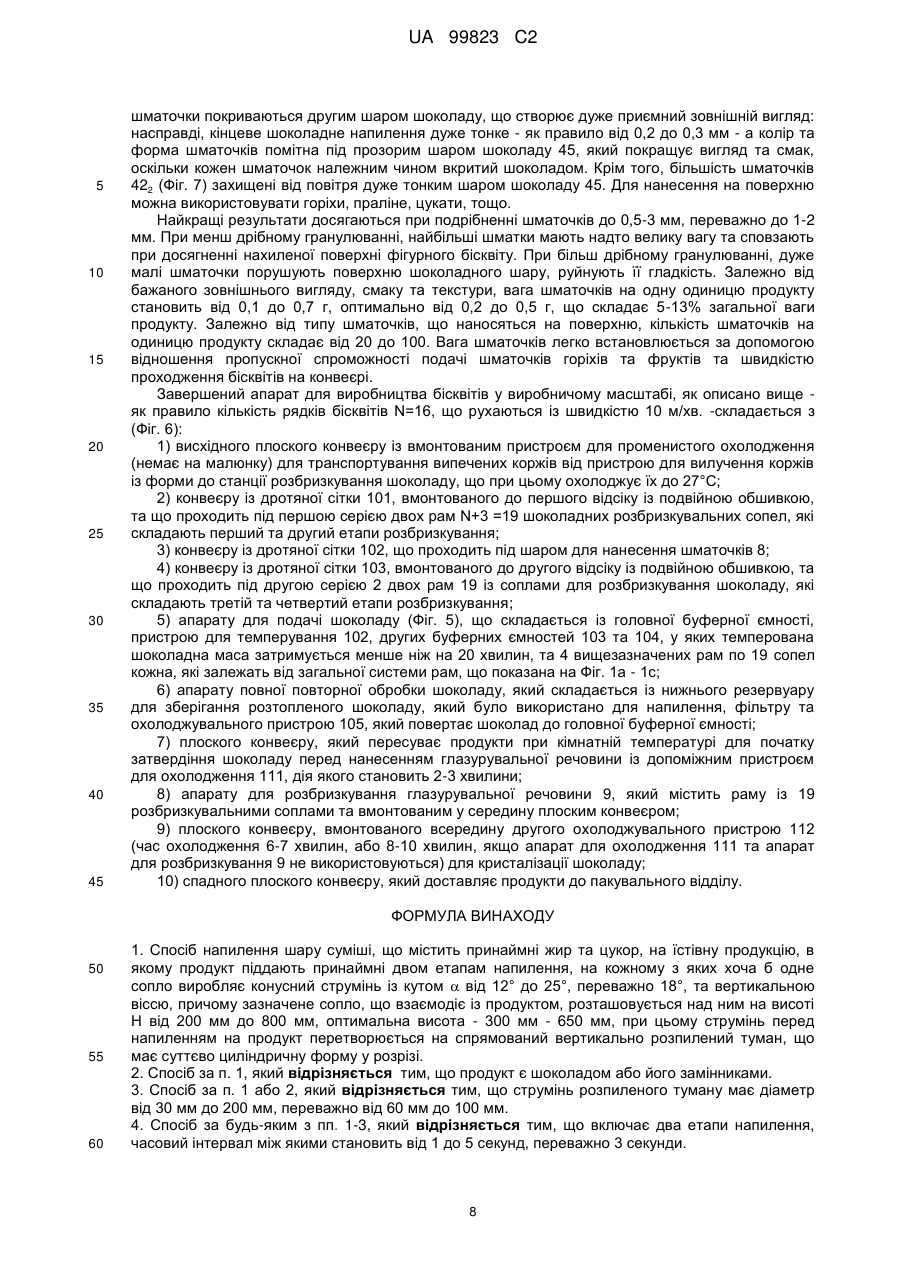
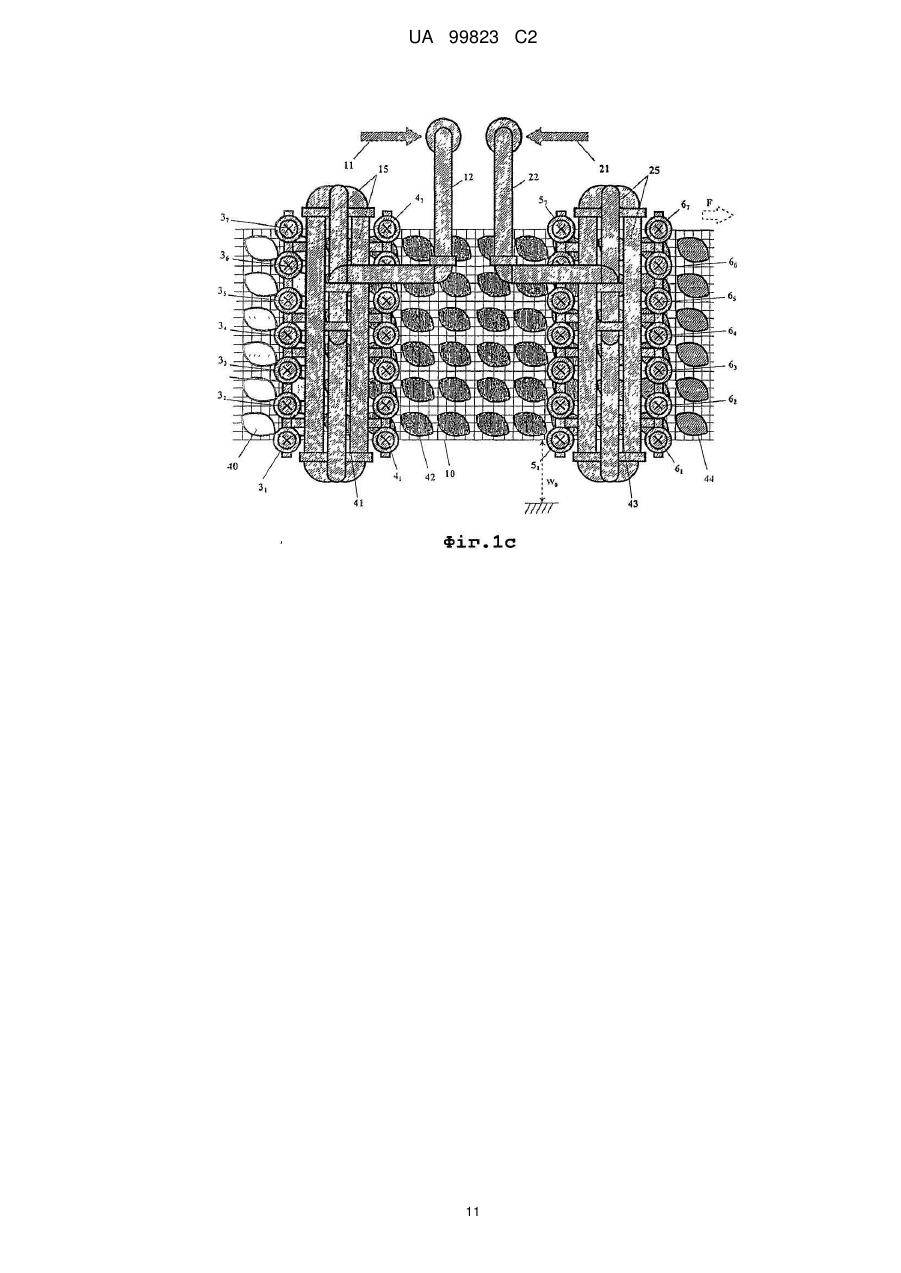
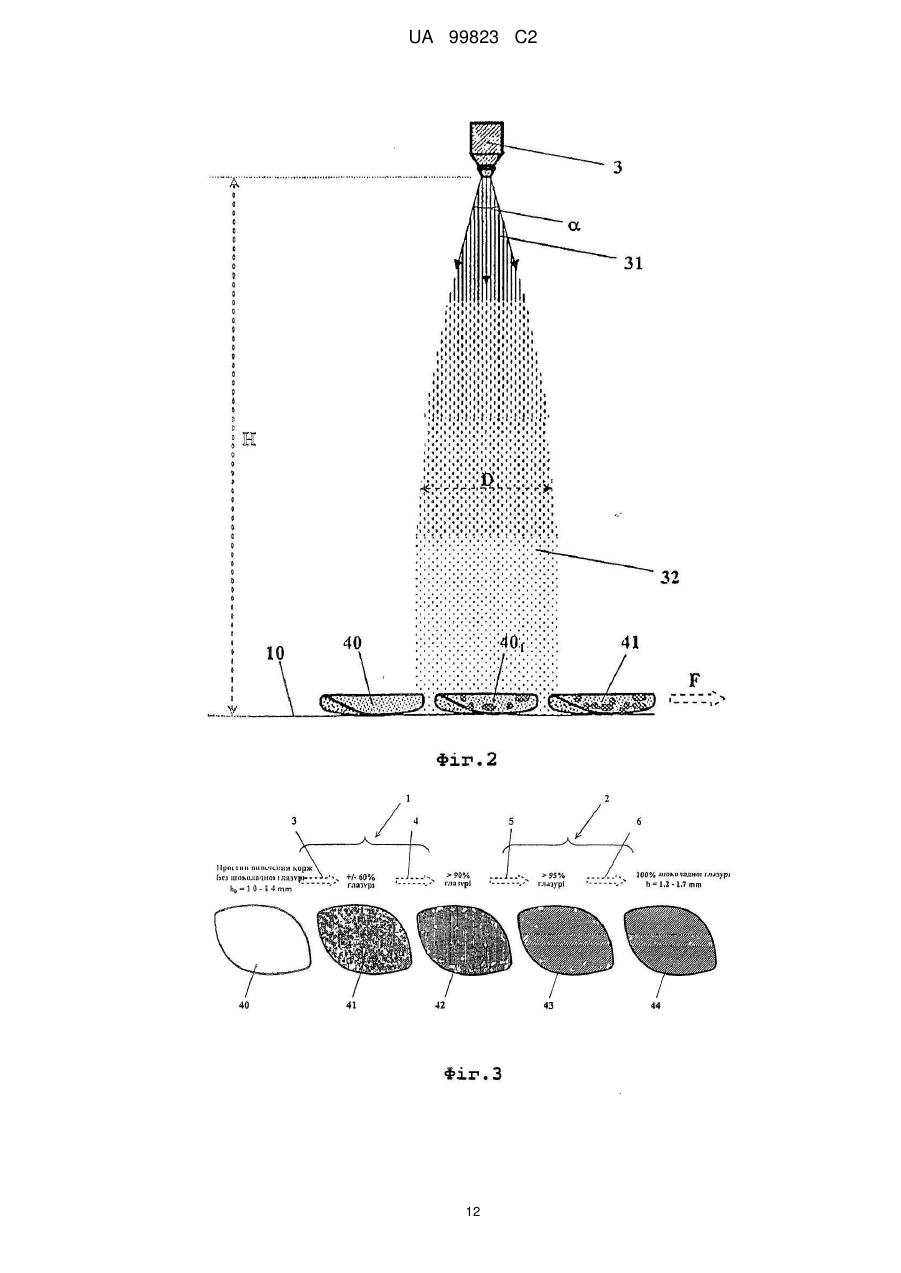
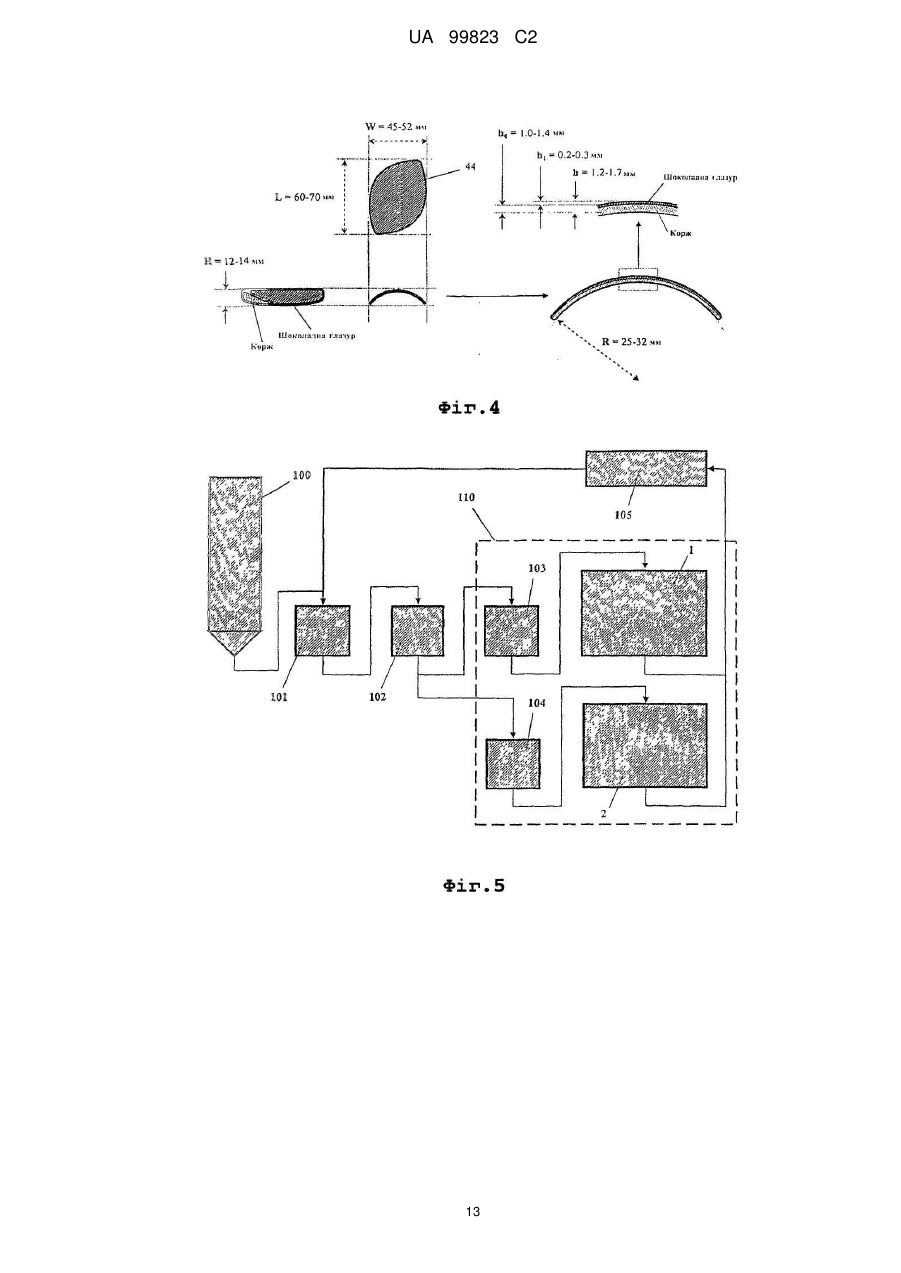
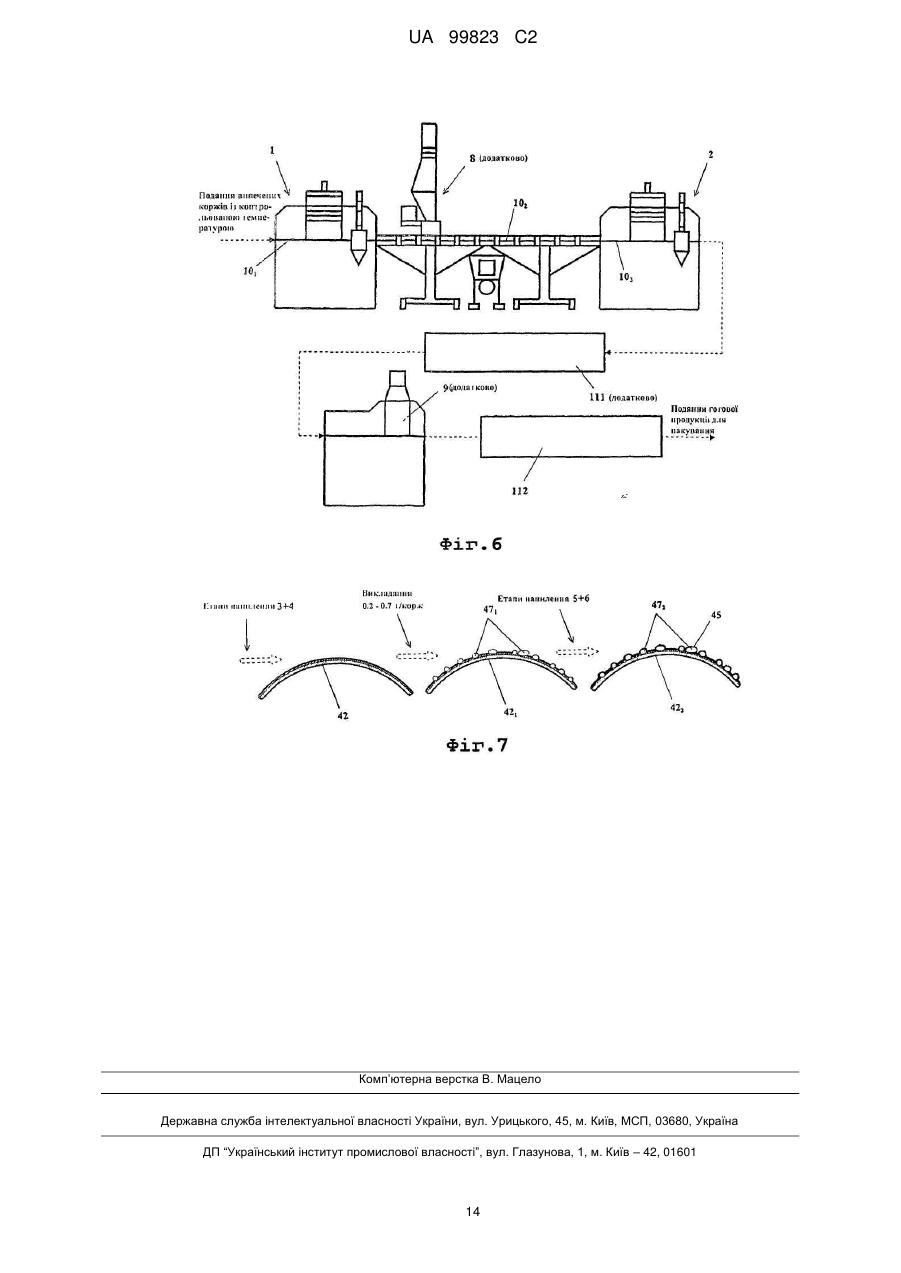
Реферат: Винахід належить до способу напилення шару суміші, яка містить принаймні жир та цукор, на їстівну продукцію, в якому продукт піддають принаймні двом етапам напилення, на кожному з яких хоча б одне сопло виробляє конусний струмінь із кутом α від 12° до 25° та вертикальною віссю, причому зазначене сопло, що взаємодіє із продуктом, розташовується над ним на висоті Н від 200 мм до 800 мм, оптимальна висота - 300 мм - 650 мм; струмінь спрямований вертикально і має суттєво циліндричну форму у розрізі та являє собою розпилений туман. UA 99823 C2 (12) UA 99823 C2 UA 99823 C2 5 10 15 20 25 30 35 40 45 50 55 Цей винахід стосується способу нанесення на поверхню, особливо на вигнуту або нерівну поверхню їстівної продукції, такої як бісквіт, вафлі або легкі закуски, шару, який містить принаймні жир та цукор, та особливо шару шоколаду або його замінника. У зв'язку із загальною тенденцією зростання попиту на тонкість, легкість та витонченість, продукція із напиленням, яка поєднує глазур, наприклад, шоколадну, із їстівним продуктом, як зазвичай мучний корж, наприклад, вафлі, екструдована закуска або бісквіт, часто здається товстою та важкою або також виступає основою. Таке сприйняття йде від того факту, що традиційні промислові способи для напилення такого шару на мучний корж, наприклад, глазурування, викладення нижнього шару, занурення 3 або відливання, потребують великого та важкого продукту, зазвичай більше 8 см та вагою понад 5 г, або призводять до невірного співвідношення шоколаду та основи: основа невеликих розмірів із нерівною поверхнею та шаром шоколаду із різницею у вазі до +/-8% або більше відносно всього продукту. Як результат, продукція із високою енергетичною цінністю, звичайно більше 22 ккал на порцію, або продукція малого розміру, придатна тільки для оптової упаковки через її нерівну форму. За допомогою відомих технологій виробництва шоколад на мучний корж наносять у формі рідини через безпосередній контакт із поверхнею мучного коржа. В'язкість та границя текучості шоколадної суміші, у поєднанні із необмеженим вмістом шоколаду у цій рідкій масі, призводять 2 до того, що шар шоколаду складає принаймні 0,075 г/см (більш ніж 0,60 мм завтовшки), або 2 навіть понад 0,125 г/см (понад 1,0 мм завтовшки). Насправді, коли рідка шоколадна маса контактує із поверхнею коржа, вона густішає доки сила тяжіння не стає більшою за силу з'єднання. Спроби зменшити товщину шару шоколаду за допомогою послаблення потоку подачі шоколаду призводять до дефектів у шоколадному шарі: порожні місця, значна різниця у товщині одної ділянки коржа від іншої, особливо якщо поверхня коржа нерівна. Спроби зменшити товщину шоколадного шару за допомогою зміни в'язкості шоколаду та його границі текучості, при цьому підтримуючи необхідну для темперованої шоколадної маси температуру та дозволений рівень емульгаторів, таких як PRPG (полігліцерол полірицинолеат), вимагають зменшення кількості какао у складі шоколадної продукції, що не відповідає уявленню споживача про смачний та натуральний продукт. Альтернативна відома технологія подання повітря на шоколадну поверхню сприяє утворенню хвиль, що є дуже помітним на продукції із нерівною поверхнею. Ще одна технологія, що включає нанесення шоколаду за допомогою розпилювача, має декілька значних недоліків, наприклад, турбулентність повітря, ямки, що створюють нерівності на поверхні, температура та тиск, що впливають на спосіб розм'якшення шоколаду. Лише відносно великі продукти підходять для нанесення на них шоколадного шару 2 зазвичай площею понад 30 см - із рівним верхнім шаром та, бажано, прямокутної форми, що надає можливість нанести напилення на велику частину поверхні (як правило понад 8 0%). Типовим прикладом цьому є великий м'який торт із шоколадною глазур'ю. Невідома технологія напилення шоколаду, яка б дозволяла нанести тонкий шар із продукції, що складається принаймні з жиру та цукру, наприклад шоколаду або шоколадного замінника, на гладку поверхню та давала задовільні результати відносно вигляду продукції, блискучості поверхні та/або промислової придатності. Цей винахід призначений для нанесення тонкого шару на нерівний мучний корж із задовільними результатами та бажано без значних дефектів якості продукції та коржів. Іншим призначенням цього винаходу є утворення блискучого шоколадного шару. Принаймні одне із цих призначень виконується у способі, описаному у п. 1 формули винаходу. Способи виконання цього способу викладені у відповідних пунктах формули. Краще зрозуміти винахід дає можливість подальший опис та додані рисунки: На Фіг. 1a-1c наведено приклад пристрою для напилення шоколаду відповідно до винаходу, вид збоку (1а), вид спереду (1b) та зверху (1с). На Фіг. 2 зображено спосіб напилення шоколаду за допомогою сопла відповідно до винаходу; На Фіг. 3 показано зміну зовнішнього виду продукту під час процесу напилення; Фіг. 4 зображує приклад продукту, оздобленого відповідно до винаходу; На Фіг. 5 надано схему установки обробки шоколаду; На Фіг. 6 зображено план виробництва. Фіг. 7 відображає зміну зовнішнього вигляду продукції під час нанесення останнього глазурування. 1 UA 99823 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід описано у взаємодії із фігурними листоподібними коржами, що найчастіше складаються з муки, крохмалю, цукру, сухої сироватки та масла, із шоколадним напиленням, яке наноситься на їх опуклу поверхню принаймні у два етапи або, переважно, у чотири, для отримання тонкого, рівномірного, гладенького та бажано блискучого шоколадного шару. Напилення може бути нанесене на поверхні будь-якої форми, але цей спосіб більш орієнтований на поверхні неправильної або фігурної форми. Цю технологію можна використовувати для нанесення шоколадного напилення, що зазначено Європейською Директивою 2000/36/ЕР від 23 червня, 2000 p. (стосовно продукції з какао та шоколаду, призначеної для споживання людьми), або для нанесення напилення із замінників шоколаду, а саме, продукції, яка відповідає вказаному визначенню шоколаду, але для якої складова жиру частково або повністю, замінена такими жирами, що не відповідають визначенню рослинного жиру, зазначеного у Додатку 2 до вказаної Директиви, або перевищують схвалений процент вмісту цих жирів. Цю технологію можна застосовувати із використанням сумішей, придатних для розбризкування, до складу яких входять жир та цукор, доки ступінь їхньої в'язкості відповідає вимогам способу нанесення через розбризкувач. Відсутності цяток, що говорить про однорідність та гладкість, залежить від відстані між соплами розбризкувача та у меншій мірі тиску повітря, яке використовується для розбризкування сумішей, таких як шоколад. Параметрами, необхідними для утворення гладкості, рівної поверхні та однорідності шоколадного шару є температура мучного коржа, геометричні та динамічні характеристики розбризкуваної маси. Низького рівня псування коржів, що спричиняється турбулентністю повітря, можна досягти за допомогою переміщення сопел подалі від внутрішніх стінок, відстанню між соплами та продукцією та тиском повітря під час напилювання. Вільний простір навколо продукту допомагає уникнути турбулентності. Належний коефіцієнт темперування шоколаду, який, як відомо, допомагає уникнути утворення непридатного вигляду (це не стосується замінників шоколаду, які зазвичай не потребують темперування), отримується за допомогою системи контролю температури, короткого періоду проходження маси від темперувального пристрою до пристрою подачі маси, об'єму темперованої маси значно вищого за об'єм витраченого шоколаду. Марнування шоколаду через його затвердіння всередині системи максимально знижується завдяки подвійній обшивці камери розбризкування з підігрівом, на внутрішній стінці якої краплини шоколаду залишаються у розтопленому стані та завдяки силі тяжіння потрапляють до нижнього резервуару, де вони утворюють рідину, яку потім викачують, охолоджують, фільтрують та заново вводять до системи до темперувального пристрою. Додатково, можна нанести тонкий шар глазурувальної речовини на шоколадну поверхню, щоб захистити її від подряпин, розтавання та надати їй блиску. Ця речовина наноситься за допомогою подібної системи розбризкування, що застосовується і для шоколаду, де її розводять спиртом, розбризкують на шоколад під час його кристалізації. Під час остаточної кристалізації спирт випаровується. Іноді поверхню продуктів покривають шматочками горіхів, праліне або цукатів. Найчастіше це здійснюється між другим та третім етапами розбризкування шоколаду і таким чином, щоб утворити видимий декор - завдяки тому, що ці шматочки покриває дуже тонкий шар шоколаду (приблизно 0,2 мм), їх колір та форма помітні, а вони самі міцно закріплені у шоколаді, незважаючи на те, що їх розмір (від 1 до 3 мм) більший за товщину шоколадного шару (принаймні у 5 - разів). У наведеному нижче прикладі, опуклу поверхню тонких (від 1,0 до 1,4 мм завтовшки) фігурних листових коржів, виготовлених як правило з муки, крохмалю, цукру, сухої сироватки та 3 2 масла, із щільністю від 0,57 до 0,65 г/см , площею розгорнутої поверхні від 20 до 30 см , вагою 1,9-2,2г та радіусом постійної кривизни від 25 до 32 мм, вкривають шоколадом двома серіями 1 та 2 у два етапи (3, 4, 5, 6). Загальний час циклу розбризкування становить від 6 до 42 секунд, переважно - від 25 до 30 секунд. Відстань D між двома серіями сопел 1, 2 обрано таким чином, щоб час переходу складав від 4 до 40 секунд, переважно - більше 20 сек. Коржі 40 розташовані на конвеєрі із дротяної сітки 10, який рухається у напрямку стрілки F із постійною швидкістю. Серії сопел 3 та 4 розташовані на відстані d1 так, щоб час переходу між ними складав від 1 до 5 секунд, оптимальний час - 3 секунди. Серії сопел 4 та 5 розташовані на відстані d2 таким чином, щоб час переходу між ними складав від 1 до 5 секунд, оптимально - 3 секунди. 2 UA 99823 C2 5 10 15 20 25 30 35 40 45 50 55 60 Система розбризкування та напилення шоколаду дозволяє наносити шоколад маленькими порціями (у вигляді краплин) миттєвим дотиком до коржа. Відстань Н між соплами та продукцією складає від 200 мм до 800 мм, переважно - від 300 мм до 650 мм. Висота Н 200 мм є оптимальною для подання конусного струменя 31, що створює сприятливі умови для обприскування біля поверхні продукції, тому що краплини розповсюджуються переважно вертикально, а їх швидкість нижча та менш розсіяна, ніж біля сопел. Найкращі результати отримують із соплами для розбризкування рідин із діаметром отвору від 1,5 до 2,0 мм та подачею повітря при конічному струмені під кутом від 12° до 25°, оптимальний кут - 18°. Тиск подачі повітря складає від 1,5 до 4 барів, пропускна спроможність кожного сопла для подачі повітря - від 2 до 10 л/хв., швидкість виходу повітря із сопла - від 10 до 50 м/с. Подача шоколаду із пропускною спроможністю від 1,4 до 2,5 г/с на кожне сопло, оптимально - від 1,6 до 2,2 г/с, найкращим чином здійснюється при тиску повітря від 1,8 до 3,8 бар. При тиску нижче за 1,8 бар потік стає важким, а краплини великими; при тиску вище 3,8 бар -турбулентність повітря біля коржів є надто сильною та може зсувати з місця легкі продукти, такі як тонкі бісквіти. Кінцевий шар шоколаду є рівномірним (товщина може різнитись менш, ніж на 0,15 мм на всій поверхні), гладеньким; щільність поверхні складає від 0,045 до 0,065 г/см , оптимально 2 0,53 г/см . Очікувана товщина шоколадного шару - від 0,36 до 0,52 мм, оптимально - 0,43 мм, із 3 урахуванням щільності шоколаду - 1,25 г/см . Це складає 33-46% загальної ваги продукції. Загальна енергетична цінність кінцевого продукту 4 4 (див. приклад на Фіг. 4) - 15-18 ккал на вагу 3,2-3,7 г. Коли частки шоколаду потрапляють до найменших порожнин коржа, додаткова товщина продукту після нанесення шоколаду становить від 0,10 до 0,20 мм - це менше, ніж сума товщини коржа (h0 = 1,0-1,4 мм) та очікуваної товщини шоколадного шару. В результаті, шоколадна глазур робить продукт товщим за простий корж на 0,20-0,30 мм (h1), a товщина кінцевого продукту 44 (h) становить 1,2 - 1,7 мм. Контроль за пропускною швидкістю шоколаду може здійснюватись за допомогою другої системи подачі стиснутого повітря, установленої незалежно від системи подачі повітря для розбризкування. Це стиснуте повітря штовхає безпосередньо верхній прошарок шоколаду до буферного резервуару. Пропускна швидкість 1,4 - 2,5 г/с досягається завдяки рівню тиску в ємності від 1,1 до 3,5 барів, зазвичай від 1,3 до 2,6 барів, якщо система встановлена із розрахунку на 6 бісквітів в одному ряді. Альтернативним технічним рішенням для контролю за пропускною швидкістю шоколаду є використання об'ємного насосу або системи дозування витрати ваги, встановлених відразу після буферної ємності. Як показано на Фіг. 3, перший етап розбризкування 3 дає покриття коржа 41 більш ніж на 60%, це напилення складається з круглих плям діаметром від 0,5 до 2 мм, кожна з них утворена під дією краплин вагою 0,04 - 0,6 мг кожна (від 0,4 до 1 мм у діаметрі). Попередні спостереження 2 показали, що кількість видимих плям варіюється від 50 до 150 на см одного коржа. На другому етапі 4 поверхня коржа 42 вкривається на 90%-100%, із середньою щільністю 2 шоколадного шару від 0,02 до 0,03 г/см та більш рівномірною поверхнею, ніж після першого етапу, проте ще помітні деякі відмінності у товщині шару шоколаду, зазвичай від 0,15 до 0,30 мм. Проте, таке напилення дає можливість викласти шматочки горіхів або фруктів із задовільною силою з'єднання із шоколадом завдяки тому, що 90% поверхні вже має напилення. Спроби замінити перші два етапи 3 та 4 одним етапом із отриманням такої ж щільності поверхні, але меншою площею шоколадного напилення, зазвичай 70%-80%, призводять до того, що товщина шоколадного шару у деяких ділянках є більшою за 0,35 мм. Такі нерівності не дають змоги робити топінг із шматочків горіхів або фруктів із прийнятним рівнем кріплення до поверхні, так як пусті ділянки не можуть їх утримати. Крім того, така технологія призведе до появи нерівностей у товщині шоколадного шару більш ніж 0,15 мм на всій поверхні коржа. Третій етап 5 та четвертий етап 6 дають 100% напилення коржа (43 після третього етапу та 44 - після четвертого), при цьому шоколадний шар збільшує товщину продукту в середньому на 0,25 мм; ця додаткова товщина становить від 0,20 мм до 0,35 мм у різних ділянках глазурі. Шоколадний шар є більш рівномірним, якщо спосіб напилення складається з чотирьох етапів, а не трьох, і звичайно - не двох. Глибокий аналіз системи вказує на те, що для отримання рівного напилення, бажано щоб краплини мали невеликий розмір, тобто були діаметром менше 1 мм (0,6 мг) та середнім діаметром приблизно 0,6 мм (0,15 мг). 2 Такий розмір означає, що кількість краплин, які потрапляють на продукт площею 20-30 см , варіюється від 3000 до 30000. Такого малого розміру та великої кількості можна найкраще досягти за допомогою тиску повітря понад 1,8 бар, початкового розведення шоколаду від 1 до 5 3 UA 99823 C2 5 10 15 20 25 30 35 40 45 50 55 60 % у повітрі та встановленням пропускної швидкості кожного сопла для розбризкування шоколаду 2 г/с. Головна причина, чому для промислових потреб краще використовувати чотири етапи, стосується тривалості впливу. Насправді, конусний струмінь із кутом 18° не може здійснити рівномірне напилення на ділянку із діаметром понад 60 мм, застосовуючи запропонований спектр тиску. Завдяки впливу сили тяжіння та опору повітря на краплини, початковий конус стає розсіяним потоком, пройшовши відстань 200 мм (висота), із діаметром від 60 до 100 мм. Оскільки 60% шоколаду зазвичай використовується повторно (завдяки формі продукції, контакту із стінками та утворенню дрібного розбризкування), одне сопло (більше 2 г/с) може нанести напилення на один продукт (1,4 г) принаймні за 1,4/(2x40%) = 1,7 с, що означає, що продукт повинен залишатись протягом 1,7 с на ділянці завдовжки від 60 мм, тобто рухатись із швидкістю 2 м/хв. Така швидкість не відповідає вимогам способу промислового виробництва, для якого звичайна швидкість становить близько 8-12 м/хв., звідси й необхідність наносити напилення у чотири етапи, щоб кожен корж оброблявся шоколадом протягом 1,7 с принаймні (а саме -чотири рази по 0,4 с). Відстані d1 та d2, що як мінімум складає 150 мм (1 с) , між двома сусідніми етапами (3-4 та 56) запобігає виникненню переривання повітряного потоку між двома конусами та сприяє утворенню рівномірного напилення. Відстань принаймні 600 мм (4 с) між етапами 1 та 2 залишає пустий простір принаймні 300 мм, що надає можливість викладати горіхи або фрукти на продукт. Також, використання кількох етапів сприяє, отриманню шоколадного шару більш рівномірної товщини. Бокове розміщення сопел (31, 32 ... 3N+l; 4l..4N+l; 5l ...5N+l, 6l ... 6N+l) розбризкувальної платформи (N означає кількість рядків продуктів на конвеєрі) обрано таким чином, щоб потоки шоколаду 32, 33, 34, 35, 36, 37 та 38 з'єднувались або перетинались. Наприклад, із діаметром D довжиною 60 мм, відстань між соплами може складати від 50 мм до 60 мм, що у даному випадку співпадає із розміщенням двох рядків продукції на дротяній сітці 10. Відсутність крапок досягається поєднанням помірного тиску повітря, яке використовується для розбризкування шоколаду, та мінімальною відстанню Н між соплами та продукцією на дротяній сітці 10. Тиск повітря нижче 4 бар, переважний тиск - близько 3,5 бар, висота Н від 300 мм до 650 мм, переважна висота - 600 мм, дають найкращі результати. За цих умов, отримуємо оптимальний потік шоколаду із вертикальною швидкістю, яка дозволяє рівномірно розповсюджуватись на поверхні, не утворюючи цяток (Фіг. 3). Можна використовувати і висоту Н у 200 мм, тому що ця відстань є достатньою для того, щоб початковий конусний струмінь став розсіяним біля поверхні продукту та утворив однорідний шар; однак, така мала відстань збільшує ризик пошкодження легких продуктів, таких як бісквіт. Пристрій для подачі шоколаду до сопел складається з (Фіг. 5) резервуару для зберігання шоколаду 100, буферної ємності 101, пристрою для темперування (перемішування) шоколаду 102 та розбризкувальної станції, до якої входять дві розбризкувальні камери 103 та 104, кожна з яких підведена до пристроїв для розбризкування 1 та 2, до яких під'єднано одну або дві розбризкувальні платформи (Фіг. 1а - 1с). Підтримання належного коефіцієнта темперування шоколаду на шляху від темперувального пристрою до розбризкувальних сопел допомагає уникнути непридатного вигляду продукції. Належний індекс отримується за допомогою системи контролю за температурою, з каркасом із подвійною обшивкою при 30°С +/-1°С, буферною ємністю із подвійною обшивкою при температурі 32°С +/-1°С, насосними трубами із подвійною обшивкою при температурі 32°С+/1°С та підігрівом стиснутого повітря при 30°С. Крім того, короткий проміжок часу проходження шоколадною масою шляху від пристрою для темперування до сопел, що як правило становить менше 20 хв., покращує стабільність системи у відношенні коефіцієнту темперування та блискучого вигляду продукції. Такий короткий час проходження застосовується, коли шоколадна маса, яка знаходиться у буферній ємності, трубах та загальній системі вприскування, менша показника 3 або більша пропускної спроможності за годину. Нарешті, об'єм темперованої маси більший від об'єму витраченого шоколаду у відношенні 2,5 та 4, оптимально - 3,5 до 4, також сприяє підтриманню належного коефіцієнту темперування на шляху до сопел. Ці три зазначені вище умови (температура, час проходження та об'єм темперованої маси) сприяють тому, що шоколад, який знаходиться у темперованому стані у буферній ємності, залишається темперованим при виході із сопел (Фіг. 4). Краща гладкість та рівномірність поверхні шоколадного шару досягається при температурі мучного коржа 27°С +/- 1°С; проте, важливо контролювати охолодження коржів на шляху від печі до розбризкувальної станції. Іншим важливим фактором, що впливає на гладкість шоколадного шару, є відсутність турбулентності повітря та розсіювання краплин за краями 4 UA 99823 C2 5 10 15 20 25 30 35 40 45 бісквітів. Цього краще досягти, якщо продукція розташована на конвеєрі з дротяної сітки, ніж на простому конвеєрі, з пустим простором h принаймні 200 мм, переважно - 300 мм, під маршрутом проходження продуктів та пустим простором W o із мінімальною довжиною 100 мм та оптимальною довжиною - 200 мм з обох боків сегменту, утвореного соплами кожної четвертої рами з соплами (див. Фіг. 1a, 1b та 1с). Нарешті, для найкращого покриття фігурної поверхні продуктів розбризкувальні сопла розташовують не вертикально над кожним рядком бісквітів, а упоперек бісквітним рядам, як це показано на Фіг. 1а та 1с таким чином, щоб кожен з рядків бісквітів N отримував шоколад від розбризкувальних сопел N+1 кожного етапу. Коли сопло знаходиться безпосередньо над бісквітами, глазур наноситься на краї фігурних бісквітів не дуже добре. Для цього потрібно зробити нахил під кутом 40° від горизонтальної площини, і таким чином поверхня продукції розташовується по дотичній до краплин шоколаду, якщо більшість з них поступають на центр коржа. Поєднання пустого простору навколо бісквітів та зміщене розташування сопел відносно рядків бісквітів, як описано вище, також сприяють прийнятному показнику, звичайно менше 2%, кількості бісквітів, знесених повітрям, перекручених або перевернутих під час їх проходження під розбризкувальною станцією. Наприклад, із кількістю рядків бісквітів N та 4 рамами із кількістю сопел N+1, пропускна спроможність установки складає понад 150*N бісквітів за хвилину при 1,4 г шоколаду на бісквіт. На Фіг. 1а - 1с зображено установку, де N=6. Якщо N більше 10, крайні лівий та правий бісквітні рядки отримують менше напилення, ніж центральні, оскільки потік слабо досягає країв. Для вирішення цієї проблеми, кількість сопел повинна бути збільшена від N+1 до N+3, або навіть N+5, при цьому відстань між соплами, як і між рядами бісквітів, повинні розташовуватись так само, щоб забезпечити рівномірне розподілення шоколаду на бісквітні рядки N. Тип шоколаду також має важливе значення. Розбризкувати можна будь-який вид шоколаду, але не будь-який вид дає гладке та блискуче напилення. Загальний вміст жиру у шоколаді (що утворюється від тертого какао, масла какао, цільного сухого молока та жиру масла) переважно становить від 33 до 42%, оптимальний вміст - від 35 до 39%. Нижча кількість жиру робить глазур менш блискучою, а спосіб менш стійким. Вищий рівень жиру робить напилення водянистим та погіршує смакові якості шоколаду: справді, якщо шар дуже тонкий, велика кількість жиру «розбавляє» колір та смак шоколаду. В'язкість (вимірюється при температурі 40°С, що не є температурою, при якій шоколад виходить із сопел) переважно складає від 700 до 1300 мПа/с, оптимальний показник - від 900 до 1100 мПа/с. Ці значення також є вірними і для сумішей із вмістом жиру та цукру (без какао) та для замінників шоколаду. Надто висока в'язкість призводить до зниження витрати шоколаду, яку неможливо повністю компенсувати високим тиском повітря у камері. Надто низька в'язкість збільшує неоднорідність пропускної спроможності сопел на одній лінії. Оптимальний показник границі текучості складає від 0,5 до 1,5 Па при температурі 40°С. Якщо цей показник нижче 0,5 Па при 4 0°С, шоколад стікає на фігурну поверхню бісквіта та утворює затверділі ділянки; до того ж на бісквіті можуть з'явитись і водянисті ділянки. Якщо границя текучості вища 1,5 Па при температурі 40°С, з'являється «помаранчева шкірочка», або навіть «місячна» поверхня із кратерами, так що порушується гладкість поверхні. Якщо дотримуватись режиму системи щодо виду шоколаду та температури, пропускна спроможність для шоколаду не буде відрізнятись між соплами більше, ніж на +/-4%, а вага шоколаду не буде різною для бісквітів більше, ніж на +/-7%. Нижче наведено дві формули шоколаду, одна для темного, друга - для молочного, що дають дуже високі результати як відносно способу, так і смаку: 5 UA 99823 C2 5 10 15 20 25 30 35 40 Якщо ми візьмемо графу «фактичний вміст» вищевказаних рецептів темного або молочного шоколаду, та замінимо терте какао, масло какао та жир масла сумішшю порошку какао (1329%), рослинного жиру (27-38%) та цукру, за бажанням, (із таким самим рівнем загального жиру у кінцевому рецепті), ми отримаємо рецепти замінників шоколаду, які підходять для цього способу напилення. Крім того, до рецепту можна додати й інші інгредієнти: підсилювачі кольору та запаху. Якщо ми візьмемо графу «фактичний вміст» зазначеного вище рецепту молочного шоколаду та замінимо терте какао сумішшю масла какао (6-18%), сухого молока (4-15%) та цукру, за бажанням, ми отримаємо рецепт білого шоколаду, що також підходить для напилення. Якщо ми візьмемо рецепт білого шоколаду та замінимо масло какао рослинним жиром та, можливо, сухе молоко сухою молочною сироваткою або лактозою, ми отримаємо білу суміш, що також підходить для напилення. Крім того, до цього рецепту можна додати й інші інгредієнти: підсилювачі кольору та запаху. Після виходу шоколадної маси із сопел, марнування шоколаду через затвердіння всередині системи зведено до мінімуму за допомогою подвійної обшивки корпусу при температурі 30°С +/1°С, на внутрішніх стінках якого краплини шоколаду залишаються у розтопленому стані та завдяки силі тяжіння стікають у нижній резервуар, де і утворюють рідину, яку потім відкачують, охолоджують, фільтрують та заново вводять до системи до темперувального пристрою. Найменші краплини, які не досягають внутрішньої стінки корпусу, можуть виводитись за допомогою вентилятора, розташованого поруч з системою. Краплини збираються за допомогою невеликого пониження тиску та акумулюються на підігрітій стінці, на якій вони розтоплюються, що дозволяє повторно використати або легко зчистити цю невелику кількість шоколаду. Режим кристалізації шоколадного шару - це параметр, який використовується для надання продукції блиску. Тонкий шар шоколаду дуже чутливий до зміни температурного режиму; надто низька температура - як правило 12°С або менше - погіршує процес кристалізації. Це призводить до появи білих ділянок на поверхні, що означає жирову міграцію. Найкращі результати досягаються, якщо час процесу складає від 8 до 10 хвилин, режим - 18-15-18°С та з використанням верхнього та нижнього променистого охолодження. 3 огляду на те, що відносна вологість не повинна перевищувати 45%, щоб запобігти поглинанню води коржами бісквіту, додатково може використовуватись конвекційне охолодження для покращення висушування, що також може сприяти випаровуванню спирту у випадку нанесення покривної речовини (див. нижче). Додатково, на поверхню шоколаду наноситься ультра-тонкий шар глазурувальної речовини для захисту шоколаду від подряпин та розтавання і надання йому блиску. Ця глазурувальна речовина наноситься за допомогою розбризкувальної системи, подібної до системи розбризкування шоколаду, але із однією стадією розбризкування та таким самим зміщеним розташуванням сопел відносно рядків продуктів. Покривна суміш розбавляється спиртом, розбризкується на шоколадний шар під час його кристалізації, спирт випаровується під час остаточної кристалізації„ Збалансованого компромісу між блиском продукту та відсутністю штучного або спиртового присмаку можна досягти за допомогою використання глазурувальної суміші з очищеного шелаку, рослинної олії та гліцерину, розведеної до 15% у етанолі (тобто 85% спирту або 6 UA 99823 C2 2 5 10 15 20 25 30 35 40 45 50 55 60 більше), із остаточною щільністю поверхні глазурувальної речовини від 0,35 до 0,57 мг/см , 2 переважно - 0,46 мг/см , що дорівнює 0,29-0,44% загальної ваги продукту, переважно - 0,35%. Чим вищий ступінь розведення, тим краще покриття, але недоліком дуже сильного розведення є дуже високий рівень спирту, що підіймає питання безпеки та шкідливості. Найкращі результати отримують при рівні розведення 7-10%. Щоб отримати потрібну кількість покриття із цим початковим розведенням та часом розбризкування понад 0,35 с (10 м/хв. та діаметром розбризкувального конуса 60 мм), пропускна спроможність спирту у 20-30 разів більша, ніж витрата речовини, із тиском повітря від 1,3 до 1,4 бар. Відносно витрати глазурувальної речовини, продуктивність установки значно залежить від площі горизонтальної поверхні, вкритої продуктами; але зазвичай вона становить менше 50%. Кількість глазурувальної речовини на продукції варіюється більше, ніж на +/-20%. Якщо покриття становить понад 0,35 % ваги готового продукту, то штучний присмак відсутній. Рівень спиртового запаху та присмаку зводять до мінімуму пропусканням протягом принаймні 5 хвилин через пристрій для кристалізації шоколаду, де циркуляція спокійного висушеного повітря сприяє випаровуванню більшої частини залишкового спирту, після чого вміст спирту складає менше 0,2% загальної ваги продукту. Триваліше перебування у кристалізаторі або у статичній камері сприяє подальшому випаровуванню спирту, але піддає невкриту частину хлібного коржа надто тривалій дії повітря, що провокує поглинання вологи та погіршення текстури до пакування продукції. Відсутність впливу спиртових краплин на шоколадний шар пов'язана із тиском подачі повітря, відстанню між соплами та продукцією, рівнем кристалізації шоколаду під час проходження бісквіту під розбризкувальними соплами. Найкращі результати отримують із тиском 1,6 барів, вертикальною відстанню Н від 90 до 120 мм, на якій струмінь розбризкування все ще має конусну форму, та інтервалом від 2 до 3 хвилин, переважно - 2,5 хвилини, між напиленням шоколаду та нанесенням глазурувальної речовини, охолодженням шоколадного шару до 24-26°С під час нанесення глазурувальної речовини. Коротший відрізок часу між нанесенням шоколаду та глазурувальної речовини призводить до того, що шоколадна поверхня залишається м'якішою та більш піддана дії спирту. Триваліший час між двома етапами не робить поверхню значно гладшою, але зменшує час, необхідний для випарування спирту до пакування продукції. Такі параметри також зменшують відскакування спиртових краплин від конвеєра. Якщо сопла розташовані ближче до продуктів (Н менше 90 мм), або при більш високому тиску подачі, ці відскакування залишають відбитки на продукції, створюють видимі полоси від 2 до 5 мм завширшки на всіх бокових краях поверхні бісквіту, у ділянках продукту, які знаходяться на відставні менше 4 мм від конвеєра. Цього також можна уникнути, якщо використовувати конвеєр із дротяної сітки, замість плоского конвеєра з пластику, проте оперативне чищення дротяної сітки, забрудненої глазурувальною речовиною, є нелегким, в той час, як оперативне чищення плоского конвеєру з пластику не потребує зусиль. Якщо шоколадна поверхня недостатньо тепла (нижче 18°С) на час нанесення покривної речовини, то розведена речовина скочується у маленькі «сльозинки» 0,5-8 мм завширшки; після випаровування спирту, на продукті утворюється «леопардовий» ефект із чередуванням блискучих плям із блідими ділянками. Подібне може статись, якщо алкоголь або повітря подачі не підігріті, або навколишнє повітря не є достатньо теплим та охолоджує краплини спирту до того, як вони досягають поверхні шоколаду. Цього можна уникнути за допомогою підігріву камери до 26°С-28°С, ємності зі спиртом - до 29-31°С та повітря пульверизації - понад 70°С. Додатково, на продукт можна викладати шматочки горіхів, праліне або цукатів, оптимально між етапами 4 та 5 розбризкування шоколаду, таким чином, щоб утворився видимий декор завдяки тому, що шматочки покриті шаром шоколаду тільки 0,2 мм завтовшки, їх колір та форма помітні, - вони міцно закріплені всередині шоколадного шару незважаючи на розмір часток (зазвичай від 1 до 3 мм) - більше ніж у п'ять разів товщі від шоколадного шару. Спосіб нанесення може бути виконаний за допомогою відомої технології, наприклад, системи із гвинтовим конвеєром та канавчатим циліндром для забезпечення стійкого та рівномірного розміщення. Зміну у вигляді продукту зображено на Фіг. 7. Викладання шматочків (топінг) 471 між другим етапом 4 та третім етапом 5 на продукт 42 має деякі переваги. Поперше, шматочки або потрапляють на талий шоколад та застигають (продукт 42 1) - навіть на поверхню, нахилену на 40° - або падають прямо між бісквітами, що дозволяє їх повторно використовувати; кількість шматочків, залитих шоколадом складає 1%. По-друге, шар шоколаду на цьому етапі дуже тонкий - звичайно 0,2-0,3 мм - тому шматочки при потраплянні на нього не руйнують його, і поверхня біля шматочків залишається неушкодженою. По-третє, після цього 7 UA 99823 C2 5 10 15 20 25 30 35 40 45 шматочки покриваються другим шаром шоколаду, що створює дуже приємний зовнішній вигляд: насправді, кінцеве шоколадне напилення дуже тонке - як правило від 0,2 до 0,3 мм - а колір та форма шматочків помітна під прозорим шаром шоколаду 45, який покращує вигляд та смак, оскільки кожен шматочок належним чином вкритий шоколадом. Крім того, більшість шматочків 422 (Фіг. 7) захищені від повітря дуже тонким шаром шоколаду 45. Для нанесення на поверхню можна використовувати горіхи, праліне, цукати, тощо. Найкращі результати досягаються при подрібненні шматочків до 0,5-3 мм, переважно до 1-2 мм. При менш дрібному гранулюванні, найбільші шматки мають надто велику вагу та сповзають при досягненні нахиленої поверхні фігурного бісквіту. При більш дрібному гранулюванні, дуже малі шматочки порушують поверхню шоколадного шару, руйнують її гладкість. Залежно від бажаного зовнішнього вигляду, смаку та текстури, вага шматочків на одну одиницю продукту становить від 0,1 до 0,7 г, оптимально від 0,2 до 0,5 г, що складає 5-13% загальної ваги продукту. Залежно від типу шматочків, що наносяться на поверхню, кількість шматочків на одиницю продукту складає від 20 до 100. Вага шматочків легко встановлюється за допомогою відношення пропускної спроможності подачі шматочків горіхів та фруктів та швидкістю проходження бісквітів на конвеєрі. Завершений апарат для виробництва бісквітів у виробничому масштабі, як описано вище як правило кількість рядків бісквітів N=16, що рухаються із швидкістю 10 м/хв. -складається з (Фіг. 6): 1) висхідного плоского конвеєру із вмонтованим пристроєм для променистого охолодження (немає на малюнку) для транспортування випечених коржів від пристрою для вилучення коржів із форми до станції розбризкування шоколаду, що при цьому охолоджує їх до 27°С; 2) конвеєру із дротяної сітки 101, вмонтованого до першого відсіку із подвійною обшивкою, та що проходить під першою серією двох рам N+3 =19 шоколадних розбризкувальних сопел, які складають перший та другий етапи розбризкування; 3) конвеєру із дротяної сітки 102, що проходить під шаром для нанесення шматочків 8; 4) конвеєру із дротяної сітки 103, вмонтованого до другого відсіку із подвійною обшивкою, та що проходить під другою серією 2 двох рам 19 із соплами для розбризкування шоколаду, які складають третій та четвертий етапи розбризкування; 5) апарату для подачі шоколаду (Фіг. 5), що складається із головної буферної ємності, пристрою для темперування 102, других буферних ємностей 103 та 104, у яких темперована шоколадна маса затримується менше ніж на 20 хвилин, та 4 вищезазначених рам по 19 сопел кожна, які залежать від загальної системи рам, що показана на Фіг. 1а - 1с; 6) апарату повної повторної обробки шоколаду, який складається із нижнього резервуару для зберігання розтопленого шоколаду, який було використано для напилення, фільтру та охолоджувального пристрою 105, який повертає шоколад до головної буферної ємності; 7) плоского конвеєру, який пересуває продукти при кімнатній температурі для початку затвердіння шоколаду перед нанесенням глазурувальної речовини із допоміжним пристроєм для охолодження 111, дія якого становить 2-3 хвилини; 8) апарату для розбризкування глазурувальної речовини 9, який містить раму із 19 розбризкувальними соплами та вмонтованим у середину плоским конвеєром; 9) плоского конвеєру, вмонтованого всередину другого охолоджувального пристрою 112 (час охолодження 6-7 хвилин, або 8-10 хвилин, якщо апарат для охолодження 111 та апарат для розбризкування 9 не використовуються) для кристалізації шоколаду; 10) спадного плоского конвеєру, який доставляє продукти до пакувального відділу. ФОРМУЛА ВИНАХОДУ 50 55 60 1. Спосіб напилення шару суміші, що містить принаймні жир та цукор, на їстівну продукцію, в якому продукт піддають принаймні двом етапам напилення, на кожному з яких хоча б одне сопло виробляє конусний струмінь із кутом від 12° до 25°, переважно 18°, та вертикальною віссю, причому зазначене сопло, що взаємодіє із продуктом, розташовується над ним на висоті Н від 200 мм до 800 мм, оптимальна висота - 300 мм - 650 мм, при цьому струмінь перед напиленням на продукт перетворюється на спрямований вертикально розпилений туман, що має суттєво циліндричну форму у розрізі. 2. Спосіб за п. 1, який відрізняється тим, що продукт є шоколадом або його замінниками. 3. Спосіб за п. 1 або 2, який відрізняється тим, щострумінь розпиленого туману має діаметр від 30 мм до 200 мм, переважно від 60 мм до 100 мм. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає два етапи напилення, часовий інтервал між якими становить від 1 до 5 секунд, переважно 3 секунди. 8 UA 99823 C2 5 10 15 20 25 30 35 40 45 5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає два етапи напилення, часовий інтервал між якими становить від 4 до 40 секунд, переважно 20 секунд. 6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає три етапи напилення. 7. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що включає чотири етапи напилення. 8. Спосіб за будь-яким з п. 6 або 7, який відрізняється тим, що включає два послідовні етапи напилення, часовий інтервал між якими становить від 1 до 5 секунд, переважно 3 секунди. 9. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що включає два послідовні етапи напилення, часовий інтервал між якими становить від 4 до 40 секунд, переважно 20 секунд. 10. Спосіб за п. 7, який відрізняється тим, що: між першим та другим етапами напилення з одного боку і третім та четвертим етапами з іншого боку передбачений часовий інтервал (d1, d2) від 1 до 5 секунд, переважно 3 секунди, між другим та третім етапами напилення передбачений часовий інтервал D від 4 до 40 секунд, переважно понад 20 секунд. 11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що принаймні одне сопло розміщене між двома рядками продуктів, що рухаються. 12. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зазначений конусний струмінь утворюють під дією тиску повітря 1,5-4 бар, переважно 1,8-3,8 бар. 13. Спосіб за п. 12, який відрізняється тим, що пропускна спроможність вказаного сопла становить від 1,4 до 2,5 г/с, переважно від 1,6 до 2,3 г/с. 14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що загальний вміст жиру в шоколаді становить від 33 % до 42 %, переважно від 35 % до 39 %. 15. Спосіб за п. 14, який відрізняється тим, що рівень в'язкості, виміряної при температурі 40 °С, становить від 700 мПа/с до 1300 мПа/с, переважно від 900 мПа/с до 1100 мПа/с. 16. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що їстівний продукт має 2 2 випуклу поверхню з радіусом кривизни від 25 мм до 32 мм, та площею від 20 см до 30 см . 17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщина шоколадного шару на їстівному продукті становить від 0,36 мм до 0,52 мм, переважно 0,43 мм. 18. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що між двома етапами напилення передбачено етап глазурування. 19. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після етапів нанесення шоколаду та під час етапу кристалізації шоколадного шару виконують кінцевий етап нанесення глазурувальної речовини, розведеної спиртом. 20. Спосіб за п. 19, який відрізняється тим, що глазурувальна речовина містить суміш очищеного шелаку, рослинної олії та гліцерину, розведену до рівня, меншого 15 %, у етанолі, переважно 7 % - 10 %. 21. Спосіб за п. 19 або 20, який відрізняється тим, що кінцевий етап виконують з розташуванням принаймні одного сопла на висоті Н від 90 мм до 120 мм від поверхні продукту. 22. Спосіб за пп. 19-21, який відрізняється тим, що на кінцевому етапі шоколадний шар є охолодженим до температури від 24 °С до 26 °С. 23. Спосіб за пп. 19-22, який відрізняється тим, що кінцевий етап виконують протягом 2-3 хвилин після етапу нанесення шоколаду, переважно через 2,5 хвилини. 24. Спосіб за пп. 19-23, який відрізняється тим, що на кінцевому етапі принаймні в одному з сопел встановлено тиск від 1,4 бар до 2 бар, переважно 1,6 бар. 25. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що їстівний продукт має неправильну або фігурну форму. 26. Спосіб за п. 25, який відрізняється тим, що їстівним продуктом є бісквіт фігурної форми. 9 UA 99823 C2 10 UA 99823 C2 11 UA 99823 C2 12 UA 99823 C2 13 UA 99823 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for spraying a layer, which comprises a fat and sugar, onto the surface of an edible product
Автори англійськоюBesse, Nicolas, Gauduchon, Luc, Machado, Luis, Tronsmo, Kari
Назва патенту російськоюСпособ напыления слоя, который содержит жир и сахар, на поверхность съедобного продукта
Автори російськоюБес Николя, Годюшон Люк, Машадо Луи, Тронсмо Кари
МПК / Мітки
Мітки: містить, поверхню, спосіб, цукор, продукту, напилення, жир, шару, їстивного
Код посилання
<a href="https://ua.patents.su/16-99823-sposib-napilennya-sharu-yakijj-mistit-zhir-ta-cukor-na-poverkhnyu-stivnogo-produktu.html" target="_blank" rel="follow" title="База патентів України">Спосіб напилення шару, який містить жир та цукор, на поверхню їстівного продукту</a>
Установка для напилення захисного покриття на зовнішню поверхню деталей
Номер патенту: 58850
Опубліковано: 15.08.2003
Автори: Молодик Микола Володимирович, Недобой Василь Васильович, Йовенко Володимир Григорович
МПК: C23C 4/00, B05C 13/02
Мітки: напилення, покриття, поверхню, захисного, установка, деталей, зовнішню
Формула / Реферат:
Установка для напилення захисного покриття на зовнішню поверхню деталей, включає встановленні в технологічній послідовності пристрій для очищення, камеру і пристрій нанесення захисного покриття, привід поздовжнього переміщення і обертання деталей, яка відрізняється тим, що установка має задню бабку, причому привід обертання деталей і задня бабка змонтовані на з’єднувальному швелері каретки, яка має можливість рухатись по напрямних за...
Спосіб поділу продукту, який містить вугілля
Номер патенту: 7376
Опубліковано: 29.09.1995
Автори: Нетяга Ольга Борисівна, Черниш Ніна Миколаївна, Єгоров Павло Олексійович, Навроцький Олександр Георгієвич, Мнушкін Ілля Йосипович
МПК: B03B 9/04
Мітки: містить, спосіб, поділу, продукту, вугілля
Формула / Реферат:
1. Способ разделения угольсодержащего продукта, включающий гидроклассификацию по классу 40 мкм, флотацию класса менее 40 мкм с получением угольной и минеральной фракций, отличающийся тем, что, с целью повышения качества продуктов разделения золы-уноса малореакционных углей, производят флотацию класса более 40 мкм, при этом флотацию обоих классов ведут в присутствии аполярных веществ и высших спиртов. 2. Способ по п. 1, отличающийся...
Пристрій контролю суцільності напилення детонуючого складу на внутрішню поверхню хвилеводу
Номер патенту: 15665
Опубліковано: 17.07.2006
Автори: Лукавський Микола Іванович, Сафронов Анатолій Рудольфович, Чернов Євген Дмитрович, Тимофіїв Сергій Владиславович, Черняк Володимир Олексійович
МПК: G01B 15/02, C06C 5/00
Мітки: складу, контролю, поверхню, хвилеводу, пристрій, напилення, суцільності, внутрішню, детонуючого
Формула / Реферат:
1. Пристрій контролю суцільності напилення детонуючого складу на внутрішню поверхню хвилеводу, який містить корпус, в якому виконані взаємно перпендикулярні канал для протягання хвилеводу і канал для проходження світла, джерело світла і фотоприймач, що розміщені у відповідних порожнинах корпусу, з якими сполучений канал для проходження світла, який відрізняється тим, що корпус виконаний з двох частин, які притиснуті одна до іншої в площині,...
Процес кристалізації продукту окиснення, який містить адипінову кислоту
Номер патенту: 84715
Опубліковано: 25.11.2008
Автор: Сутрадхар Бхагья Чандра
МПК: C07C 55/14, C07C 51/43
Мітки: окиснення, містить, кислоту, процес, адипінову, кристалізації, продукту
Формула / Реферат:
1. Процес кристалізації продукту окиснення, який містить адипінову кислоту, що утворена шляхом окиснення азотною кислотою циклогексанону та циклогексанолу, зазначений продукт окиснення включає адипінову кислоту, глутарову кислоту та азотну кислоту, зазначений процес включає:уведення у перший кристалізатор зазначеного продукту окиснення, зазначений кристалізатор запроваджує першу температуру кристалізації, достатню для продукування...
Прес-форма для напресування металокерамічного шару на поверхню сталевого диска
Номер патенту: 6253
Опубліковано: 15.04.2005
Автори: Тонковид Анатолій Миколайович, Вольфман Володимир Ілліч, Немчин Олександр Федорович, Довгополий Анатолій Степанович, Рубальський Михайло Леонідович, Безуглий Сергій Григорович
МПК: B22F 3/03
Мітки: сталевого, шару, поверхню, металокерамічного, диска, напресування, прес-форма
Формула / Реферат:
1. Прес-форма для напресування металокерамічного шару на поверхню сталевого диска, що містить порожнистий верхній пуансон, матрицю, всередині якої розташовано нижній порожнистий пуансон з відсікачем, що встановлений з можливістю переміщення, та центральний стрижень, яка відрізняється тим, що робочі поверхні верхнього та нижнього пуансонів виконані з кільцевими виточками, причому прес-форма споряджена пневмоциліндрами, які з'єднані з...