Способи покращення оброблюваності у гарячому стані металевих сплавів
Номер патенту: 115469
Опубліковано: 10.11.2017
Автори: Цао Вей-Ді, Кеннеді Річард Л., Форбз Джоунс Робін М.
Формула / Реферат
1. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
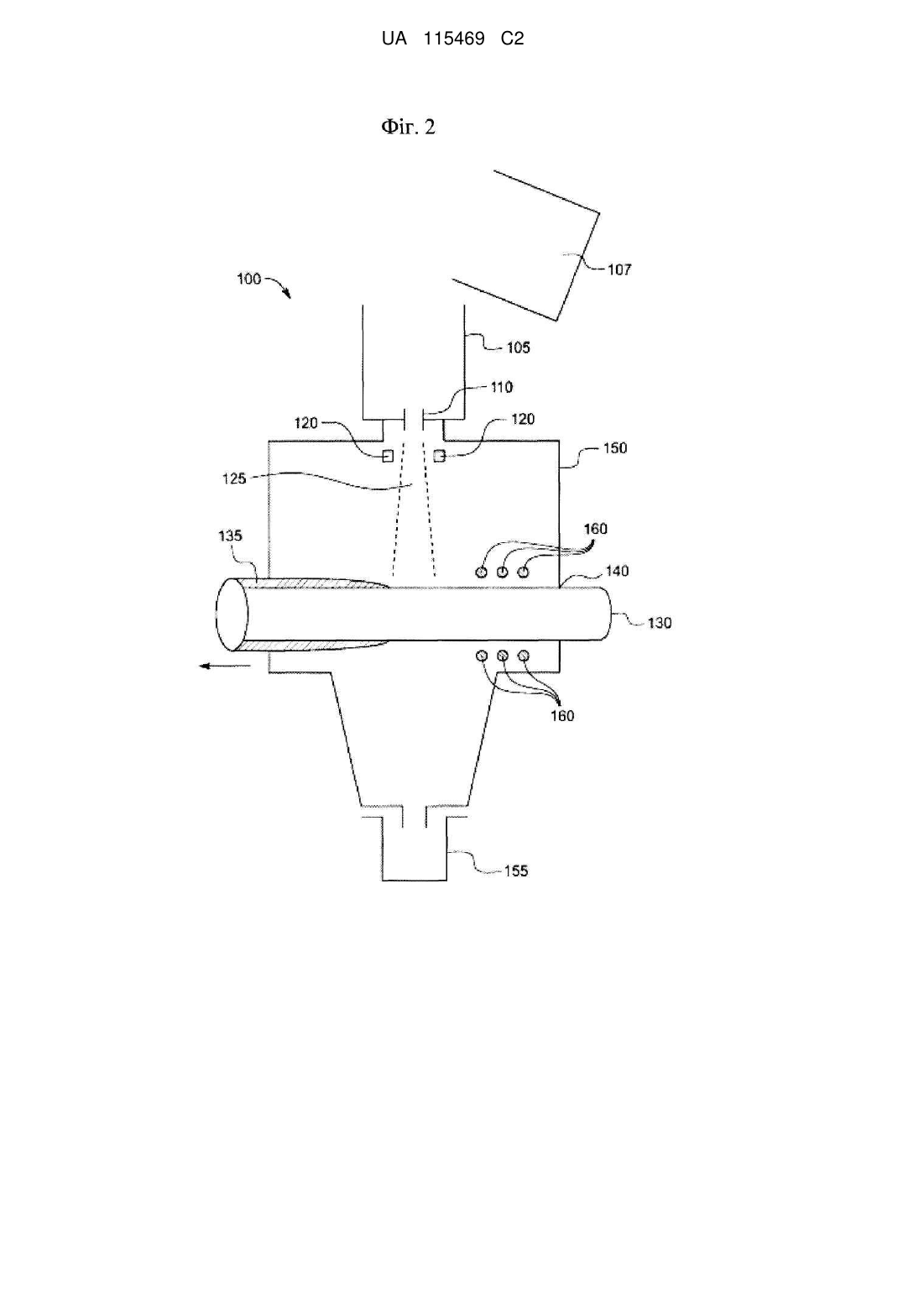
розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі, головним чином циліндричної форми, для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю;
при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; і
при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють обертання легованої оброблюваної деталі навколо подовжньої осі оброблюваної деталі під час розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі.
3. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки, вибрані з частинок із нержавіючої сталі і частинок зі сплаву на основі нікелю.
4. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603).
5. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625).
6. Спосіб за п. 1, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі.
7. Спосіб за п. 6, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення твердих металевих частинок на обводову поверхню.
8. Спосіб за п. 6, який відрізняється тим, що матеріал металевого покриття містить тверді металеві частинки.
9. Спосіб за п. 1, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає:
розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі.
10. Спосіб за п. 9, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на обводову поверхню.
11. Спосіб за п. 9, який відрізняється тим, що матеріал металевого покриття містить щонайменше одне з напіврозплавлених металевих частинок і розплавлених металевих крапель.
12. Спосіб за п. 1, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину обводової поверхні:
нагрівання щонайменше частини обводової поверхні легованої оброблюваної деталі до температури більше 2000 °F.
13. Спосіб за п. 1, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту.
14. Спосіб за п. 1, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
15. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття і легована оброблювана деталь містять основний метал, вибраний з групи, яка складається з кобальту, заліза і нікелю.
16. Спосіб за п. 15, який відрізняється тим, що основний метал матеріалу металевого покриття є таким же, як і основний метал легованої оброблюваної деталі.
17. Спосіб за п. 15, який відрізняється тим, що основний метал матеріалу металевого покриття є відмінним від основного металу легованої оброблюваної деталі.
18. Спосіб за п. 1, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину обводової поверхні:
зачищення щонайменше частини обводової поверхні легованої оброблюваної деталі.
19. Спосіб за п. 2, який додатково включає:
переміщення легованої оброблюваної деталі в напрямку вздовж подовжньої осі легованої оброблюваної деталі після завершення щонайменше одного обертання легованої оброблюваної деталі;
розпилення матеріалу металевого покриття на наступну частину обводової поверхні легованої оброблюваної деталі і
повторне переміщення і розпилення до досягнення бажаної товщини металевого покриття.
20. Спосіб за п. 1, який додатково включає:
розпилення матеріалу металевого покриття щонайменше на частину подовжнього кінця легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю.
21. Спосіб за п. 1, який додатково включає після розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні:
прокатку легованої оброблюваної деталі для затвердіння металевого покриття поверхні.
22. Спосіб за п. 1, який додатково включає після розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні:
гарячу обробку легованої оброблюваної деталі щонайменше за допомогою однієї з операцій штампування і пресування для деформації легованої оброблюваної деталі.
23. Спосіб за п. 22, який додатково включає після гарячої обробки легованої оброблюваної деталі:
видалення щонайменше частини металевого покриття поверхні з легованої оброблюваної деталі.
24. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
вставку легованої оброблюваної деталі в металевий контейнер, який відрізняється тим, що металевий контейнер характеризується більш низьким коефіцієнтом теплового розширення, ніж у легованої оброблюваної деталі, і містить внутрішню поверхню, що містить боронікелеве покриття щонайменше на частині внутрішньої поверхні;
вміщення легованої оброблюваної деталі в металевий контейнер для забезпечення затареної збірки;
видалення щонайменше частини газу з внутрішньої частини затареної збірки і
нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером.
25. Спосіб за п. 24, який відрізняється тим, що коефіцієнт теплового розширення металевого контейнера щонайменше на 20 процентів менший, ніж коефіцієнт теплового розширення легованої оброблюваної деталі.
26. Спосіб за п. 24, який відрізняється тим, що нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером металургійно зв'язує леговану оброблювану деталь з металевим контейнером.
27. Спосіб за п. 24, який відрізняється тим, що вміщення легованої оброблюваної деталі в металевий контейнер включає зварювання металевої кришки з відкритим кінцем металевого контейнера.
28. Спосіб за п. 27, який додатково включає:
забезпечення вихідного отвору щонайменше в одному з: металевого контейнера і металевої кришки, і
застосування вакууму до вихідного отвору для видалення щонайменше частини газу із затареної збірки.
29. Спосіб за п. 24, який відрізняється тим, що нагрівання затареної збірки включає нагрівання затареної збірки до температури гомогенізації, при якій легована оброблювана деталь гомогенізується і яка більше температури плавлення боронікелевого покриття або дорівнює їй.
30. Спосіб за п. 29, який відрізняється тим, що температура гомогенізації становить 2100-2200 °F і температура плавлення боронікелевого покриття становить 1800-2000 °F.
31. Спосіб за п. 29, який відрізняється тим, що нагрівання затареної збірки включає:
нагрівання затареної збірки при температурі 1850-1930 °F протягом до двох годин до плавлення боронікелевого покриття, і потім:
нагрівання затареної збірки до температури гомогенізації 2100-2200 °F.
32. Спосіб за п. 29, який відрізняється тим, що нагрівання затареної збірки до температури гомогенізації 2100-2200 °F включає витримування затареної збірки при температурі гомогенізації протягом від 36 годин до 48 годин.
33. Спосіб за п. 24, який відрізняється тим, що легована оброблювана деталь містить конічну, головним чином циліндричну, зовнішню поверхню і металевий контейнер містить доповнювальну конічну, головним чином циліндричну, внутрішню поверхню.
34. Спосіб за п. 24, який відрізняється тим, що металевий контейнер містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, сплаву на основі заліза і нержавіючої сталі.
35. Спосіб за п. 34, який відрізняється тим, що металевий контейнер містить матеріал, вибраний зі сплаву 902 (номер згідно з Універсальною системою позначень металів і сплавів N09902) і нержавіючої сталі типу 430 (номер згідно з Універсальною системою позначень металів і сплавів S43000).
36. Спосіб за п. 24, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
37. Спосіб за п. 24, який відрізняється тим, що металевий контейнер і легована оброблювана деталь містять основний метал, вибраний з групи, яка складається з кобальту, заліза і нікелю.
38. Спосіб за п. 37, який відрізняється тим, що основний метал металевого контейнера і основний метал легованої оброблюваної деталі відрізняються один від одного.
39. Спосіб за п. 24, який додатково включає перед вставленням легованої оброблюваної деталі в металевий контейнер:
шліфування щонайменше однієї області щонайменше однієї із зовнішньої поверхні легованої оброблюваної деталі і внутрішньої поверхні металевого контейнера.
40. Спосіб за п. 24, який додатково включає перед вставленням легованої оброблюваної деталі в металевий контейнер: нагрівання металевого контейнера.
41. Спосіб за п. 24, який відрізняється тим, що в затареній збірці легована оброблювана деталь стикається щонайменше з частиною боронікелевого покриття.
42. Спосіб за п. 24, який відрізняється тим, що в затареній збірці відсутній зазор між легованою оброблюваною деталлю і металевим контейнером.
43. Спосіб за п. 24, який додатково включає:
одночасне видалення щонайменше частини газу з внутрішньої частини затареної збірки і нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером.
44. Спосіб за п. 24, який додатково включає:
осадження боронікелевого покриття щонайменше на частині внутрішньої поверхні металевого контейнера шляхом нанесення покриття методом хімічного відновлення для утворення боронікелевого покриття.
45. Спосіб за п. 44, який відрізняється тим, що боронікелеве покриття містить 3-5 вагових процентів бору.
46. Спосіб за п. 44, який відрізняється тим, що товщина боронікелевого покриття складає від 0,005 дюйма до 0,01 дюйма.
47. Спосіб за п. 24, який додатково включає після нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером:
гарячу обробку затареної збірки щонайменше за допомогою однієї з операцій: штампування і пресування, для деформації затареної збірки.
48. Спосіб за п. 47, який додатково включає після гарячої обробки затареної збірки:
видалення щонайменше частини металевого контейнера з деформованої затареної збірки.
49. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю;
при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь;
при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі; і
при тому, що під час розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі здійснюють обертання легованої оброблюваної деталі навколо подовжньої осі оброблюваної деталі.
50. Спосіб за п. 49, який відрізняється тим, що матеріал металевого покриття містить частинки, вибрані з частинок з нержавіючої сталі і частинок зі сплаву на основі нікелю.
51. Спосіб за п. 49, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603).
52. Спосіб за п. 49, який відрізняється чим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625).
53. Спосіб за п. 49, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні:
нагрівання щонайменше частини поверхні легованої оброблюваної деталі до температури більше 2000 °F.
54. Спосіб за п. 49, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту.
55. Спосіб за п. 49, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
56. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі.
57. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню.
58. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі.
59. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню.
60. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю;
при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь;
при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі, і
при тому, що матеріал металевого покриття містить частинки, вибрані з частинок з нержавіючої сталі і частинок зі сплаву на основі нікелю.
61. Спосіб за п. 60, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603).
62. Спосіб за п. 60, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625).
63. Спосіб за п. 60, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту.
64. Спосіб за п. 60, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
65. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі.
66. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню.
67. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі.
68. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню.
69. Спосіб за п. 60, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні:
нагрівання щонайменше частини поверхні легованої оброблюваної деталі до температури більше 2000 °F.
70. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю;
при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь;
при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі; і
при тому, що перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні:
щонайменше частини поверхні легованої оброблюваної деталі нагрівають до температури більше 2000 °F.
71. Спосіб за п. 70, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603).
72. Спосіб за п. 70, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625).
73. Спосіб за п. 70, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту.
74. Спосіб за п. 70, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
75. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі.
76. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню.
77. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі.
78. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню.
79. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю;
при тому, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту,
при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; і
при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі.
80. Спосіб за п. 79, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100.
81. Спосіб за п. 79, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603).
82. Спосіб за п. 79, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625).
83. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі.
84. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню.
85. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає:
розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі.
86. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню.
Текст
Реферат: Спосіб обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин може включати розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю. Покриття поверхні може бути більш пластичним, ніж легована оброблювана деталь, та зменшує теплові втрати легованої оброблюваної деталі. UA 115469 C2 (12) UA 115469 C2 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ТЕХНІКИ [0001] Дане розкриття відноситься до легованих злитків та інших легованих оброблюваних деталей та до способів обробки легованих злитків та інших легованих оброблюваних деталей. РІВЕНЬ ТЕХНІКИ [0002] Різні сплави можуть бути охарактеризовані як "чутливі до утворення тріщин". Злитки та інші оброблювані деталі, складені з чутливих до утворення тріщин сплавів, можуть утворювати тріщини на всій своїй поверхні та/або краях під час робочих операцій у гарячому стані. При формуванні виробів з чутливих до утворення тріщин сплавів можуть виникнути проблеми, так як, наприклад, може виникнути необхідність відшліфовувати або видаляти іншим способом тріщини, утворені під час штампування або інших робочих операцій у гарячому стані, тим самим збільшуючи час виготовлення та витрати, та зменшуючи вихід продукції. [0003] Під час деяких робочих операцій у гарячому стані, таких як штампування та пресування, штампи прикладають силу до легованої оброблюваної деталі для деформації легованої оброблюваної деталі. Взаємодія між поверхнями штампа та поверхнями легованої оброблюваної деталі може включати теплопередачу, тертя та знос. Однією з традиційних методик зменшення утворення тріщин на поверхні та краї під час гарячої обробки є поміщення легованої оброблюваної деталі у металевий контейнер перед гарячою обробкою. Наприклад, при циліндричній формі оброблюваної деталі внутрішній діаметр металевого контейнера може бути трохи більше зовнішнього діаметра легованої оброблюваної деталі. Легована оброблювана деталь може бути вставлена у металевий контейнер таким чином, що металевий контейнер слабо оточує леговану оброблювану деталь, але не зв'язується з нею металургічно. Штампи можуть прилягати до зовнішніх поверхонь металевого контейнера. Металевий контейнер термічно ізолює та механічно захищає поміщену леговану оброблювану деталь, таким чином усуваючи або зменшуючи число випадків утворення тріщин на легованій оброблюваній деталі. Металевий контейнер термічно ізолює леговану оброблювану деталь за допомогою повітряних проміжків між легованою оброблюваною деталлю та внутрішніми поверхнями металевого контейнера, та також шляхом прямого попередження випромінювання тепла легованою оброблюваною деталлю у навколишнє середовище. [0004] Операція затарювання легованої оброблюваної деталі може в результаті призвести до різних недоліків. Наприклад, механічний контакт між штампами для штампування та зовнішніми поверхнями металевої коробки може розколоти металевий контейнер. Крім того, під час штампування осадкою/протяжкою затареної оброблюваної деталі, металевий контейнер може розколотися під час операції протяжки, та в такому випадку може виникнути необхідність повторно затарювати леговану оброблювану деталь між кожним циклом осадка/протяжка паралельних операцій штампування осадкою/протяжкою. Повторне затарювання ускладнює процес та збільшує витрати. Більш того, металевий контейнер може заважати оператору візуально спостерігати за утворенням тріщин та інших дефектів на поверхні затареної легованої оброблюваної деталі, що утворюються під час роботи. [0005] Враховуючи вищенаведені недоліки, переважним було б забезпечити більш ефективний та/або більш економічно ефективний спосіб гарячої обробки чутливих до утворення тріщин сплавів. У більш загальному розумінні, переважним було б забезпечити спосіб покращення оброблюваності у гарячому стані легованих злитків та інших легованих оброблюваних деталей. СУТЬ ВИНАХОДУ [0006] Аспекти згідно з даним розкриттям відносяться до способів обробки легованих злитків та інших легованих оброблюваних деталей для покращення оброблюваності у гарячому стані. [0007] Необмежуючий аспект згідно з даним розкриттям відноситься до способу обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин, при цьому спосіб включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю. Металеве покриття поверхні може бути більш пластичним, ніж легована оброблювана деталь, та зменшує теплові втрати від легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення способу легована оброблювана деталь обертається навколо поздовжньої осі оброблюваної деталі під час розпилення матеріалу металевого покриття, який осаджується щонайменше на частині периферійної поверхні легованої оброблюваної деталі. [0008] Додатковий необмежуючий аспект згідно з даним розкриттям відноситься до способу обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин, при цьому спосіб включає вставлення легованої оброблюваної деталі в металевий контейнер. Металевий контейнер може характеризуватися більш низьким коефіцієнтом теплового розширення, ніж у 1 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 сплаву, та містить внутрішню поверхню, що містить боронікелеве покриття щонайменше на її частині. Легована оброблювана деталь поміщається у металевий контейнер для утворення затареної зборки, та щонайменше частина газу видаляється з внутрішньої частини затареної зборки. Затарена зборка нагрівається до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером. [0009] Інший необмежуючий аспект згідно з даним розкриттям відноситься до легованих оброблюваних деталей, виконаних або оброблених згідно з будь-яким зі способів даного розкриття. [0010] Ще один необмежуючий аспект згідно з даним розкриттям відноситься до виробів виробництва, виконаних з легованих оброблюваних деталей, виконаних або оброблених згідно з будь-яким зі способів даного розкриття, або які містять їх.Такі вироби виробництва включають, наприклад, складові реактивного двигуна, складові наземної турбіни, клапани, складові двигуна, вали та кріпильні деталі. ОПИС ГРАФІЧНИХ МАТЕРІАЛІВ [0011] Різні необмежуючі варіанти здійснення, описані у даному документі, можуть бути краще зрозумілі, беручи до уваги наступний опис разом з супровідними графічними матеріалами. [0012] На Фіг. 1 представлена блок-схема згідно з деякими необмежуючими варіантами здійснення способу, розкритого у даному документі. [0013] На Фіг. 2 представлена схема способу обробки легованої оброблюваної деталі згідно з різними необмежуючими варіантами здійснення, розкритими у даному документі. [0014] На Фіг. 3 представлена схема способу обробки легованої оброблюваної деталі згідно з різними необмежуючими варіантами здійснення, розкритими у даному документі. [0015] На Фіг. 4 представлена блок-схема згідно з деякими необмежуючими варіантами здійснення способу, розкритого у даному документі. [0016] На Фіг. 5 представлена схема способу обробки легованої оброблюваної деталі згідно з різними необмежуючими варіантами здійснення, розкритими у даному документі. [0017] Читач прийме до уваги вищенаведені деталі, а також інші, враховуючи наступний опис різних необмежуючих та невичерпних варіантів здійснення згідно з даним розкриттям. ОПИС ДЕЯКИХ НЕОБМЕЖУЮЧИХ ВАРІАНТІВ РЕАЛІЗАЦІЇ ВИНАХОДУ [0018] Як правило, використовувані у даному документі терміни "що складається, по суті, з" та "що складається з" включені в термін "що містить". [0019] Як правило, використовувані у даному документі іменники в однині відносяться "щонайменше до одного" або "до одного або декількох", якщо не вказано інше. [0020] Як правило, використовувані у даному документі терміни "що включає в себе" та "що має" означають "що включає". [0021] Як правило, використовуваний у даному документі термін "температура розм'якшення" відноситься до мінімальної температури, при якій конкретний матеріал вже поведе себе як жорстке тверде тіло та починає прогинатися під власною вагою. [0022] Як правило, використовуваний у даному документі термін "приблизно" відноситься до прийнятної частки погрішності для вимірюваної величини, враховуючи характер або точність вимірювання. Типові наведені в якості прикладу частки погрішності можуть знаходитися в межах 20 %, в межах 10 % або в межах 5 % заданого значення або діапазону значень. [0023] Всі числові величини, вказані у даному документі, слід розуміти як модифіковані у всіх випадках терміном "приблизно", якщо не вказано інше. Числові величини, розкриті у даному документі, є приблизними та мається на увазі, що кожне числове значення означає як згадане значення, так і функціональний діапазон еквівалентів, оточуючих це значення. Щонайменше, та не в якості спроби обмеження застосовності теорії еквівалентів до об'єму формули винаходу, кожне числове значення повинно щонайменше тлумачитися з урахуванням кількості представлених значущих цифр та шляхом застосування традиційних методик округлення. Незважаючи на приблизні значення числових величин, вказаних у даному документі, вважається, що числові величини, описані у визначених прикладах фактичних вимірюваних значень, настільки точні, наскільки це можливо. [0024] Всі числові діапазони, вказані у даному документі, включають в себе всі підціапазони, що відносяться до них. Наприклад, передбачається, що діапазони "1-10" та "від 1 до 10" включають в себе всі підціапазони від згаданого мінімального значення 1 та до згаданого максимального значення 10, у тому числі також 1 та 10. Передбачається, що будь-яке максимальне числове обмеження, згадане у даному документі, включає в себе всі більш низькі числові обмеження. Передбачається, що будь-яке мінімальне числове обмеження, згадане у даному документі, включає в себе всі більш високі числові обмеження. 2 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0025] У наступному описі деякі деталі викладені для забезпечення повного розуміння різних необмежуючих варіантів здійснення виробів та способів, описаних у даному документі. Фахівцеві у даній галузі техніки буде зрозуміло, що необмежуючі варіанти здійснення, описані у даному документі, можна здійснювати на практиці без цих деталей. В інших випадках добре відомі структури та способи, пов'язані з виробами та способами, можуть не бути показаними або описаними детально для уникнення непотрібних прихованих описів необмежуючих варіантів здійснення, описаних у даному документі. [0026] Дане розкриття описує різні ознаки, аспекти та переваги різних необмежуючих варіантів здійснення виробів та способів. Однак, зрозуміло, що дане розкриття охоплює численні альтернативні варіанти здійснення, які можуть бути виконані шляхом комбінування будь-яких різних ознак, аспектів та переваг різних необмежуючих варіантів здійснення, описаних у даному документі, у будь-якій комбінації або підкомбінації, яку фахівець у даній галузі техніки може вважати застосовною. [0027] Під час операцій гарячої обробки, таких як, наприклад, операції штампування та операції пресування, до легованого злитку або іншої легованої оброблюваної деталі можуть застосовувати силу при температурі більшій, ніж температура навколишнього середовища, такій як вище температури рекристалізації оброблюваної деталі, для пластичної деформації оброблюваної деталі. Температура легованої оброблюваної деталі при робочій операції може бути більшою, ніж температура штампів або інших структур, застосовуваних до механічно прикладеної сили до поверхонь легованої оброблюваної деталі. Легована оброблювана деталь може викликати температурні градієнти внаслідок охолодження її поверхні шляхом теплових втрат у навколишнє середовище та зміщення термічного градієнта між її поверхнями та стичними штампами або іншими структурами. Температурні градієнти можуть спричинювати утворення тріщин на поверхні оброблюваної деталі під час гарячої обробки. Утворення тріщин на поверхні є особливо проблематичним в ситуаціях, коли леговану оброблювану деталь одержують з чутливого до утворення тріщин сплаву. [0028] Згідно з деякими необмежуючими варіантами здійснення легована оброблювана деталь може складатися з чутливого до утворення тріщин сплаву або містити його. Наприклад, різні сплави на основі нікелю, сплави на основі заліза, сплави на основі нікелю та заліза, сплави на основі титану, сплави на основі титану та нікелю, сплави на основі кобальту та надміцні сплави, такі як надміцні сплави на основі нікелю, можуть бути чутливими до утворення тріщин, особливо під час операцій гарячої обробки. Легований злиток або інша легована оброблювана деталь можуть бути утворені з чутливих до утворення тріщин сплавів та надміцних сплавів. Наприклад, чутлива до утворення тріщин легована оброблювана деталь може бути утворена зі сплавів або надміцних сплавів, вибраних без обмеження зі сплаву 718 (номер згідно з Універсальною системою позначень металів та сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів та сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів та сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів та сплавів N07001) та сплаву Inconel® 100. Хоча способи, описані у даному документі, є переважними для застосування з використанням чутливих до утворення тріщин сплавів, буде зрозуміло, що такі способи також, як правило, будуть застосовувані до будь-якого сплаву, у тому числі, наприклад, сплавів, що характеризуються відносно низькою пластичністю при температурах гарячої обробки, сплавів, оброблюваних у гарячому стані при температурах 1000 °F-2200 °F, та сплавів, які, як правило, не здатні до утворення тріщин. Як такий, використовуваний у даному документі термін "сплав" включає в себе традиційні сплави та надміцні сплави. Як буде зрозуміло фахівцям у даній галузі техніки, надміцні сплави проявляють відносно гарну стабільність поверхні, стійкість до корозії та опір окисненню, високу міцність та високий опір повзучості при високих температурах. У різних необмежуючих варіантах здійснення легована оброблювана деталь може включати або бути вибрана зі злитку, заготовки, болванки, пластини, трубки, спеченого брикету тощо. [0029] Легований злиток або інша легована оброблювана деталь можуть бути утворені із застосуванням, наприклад, методик традиційної металургії або методик порошкової металургії. Наприклад, у різних необмежуючих варіантах здійснення легований злиток або інша легована оброблювана деталь можуть бути утворені за допомогою комбінації вакуумної індукційної плавки (VIM) та вакуумної дугової плавки (VAR), відомої як операція VIM-VAR. У різних необмежуючих варіантах здійснення легована оброблювана деталь може бути утворена за допомогою методики потрійної плавки, у якій операцію електрошлакового переплавлення (ESR) здійснюють безпосередньо з операцією VIM та операцією VAR, із забезпеченням послідовності VIM-ESR-VAR (тобто, потрійної плавки). В інших необмежуючих варіантах здійснення легована 3 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 оброблювана деталь може бути утворена із застосуванням операції порошкової металургії, що включає розпилення розплавленого сплаву та збір та затвердіння одержаного в результаті металургічного порошку в леговану оброблювану деталь. [0030] У деяких необмежуючих варіантах здійснення легований злиток або інша легована оброблювана деталь можуть бути утворені із застосуванням операції розпилювального штампування. Наприклад, VIM можна використовувати для одержання складу основного сплаву з сировини. Операцію ESR можна необов'язково використовувати після VIM. Розплавлений сплав можна витягувати зі зварювальної ванни VIM або ESR та розпиляти з утворенням розплавлених краплин. Розплавлений сплав можна витягувати зі зварювальної ванни з використанням, наприклад, провідної системи з холодними стінками (CIG). Сплав може осаджуватися у вигляді розплавленого або напіврозплавленого матеріалу з використанням операції розпилювального штампування з утворенням затверділої легованої оброблюваної деталі. [0031] У деяких необмежуючих варіантах здійснення легований злиток або інша легована оброблювана деталь можуть бути утворені із застосуванням операції гарячого ізостатичного пресування (НІР). НІР, як правило, відноситься до ізостатичного застосування газу під високим тиском та при високій температурі, такого як, наприклад, аргон, для ущільнення та затвердіння порошкового матеріалу в монолітний брикет. Порошок можна відділити від газу під високим тиском та при високій температурі за допомогою герметично запаяного резервуара, який виконує функцію бар'єра тиску між газом та порошком при його ущільненні та затвердінні. Герметично запаяний резервуар може пластично деформуватися для ущільнення порошку, та при підвищених температурах окремі порошкові частинки можуть ефективно спікатися разом з утворенням монолітного брикету. Можна застосовувати тиск для однорідного ущільнення для всього порошку, та можна досягати однорідного розподілення щільності в брикеті. Наприклад, можна завантажити порошок приблизно еквівалентного сплаву нікелю та титану в металевий резервуар, такий як, наприклад, сталевий контейнер, та дегазувати для видалення адсорбованої вологи та газового включення. Резервуар, що містить порошок приблизно еквівалентного сплаву нікелю та титану, можна герметично запаяти під дією вакууму, такою як, наприклад, за допомогою зварювання. Запаяний резервуар потім можна піддати операції НІР при температурі та під тиском, достатнім для досягнення повного ущільнення порошку приблизно еквівалентного сплаву нікелю та титану в резервуарі з утворенням таким чином повністю ущільненого брикету приблизно еквівалентного сплаву нікелю та титану. [0032] У деяких необмежуючих варіантах здійснення згідно з даним розкриттям, згідно з Фіг. 1, спосіб обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати обертання 10 легованої оброблюваної деталі навколо поздовжньої осі легованої оброблюваної деталі; та розпилення 15 матеріалу металевого покриття щонайменше на частину периферійної поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю, що зменшує теплові втрати від легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може, як правило, являти собою леговану оброблювану деталь циліндричної форми, та металеве покриття може осаджуватися, наприклад, на периферійну поверхню легованої оброблюваної деталі. Однак, буде зрозуміло, що легована оброблювана деталь буде мати різну форму. На додаток, хоча на Фіг. 1 схематично зображений один з варіантів здійснення, в якому леговану оброблювану деталь обертають навколо осі, буде зрозуміло, що можна застосовувати будь-який альтернативний спосіб, в якому розпилювальний пристрій переміщають відносно легованої оброблюваної деталі, або навпаки, таким чином, що матеріал металевого покриття може розподілятися на поверхні легованої оброблюваної деталі та осаджуватися на ній. [0033] У деяких необмежуючих варіантах здійснення спосіб згідно з даним розкриттям може включати розпилення матеріалу металевого покриття щонайменше на частину поздовжнього кінця легованої оброблюваної деталі для утворення металевого покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю, що зменшує теплові втрати від легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення спосіб може включати переміщення легованої оброблюваної деталі вздовж поздовжньої осі оброблюваної деталі після завершення щонайменше одного обертання легованої оброблюваної деталі; розпилення матеріалу металевого покриття щонайменше на наступну частину зовнішньої периферійної поверхні легованої оброблюваної деталі та повторне переміщення та розпилення до досягнення бажаної товщини покриття. Однак, знову буде зрозуміло, що можна застосовувати будь-яку альтернативну операцію для досягнення таким чином відносного руху між розпилювальним пристроєм та легованою оброблюваною деталлю, таким чином, що 4 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріал металевого покриття може розподілятися на поверхні легованої оброблюваної деталі та осаджуватися на ній. [0034] У деяких необмежуючих варіантах здійснення матеріал металевого покриття може бути більш пластичним та/або ковким, ніж легована оброблювана деталь. У різних необмежуючих варіантах здійснення металеве покриття, утворене на легованій оброблюваній деталі, може бути більш пластичним при широкому діапазоні температур, такому як, наприклад, 68 °F-2300 °F та 1500 °F-2250 °F. Пластичність металевого покриття та легованої оброблюваної деталі можна вимірювати як подовження або зменшення площі у випробуванні на розтягнення. У деяких необмежуючих варіантах здійснення металеве покриття може включати подовження (% в 2 дюйми при кімнатній температурі) більше, ніж подовження легованої оброблюваної деталі.У деяких необмежуючих варіантах здійснення металеве покриття може включати подовження (% в 2 дюйми при кімнатній температурі) щонайменше 15 %, щонайменше 20 %, щонайменше 30 %, щонайменше 40 %, більше 20 %, більше 25 %, більше 30 %, більше 35, більше 40 %, більше 45 %, 15 %-45 %, 20 %-40 % або 25 %-40 %. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може включати подовження (% в 2 дюйми при кімнатній температурі) аж до 15 %, аж до 20 % або аж до 30 %. [0035] У деяких необмежуючих варіантах здійснення матеріал металевого покриття може включати металевий матеріал, що характеризується більшою в'язкістю та/або більш низькою твердістю, ніж сплав легованої оброблюваної деталі при конкретній робочій температурі, використовуваній при обробці легованої оброблюваної деталі. Твердість можна вимірювати згідно з випробуванням на визначення твердості за Роквеллом. У деяких необмежуючих варіантах здійснення металеве покриття може включати твердість за Роквеллом меншу, ніж твердість за Роквеллом легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття може включати твердість В за Роквеллом 88-95 та легована оброблювана деталь може включати твердість В за Роквеллом 92-100. У деяких необмежуючих варіантах здійснення металеве покриття може включати твердість В за Роквеллом 82-88 та легована оброблювана деталь може включати твердість В за Роквеллом 92-100. У деяких необмежуючих варіантах здійснення металеве покриття може включати твердість В за Роквеллом 88 та легована оброблювана деталь може включати твердість В за Роквеллом 92. У деяких необмежуючих варіантах здійснення металеве покриття може включати твердість С за Роквеллом 25 та легована оброблювана деталь може включати твердість С за Роквеллом 38. В'язкість металевого покриття та легованої оброблюваної деталі можна вимірювати за допомогою ударного випробування за Шарпі з V-подібним надрізом на обпалених матеріалах при кімнатній температурі. У деяких необмежуючих варіантах здійснення матеріал металевого покриття може включати енергію руйнування зразка Шарпі з V-подібним надрізом більшу, ніж енергія руйнування зразка Шарпі з V-подібним надрізом легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття може включати енергію руйнування зразка Шарпі з V-подібним надрізом 65-80 фут-фунт при 75 °F. [0036] У деяких необмежуючих варіантах здійснення металеве покриття може термічно ізолювати поверхню легованої оброблюваної деталі від поверхонь стичних штампів. У такому випадку металеве покриття зменшує або обмежує випромінювання тепла легованої оброблюваної деталі, що лежить в основі, у навколишнє середовище та/або на поверхні штампів штампування або пресування, стичних з покритою оброблюваною деталлю. Термоізоляційний ефект металевого покриття може попереджувати або зменшувати охолодження поверхні легованої оброблюваної деталі, що лежить в основі, до температури переходу в крихкий стан, при якому поверхня може більш легко утворювати тріщини під час гарячої обробки. У деяких необмежуючих варіантах здійснення матеріал металевого покриття може бути більш стійкий до кисню, ніж легована оброблювана деталь. [0037] У деяких необмежуючих варіантах здійснення матеріал металевого покриття може містити металеві частинки, розпилені на поверхню оброблюваної деталі. Металеві частинки можуть являти собою, наприклад, одні або декілька з частинок з нержавіючої сталі, частинок зі сплаву на основі нікелю, частинок зі сплаву на основі заліза, частинок зі сплаву на основі нікелю та заліза, частинок зі сплаву на основі титану та частинок зі сплаву на основі кобальту. У деяких необмежуючих варіантах здійснення металеві частинки можуть бути вибрані з частинок з нержавіючої сталі та частинок зі сплаву на основі нікелю. У деяких необмежуючих варіантах здійснення частинки з нержавіючої сталі можуть включати частинки з аустенітної нержавіючої сталі. У деяких необмежуючих варіантах здійснення матеріал металевого покриття може містити частинки з аустенітної нержавіючої сталі, вибрані з групи, що складається з частинок з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів та сплавів S30400), частинок з нержавіючої сталі типу 304L (номер згідно з Універсальною 5 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 системою позначень металів та сплавів S30403), частинок з нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів та сплавів S31600) та частинок з нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів та сплавів S31603). У деяких необмежуючих варіантах здійснення матеріал металевого покриття може містити частинки зі сплаву на основі нікелю, вибрані з групи, що складається з частинок сплаву 600 (номер згідно з Універсальною системою позначень металів та сплавів N06600) та частинок сплаву 625 (номер згідно з Універсальною системою позначень металів та сплавів N06625). [0038] У деяких необмежуючих варіантах здійснення матеріал металевого покриття та легована оброблювана деталь можуть містити основний метал, вибраний з групи, що складається з кобальту, заліза та нікелю. У деяких необмежуючих варіантах здійснення основний метал матеріалу металевого покриття може бути таким же, як і основний метал легованої оброблюваної деталі. Наприклад, матеріал металевого покриття може містити сплав на основі нікелю, вибраний зі сплаву 600 (номер згідно з Універсальною системою позначень металів та сплавів N06600) та сплаву 625 (номер згідно з Універсальною системою позначень металів та сплавів N06625), та легована оброблювана деталь може містити сплав на основі нікелю, вибраний зі сплаву 720 (номер згідно з Універсальною системою позначень металів та сплавів N07720), сплаву Rene 88™ та сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів та сплавів N07001). У деяких необмежуючих варіантах здійснення основний метал матеріалу металевого покриття та основний метал легованої оброблюваної деталі можуть бути відмінними один від одного. Наприклад, матеріал металевого покриття може містити сплав на основі заліза, вибраний з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів та сплавів S30400) та нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів та сплавів S31600), та легована оброблювана деталь може містити сплав на основі нікелю, вибраний зі сплаву 720 (номер згідно з Універсальною системою позначень металів та сплавів N07720), сплаву Rene 88™ та сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів та сплавів N07001). [0039] У деяких необмежуючих варіантах здійснення спосіб обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати термічне розпилення матеріалу металевого покриття щонайменше на частину периферійної поверхні легованої оброблюваної деталі для утворення металевого покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю, при цьому металеве покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може включати, як правило, леговану оброблювану деталь циліндричної форми. Як зрозуміло фахівцям у даній галузі техніки, термічне розпилення може включати розпилення матеріалу металевого покриття на поверхню, у той час як матеріал металевого покриття витримують при температурі більшій, ніж температура плавлення матеріалу металевого покриття або рівній їй, таким чином, що розпилений матеріал металевого покриття містить напіврозплавлені металеві частинки та/або розплавлені металеві краплини. Традиційні методики термічного розпилення включають, наприклад, методики термічного розпилення плазми, кисневого палива для високошвидкісного розпилення (HVOF), дугове розпилення та газополуменеве розпилення. Будь-яка з деяких традиційних методик термічного розпилення може бути придатним чином адаптована для застосування у способах згідно з даним розкриттям без надмірних зусиль. [0040] У деяких необмежуючих варіантах здійснення перед термічним розпиленням матеріалу металевого покриття, що містить напіврозплавлені металеві частинки та/або розплавлені металеві краплини, на поверхню легованої оброблюваної деталі, щонайменше частина поверхні легованої оброблюваної деталі може бути нагріта щонайменше до 1100 °F, наприклад як, 1100 °F-2000 °F. Наприклад, щонайменше частина периферійної поверхні легованої оброблюваної деталі, як правило, циліндричної форми, може бути нагріта до температури більше 2000 °F, та потім матеріал металевого покриття, що містить напіврозплавлені металеві частинки та/або розплавлені металеві краплини, може бути термічно розпилений щонайменше на частину нагрітої поверхні легованої оброблюваної деталі. [0041] У деяких необмежуючих варіантах здійснення, згідно з Фіг. 2, система 100 термічного розпилення може, як правило, включати посудину 105, таку як проміжний розливний пристрій, для утримування матеріалу металевого покриття у розплавленому стані. Посудина 105 може містити нижню стінку, виконану з отвором для забезпечення витікання розплавленого матеріалу з посудини 105. Розплавлений матеріал може потрапляти в посудину 105 з ковша або печі 107. Сопло 110 може прилягати до нижньої стінки посудини 105 для одержання вихідного потоку 6 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 розплавленого матеріалу металевого покриття з отвору. Розпилювач 120 може бути з'єднаним з соплом 110 для розпилення розплавленого матеріалу металевого покриття, що виходить з сопла 110. Розпилювач 120 може зштовхувати вихідний потік розплавленого матеріалу з потоком рідкого середовища, такого як потік рідини, повітря або інертного газу, для розділення вихідного потоку на розплавлені краплини, що утворюють конус 125 розпилювання. Розпилення, що включає конус 125 розпилювання, можна здійснювати при температурі більшій, ніж температура плавлення та/або температура розм'якшення матеріалу металевого покриття або рівній їм. Розпилення, що включає конус 125 розпилювання, може включати розплавлений матеріал та/або напіврозплавлений матеріал. Варіанти конструкції розпилювачів 120 та систем для розпилення, які можна застосовувати у поєднанні з цим та іншими необмежуючими варіантами здійснення, описаними у даному документі, будуть очевидні фахівцям у даній галузі техніки при розгляді даного опису різних варіантів здійснення даного розкриття. [0042] Згідно з необмежуючим варіантом здійснення, показаним на Фіг. 2, леговану оброблювану деталь 130 можна переміщувати та обертати паралельно поздовжній осі легованої оброблюваної деталі 130 за допомогою обертового ущільнення 140 в камері 150 для розпилення. Котушка 160 індукційного або контактного нагрівання може бути розташована навколо периметра оброблюваної деталі 130 для забезпечення нагрівання поверхні оброблюваної деталі 130 та/або конуса 125 розпилювання. У деяких необмежуючих варіантах здійснення котушка 160 нагрівання може нагрівати поверхню оброблюваної деталі до 1850 °F. Термічно розпилене металеве покриття 135 поверхні може бути утворене щонайменше на частині периферійної поверхні легованої оброблюваної деталі 130, як правило, циліндричної форми, шляхом зштовхування конуса 125 розпилювання з легованою оброблюваною деталлю 130 та обертання легованої оброблюваної деталі 130. Легована оброблювана деталь 130 може проходити під конусом 125 розпилювання та через нього. Хоча на Фіг. 1 схематично зображений один з варіантів здійснення, у якому леговану оброблювану деталь обертають навколо осі, буде зрозуміло, що можна застосовувати будь-який альтернативний спосіб, у якому розпилювальний пристрій переміщають відносно легованої оброблюваної деталі, або навпаки, таким чином, що матеріал металевого покриття може розподілятися на поверхні легованої оброблюваної деталі та осаджуватися на ній. [0043] Необов'язково легована оброблювана деталь 130 може прилягати до одного або декількох валиків (не показані) перед виходом з камери 150 для розпилення та/або після виходу з камери 150 для розпилення. Після термічного розпилення та необов'язково прокатки леговану оброблювану деталь можна прибрати з камери 150 для розпилення. Будь-яке надлишкове розпилення розплавленого матеріалу покриття може затвердіти у вигляді порошку для збору в основі 155 камери та повторної операції. [0044] У деяких необмежуючих варіантах здійснення спосіб згідно з даним розкриттям може включати прокатку легованої оброблюваної деталі для затвердіння або загустіння термічно розпиленого металевого покриття поверхні після термічного розпилення. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що напіврозплавлені металеві частинки та/або розплавлені металеві краплини можуть окислюватися під час штампування та при зависанні у повітрі та утворювати пори. Одержане в результаті термічно розпилене металеве покриття поверхні може характеризуватися відкритою пористістю, що може заважати наступній гарячій обробці покритої легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення спосіб за даним винаходом може включати після термічного розпилення прокатку легованої оброблюваної деталі в камері для розпилення для видалення або зменшення відкритої пористості в термічно розпиленому металевому покритті поверхні. У деяких необмежуючих варіантах здійснення спосіб може включати після термічного розпилення повторне нагрівання покритої легованої оброблюваної деталі та прокатку легованої оброблюваної деталі в камері для розпилення для видалення або зменшення відкритої пористості в термічно розпиленому металевому покритті поверхні. У деяких необмежуючих варіантах здійснення та без обмеження в способі прокатки можна використовувати аж до 17 клітей валків, наприклад як, 2-8 клітей, та технологічного матеріалу при нормах аж до 100 тонн/годину. У деяких інших необмежуючих варіантах здійснення спосіб згідно з даним розкриттям може включати затвердіння або загустіння металевого покриття поверхні шляхом гарячого ізостатичного пресування покритої оброблюваної деталі для видалення або зменшення відкритої пористості в термічно розпиленому металевому покритті поверхні. [0045] У деяких необмежуючих варіантах здійснення характеристики термічно розпиленого покриття поверхні можуть бути зв'язаними з умовами обробки, у тому числі без обмеження з температурою, тиском, відхиленням (відстанню між розпилювальним соплом та цільовою поверхнею легованої оброблюваної деталі), швидкістю розпилення та виходом осадження. У 7 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 деяких необмежуючих варіантах здійснення тиск струменя матеріалу металевого покриття, одержаного за допомогою пристрою для термічного розпилення, може складати 1 МПа, аж до 1 МПа, менше ніж 1 МПа, 0,5-1 МПа або 0,7-1 МПа. У деяких необмежуючих варіантах здійснення температура струменя матеріалу металевого покриття, одержаного за допомогою пристрою для термічного розпилення, може складати 1000 °F-2700 °F, 1500 °F-2500 °F або 2250 °F-2700 °F. У деяких необмежуючих варіантах здійснення швидкість розпилення матеріалу металевого покриття, викликана за допомогою пристрою для термічного розпилення, може складати від 1 фунт/хв. до 100 фунт/хв., від 30 фунт/хв. до 100 фунт/хв., від 25 фунт/хв. до 75 фунт/хв. або 50 фунт/хв. У деяких необмежуючих варіантах здійснення відстань відхилення між пристроєм для термічного розпилення та цільовою поверхнею легованої оброблюваної деталі може складати від 1 дюйма до 72 дюймів, від 12 дюймів до 72 дюймів, від 24 дюймів до 36 дюймів, від 36 дюймів до 72 дюймів або 36 дюймів. У деяких необмежуючих варіантах здійснення вихід осадження способу термічного розпилення може складати аж до 95 %, аж до 80 %, аж до 75 %, аж до 70 %, від 10 % до 95 %, від 20 % до 80 %, від 25 % до 75 %, від 30 % до 60 % або 50 %. Як правило, використовуваний у даному документі термін "вихід осадження" відноситься до відсоткового вмісту термічно розпиленого матеріалу металевого покриття, який прилипає до легованої оброблюваної деталі. [0046] У деяких необмежуючих варіантах здійснення товщина термічно розпиленого металевого покриття поверхні на легованій оброблюваній деталі може складати аж до 2 дюймів, аж до 1 дюйма, аж до 0,5 дюйма, аж до 0,25 дюйма, від 0,25 до 2 дюймів, від 0,5 до 1 дюйма або від 1 до 2 дюймів. У деяких необмежуючих варіантах здійснення товщина термічно розпиленого металевого покриття поверхні після прокатки може складати аж до 2 дюймів, аж до 1 дюйма, аж до 0,5 дюйма, аж до 0,25 дюйма, від 0,25 до 2 дюймів, від 0,5 до 1 дюйма, від 1 до 2 дюймів, від 0,25 до 0,5 дюйма, від 0,1 до 0,5 дюйма або від 0,1 до 0,25 дюйма. У деяких необмежуючих варіантах здійснення товщина термічно розпиленої металевої поверхні може бути зв'язана зі швидкістю руху та/або швидкістю обертання легованої оброблюваної деталі. [0047] У деяких необмежуючих варіантах здійснення спосіб обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати холодне розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення металевого покриття поверхні, металургічно зв'язаного з легованою оброблюваною деталлю, при цьому металеве покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може, як правило, являти собою леговану оброблювану деталь циліндричної форми, та металеве покриття може осаджуватися, наприклад, на периферійну поверхню легованої оброблюваної деталі. Однак, буде зрозуміло, що легована оброблювана деталь буде мати різну форму. Як зрозуміло фахівцям у даній галузі техніки, холодне розпилення може включати розпилення матеріалу металевого покриття на поверхню, у той час як матеріал металевого покриття витримують при температурі нижче температури плавлення матеріалу металевого покриття, таким чином, що розпилений матеріал металевого покриття містить тверді частинки матеріалу металевого покриття. [0048] У деяких необмежуючих варіантах здійснення, згідно з Фіг. 3, система 200 холодного розпилення може, як правило, включати посудину 205 для утримування матеріалу металевого покриття в твердих частинках. Посудина 205 може містити нижню стінку, виконану з отвором для забезпечення потоку зернистого матеріалу з посудини 200. Сопло 210, таке як звужуючорозширююче сопло (Лаваля), може бути з'єднане з посудиною 200 для одержання матеріалу в твердих частинках з отвору. Посудина 210 може прискорювати потік рідкого середовища, такого як повітря, азот, гелій, аргон або їхні суміші, до надзвукової швидкості. Матеріал в твердих частинках може подаватися з посудини 200 в потік рідкого середовища, щоб стати захопленим течією, та прискорюватися до високих швидкостей з утворенням конуса 225 розпилювання. Матеріал в твердих частинках може подаватися з посудини 200 в потік рідкого середовища з верхньої частини сопла 210 або на виході сопла 210. Потік рідкого середовища можна нагріти до температури меншої, ніж температура плавлення та/або температура розм'якшення матеріалу в твердих частинках. У деяких необмежуючих варіантах здійснення потік рідкого середовища можна не нагрівати до входу в сопло 210 при досягненні матеріалу в твердих частинках достатньої швидкості для пластичної деформації при зіткненні з оброблюваної деталлю 205. Придатні сопла та пристрої для холодного розпилення, які можна застосовувати у поєднанні з цим та іншими необмежуючими варіантами здійснення, описаними у даному документі, будуть очевидні фахівцям у даній галузі техніки при розгляді опису даного винаходу варіантів здійснення даного винаходу. 8 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0049] Згідно з необмежуючим варіантом здійснення, показаним на Фіг. 3, леговану оброблювану деталь 230 можна переміщувати та обертати паралельно поздовжній осі легованої оброблюваної деталі 230 за допомогою обертового ущільнення 240 в камері 250 для розпилення. Нанесене шляхом холодного розпилення покриття 235 поверхні може бути утворене щонайменше на частині периферійної поверхні легованої оброблюваної деталі 230 шляхом зіткнення конуса 225 розпилювання з легованою оброблюваною деталлю 230 та обертання легованої оброблюваної деталі 230. Легована оброблювана деталь 230 може проходити під конусом 225 розпилювання та через нього. Будь-яке надлишкове розпилення твердого матеріалу металевого покриття можна збирати в основі 255 камери та знову використовувати. Хоча на Фіг. 3 схематично зображений один з варіантів здійснення, в якому леговану оброблювану деталь обертають навколо осі, буде зрозуміло, що можна застосовувати будь-який альтернативний спосіб, у якому розпилювальний пристрій переміщають відносно легованої оброблюваної деталі, або навпаки, таким чином, що матеріал металевого покриття може розподілятися на поверхні легованої оброблюваної деталі та осаджуватися на ній. [0050] Холодне розпилення можна здійснювати при відносно низьких температурах, нижче температури плавлення зернистого матеріалу металевого покриття та легованої оброблюваної деталі. Відносно низькі температури можуть попереджувати високотемпературне окиснення, випарювання, плавлення, рекристалізацію та/або газоутворення матеріалу металевого покриття, що може забезпечувати перевагу над способами нанесення термічного розпилення. У деяких необмежуючих варіантах здійснення вихідна структура та властивості твердого матеріалу металевого покриття можуть бути захищені при осадженні у вигляді покриття на легованій оброблюваній деталі без фазових перетворень, які іншим чином можуть бути зв'язані зі способами нанесення високотемпературних покриттів, такими як, наприклад, способи розпилення плазми, HVOF, способи дугового розпилення, способи газополуменевого розпилення або інші способи термічного розпилення. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що нанесений шляхом холодного розпилення матеріал покриття не буде окислюватися при зависанні у повітрі та може забезпечувати металеве покриття на легованій оброблюваній деталі, що характеризується високою щільністю та/або більш низькою питомою теплопровідністю, ніж різні термічно розпилені покриття. [0051] Принципи, апарат та методологія холодного розпилення, що лежать в основі, загалом описані, наприклад, у патенті США № 5302414. Не бажаючи бути зв'язаними з будь-якою конкретною теорією, вважають, що нанесене шляхом холодного розпилення покриття поверхні може бути утворене в результаті зіткнення частинок на поверхні оброблюваної деталі. Зіткнення твердих металевих частинок на легованій оброблюваній деталі може пластично деформувати тверді металеві частинки. Розрізання по межі розділу частинка/частинка та/або межі розділу частинка/оброблювана деталь може руйнувати поверхневі окисні плівки на частинках та/або легованій оброблюваній деталі, викликаючи таким чином контакт металу з металом та утворення сильних, металургічних зв'язків між окремими частинками металевого покриття та між частинками металевого покриття та поверхнею легованої оброблюваної деталі. Зв'язування в способах холодного розпилення може залежати від способу деформації частинок і, таким чином, важкі, крихкі матеріали можуть не підходити для холодного розпилення внаслідок їхньої обмеженої здатності до пластичної деформації. [0052] У деяких необмежуючих варіантах здійснення характеристики нанесеного шляхом холодного розпилення покриття поверхні можуть бути зв'язаними з умовами обробки, у тому числі без обмеження з температурою, тиском, швидкістю руху легованої оброблюваної деталі, відхиленням (відстанню між соплом та поверхнею легованої оброблюваної деталі), швидкістю розпилення та виходом осадження. У деяких необмежуючих варіантах здійснення тиск струменя, одержаного за допомогою пристрою для холодного розпилення, може складати від 0,5 до 5 МПа, від 0,7 до 5 МПа, від 1 до 5 МПа, від 1 до 4 МПа, від 0,3 до 1 МПа, від 0,5 до 1 МПа або від 0,7 до 1 МПа. У деяких необмежуючих варіантах здійснення температура струменя, одержаного за допомогою пристрою для холодного розпилення, може складати 100-1000 °C, 100-600 °C, 250-600 °C, 300-1000 °C, 400-600 °C, 500-1000 °C або 500-800 °C. У деяких необмежуючих варіантах здійснення швидкість розпилення пристрою для холодного розпилення може складати від 1 до 200 г/хв., від 10 до 100 г/хв. або від 0,1 до 1 г/хв. У деяких необмежуючих варіантах здійснення відстань відхилення між пристроєм для холодного розпилення та цільовою поверхнею легованої оброблюваної деталі може складати від 1 до 72 дюймів, від 12 до 72 дюймів, від 24 до 36 дюймів, від 36 до 72 дюймів або 36 дюймів. У деяких необмежуючих варіантах здійснення вихід осадження способу холодного розпилення може складати аж до 95 %, аж до 80 %, аж до 75 %, аж до 70 %, від 10 % до 95 %, від 20 % до 80 %, від 25 % до 75 %, від 30 % до 60 % або 50 %. 9 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0053] У деяких необмежуючих варіантах здійснення товщина нанесеного шляхом холодного розпилення покриття поверхні може складати аж до 2 дюймів, аж до 1 дюйма, аж до 0,5 дюйма, аж до 0,25 дюйма, від 0,25 дюйма до 2 дюймів, від 0,5 дюйма до 1 дюйма або від 1 дюйма до 2 дюймів. У деяких необмежуючих варіантах здійснення товщина термічно розпиленої металевої поверхні може бути зв'язана зі швидкістю руху та/або швидкістю обертання легованої оброблюваної деталі. [0054] У деяких необмежуючих варіантах здійснення згідно з даним розкриттям після осадження покриття поверхні на область периферійної або іншої поверхні легованої оброблюваної деталі можна повторно змінювати положення легованої оброблюваної деталі для переміщення осадженого покриття поверхні та відповідної області поверхні від конуса розпилювання та переміщення другої або наступної області поверхні до конуса розпилювання. Після повторної переміни положення легованої оброблюваної деталі металеве покриття поверхні може бути нанесене шляхом холодного розпилення на поверхню легованої оброблюваної деталі шляхом переміщення легованої оброблюваної деталі у напрямку, паралельному поздовжній осі легованої оброблюваної деталі, для приведення в контакт з конусом розпилювання. Іншими словами, конус розпилювання може бути нерухомим, у той час як леговану оброблювану деталь переміщають паралельно поздовжній осі легованої оброблюваної деталі та наступна область поверхні легованої оброблюваної деталі проходить під конусом розпилювання. [0055] Відповідну зміну положення легованої оброблюваної деталі та осадження металевого покриття поверхні, наприклад, на периферійну поверхню легованої оброблюваної деталі, як правило, циліндричної форми у напрямках, паралельних поздовжній осі легованої оброблюваної деталі, можуть бути успішно повторені до покриття по суті периферійної поверхні легованої оброблюваної деталі металевим покриттям. У деяких необмежуючих варіантах здійснення параметри розпилення та положення легованої оброблюваної деталі можуть бути завчасно визначені та/або активно регулюватися для утворення однорідного покриття поверхні щонайменше на частині периферійної поверхні легованої оброблюваної деталі. [0056] Діапазон температур, при якому сплави можуть оброблювати у гарячому стані, може враховувати температуру, при якій в сплаві та складі з'являються тріщини та утворюють матеріал металевого покриття, осаджений за допомогою способів згідно з даним розкриттям. При заданій початковій температурі для операції гарячої обробки деякі сплави можна ефективно оброблювати у гарячому стані при більшому діапазоні температур, ніж інші сплави, через різниці в температурі, при якій в сплаві з'являються тріщини. Для сплавів, що мають відносно невеликий діапазон температур при гарячій обробці (тобто різницю між найнижчою температурою, при якій сплав можна оброблювати у гарячому стані, та температурою, при якій з'являються тріщини), товщина металевого покриття поверхні може бути відносно більшою для зменшення або попередження охолодження оброблюваної деталі, що розташована під нею, до діапазону температур переходу у крихкий стан, при якому з'являються тріщини. Також, для сплавів, що мають відносно великий діапазон температур при гарячій обробці, товщина металевого покриття поверхні може бути відносно меншою для зменшення або попередження охолодження легованого злитка, що розташований під нею, або іншої легованої оброблюваної деталі до діапазону температур переходу у крихкий стан, при якому з'являються тріщини. [0057] У деяких необмежуючих варіантах здійснення металеве покриття поверхні може бути утворене щонайменше на частині поверхні легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття поверхні може бути утворене на наступній частині поверхні оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття поверхні може бути утворене на значній поверхні легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття поверхні може бути утворене на периферійній поверхні оброблюваної деталі та щонайменше на бічній грані або торцевій грані оброблюваної деталі. У деяких необмежуючих варіантах здійснення металеве покриття поверхні може бути утворене на периферійній поверхні оброблюваної деталі та на кожній бічній грані або торцевій грані оброблюваної деталі. [0058] Металеве покриття поверхні, забезпечуване на легованій оброблюваній деталі згідно зі способами, розкритими у даному документі, може осаджуватися до товщини, достатній для термічного ізолювання розташованої під нею поверхні оброблюваної деталі від поверхні стичного штампа, таким чином зменшуючи або попереджуючи охолодження розташованої під нею поверхні оброблюваної деталі до температури, при якій розташована під нею поверхня оброблюваної деталі може бути більш схильна до утворення тріщин під час гарячої обробки. Таким чином, більш високі температури гарячої обробки можуть, як правило, узгоджуються з перевагою для більшої товщини металевого покриття поверхні. У деяких необмежуючих 10 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіантах здійснення товщина металевого покриття може бути придатною для зменшення теплових втрат від оброблюваної деталі. Не бажаючи бути зв'язаними відповідністю конкретній теорії, металеве покриття поверхні може зменшувати теплові втрати легованої оброблюваної деталі та/або збільшувати ковзання оброблюваної деталі відносно штампа або інших стичних поверхонь під час гарячої обробки. Металеве покриття поверхні може виконувати роль теплового бар'єра для теплових втрат від оброблюваної деталі через конвекцію, провідність та/або випромінювання. [0059] Згідно з деякими необмежуючими варіантами здійснення спосіб обробки легованого злитка або іншої легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати охолодження легованої оброблюваної деталі, у тому числі металевого покриття поверхні, перед обробкою легованої оброблюваної деталі. Охолодження легованої оброблюваної деталі може включати охолодження металевого покриття поверхні. У деяких необмежуючих варіантах здійснення охолодження легованої оброблюваної деталі може включати охолодження подачею повітря легованої оброблюваної деталі. У деяких необмежуючих варіантах здійснення поверхня легованої оброблюваної деталі може бути охолоджена до кімнатної температури перед обробкою легованої оброблюваної деталі. [0060] У деяких необмежуючих варіантах здійснення, згідно з Фіг. 4, додатковий спосіб обробки легованої оброблюваної деталі згідно з даним розкриттям для зменшення утворення гарячих тріщин, як правило, включає вставлення 40 легованої оброблюваної деталі в металевий контейнер. Щонайменше частина внутрішньої поверхні металевого контейнера містить боронікелеве покриття. Леговану оброблювану деталь поміщають 42 у металевий контейнер для утворення затареної зборки. Щонайменше частину газу видаляють 44 з внутрішньої частини затареної зборки та нагрівають 46 затарену зборку для з'єднання, за рахунок перехідної рідкої фази, легованої оброблюваної деталі з металевим контейнером. У деяких необмежуючих варіантах здійснення металевий контейнер може містити металеву кришку. Наприклад, металеву кришку можуть приварювати або іншим чином надійно прикріпляти до відкритого кінця металевого контейнера для поміщення легованої оброблюваної деталі в металевий контейнер, і, таким чином, одержують затарену зборку. У різних необмежуючих варіантах здійснення способу вихідний отвір може бути забезпечений в металевому контейнері та металевії кришці, та затарена зборка може бути запаяна за виключенням вихідного отвору. Газ можуть виводити зі внутрішньої частини затареної зборки шляхом застосування вакууму до вихідного отвору. [0061] У деяких необмежуючих варіантах здійснення боронікелеве покриття може металургічно зв'язувати леговану оброблювану деталь з металевим контейнером під час нагрівання затареної зборки. Відповідно, у деяких необмежуючих варіантах здійснення металевий контейнер може бути згаданим або вважатися покриттям поверхні, металургічно зв'язаним з легованою оброблюваною деталлю. [0062] У деяких необмежуючих варіантах здійснення металевий контейнер може містити, як правило, циліндричну металеву частину, що має відкритий кінець та металеву кришку, яка може бути приварена або іншим чином прикріплена до відкритого кінця металевої частини і, таким чином, поміщати в себе леговану оброблювану деталь. У деяких необмежуючих варіантах здійснення товщина стінки металевого контейнера може складати від 0,25 до 1 дюйма, наприклад як, від 0,25 до 0,75 дюйма або більш ніж від 0,25 до 0,5 дюйма. У деяких необмежуючих варіантах здійснення металевий контейнер може мати внутрішній діаметр, який більше зовнішнього діаметра легованої оброблюваної деталі таким чином, що легована оброблювана деталь може бути поміщена в контейнер. У деяких необмежуючих варіантах здійснення металевий контейнер може мати більший зовнішній діаметр на відкритому кінці контейнера відносно внутрішнього діаметра закритого кінця. У деяких необмежуючих варіантах здійснення затарена зборка може містити проміжок між легованою оброблюваною деталлю та металевим контейнером. У деяких інших необмежуючих варіантах здійснення у затареній зборці може бути відсутній проміжок між легованою оброблюваною деталлю та металевим контейнером. У деяких необмежуючих варіантах здійснення леговану оброблювану деталь можна вставляти у металевий контейнер для приведення в контакт з металевим контейнером в результаті сили тяжкості. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може прилягати до металевого контейнера, у тому числі до його боронікелевого покриття, під час з'єднання за рахунок перехідної рідкої фази та/або гомогенізації. [0063] У деяких необмежуючих варіантах здійснення легована оброблювана деталь та/або металевий контейнер можуть мати конічну форму. Металевий контейнер конічної форми може бути утворений шляхом холодного штампування та зварювання металевого листа для підганяння під леговану оброблювану деталь конічної форми. У деяких необмежуючих 11 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіантах здійснення кожний з легованої оброблюваної деталі конічної форми та металевого контейнера конічної форми може мати розширений кінець та звужений кінець. У деяких необмежуючих варіантах здійснення звужений кінець може включати нижній кінець та розширений кінець може включати верхній кінець. У деяких необмежуючих варіантах здійснення кожний з легованої оброблюваної деталі конічної форми та металевого контейнера конічної форми може мати звуження від 1:50 до 1:200, від 1:50 до 1:100, 1:200, 1:100 або 1:50. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може містити конічну, циліндричну внутрішню поверхню, та металевий контейнер може містити доповнювальну конічну, циліндричну внутрішню поверхню. У деяких необмежуючих варіантах здійснення доповнювальна геометрична форма конічних поверхонь може забезпечувати близький контакт між легованою оброблюваною деталлю та металевим контейнером, у тому числі боронікелевим покриттям. У деяких необмежуючих варіантах здійснення легована оброблювана деталь може бути звужена вздовж всієї довжини поздовжньої осі легованої оброблюваної деталі. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що використання оброблюваної деталі в формі конуса та металевого контейнера в формі конуса, що мають доповнювальні геометричні форми, може покращувати контакт між легованою оброблюваною деталлю та металевим контейнером, у тому числі боронікелевим покриттям, у порівнянні з легованою оброблюваною деталлю не в формі конуса та/або металевим контейнером не в формі конуса. [0064] У деяких необмежуючих варіантах здійснення металевий контейнер може містити матеріал, що характеризується більш низьким коефіцієнтом теплового розширення, ніж легована оброблювана деталь. Наприклад, аустенітна нержавіюча сталь може характеризуватися коефіцієнтом теплового розширення приблизно на 30 % більше, ніж вуглецева сталь. У деяких необмежуючих варіантах здійснення коефіцієнт теплового розширення металевого контейнера може бути щонайменше на 20 % менше, ніж коефіцієнт теплового розширення легованої оброблюваної деталі при широкому діапазоні температур, такому як, наприклад, 68 °F-2000 °F. He бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що забезпечення такої різниці у властивостях теплового розширення між легованою оброблюваною деталлю та металевим контейнером може викликати напругу при стисненні для підтримки контакту між легованою оброблюваною деталлю та металевим контейнером, у тому числі боронікелевим покриттям, під час нагрівання затареної зборки та з'єднання за рахунок перехідної рідкої фази. У деяких необмежуючих варіантах здійснення матеріал металевого контейнера може характеризуватися коефіцієнтом теплового розширення 6 6,9 × 10" дюйм/дюйм'Т при 70-200 °F (12,4 мкм/м»°С при 21-93 °C). У деяких необмежуючих варіантах здійснення матеріал металевого контейнера може характеризуватися коефіцієнтом 6 теплового розширення 9,2хЮ" дюйм/дюйм-°Р при 70-200 °F (16,5 мкм/м«°С при 21-93 °C). У деяких необмежуючих варіантах здійснення легована оброблювана деталь може 6 характеризуватися коефіцієнтом теплового розширення 6,8 × 10" дюйм/дюйм»°Р при 70-200 °F (12,2 мкм/м'°С при 21-93 °C). [0065] У деяких необмежуючих варіантах здійснення металевий контейнер може містити матеріал, вибраний зі сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю та заліза, сплаву на основі кобальту та нержавіючої сталі. Контейнер зі сплаву на основі заліза може містити сплав 902 (номер згідно з Універсальною системою позначень металів та сплавів N09902). У деяких необмежуючих варіантах здійснення металевий контейнер може містити нержавіючу сталь типу 430 (номер згідно з Універсальною системою позначень металів та сплавів S43000). [0066] У деяких необмежуючих варіантах здійснення легована оброблювана деталь та металевий контейнер можуть містити основний метал, вибраний з групи, що складається з кобальту, заліза та нікелю. У деяких необмежуючих варіантах здійснення основний метал металевого контейнера та основний метал легованої оброблюваної деталі можуть бути відмінними один від одного. Наприклад, металевий контейнер може містити сплав на основі заліза, вибраний зі сплаву 902 (номер згідно з Універсальною системою позначень металів та сплавів N09902) та нержавіючої сталі типу 430 (номер згідно з Універсальною системою позначень металів та сплавів S43000), у той час як легована оброблювана деталь може містити сплав на основі нікелю, вибраний зі сплаву 720 (номер згідно з Універсальною системою позначень металів та сплавів N07720), сплаву Rene 88™ та сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів та сплавів N07001). [0067] У деяких необмежуючих варіантах здійснення спосіб може включати осадження боронікелевого покриття щонайменше на частину внутрішньої поверхні металевого контейнера перед вставленням легованої оброблюваної деталі в металевий контейнер. У деяких 12 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 необмежуючих варіантах здійснення боронікелеве покриття можна наносити на внутрішню поверхню металевого контейнера шляхом нанесення покриття методом хімічного відновлення. Як відомо фахівцям у даній галузі техніки, нанесення покриття методом хімічного відновлення може осаджувати матеріал на поверхню без використання електричного току. Загалом, нанесення покриття методом хімічного відновлення включає каталітичне відновлення одного або декількох іонів металу в розчині для осадження металу на поверхні без використання електричної енергії. Рушійна сила для способу осадження може бути забезпечена за допомогою хімічного відновлення у розчині. Різні придатні способи нанесення покриття методом хімічного відновлення можуть бути використані для осадження боронікелевого покриття на внутрішню поверхню металевого контейнера, та фахівці у даній галузі техніки без труднощів зможуть застосовувати традиційні методики нанесення покриття методом хімічного відновлення для забезпечення придатного боронікелевого покриття на внутрішній поверхні металевого контейнера згідно зі способами даного винаходу. [0068] У деяких необмежуючих варіантах здійснення осадження боронікелевого покриття щонайменше на частину внутрішньої поверхні металевого контейнера може, як правило, включати: розташування розчину для металізації, що містить боронікелевий матеріал, у внутрішній частині металевого контейнера; металізацію боронікелевого матеріалу щонайменше на частину внутрішньої поверхні металевого контейнера; відкачування розчину для металізації з металевого контейнера, як наприклад, через вихідний отвір; промивання металевого контейнера та висушування металевого контейнера, наприклад як, шляхом нагрівання металевого контейнера. Спосіб забезпечує внутрішню поверхню металевого контейнера з боронікелевим покриттям. Під час способу металізації можна спостерігати та регулювати температуру та рН розчину для металізації. У деяких необмежуючих варіантах здійснення розчин для металізації можна утримувати при постійній температурі. У деяких необмежуючих варіантах здійснення розчин для металізації можна спочатку нагрівати для ініціації способу каталітичної металізації. У деяких необмежуючих варіантах здійснення тривалість металізації можна вибирати для одержання покриття з деякою бажаною товщиною. [0069] У деяких необмежуючих варіантах здійснення розчин для металізації може містити розчинник, відновник та іони одного або декількох металів для металізації на внутрішню поверхню металевого контейнера. Розчинник може включати воду та/або спирт, такий як, наприклад, метанол та/або етанол. Іони металів можуть бути одержані з використанням, наприклад, солі металів, яка щонайменше частково розчинна у розчиннику. У деяких необмежуючих варіантах здійснення сіль металів може включати хлориди нікелю, сульфати нікелю, форміати нікелю, ацетати нікелю та/або будь-яку іншу придатну сіль нікелю, яка розчинна у розчиннику. У деяких необмежуючих варіантах здійснення сіль може бути вибрана таким чином, що аніони солей не будуть заважати способу нанесення покриття методом хімічного відновлення або не будуть викликати небажані властивості покриття. У деяких необмежуючих варіантах здійснення відновник може включати один або декілька з ІУдиметиламіноборану, Н-діетиламіноборану та борогідриду натрію. [0070] У деяких необмежуючих варіантах здійснення розчин для металізації може містити одну або декілька добавок для регулювання рН розчину, стабілізації іонів металів, попередження випадання в осад солей металів, регулювання концентрації вільних іонів металів та/або регулювання деяких фізичних властивостей покриття. У деяких необмежуючих варіантах здійснення розчин для металізації може містити кислоту та/або основу для регулювання рН розчину. У деяких необмежуючих варіантах здійснення розчин для металізації може містити комплексоутворювач, такий як кислота, наприклад, для регулювання концентрації вільних іонів нікелю розчину для металізації. [0071] У деяких необмежуючих варіантах здійснення розчин для металізації може містити тверду мастильну речовину та/або важкі частинки для одержання деяких фізичних властивостей. Наприклад, тверді мастильні речовини та/або важкі частинки можуть бути вибрані для одержання покриття, що характеризується деяким коефіцієнтом тертя або опору зносу. У деяких необмежуючих варіантах здійснення тверда мастильна речовина може бути вибрана з політетрафторетилену, графіту та сульфіду молібдену. У деяких необмежуючих варіантах здійснення розчин для металізації містить важкі частинки, вибрані з карбіду {наприклад, карбіду сіліцію та/або карбіду хрому), нітридів, боридів, алмазу та/або оксидів. У деяких необмежуючих варіантах здійснення тверді мастильні речовини та/або важкі частинки можуть містити порошок, суспендований у розчині для металізації. Під час способу осадження деяка частина суспендованого матеріалу може бути включена в одержане в результаті покриття, таким чином, одержуючи бажані фізичні властивості. У деяких необмежуючих 13 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіантах здійснення тверда мастильна речовина та/або важкі частинки можуть окремо складати аж до 20 % об'єму покриття. У деяких необмежуючих варіантах здійснення боронікелеве покриття може характеризуватися твердістю та/або зносостійкістю більшою, ніж твердість або зносостійкістю легованої оброблюваної деталі. [0072] У деяких необмежуючих варіантах здійснення боронікелеве покриття може містити нікель та від 1 до 10 вагових відсотків бору, наприклад, від 2 до 7 вагових відсотків бору або від 3 до 5 вагових відсотків бору. У деяких необмежуючих варіантах здійснення боронікелеве покриття може містити нікель та від 3 до 5 вагових відсотків бору. Боронікелеві покриття також можуть містити випадкові домішки. У деяких необмежуючих варіантах здійснення боронікелеве покриття складається з або складається, по суті, з від 1 до 10 вагових відсотків бору, від 2 до 7 вагових відсотків бору або від 3 до 5 вагових відсотків бору, нікелю та випадкових домішок. [0073] У деяких необмежуючих варіантах здійснення товщина боронікелевого покриття може складати від 0,005 дюйма до 0,25 дюйма, наприклад як, від 0,005 дюйма до 0,1 дюйма або від 0,005 дюйма до 0,01 дюйма. [0074] У деяких необмежуючих варіантах здійснення поверхня металевого контейнера може бути підготовлена, наприклад, шляхом шліфування або зачищення внутрішньої поверхні металевого контейнера перед осадженням боронікелевого покриття. У різних необмежуючих варіантах здійснення способу металевий контейнер може бути відшліфований абразивним матеріалом та/або відполірований. У деяких необмежуючих варіантах здійснення поверхня металевого контейнера може бути відшліфована обробленням від #3 до #4 для покращення зв'язування боронікелевого покриття з внутрішньою поверхнею контейнера. [0075] У деяких необмежуючих варіантах здійснення боронікелеве покриття можна наносити на металевий контейнер шляхом або термічного розпилення, або холодного розпилення, як описано вище. У деяких необмежуючих варіантах здійснення при застосуванні термічного розпилення для нанесення боронікелевого покриття на внутрішню стінку контейнера, розплавлений матеріал металевого покриття може містити боронікелевий сплав. У деяких необмежуючих варіантах здійснення при застосуванні холодного розпилення для нанесення боронікелевого покриття на внутрішню стінку контейнера, тверді металеві частинки матеріалу металевого покриття можуть містити частинки боронікелевого сплаву. У деяких необмежуючих варіантах здійснення боронікелевий сплав, нанесений термічним розпиленням або холодним розпиленням, може містити сплав на основі нікелю або нержавіючу сталь, що містить бор, що містить аж до 3 вагових відсотків бору. У деяких необмежуючих варіантах здійснення боронікелевий сплав, нанесений термічним розпиленням або холодним розпиленням, може містити нержавіючу сталь типу 304В7 (номер згідно з Універсальною системою позначень металів та сплавів S30467), що містить від 1,75 до 2,25 вагових відсотків бору. [0076] У деяких необмежуючих варіантах здійснення можна нагрівати металевий контейнер після формування боронікелевого покриття щонайменше на частині внутрішньої поверхні металевого контейнера, але перед вставленням легованої оброблюваної деталі. Наприклад, у різних варіантах здійснення металевий контейнер можна піддавати впливу високих температур, таких як, наприклад, 1100 °F-2500 °F, для розширення металевого контейнера, та леговану оброблювану деталь можна вставляти в розширений металевий контейнер. Металевий контейнер може стискуватися при охолодженні металевого контейнера таким чином, що боронікелеве покриття може бути приведено у тісний контакт з легованою оброблюваною деталлю. [0077] У деяких необмежуючих варіантах здійснення спосіб даного винаходу може включати видалення газу з внутрішньої частини затареної зборки шляхом з'єднання з вихідним отвором, виконаним на контейнері, вакуумним насосом та застосування вакууму для видалення щонайменше частини газу та/або вологи з внутрішньої частини затареної зборки. У деяких необмежуючих варіантах здійснення вакуум може створювати тиск при стисненні повітря для підтримки контакту між легованою оброблюваною деталлю та металевим контейнером під час з'єднання за рахунок перехідної рідкої фази та/або гомогенізації. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що при нагріванні затареної зборки у внутрішній частині затареної зборки може утворюватися газ, що може негативно вплинути на утворення зв'язків за рахунок перехідної рідкої фази та/або утворення металургічних зв'язків за рахунок перехідної рідкої фази. У деяких необмежуючих варіантах здійснення спосіб може включати одночасне застосування вакууму для видалення газу та/або вологи з внутрішньої частини затареної зборки та нагрівання затареної зборки до температури з'єднання за рахунок перехідної рідкої фази та/або температури гомогенізації. [0078] У деяких необмежуючих варіантах здійснення нагрівання затареної зборки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим 14 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 контейнером може включати поміщення затареної зборки у ківш або піч. У деяких необмежуючих варіантах здійснення затарену зборку можна нагрівати щонайменше до однієї з температури з'єднання за рахунок перехідної рідкої фази та температури гомогенізації. У деяких необмежуючих варіантах здійснення температура з'єднання за рахунок перехідної рідкої фази може бути меншою, ніж температура гомогенізації, або рівною їй. У деяких необмежуючих варіантах здійснення температура з'єднання за рахунок перехідної рідкої фази може бути рівною температурі плавлення боронікелевого покриття або більше її. У деяких необмежуючих варіантах здійснення температура плавлення боронікелевого покриття може бути меншою, ніж температура гомогенізації, або рівною їй. У деяких необмежуючих варіантах здійснення температура гомогенізації може складати 2100 °F-2200 °F. У деяких необмежуючих варіантах здійснення температура з'єднання за рахунок перехідної рідкої фази може складати 1800 °F2000 °F. У деяких необмежуючих варіантах здійснення температура плавлення боронікелевого покриття може складати 1850 °F-1930 °F. [0079] У деяких необмежуючих варіантах здійснення з'єднання за рахунок перехідної рідкої фази та гомогенізація можуть відбуватися одночасно. Наприклад, у деяких необмежуючих варіантах здійснення температура з'єднання за рахунок перехідної рідкої фази може накладатися на температуру гомогенізації. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що під час з'єднання за рахунок перехідної рідкої фази та/або гомогенізації боронікелеве покриття може плавитися та бор може дифундувати як в леговану оброблювану деталь, так і в металевий контейнер. При дифундуванні бору з боронікелевого покриття температура плавлення боронікелевого покриття може збільшуватися. При повторному затвердінні боронікелевого покриття може утворюватися металургічний зв'язок, який приварює леговану оброблювану деталь до внутрішньої поверхні металевого контейнера, таким чином одержуючи в результаті з'єднання за рахунок перехідної рідкої фази. У деяких необмежуючих варіантах здійснення може виникнути з'єднання за рахунок перехідної рідкої фази перед гомогенізацією. [0080] У деяких необмежуючих варіантах здійснення затарену зборку можна нагрівати до температури з'єднання за рахунок перехідної рідкої фази протягом першого періоду часу та до температури гомогенізації протягом другого періоду часу. У деяких необмежуючих варіантах здійснення перший період часу та другий період часу можуть незалежно бути вибраними з аж до 72 годин, аж до 48 годин, аж до 36 годин, аж до 24 годин, аж до 12 годин, аж до 5 годин, аж до 4 годин та аж до 2 годин, наприклад, від 24 до 72 годин, від 36 до 48 годин, від 6 до 24 годин, від 1 до 5 годин, від 2 до 4 годин або від 2 до 3 годин. У деяких необмежуючих варіантах здійснення перший період часу може складати аж до 5 годин, наприклад, аж до 4 годин, аж до 2 годин, від 1 до 5 годин, від 2 до 4 годин або від 2 до 3 годин. У деяких необмежуючих варіантах здійснення другий період часу може складати аж до 72 годин, наприклад, аж до 48 годин, аж до 36 годин, аж до 24 годин, аж до 12 годин, від 24 до 72 годин, від 36 до 48 годин або від 6 до 24 годин. У деяких необмежуючих варіантах здійснення затарену зборку можна нагрівати до температури 1850 °F-1930 °F протягом аж до двох годин для розплавлення боронікелевого покриття та одержання в результаті з'єднання за рахунок перехідної рідкої фази між легованою оброблюваною деталлю та металевим контейнером перед нагріванням затареної зборки до температури гомогенізації 2100 °F-2200 °F протягом від 36 до 72 годин. [0081] У деяких необмежуючих варіантах здійснення затарену зборку можна нагрівати для одержання з'єднання за рахунок перехідної рідкої фази між легованою оброблюваною деталлю та металевим контейнером шляхом застосування першого температурного градієнта, та потім нагрівання для гомогенізації легованої оброблюваної деталі шляхом застосування другого температурного градієнта. У деяких необмежуючих варіантах здійснення перший температурний градієнт може складати щонайменше 0,50 °F/xb., наприклад, щонайменше 0,75 °F/xb., щонайменше 1 °F/xb., щонайменше 2 °F/xb., аж до 3 °F/xb., аж до 2 °F/xb., аж до 1,5 °F/xb., аж до 1 °F/xb., від 0,5 до 2 °F/xb. або від 0,6 до 1,75 °F/xb. У деяких необмежуючих варіантах здійснення перший температурний градієнт може знаходитися при нормі, достатній для підвищення температури 1850 °F-1930 °F протягом часу аж до двох годин. У деяких необмежуючих варіантах здійснення перший температурний градієнт може складати щонайменше 0,10 °F/xb., наприклад, щонайменше 0,2 °F/xb., щонайменше 0,5 °F/xb., щонайменше 0,75 °F/xb., аж до 1 °F/xb., аж до 1 °F/xb., аж до 0,9 °F/xb., аж до 0,75 °F/xb., від 0,1 до 0,9 °F/xb. або від 0,2 до 0,5 °F/xb. У деяких необмежуючих варіантах здійснення другий температурний градієнт може знаходитися при нормі, достатній для підвищення температури 2100 °F-2200 °F протягом часу від 36 до 48 годин. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що зниження температурного градієнта близько до температури плавлення боронікелевого покриття та/або витримування при температурі плавлення 15 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 боронікелевого покриття може зменшувати або попереджувати розтікання великого радіуса розплавленого боронікелевого покриття та забезпечувати більш сильний металургічний зв'язок між легованою оброблюваною деталлю та металевим контейнером. У деяких необмежуючих варіантах здійснення нагрівання можуть уповільнювати при 1850 °F-1930 °F та утримувати протягом від 1 до 2 годин при 1900 °F-1930 °F. [0082] Альтернативно способу затарювання, описаному у даному документі, традиційна методика затарювання може характеризуватися більш низькою ефективністю захисту, так як металева тара не є металургічно зв'язаною з оброблюваною деталлю. Не бажаючи бути зв'язаними відповідністю конкретній теорії, вважають, що з'єднання за рахунок перехідної рідкої фази між металевим контейнером та легованою оброблюваною деталлю може пережити важку гарячу обробку для ефективного захисту оброблюваної деталі від утворення тріщин на поверхні внаслідок охолоджуючих ефектів штампа, та таким чином, покращити вихід штампування. Наприклад, автори даного винаходу виявили, що з'єднання за рахунок перехідної рідкої фази, одержане згідно зі способом даного винаходу, виживає при дуже жорстких умовах прокатки. Боронікелеве покриття поверхні може бути металургічно зв'язаним з поверхнею легованої оброблюваної деталі та металевий контейнер може утримуватися на поверхні легованої оброблюваної деталі аж до гарячої обробки та під час неї. Металевий контейнер, зв'язаний з легованою оброблюваною деталлю, може зменшувати теплові втрати від легованої оброблюваної деталі та усувати або зменшувати число випадків утворення тріщин під час штампування, пресування або іншої обробки легованої оброблюваної деталі у порівнянні з іншою ідентичною легованою оброблюваною деталлю за відсутності такого зв'язаного контейнера. Металевий контейнер може залишатися металургічно зв'язаним з легованою оброблюваною деталлю після обертального штампування для одержання штампованих болванок та заготовок та/або після прокатки для одержання болванок та котушок. [0083] У деяких необмежуючих варіантах здійснення, згідно з Фіг. 5, спосіб обробки легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати: забезпечення 50 злитка; шліфування 52 злитка для утворення злитка конічної форми; забезпечення 54 металевого контейнера конічної форми; осадження 56 боронікелевого покриття за допомогою одного з нанесення покриття методом хімічного відновлення, розпилювального штампування або холодного розпилення щонайменше на частину внутрішньої поверхні металевого контейнера; промивання 58 та висушування 60 внутрішньої поверхні металевого контейнера; вставлення 62 легованої оброблюваної деталі в металевий контейнер; поміщення 64 легованої оброблюваної деталі у металевий контейнер для утворення затареної зборки; видалення 66 щонайменше частини газу та/або вологи з внутрішньої частини затареної зборки під вакуумом; нагрівання 68 затареної зборки під вакуумом до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з внутрішньою поверхнею металевого контейнера для утворення 70 затареної легованої оброблюваної деталі. [0084] Згідно з деякими необмежуючими варіантами здійснення покрита легована оброблювана деталь або затарена легована оброблювана деталь, одержані згідно з варіантом здійснення способів, розкритих у даному документі, можуть бути оброблені у гарячому стані. Гаряча обробка покритої або затареної легованої оброблюваної деталі може включати застосування сили до покритої або затареної оброблюваної деталі для деформації оброблюваної деталі. Силу можна застосовувати за допомогою, наприклад, штампів та/або валків. У деяких необмежуючих варіантах здійснення гаряча обробка покритої або затареної легованої оброблюваної деталі може включати гарячу обробку оброблюваної деталі при температурі 1500 °F-2500 °F. У деяких необмежуючих варіантах здійснення гаряча обробка покритої або затареної легованої оброблюваної деталі може включати операцію штампування та/або операцію пресування. Наприклад, оброблювана деталь, що має металеве покриття поверхні, осаджене щонайменше на область поверхні оброблюваної деталі згідно зі способами, розкритими у даному документі, або легована оброблювана деталь, яка була затарена, як розкрито у даному документі, може бути штампована осадкою та/або штампована протяжкою. У різних необмежуючих варіантах здійснення спосіб може включати гарячу обробку покритої оброблюваної деталі шляхом штампування після утворення металевого покриття поверхні на оброблюваної деталі. У різних необмежуючих варіантах здійснення спосіб може включати гарячу обробку покритої легованої оброблюваної деталі шляхом штампування після утворення металевого покриття поверхні на оброблюваній деталі при температурі 1500 °F-2500 °F. У різних необмежуючих варіантах здійснення спосіб може включати гарячу обробку покритої легованої оброблюваної деталі шляхом пресування після утворення покриття поверхні на легованій оброблюваній деталі. У різних необмежуючих варіантах здійснення спосіб може включати гарячу обробку покритої легованої оброблюваної деталі шляхом пресування після 16 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 утворення металевого покриття поверхні на легованій оброблюваній деталі при температурі 1500 °F-2500 °F. [0085] Операція штампування осадкою/протяжкою може включати одну або декілька послідовностей операції штампування осадкою та одну або декілька послідовностей операції штампування протяжкою. Під час операції штампування осадкою торцеві поверхні оброблюваної деталі можуть прилягати до штампів для штампування, які застосовують силу до оброблюваної деталі, що стискує довжину оброблюваної деталі та збільшує поперечне січення оброблюваної деталі. Під час операції штампування протяжкою бічні поверхні (наприклад, периферійна поверхня оброблюваної деталі циліндричної форми) можуть прилягати до штампів для штампування, які застосовують силу до оброблюваної деталі, що стискує поперечне січення оброблюваної деталі та збільшує довжину оброблюваної деталі. [0086] Згідно з деякими необмежуючими варіантами здійснення спосіб обробки легованого злитка або іншої легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати видалення щонайменше частини металевого покриття поверхні та/або залишків покриття поверхні від оброблюваної деталі. У деяких необмежуючих варіантах здійснення спосіб може включати видалення щонайменше частини металевого покриття поверхні з продукту, утвореного шляхом гарячої обробки оброблюваної деталі, після гарячої обробки покритої оброблюваної деталі. Видалення матеріалу покриття поверхні може включати, наприклад, одне або декілька з обдування металевим дробом, шліфування, зачищення та обточки. У деяких необмежуючих варіантах здійснення зачистка обробленої у гарячому стані покритої оброблюваної деталі може включати обточку на токарному верстаті. [0087] Згідно з деякими необмежуючими варіантами здійснення спосіб обробки легованого злитка або іншої легованої оброблюваної деталі для зменшення утворення гарячих тріщин може, як правило, включати видалення щонайменше частини металевого контейнера та/або залишків металевого контейнера від оброблюваної деталі. У деяких необмежуючих варіантах здійснення спосіб може включати видалення щонайменше частини металевого контейнера з продукту, утвореного шляхом гарячої обробки затареної оброблюваної деталі, після гарячої обробки затареної оброблюваної деталі. Видалення матеріалу контейнера поверхні може включати, наприклад, одне або декілька з обдування металевим дробом, шліфування, зачищення та обточки. У деяких необмежуючих варіантах здійснення зачищення обробленої у гарячому стані покритої оброблюваної деталі може включати обточку на токарному верстаті. [0088] У різних необмежуючих варіантах здійснення легований злиток або інша легована оброблювана деталь, які піддавались обробці для одержання металевого покриття поверхні або які були затарені, як описано у даному документі, можуть піддаватися одній або декільком операціям штампування осадкою/протяжкою. Наприклад, при трикратній операції штампування осадкою/протяжкою покрита або затарена оброблювана деталь може спочатку бути штампована осадкою та потім штампована протяжкою. Послідовність осадки та протяжки можна повторювати ще два рази для всіх трьох послідовних операцій штампування осадкою та протяжкою. У різних необмежуючих варіантах здійснення покрита або затарена оброблювана деталь може піддаватися одній або декільком операціям пресування. Наприклад, в операції пресування до покритої або затареної оброблюваної деталі, як правило, циліндричної форми можуть застосовувати силу шляхом кільцевого штампа, таким чином зменшуючи діаметр та збільшуючи довжину оброблюваної деталі. Інші методики гарячої обробки будуть очевидні фахівцям у даній галузі техніки, та способи згідно з даним розкриттям можуть бути застосовні для використання з однією або декількома з таких інших методик без необхідності недоречного проведення випробувань. [0089] У різних необмежуючих варіантах здійснення способи, розкриті у даному документі, можуть бути застосовні для одержання кованої заготовки з легованого злитка у формі литого, затверділого або утвореного розпиленням злитка. Перетворення штампуванням або перетворення пресуванням злитка в заготовку або інший оброблений виріб може забезпечити більш дрібнозернисту структуру у виробі у порівнянні з вихідною оброблюваною деталлю. Способи та процеси, описані у даному документі, для одержання покритих та затарених легованих оброблюваних деталей можуть покращити вихід штампованої або пресованої продукції (такої як, наприклад, заготовки) з оброблюваних деталей, так як представлений матеріал на поверхні легованої оброблюваної деталі може зменшувати число випадків утворення тріщин на поверхні оброблюваної деталі під час операцій штампування та/або пресування. Наприклад, було виявлено, що металеве покриття поверхні, забезпечене на поверхні легованої оброблюваної деталі згідно з варіантом здійснення способу даного розкриття, допускає деформацію, викликану робочими штампами. Також було виявлено, що металеве покриття поверхні, забезпечене згідно з даним розкриттям, з більшою готовністю 17 UA 115469 C2 5 10 15 20 25 30 допускає перепади температур між робочими штампами та легованою оброблюваною деталлю під час гарячої обробки. Таким чином, було виявлено, що металеве покриття поверхні згідно з даним розкриттям може проявляти нульове або мінімальне утворення тріщин на поверхні, так як відбувається попередження або зменшення початку утворення тріщин на поверхні в легованій оброблюваній деталі, що лежить в основі, під час обробки. [0090] У різних необмежуючих варіантах здійснення злитки або інші оброблювані деталі з різних сплавів, що мають покриття поверхні або затарені згідно з даним описом, можуть піддаватися гарячій обробці для одержання продукції, яку можна використовувати для виготовлення різних виробів. Наприклад, способи, описані у даному документі, можуть бути застосовні в способах одержання заготовок зі сплавів на основі нікелю, сплавів на основі заліза, сплавів на основі нікелю та заліза, сплавів на основі титану, сплавів на основі титану та нікелю, сплавів на основі кобальту, надміцних сплавів на основі нікелю та інших надміцних сплавів. Заготовки або іншу продукцію, одержані з оброблюваних у гарячому стані злитків або інших легованих оброблюваних деталей, можна застосовувати для виготовлення виробів, у тому числі без обмеження складових турбіни, таких як, наприклад, диски та кільця турбінних двигунів та різних наземних турбін. Інші вироби, виготовлені з легованих злитків або інших легованих оброблюваних деталей, оброблюваних згідно з різними необмежуючими варіантами здійснення, описаними у даному документі, можуть включати без обмеження клапани, складові двигуна, вали та кріпильні деталі. [0091] Леговані оброблювані деталі, які можуть бути оброблені згідно з різними варіантами здійснення у даному документі, можуть бути у будь-якій придатній формі. У конкретних необмежуючих варіантах здійснення, наприклад, леговані оброблювані деталі можуть включати або бути в формі злитків, заготовок, болванок, пластин, трубок, спечених брикетів тощо. [0092] Всі документи, згадані у даному документі, включені в даний документ за допомогою посилання, якщо не вказано інше. Згадування будь-якого документа не слід тлумачити як визнання того, що воно стосується попереднього рівня техніки щодо даного винаходу. У тій мірі, в якій будь-яке значення або визначення терміну в даному документі суперечить будь-якому значенню або визначенню того ж терміну в документі, включеному за допомогою посилання, значення або визначення, приписане цьому терміну у даному документі, буде головувати. [0093] Хоча показані та описані конкретні необмежуючі варіанти здійснення даного винаходу, фахівцям у даній галузі техніки очевидно, що різні інші зміни та модифікації можуть бути виконані без відступу від сутності та об'єму винаходу. Тому він призначений для охоплення у прикладеній формулі винаходу всіх подібних змін та модифікацій, що знаходяться в межах об'єму даного винаходу. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі, головним чином циліндричної форми, для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю; при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; і при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі. 2. Спосіб за п. 1, який відрізняється тим, що здійснюють обертання легованої оброблюваної деталі навколо подовжньої осі оброблюваної деталі під час розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі. 3. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки, вибрані з частинок із нержавіючої сталі і частинок зі сплаву на основі нікелю. 4. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603). 5. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625). 18 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 6. Спосіб за п. 1, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі. 7. Спосіб за п. 6, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення твердих металевих частинок на обводову поверхню. 8. Спосіб за п. 6, який відрізняється тим, що матеріал металевого покриття містить тверді металеві частинки. 9. Спосіб за п. 1, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає: розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі. 10. Спосіб за п. 9, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на обводову поверхню. 11. Спосіб за п. 9, який відрізняється тим, що матеріал металевого покриття містить щонайменше одне з напіврозплавлених металевих частинок і розплавлених металевих крапель. 12. Спосіб за п. 1, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину обводової поверхні: нагрівання щонайменше частини обводової поверхні легованої оброблюваної деталі до температури більше 2000 °F. 13. Спосіб за п. 1, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту. 14. Спосіб за п. 1, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 15. Спосіб за п. 1, який відрізняється тим, що матеріал металевого покриття і легована оброблювана деталь містять основний метал, вибраний з групи, яка складається з кобальту, заліза і нікелю. 16. Спосіб за п. 15, який відрізняється тим, що основний метал матеріалу металевого покриття є таким же, як і основний метал легованої оброблюваної деталі. 17. Спосіб за п. 15, який відрізняється тим, що основний метал матеріалу металевого покриття є відмінним від основного металу легованої оброблюваної деталі. 18. Спосіб за п. 1, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину обводової поверхні: зачищення щонайменше частини обводової поверхні легованої оброблюваної деталі. 19. Спосіб за п. 2, який додатково включає: переміщення легованої оброблюваної деталі в напрямку вздовж подовжньої осі легованої оброблюваної деталі після завершення щонайменше одного обертання легованої оброблюваної деталі; розпилення матеріалу металевого покриття на наступну частину обводової поверхні легованої оброблюваної деталі і повторне переміщення і розпилення до досягнення бажаної товщини металевого покриття. 20. Спосіб за п. 1, який додатково включає: розпилення матеріалу металевого покриття щонайменше на частину подовжнього кінця легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю. 21. Спосіб за п. 1, який додатково включає після розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні: 19 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 прокатку легованої оброблюваної деталі для затвердіння металевого покриття поверхні. 22. Спосіб за п. 1, який додатково включає після розпилення матеріалу металевого покриття щонайменше на частину обводової поверхні: гарячу обробку легованої оброблюваної деталі щонайменше за допомогою однієї з операцій штампування і пресування для деформації легованої оброблюваної деталі. 23. Спосіб за п. 22, який додатково включає після гарячої обробки легованої оброблюваної деталі: видалення щонайменше частини металевого покриття поверхні з легованої оброблюваної деталі. 24. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: вставку легованої оброблюваної деталі в металевий контейнер, який відрізняється тим, що металевий контейнер характеризується більш низьким коефіцієнтом теплового розширення, ніж у легованої оброблюваної деталі, і містить внутрішню поверхню, що містить боронікелеве покриття щонайменше на частині внутрішньої поверхні; вміщення легованої оброблюваної деталі в металевий контейнер для забезпечення затареної збірки; видалення щонайменше частини газу з внутрішньої частини затареної збірки і нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером. 25. Спосіб за п. 24, який відрізняється тим, що коефіцієнт теплового розширення металевого контейнера щонайменше на 20 процентів менший, ніж коефіцієнт теплового розширення легованої оброблюваної деталі. 26. Спосіб за п. 24, який відрізняється тим, що нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером металургійно зв'язує леговану оброблювану деталь з металевим контейнером. 27. Спосіб за п. 24, який відрізняється тим, що вміщення легованої оброблюваної деталі в металевий контейнер включає зварювання металевої кришки з відкритим кінцем металевого контейнера. 28. Спосіб за п. 27, який додатково включає: забезпечення вихідного отвору щонайменше в одному з: металевого контейнера і металевої кришки, і застосування вакууму до вихідного отвору для видалення щонайменше частини газу із затареної збірки. 29. Спосіб за п. 24, який відрізняється тим, що нагрівання затареної збірки включає нагрівання затареної збірки до температури гомогенізації, при якій легована оброблювана деталь гомогенізується і яка більше температури плавлення боронікелевого покриття або дорівнює їй. 30. Спосіб за п. 29, який відрізняється тим, що температура гомогенізації становить 21002200 °F і температура плавлення боронікелевого покриття становить 1800-2000 °F. 31. Спосіб за п. 29, який відрізняється тим, що нагрівання затареної збірки включає: нагрівання затареної збірки при температурі 1850-1930 °F протягом до двох годин до плавлення боронікелевого покриття, і потім: нагрівання затареної збірки до температури гомогенізації 2100-2200 °F. 32. Спосіб за п. 29, який відрізняється тим, що нагрівання затареної збірки до температури гомогенізації 2100-2200 °F включає витримування затареної збірки при температурі гомогенізації протягом від 36 годин до 48 годин. 33. Спосіб за п. 24, який відрізняється тим, що легована оброблювана деталь містить конічну, головним чином циліндричну, зовнішню поверхню і металевий контейнер містить доповнювальну конічну, головним чином циліндричну, внутрішню поверхню. 34. Спосіб за п. 24, який відрізняється тим, що металевий контейнер містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, сплаву на основі заліза і нержавіючої сталі. 35. Спосіб за п. 34, який відрізняється тим, що металевий контейнер містить матеріал, вибраний зі сплаву 902 (номер згідно з Універсальною системою позначень металів і сплавів N09902) і нержавіючої сталі типу 430 (номер згідно з Універсальною системою позначень металів і сплавів S43000). 36. Спосіб за п. 24, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з 20 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 37. Спосіб за п. 24, який відрізняється тим, що металевий контейнер і легована оброблювана деталь містять основний метал, вибраний з групи, яка складається з кобальту, заліза і нікелю. 38. Спосіб за п. 37, який відрізняється тим, що основний метал металевого контейнера і основний метал легованої оброблюваної деталі відрізняються один від одного. 39. Спосіб за п. 24, який додатково включає перед вставленням легованої оброблюваної деталі в металевий контейнер: шліфування щонайменше однієї області щонайменше однієї із зовнішньої поверхні легованої оброблюваної деталі і внутрішньої поверхні металевого контейнера. 40. Спосіб за п. 24, який додатково включає перед вставленням легованої оброблюваної деталі в металевий контейнер: нагрівання металевого контейнера. 41. Спосіб за п. 24, який відрізняється тим, що в затареній збірці легована оброблювана деталь стикається щонайменше з частиною боронікелевого покриття. 42. Спосіб за п. 24, який відрізняється тим, що в затареній збірці відсутній зазор між легованою оброблюваною деталлю і металевим контейнером. 43. Спосіб за п. 24, який додатково включає: одночасне видалення щонайменше частини газу з внутрішньої частини затареної збірки і нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером. 44. Спосіб за п. 24, який додатково включає: осадження боронікелевого покриття щонайменше на частині внутрішньої поверхні металевого контейнера шляхом нанесення покриття методом хімічного відновлення для утворення боронікелевого покриття. 45. Спосіб за п. 44, який відрізняється тим, що боронікелеве покриття містить 3-5 вагових процентів бору. 46. Спосіб за п. 44, який відрізняється тим, що товщина боронікелевого покриття складає від 0,005 дюйма до 0,01 дюйма. 47. Спосіб за п. 24, який додатково включає після нагрівання затареної збірки до з'єднання за рахунок перехідної рідкої фази легованої оброблюваної деталі з металевим контейнером: гарячу обробку затареної збірки щонайменше за допомогою однієї з операцій: штампування і пресування, для деформації затареної збірки. 48. Спосіб за п. 47, який додатково включає після гарячої обробки затареної збірки: видалення щонайменше частини металевого контейнера з деформованої затареної збірки. 49. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю; при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі; і при тому, що під час розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі здійснюють обертання легованої оброблюваної деталі навколо подовжньої осі оброблюваної деталі. 50. Спосіб за п. 49, який відрізняється тим, що матеріал металевого покриття містить частинки, вибрані з частинок з нержавіючої сталі і частинок зі сплаву на основі нікелю. 51. Спосіб за п. 49, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603). 52. Спосіб за п. 49, який відрізняється чим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625). 53. Спосіб за п. 49, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні: 21 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 нагрівання щонайменше частини поверхні легованої оброблюваної деталі до температури більше 2000 °F. 54. Спосіб за п. 49, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту. 55. Спосіб за п. 49, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 56. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі. 57. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню. 58. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі. 59. Спосіб за п. 49, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню. 60. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю; при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі, і при тому, що матеріал металевого покриття містить частинки, вибрані з частинок з нержавіючої сталі і частинок зі сплаву на основі нікелю. 61. Спосіб за п. 60, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603). 62. Спосіб за п. 60, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625). 63. Спосіб за п. 60, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту. 64. Спосіб за п. 60, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву 22 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 65. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі. 66. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню. 67. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі. 68. Спосіб за п. 60, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню. 69. Спосіб за п. 60, який додатково включає перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні: нагрівання щонайменше частини поверхні легованої оброблюваної деталі до температури більше 2000 °F. 70. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю; при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі; і при тому, що перед розпиленням матеріалу металевого покриття щонайменше на частину поверхні: щонайменше частини поверхні легованої оброблюваної деталі нагрівають до температури більше 2000 °F. 71. Спосіб за п. 70, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603). 72. Спосіб за п. 70, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625). 73. Спосіб за п. 70, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту. 74. Спосіб за п. 70, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 75. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж 23 UA 115469 C2 5 10 15 20 25 30 35 40 45 50 55 60 температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі. 76. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню. 77. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі. 78. Спосіб за п. 70, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню. 79. Спосіб обробки легованої оброблюваної деталі для зменшення утворення термічних тріщин, при цьому спосіб включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі для утворення покриття поверхні, металургійно зв'язаного з легованою оброблюваною деталлю; при тому, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву на основі нікелю, надміцного сплаву на основі нікелю, сплаву на основі заліза, сплаву на основі нікелю і заліза, сплаву на основі титану, сплаву на основі титану і нікелю і сплаву на основі кобальту, при тому, що покриття поверхні є більш пластичним, ніж легована оброблювана деталь; і при тому, що покриття поверхні зменшує теплові втрати від легованої оброблюваної деталі. 80. Спосіб за п. 79, який відрізняється тим, що легована оброблювана деталь містить матеріал, вибраний з групи, яка складається зі сплаву 718 (номер згідно з Універсальною системою позначень металів і сплавів N07718), сплаву 720 (номер згідно з Універсальною системою позначень металів і сплавів N07720), сплаву Rene 41™ (номер згідно з Універсальною системою позначень металів і сплавів N07041), сплаву Rene 88™, сплаву Waspaloy® (номер згідно з Універсальною системою позначень металів і сплавів N07001) і сплаву Inconel® 100. 81. Спосіб за п. 79, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з однієї аустенітної нержавіючої сталі, вибраної з групи, яка складається з нержавіючої сталі типу 304 (номер згідно з Універсальною системою позначень металів і сплавів S30400), нержавіючої сталі типу 304L (номер згідно з Універсальною системою позначень металів і сплавів S30403), нержавіючої сталі типу 316 (номер згідно з Універсальною системою позначень металів і сплавів S31600) і нержавіючої сталі типу 316L (номер згідно з Універсальною системою позначень металів і сплавів S31603). 82. Спосіб за п. 79, який відрізняється тим, що матеріал металевого покриття містить частинки щонайменше з одного сплаву на основі нікелю, вибраного з групи, яка складається зі сплаву 600 (номер згідно з Універсальною системою позначень металів і сплавів N06600) і сплаву 625 (номер згідно з Універсальною системою позначень металів і сплавів N06625). 83. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, меншій, ніж температура плавлення матеріалу металевого покриття і температура плавлення легованої оброблюваної деталі. 84. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення твердих металевих частинок на поверхню. 85. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає: розпилення матеріалу металевого покриття щонайменше на частину поверхні легованої оброблюваної деталі при температурі, більшій, ніж температура плавлення матеріалу металевого покриття, або яка дорівнює їй, і меншій, ніж температура плавлення легованої оброблюваної деталі. 86. Спосіб за п. 79, який відрізняється тим, що розпилення матеріалу металевого покриття щонайменше на частину поверхні включає розпилення щонайменше одного з напіврозплавлених металевих частинок і розплавлених металевих крапель на поверхню. 24 UA 115469 C2 25 UA 115469 C2 26 UA 115469 C2 Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 27
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods to improve hot workability of metal alloys
Автори англійськоюForbes Jones, Robin M., Kennedy, Richard L., Cao, Wei-Di
Автори російськоюФорбз Джоунс Робин М., Кеннеди Ричард Л., Цао Вэй-Ди
МПК / Мітки
МПК: B21C 23/32, B21J 1/06, C23C 4/18, B21J 3/00, C23C 4/04, C23C 4/10
Мітки: стані, металевих, оброблюваності, гарячому, способи, сплавів, покращення
Код посилання
<a href="https://ua.patents.su/29-115469-sposobi-pokrashhennya-obroblyuvanosti-u-garyachomu-stani-metalevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Способи покращення оброблюваності у гарячому стані металевих сплавів</a>
Спосіб зварювання штаб у стик у гарячому стані
Номер патенту: 85509
Опубліковано: 25.11.2013
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B23K 20/04
Мітки: гарячому, зварювання, спосіб, стик, стані, штаб
Формула / Реферат:
Спосіб зварювання штаб у стик у гарячому стані при прокатуванні їх на широкоштабовому стані гарячої прокатки (ШСГП), що включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин, який відрізняється тим, що зварювання у стик суміжних штаб виконують безпосередньо в осередку деформації між валками прокатної кліті.
Пристрій для утримання тонколистових металевих конструкцій в зафіксованому стані
Номер патенту: 78543
Опубліковано: 25.03.2013
Автори: Головко Леонід Федорович, Кагляк Олексій Дмитрович, Скляр Максим Олегович, Гончарук Олексій Олександрович, Кондрашов Михайло Валерійович
МПК: B21D 43/00
Мітки: тонколистових, утримання, зафіксованому, металевих, конструкцій, пристрій, стані
Формула / Реферат:
Пристрій для утримання тонколистових металевих конструкцій в зафіксованому стані, що містить базовий вал та опорний диск, який відрізняється тим, що на базовому валу встановлено нижні та верхні внутрішні затискні кільця і фігурні диски та закріплені на опорних дисках зовнішні притискні кільця або притискні диски.
Пристрій для підтримання у гарячому стані, порціонування і розподілення харчових продуктів

Номер патенту: 107348
Опубліковано: 25.12.2014
Автор: Деґельсеґґер Вальтер
МПК: B26D 7/00, B26D 1/06, A47J 41/00, G07F 9/10
Мітки: стані, харчових, розподілення, підтримання, порціонування, гарячому, продуктів, пристрій
Формула / Реферат:
1. Пристрій для приготування гарячих або теплих порцій харчового продукту як відрізків гарячого або теплого більшого шматка цього харчового продукту, що містить нагрівну камеру, в якій більший шматок харчового продукту підтримують гарячим або теплим,різальний пристрій (2, 12) з механічним приводом для відрізання частини (11) від більшого шматка (10) харчового продукту,рухомий пристрій (4, 14) з механічним приводом для...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Дідковський Олександр Володимирович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Думчев Євген Олександрович, Бєляєв Данило Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04, B23K 11/00
Мітки: стані, грату, контактного, спосіб, машини, зварювання, гарячому, зрізування, стикового
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Спосіб визначення межі пружності металевих сплавів
Номер патенту: 27425
Опубліковано: 25.10.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/32
Мітки: визначення, спосіб, межі, металевих, пружності, сплавів
Формула / Реферат:
Спосіб визначення межі пружності металевих сплавів, що включає прикладання до плоского зразка прямокутного перерізу згинаючого зусилля, який відрізняється тим, що один кінець зразка жорстко закріплюють в затискачах пристрою і за допомогою притискного ролика здійснюють поступове, без просковзування, рівномірне його згинання навколо півциліндра, а межу пружності металевого сплаву визначають кутом згинання зразка до моменту появи залишкових...
Попередній патент: Процес очищення поліестерів
Наступний патент: Застосування водорозчинних немодифікованих с60 фулеренів як ефективних блокаторів рецептор-керованих trp-каналів у гладеньких м’язах кишечнику
Випадковий патент: Сплав на основі титану