Спосіб виготовлення сцинтилятора на основі паратерфенілу
Номер патенту: 28278
Опубліковано: 16.10.2000
Автори: Запорожцев Володимир Павлович, Будаковський Сергій Валентинович, Зверев Микола Данилович
Формула / Реферат
Способ изготовления сцинтиллятора на основе паратерфенила, включающий изготовление заготовки из паратерфенила, активированного 1,4-дифенилбутадиеном-1,3, отжиг её в контакте с высокомолекулярным органосилоксановым каучуком, выдержку до остывания и удаление каучука, отличающийся тем, что заготовку изготавливают путём прессования дисперсного с размерами частиц 2-4 мм активированного паратерфенила в медной кольцевой обойме давлением 80-100 МПа при температуре 360-380°К в течение 10-50 мин с последующим снятием давления и выдержкой до остывания.
Текст
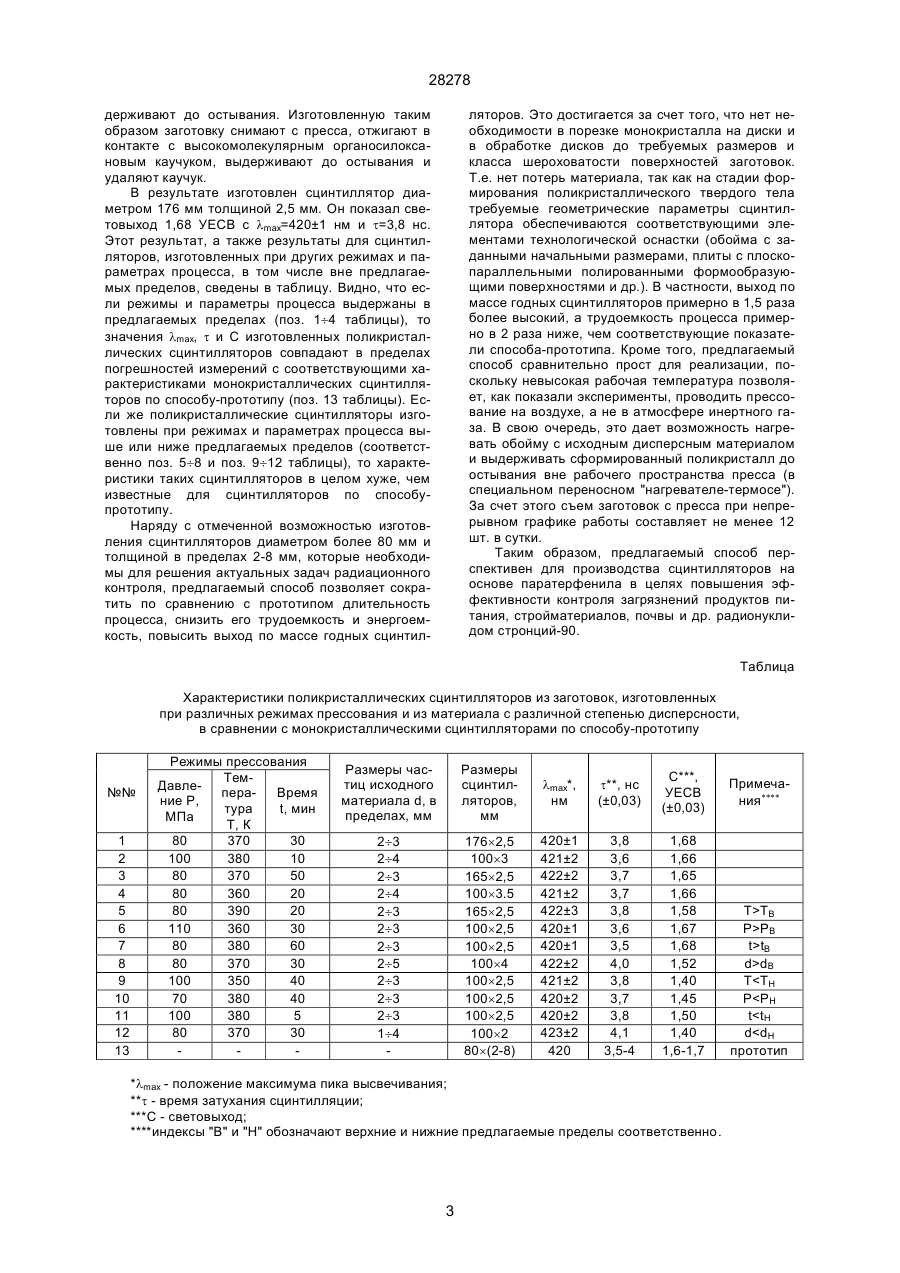
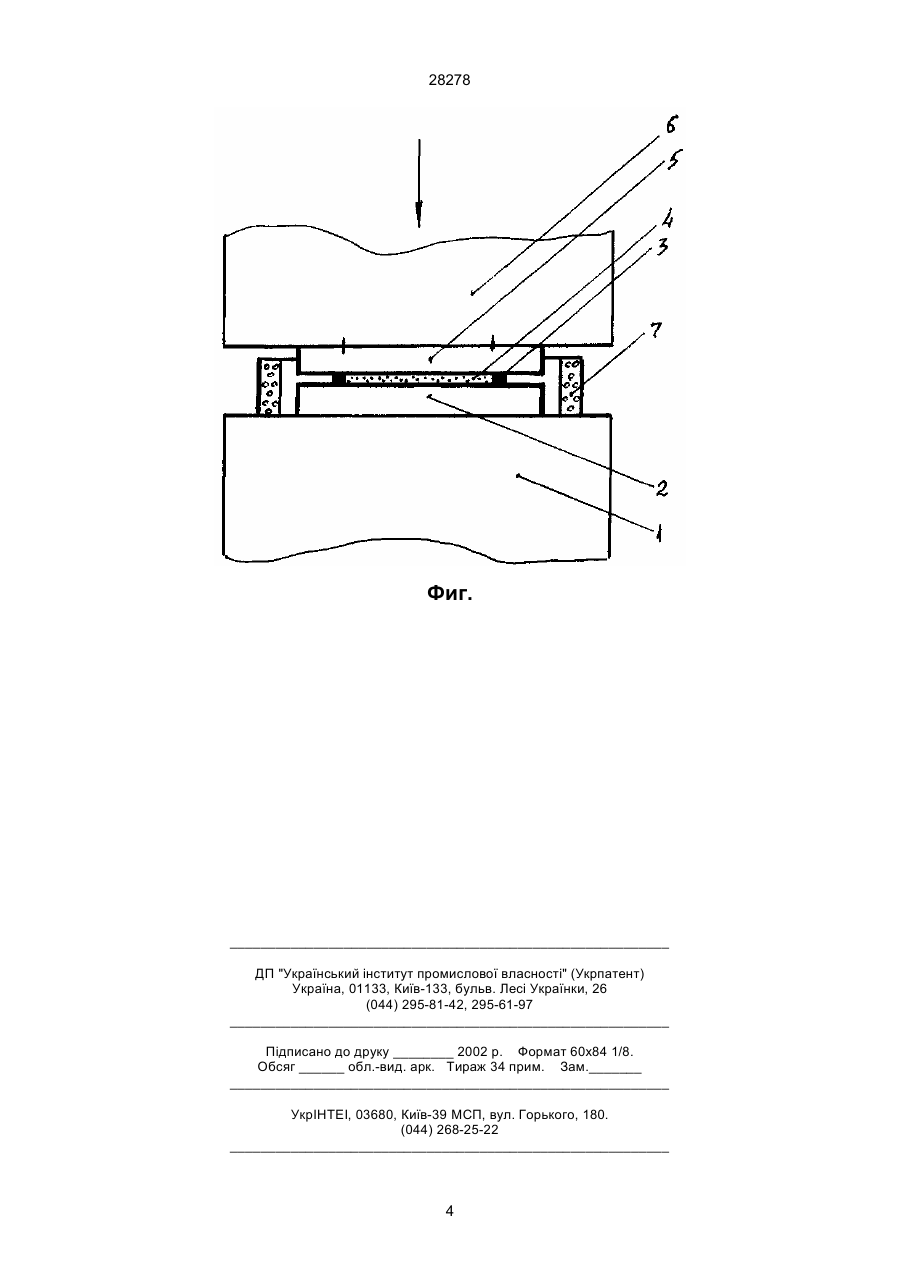
Способ изготовления сцинтиллятора на основе паратерфенила, включающий изготовление за 28278 торый необходим для детектирования бета-частиц (электронов). Поставленная задача решается тем, что в способе-прототипе, включающем изготовление заготовки паратерфенила, активированного 1,4дифенилбутадиеном-1,3, отжиг ее в контакте с высокомолекулярным органосилоксановым каучуком, выдержку до остывания и удаление каучука, заготовку изготавливают путем прессования дисперсного с размерами частиц 2¸4 мм активированного паратерфенила в медной кольцевой обойме давлением 80-100 МПа при температуре 360-380 К в течение 10-50 мин с последующим снятием давления и выдержкой до остывания. Исходный дисперсной материал для реализации предлагаемого технического решения можно получать дроблением или быстро охлажденного расплава смеси паратерфенила с 1,4дифенилбутадиеном-1,3, или фрагментов монокристаллов активированного паратерфенила, с последующим отбором необходимых фракций. В свою очередь, дробление можно осуществлять или за счет термоудара при резком охлаждении, или механически. Одновременное воздействие на исходный дисперсный материал предлагаемой температуры и давления инициирует процессы массопереноса в объеме материала, в результате чего происходит его трансформирование в поликристаллическое твердое тело. Совокупность предлагаемых режимов и параметров процесса (температура, давление и время прессования, степень дисперсности исходного материала) обеспечивает достижение столь высокой плотности поликристалла и, как следствие, столь малого рассеяния света на остаточных пустотах (порах), что в поликристалле проявляются сцинтилляционные свойства, присущие физической природе паратерфенила, активированного 1,4-дифенилбутадиеном-1,3. Вместе с тем практически снимается присущее способупрототипу ограничение диаметра заготовки и, соответственно, сцинтиллятора, поскольку для реализации предлагаемого способа нет необходимости использовать крупногабаритные монокристаллы. Медная кольцевая обойма, пластически деформируемая ("расплющиваемая") в процессе прессования, согласно предлагаемому способу обеспечивает требуемый диаметр заготовки и ее целостность, так как после остывания поликристалла и обоймы они оказываются разъединенными по причине более высокого термического коэффициента линейного расширения паратерфенила по сравнению с медью. Использование других металлов для обоймы неприемлемо из-за их либо недостаточно высокой пластичности (алюминий и его сплавы, сталь и многие другие), либо слишком высокой пластичности (свинец и его сплавы, олово и его сплавы и др.). Если хотя бы один из режимов и параметров проведения процесса задать ниже нижнего предлагаемого предела, то характеристики сцинтиллятора оказываются более низкими по причине меньшей плотности заготовки из-за большего количества и размеров остаточных пустот (пор), которые снижают механическую прочность поликристалла, рассеивают свет и тем самым уменьшают регистрируемую интенсивность сцинтилляций, и др. Кроме того, при давлении ниже нижнего предлагаемого предела диаметр заготовки оказывается меньше, а толщина больше заданной, т.к. не достигается требуемая степень пластической деформации ("расплющивания") медной обоймы. Если температуру задать выше верхнего предлагаемого предела, то характеристики сцинтиллятора ухудшаются по причине частичного улетучивания материала. Более высокое давление прессования и более длительное время по сравнению с верхними предлагаемыми пределами не приводят к улучшению характеристик сцинтиллятора, поэтому повышение давления и увеличение времени прессования нецелесообразно. Если же в исходном дисперсном материале имеются частицы с размерами более верхнего предлагаемого предела, то снижается механическая прочность заготовки и, соответственно, сцинтиллятора. Предлагаемый способ включает следующие основные операции, а одна из возможных схем оформления процесса прессования приведена на фиг., где 1 - стол гидравлического пресса, 2 и 5 соответственно нижняя и верхняя плиты с плоскопараллельными полированными формообразующими поверхностями, 3 - медная кольцевая обойма, 4 - исходный дисперсный активированный паратерфенил, 6 - траверса пресса, 7 - электропечь: - засыпка требуемого количества дисперсного с размерами частиц 2-4 мм паратерфенила, активированного 1,4-дифенилбутадиеном-1,3 (фиг., поз. 4), в медную кольцевую обойму заданных размеров (фиг., поз. 3), размещенную на плите с полированной верхней плоскостью (фиг., поз. 2); - нагревание обоймы с исходным материалом до температуры 360-380 К; - нагружение обоймы с материалом давлением 80-100 МПа, передаваемым через верхнюю плиту с полированной нижней плоскостью (фиг., поз. 5); - выдержка под давлением 10-50 мин; - снятие давления, отключение нагревателей (фиг., поз. 7); - выдержка полученного поликристалла до остывания; - отжиг полученной заготовки в контакте с высокомолекулярным органосилоксановым каучуком с последующей выдержкой до остывания и удалением каучука. Пример 150 г фрагментов монокристаллов паратерфенила, активированного 1,4-дифенилбутадиеном-1,3, дробят механическим путем и отбирают отсевом фракции с размерами частиц от 2 до 3 мм. На металлическую плиту с полированной верхней плоскостью (фиг., поз. 2), установленную на столе гидравлического пресса типа ДВ2428 (фиг., поз. 1), помещают медную кольцевую обойму (фиг., поз. 3) с внутренним диаметром 180 мм, толщиной 6 мм и высотой 3 мм, и засыпают в эту обойму 90 г отобранного дисперсного материала (фиг., поз. 4). Нагревают обойму с материалом до 370 К, нагружают давлением 80 МПа, передаваемым через верхнюю металлическую плиту с полированной нижней плоскостью (фиг., поз. 5) и выдерживают 30 мин. После этого снимают давление, отключают нагреватели (фиг., поз. 7) и вы 2 28278 ляторов. Это достигается за счет того, что нет необходимости в порезке монокристалла на диски и в обработке дисков до требуемых размеров и класса шероховатости поверхностей заготовок. Т.е. нет потерь материала, так как на стадии формирования поликристаллического твердого тела требуемые геометрические параметры сцинтиллятора обеспечиваются соответствующими элементами технологической оснастки (обойма с заданными начальными размерами, плиты с плоскопараллельными полированными формообразующими поверхностями и др.). В частности, выход по массе годных сцинтилляторов примерно в 1,5 раза более высокий, а трудоемкость процесса примерно в 2 раза ниже, чем соответствующие показатели способа-прототипа. Кроме того, предлагаемый способ сравнительно прост для реализации, поскольку невысокая рабочая температура позволяет, как показали эксперименты, проводить прессование на воздухе, а не в атмосфере инертного газа. В свою очередь, это дает возможность нагревать обойму с исходным дисперсным материалом и выдерживать сформированный поликристалл до остывания вне рабочего пространства пресса (в специальном переносном "нагревателе-термосе"). За счет этого съем заготовок с пресса при непрерывном графике работы составляет не менее 12 шт. в сутки. Таким образом, предлагаемый способ перспективен для производства сцинтилляторов на основе паратерфенила в целях повышения эффективности контроля загрязнений продуктов питания, стройматериалов, почвы и др. радионуклидом стронций-90. держивают до остывания. Изготовленную таким образом заготовку снимают с пресса, отжигают в контакте с высокомолекулярным органосилоксановым каучуком, выдерживают до остывания и удаляют каучук. В результате изготовлен сцинтиллятор диаметром 176 мм толщиной 2,5 мм. Он показал световыход 1,68 УЕСВ с lmax=420±1 нм и t=3,8 нс. Этот результат, а также результаты для сцинтилляторов, изготовленных при других режимах и параметрах процесса, в том числе вне предлагаемых пределов, сведены в таблицу. Видно, что если режимы и параметры процесса выдержаны в предлагаемых пределах (поз. 1¸4 таблицы), то значения lmax, t и С изготовленных поликристаллических сцинтилляторов совпадают в пределах погрешностей измерений с соответствующими характеристиками монокристаллических сцинтилляторов по способу-прототипу (поз. 13 таблицы). Если же поликристаллические сцинтилляторы изготовлены при режимах и параметрах процесса выше или ниже предлагаемых пределов (соответственно поз. 5¸8 и поз. 9¸12 таблицы), то характеристики таких сцинтилляторов в целом хуже, чем известные для сцинтилляторов по способупрототипу. Наряду с отмеченной возможностью изготовления сцинтилляторов диаметром более 80 мм и толщиной в пределах 2-8 мм, которые необходимы для решения актуальных задач радиационного контроля, предлагаемый способ позволяет сократить по сравнению с прототипом длительность процесса, снизить его трудоемкость и энергоемкость, повысить выход по массе годных сцинтил Таблица Характеристики поликристаллических сцинтилляторов из заготовок, изготовленных при различных режимах прессования и из материала с различной степенью дисперсности, в сравнении с монокристаллическими сцинтилляторами по способу-прототипу №№ 1 2 3 4 5 6 7 8 9 10 11 12 13 Режимы прессованияТемДавлепераВремя ние Р, тура t, мин МПа Т, К 80 370 30 100 380 10 80 370 50 80 360 20 80 390 20 110 360 30 80 380 60 80 370 30 100 350 40 70 380 40 100 380 5 80 370 30 Размеры частиц исходного материала d, в пределах, мм Размеры сцинтилляторов, мм lmax*, нм t**, нс (±0,03) С***, УЕСВ (±0,03) 2¸3 2¸4 2¸3 2¸4 2¸3 2¸3 2¸3 2¸5 2¸3 2¸3 2¸3 1¸4 176´2,5 100´3 165´2,5 100´3.5 165´2,5 100´2,5 100´2,5 100´4 100´2,5 100´2,5 100´2,5 100´2 80´(2-8) 420±1 421±2 422±2 421±2 422±3 420±1 420±1 422±2 421±2 420±2 420±2 423±2 420 3,8 3,6 3,7 3,7 3,8 3,6 3,5 4,0 3,8 3,7 3,8 4,1 3,5-4 1,68 1,66 1,65 1,66 1,58 1,67 1,68 1,52 1,40 1,45 1,50 1,40 1,6-1,7 *lmax - положение максимума пика высвечивания; **t - время затухания сцинтилляции; ***С - световыход; ****индексы "В" и "Н" обозначают верхние и нижние предлагаемые пределы соответственно. 3 Примечания**** Т>ТВ Р>РВ t>tВ d>dВ Т
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of scintillator on the base of paraterphenyl
Автори англійськоюZverev Mykola Danylovych, Budakovskyi Serhii Valentynovych, Zaporozhtsev Volodymyr Pavlovych
Назва патенту російською?????? ???????????? ???????????? ?? ?????? ??????????и?а
Автори російськоюЗверев Николай Данилович, Будаковский Сергей Валентинович, Запорожцев Владимир Павлович
МПК / Мітки
МПК: G01T 1/203, C04B 35/00, C30B 28/00, G01T 1/20
Мітки: сцинтилятора, основі, спосіб, виготовлення, паратерфенілу
Код посилання
<a href="https://ua.patents.su/4-28278-sposib-vigotovlennya-scintilyatora-na-osnovi-paraterfenilu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сцинтилятора на основі паратерфенілу</a>
Спосіб виготовлення сцинтилятора на основі кристалів паратерфенілу
Номер патенту: 25739
Опубліковано: 30.10.1998
Автори: Райгородскій Ігорь Міхайловіч, Андрющенко Любов Андріївна, Зверев Микола Данилович, Гриньов Борис Вікторович, Віноград Едуард Львович
МПК: G01T 1/202
Мітки: основі, кристалів, паратерфенілу, спосіб, виготовлення, сцинтилятора
Формула / Реферат:
Способ изготовления сцинтиллятора на основе кристаллов паратерфенила, включающий шлифовку и полировку торцевых поверхностей сцинтиллятора, изотермический отжиг с нанесением на отполированные поверхности слоем полиорганосилоксанового каучука, который удаляют непосредственно перед упаковкой сцинтиллятора в корпус, отличающийся тем, что перед шлифовкой и полировкой сцинтиллятор соединяют с подложкой посредством полимерной водорастворимой...
Спосіб виготовлення сцинтиляційних детекторів на основі монокристалів паратерфенілу
Номер патенту: 16601
Опубліковано: 29.08.1997
Автори: Грицан Володимир Андрійович, Андрющенко Любов Андріївна, Сотников Валерій Тимофійович, Гершун Олександр Сергійович, Будаковський Сергій Валентинович
МПК: G01T 1/203
Мітки: сцинтиляційних, детекторів, виготовлення, спосіб, монокристалів, паратерфенілу, основі
Формула / Реферат:
Способ изготовления сцинтилляционных детекторов на основе монокристаллов паратерфенила, включающий шлифовку и полировку торцовой поверхности сцинтиллятора со стороны выходного окна, предварительный изотермический отжиг с последующей упаковкой сцинтиллятора в герметичный корпус, отличающийся тем, что, с целью улучшения сцинтилляционных характеристик детекторов и повышения их устойчивости к воздействию механических и климатических нагрузок,...
Спосіб відбору паратерфенілу для пластмасових сцинтиляторів
Номер патенту: 5670
Опубліковано: 28.12.1994
Автори: Сенчишин Віталій Георгійович, Корнєєва Ольга Глібівна, Будаковський Сергій Валентинович, Реброва Марина Валентинівна
МПК: G01N 21/25
Мітки: пластмасових, спосіб, сцинтиляторів, паратерфенілу, відбору
Формула / Реферат:
Способ отбора паратерфенила для пластмассовых сцинтилляторов, заключающийся в том, что готовят насыщенный раствор паратерфенила в органическом растворителе, регистрируют величину светопропускания раствора относительно чистого растворителя на характеристической длине волны, отличающийся тем, что готовят насыщенный раствор паратерфенила в бензоле, толуоле или диоксане. регистрируют величину светопропускания на длине волны 410,420 или 470 нм,...
Спосіб виготовлення пластмасового сцинтилятора
Номер патенту: 16686
Опубліковано: 29.08.1997
Автори: Померанцев Віктор Вадимович, Галич Юрій Михайлович, Сенчишин Віталій Георгійович, Корнєєва Ольга Глібівна
МПК: G01T 1/203
Мітки: сцинтилятора, виготовлення, спосіб, пластмасового
Формула / Реферат:
Способ изготовления пластмассового сцинтиллятора на основе винилового мономера блочной полимеризацией в массе, включающий приготовление раствора люминесцирующих добавок в соответствующем виниловом мономере, очистку полученного раствора через фильтр и последующую полимеризацию, отличающийся тем, что, с целью повышения светового выхода и прозрачности сцинтиллятора, приготовленный раствор люминесцирующих добавок в мономере перед полимеризацией...
Спосіб виготовлення сцинтиляторів із монокристалів вольфрамату кадмію
Номер патенту: 10565
Опубліковано: 25.12.1996
Автори: Мартинов Валерій Павлович, Катрунов Костянтин Олексійович, Бурачас Станіслав Феліксович, Бондар Валерій Григорович, Пирогов Євген Миколайович, Бороденко Юрій Афанасійович, Рижиков Володимир Діомидович
МПК: C30B 33/00
Мітки: виготовлення, монокристалів, сцинтиляторів, кадмію, вольфрамату, спосіб
Формула / Реферат:
Способ изготовления сцинтилляторов из монокристаллов вольфрамата кадмия, включающий ориентирование, резку, шлифовку и полировку монокристаллов, отличающийся тем, что грань сцинтиллятора, обращенную к фотоприемнику, изготавливают ориентированной по кристаллографической плоскости (Т01), или (010), или (001) при разориентации не более 5 градусов.
Попередній патент: Система живлення двигуна при роботі на сумішевому паливі
Наступний патент: Багатоканальний пристрій пріоритету
Випадковий патент: Пристрій для змішування сипких матеріалів