Автоматизована лінія для виробництва тонкого вірменського лаваша
Формула / Реферат
1. Автоматизована лінія для виробництва тонкого вірменського лаваша, що містить вертикальний розкочувальний пристрій, складений із послідовно розташованих регульованих валкових механізмів, та тунельну піч з елементами нагрівання, яка відрізняється тим, що лінія додатково містить перед розкочувальним пристроєм формувальну машину з приводом, похилий транспортер, що подає тістову заготовку, зволожувач з системою подачі та утилізації пари, який розташований після тунельної печі, похилий стабілізаційний транспортер з системою охолодження, за яким встановлений ножовий механізм зі сковзалом, та систему автоматики із зворотним зв'язком, а наприкінці лінії встановлено пакувальне обладнання для готової продукції з використанням вакуумно-пакувального пристрою.
2. Автоматизована лінія за п. 1, яка відрізняється тим, що формувальна машина виконана у вигляді валкового екструдера з завантажувальним бункером із щілинною матрицею, причому валки екструдера виконані профільними з шаром проти налипання.
3. Автоматизована лінія за п. 1, яка відрізняється тим, що кожний послідовно встановлений ступінь розкочувального пристрою має загальний привід, а на кожний валок пристрою встановлено бункер з перегрібачем для борошна та зубчасту гребінку, причому поверхня кожного валка покрита шаром проти налипання.
4. Автоматизована лінія за п. 1, яка відрізняється тим, що тунельна піч виконана у вигляді транспортера із з'єднаних між собою металевих пластин, над горизонтальною ділянкою яких розташовані елементи нагрівання у вигляді інфрачервоних випромінювачів, а під пластинами транспортера встановлені електронагрівачі у вигляді ТЕНів, при цьому піч має тепло ізольований коробчастий корпус з вентиляцією.
5. Автоматизована лінія за п. 1, яка відрізняється тим, що у системі зволоження використовують перегріту пару від парогенератора.
6. Автоматизована лінія за п. 1, яка відрізняється тим, що система охолодження розташована над та під стабілізаційним транспортером у шаховому порядку та виконана у вигляді осьових вентиляторів.
7. Автоматизована лінія за п. 1, яка відрізняється тим, що вироблений на ній продукт має форму вибраних з групи прямокутних листів або форму у вигляді безперервного рулону.
Текст
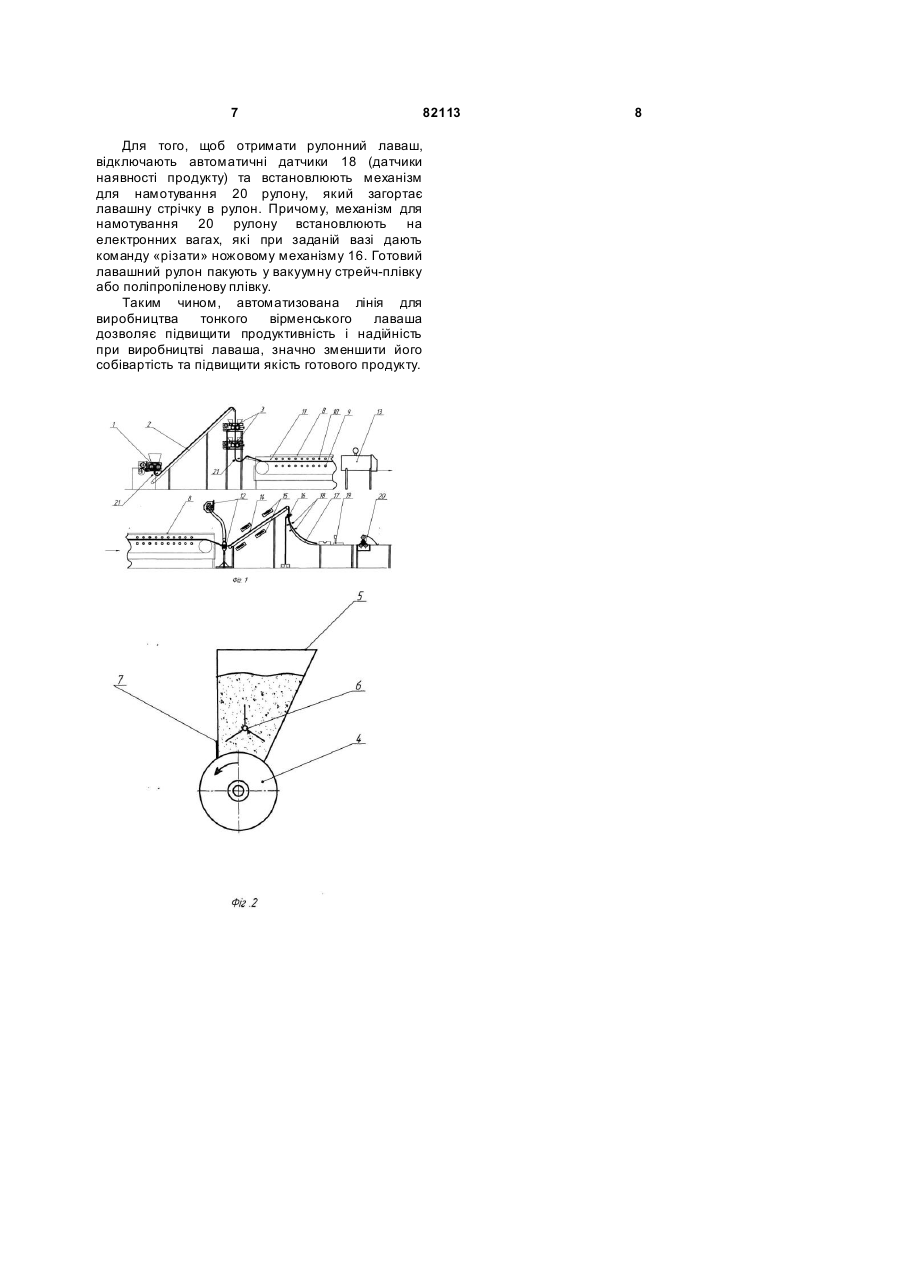
1. Автоматизована лінія для виробництва тонкого вірменського лаваша, що містить вертикальний розкочувальний пристрій, складений із послідовно розташованих регульованих валкових механізмів, та тунельну піч з елементами нагрівання, яка відрізняється тим, що лінія додатково містить перед розкочувальним пристроєм формувальну машину з приводом, похилий транспортер, що подає тістову заготовку, зволожувач з системою подачі та утилізації пари, який розташований після тунельної печі, похилий стабілізаційний транспортер з системою охолодження, за яким встановлений ножовий механізм зі сковзалом, та систему автоматики із зворотним зв'язком, а наприкінці лінії встановлено пакувальне обладнання для готової продукції з використанням вакуумно-пакувального пристрою. 2. Автоматизована лінія за п. 1, яка відрізняється тим, що формувальна машина виконана у вигляді валкового екструдера з завантажувальним C2 2 (19) 1 3 82113 по-друге, зниження надійності роботи , внаслідок використання стрічкопротягувального механізму, привода, масивного циліндричного барабану, які є проміжними механічними елементами з обмеженим ресурсом працездатності. Крім того, при випіканні лавашу на нескінченому сітчастому поду, він нагрівається у пекарній камері, а для подачі нової порції тестової заготівлі він виходить із печі та віддає тепло довкіллю, що збільшує енерговитрати та негативно впливає на якість готового продукту. А розташування високотемпературних випромінювачів відповідно цього винаходу із загальним відбивачем поверхні лавашів, а саме місця отворів від сітчастого поду, підгорають та запроторюють, що також погіршує якість готового продукту. Відома також установка для випікання тонкого вірменського лавашу, що містить вертикальний валковий розкочувальний пристрій, встановлений перед піччю, усередині якої змонтовані високотемпературні випромінювачі по обидві її сторони відносно прокольної вісі у шаховому порядку з відбивачами [див. А.С. СРСР №1750564 від 28.12.1990, МПК А21В 5/00]. Причому, вертикальний валковий розкочувальний пристрій має три пари валків, що обертаються за допомогою ланцюжкової передачі і між якими регулюють зазор за допомогою змінного комплекту спеціальних зірочок для розкочування тестової заготівлі з 3,0-4,0 до 1,0-1,5мм. Для зменшення адгезії тестової заготовки до поверхні валків використовують двостороннє соплове обдування тестової стрічки. Після розкочування тестова заготовка потрапляє у вертикальну інфрачервону піч з тепло ізолюючим корпусом , де усередині по всьому контуру розташовані площинні відбивачі, пекарна камера поділена на дві частини за допомогою площинних горизонтальних екранів. Недоліками такої установки є наявність у вертикальному розкочувальному пристрої механічного ланцюжкового приводу у взаємодії з комплектом механічних зірочок, які погіршують надійність роботи установки. Розташування чималої кількості високотемпературних випромінювачів з посиленням концентрації їх випромінювання на тестову стрічку за допомогою відбивачів значно обезводнює поверхню тестової заготівлі, вони стають сухими, а різко висушені міста запроторюють та підгорають. Це погіршує органолептичні властивості та якість готового продукту, він стає ламким та має не привабливий зовнішній вигляд. При розкочуванні тіста в стрічкову заготівлю його структура змінюється, що впливає на біохімічні процеси усередині тіста. Тому, для досягнення кращої якості готового продукту та поліпшення органолептичних властивостей лаваша потрібен період стабілізації тестової заготівлі, щоб структура та біохімічні процеси «заспокоїлися» -стабілізувалися. А в наведеній установці для випікання такий період стабілізації відсутній, тому і відповідно якість та смакові властивості такого лаваша будуть гіршими. Крім того, відсутність системи контролю за процесом випікання, приладів, які б оповіщали 4 оператора про збій та/або технічні пошкодження механізмів та пристроїв установки знижує ефективність та продуктивність її роботи. В основу винаходу поставлена задача створити автоматизовану лінію по виробництву тонкого вірменського лаваша, яка дозволяла би забезпечити високу продуктивність, надійність, значно підвищити якість готового продукту та зменшити собівартість виробництва при виготовленні лаваша. Поставлена задача вирішується тим, що автоматизована лінія для виробництва тонкого вірменського лаваша, яка містить вертикальний розкочувальний пристрій, складений із послідовно розташованих регульованих валкових механізмів та тунельну піч з елементами нагрівання, відповідно винаходу, що лінія додатково містить, перед розкочувальним пристроєм , формуючу машину з приводом, похилий транспортер, що подає тестову заготовку, зволожувач з системою подачі та утилізації пара, який розташований після тунельної печі, похилий стабілізаційний транспортер з системою охолодження, за яким встановлений ножовий механізм з сковзалом та систему автоматики із зворотнім зв'язком, а наприкінці лінії встановлено пакувальне обладнання для готової продукції з використанням вакуумно-пакувального пристрою. Крім того, формуюча машина виконана у вигляді валкового екструдера з завантажувальним бункером із щілинною матрицею, причому валки екструдера виконані профільними з шаром проти налипання, при цьому кожна послідовна встановлена ступінь розкочувального пристрою має загальний привід, а на кожний валок пристрою встановлено бункер з ворушителем для борошна та зубчасту гребінку, причому поверхня кожного валка покрита шаром проти налипання. Тунельна піч виконана у вигляді транспортера із з'єднаних між собою металевих пластин, над горизонтальною ділянкою яких розташовані елементи нагрівання у вигляді інфрачервоних випромінювачів, а під пластинами транспортеру встановлені електронагрівами у вигляді ТЕНів, при цьому піч має тепло ізольований коробчастий корпус з вентиляцією. У системі зволоження використовують перегрітий пар від парогенератора, а система охолодження розташована над та під стабілізаційним транспортером у шаховому порядку та виконана у вигляді осьових вентиляторів. Використання перегрітого пара (температура більш ніж 100°С) при зволоженні лаваша являє собою антибактеріальну обробку готового продукту, що значно поліпшує якісні характеристики лаваша при його споживанні та збільшує термін його зберігання. Вироблений продукт на автоматизованій лінії має форму прямокутних листів та/або форму у вигляді безперервного рулону. Технологія виробництва лаваша на запропонованій лінії виключає вплив людського фактору на те хнологічний процес. Суть заявленого винаходу пояснюється кресленням, де: 5 82113 На фіг.1 зображений загальний вигляд автоматизованої лінії для виробництва тонкого вірменського лаваша; На фіг.2 - поперечний розріз валкового механізму розкочувального пристрою; Автоматизована лінія для виробництва тонкого вірменського лаваша містить формувальну машину 1 з приводом та приймальним бункером, похилий подавальний транспортер 2, вертикальний розкочувальний пристрій 3, складений із кількох пар валків 4. На кожному валку 4 встановлений бункер 5 з воруши телем 6 та зубчасті гребінки 7, що змонтовані на внутрішній стороні бункера 5. За вертикальним розкочувальним пристроєм 3 встановлена тунельна піч 8, що виконана у вигляді транспортера, який складений із металевих пластин, пов'язаних між собою. На горизонтальній ділянці транспортера печі 8 металеві пластини утворюють суцільний рухомий під, під яким розташовані ТЕНи 9 для його нагрівання, а над подом встановлені нагрівачі інфрачервоного випромінювання 10. Причому, тунельна піч 8 має коробчастий термоізольований корпус 11 з вентиляцією. За тунельною піччю 8 встановлена система зволоження 12 з парогенератором 13 і системою утилізації відпрацьованого пару та стабілізаційний похилий транспортер 14, над і під яким розміщені осьові вентилятори 15 у ша ховому порядку. Після стабілізаційного транспортера 14 встановлений на опорі ножовий механізм 16 із спеціальним сковзалом 17, по обидві сторони якого розташований автоматичний датчик 18 із зворотнім зв'язком (датчик наявності продукту) та лічильником готового продукту. Наприкінці автоматизованій лінії встановлено пакувальне обладнання. Для різаного лаваша прямокутної форми встановлюють стіл 19 прийому продукту, верстат для запаювання та верстат для витоплення пакетів ( на рис. не показані). Для лаваша у вигляді безперервного рулону встановлюють механізм для намотування рулону 20 з електронними вагами. Для збільшення строку зберігання готового продукту використовують вакуумно-пакувальне обладнання із спеціальними харчовими добавками. На всіх те хнологічних ділянках автоматизованій лінії встановлені датчики контролю 21, які запобігають пошкодженням пристроям та механізмам на попередніх та послідуючих ділянках технологічного процесу. Автоматизована лінія працює таким чином. Після спеціальної підготовки тестову заготівлю шматками завантажують вр учну у бункер формувальної машини 1. Формувальна машина 1 виконана у вигляді валкового екструдера. Валки екструдера мають профільну поверхню та покриті шаром проти налипання. Обертаючись, валки захоплюють із бункера тісто та протискують його через щілинну матрицю. Так формується тісто у вигляді безперервної стрічки шириною 20...30см (ширина задається оператором) та товщиною 3...4мм. Далі стрічкова тестова заготівля попадає 6 на похилий транспортер 2, поверхня якого посилана борошном та повільно її піднімає. Тут після порушення структури тестової заготівлі на формувальній машині 1 відбувається заспокоєння біохімічних процесів у стр уктурі заготівлі. З транспортера 2 тестова заготівля опускається у першу ступінь розкочувального пристрою 3. При обертанні валків 4, на їх поверхні формують тонкий прошарок з борошна, який утворюють за допомогою дрібної зубчастої гребінки 7 в бункері 5 при невеликих обертах воруши теля б. Борошно на валках 4 запобігає прилипанню к ним тестової заготівлі та покриває її поверхню. На першій ступені розкочувального пристрою 3 тестову заготівлю розкочують до товщини 1,5мм. Послідовно, після першої ступені тестова заготівля попадає на другу ступінь розкочувального пристрою 3, де тісто розкочують до товщини 0,8...1,2мм. В залежності від необхідної товщини тесової заготівлі можуть бути встановлені дві або три пари валків розкочувального пристрою 3 і мінімальна товщина тесової заготівлі може бути 0,5мм. Зазор між валками регулює оператор ступінчасте зверху до низу та з більшого на меншій. Після розкочування тестова заготівля подається в тунельну піч 8, де вона лягає на гарячий рухомий під, причому, швидкість поду та тестової заготівлі узгоджені за допомогою частотного адаптера. Тестова заготівля випікається по ходу проходження через піч 8 при температурі 250...280°С на протязі 30...45 секунд. З тунельної печі 8 випечена заготівля доходить до системи зволоження 12, де її зволожують перегрітим паром, що поступає від парогенератора 13, а надлишок відпрацьованого пару утилізується. Далі лавашна стрічка підіймається на стабілізаційний похилий транспортер 14, де її структура заспокоюється та стабілізуються внутрішні біохімічні процеси, потім охолоджується за допомогою осьових вентиляторів 15. З висоти Зм лавашна стрічка опускається вниз та досягає датчиків 18 наявності продукту. При команді датчиків 18 -« є продукт» спрацьовує ножовий механізм 16, що встановлений вище датчиків. При перестановці датчиків 18 можна отримати бажану довжину порції лаваша. Кінцевий продукт одержують рівномірним випеченим прямокутної форми, бажаного розміру, однакової товщини та вологості. Після спрацьовування ножа 16 листи лаваша в безперервному режимі один за одним за допомогою спеціального сковзало 17 попадають на стіл 19 пакувальника. На сковзалі 17 встановлений лічильник, який подає звуковий сигнал та відраховує необхідну кількість листів лаваша. Цю, відраховану кількість лаваша розфасовують у пакети, які герметично запаюють. Причому, вагу у пакеті регулюють: товщиною - за допомогою розкочувального пристрою 3, довжиною - за допомогою ножа 16 та кількістю лаваша - за допомогою лічильника сковзала 17. 7 82113 Для того, щоб отримати рулонний лаваш, відключають автоматичні датчики 18 (датчики наявності продукту) та встановлюють механізм для намотування 20 рулону, який загортає лавашну стрічку в рулон. Причому, механізм для намотування 20 рулону встановлюють на електронних вагах, які при заданій вазі дають команду «різати» ножовому механізму 16. Готовий лавашний рулон пакують у вакуумну стрейч-плівку або поліпропіленову плівку. Таким чином, автоматизована лінія для виробництва тонкого вірменського лаваша дозволяє підвищити продуктивність і надійність при виробництві лаваша, значно зменшити його собівартість та підвищити якість готового продукту. 8
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated line for making thin armenian pita
Автори англійськоюKhachatrian Hukas Sarkisovych
Назва патенту російськоюАвтоматизированная линия для производства тонкого армянского лаваша
Автори російськоюХачатрян Гукас Саркисович
МПК / Мітки
МПК: A21C 11/00, A21B 5/00
Мітки: лаваша, автоматизована, виробництва, лінія, тонкого, вірменського
Код посилання
<a href="https://ua.patents.su/4-82113-avtomatizovana-liniya-dlya-virobnictva-tonkogo-virmenskogo-lavasha.html" target="_blank" rel="follow" title="База патентів України">Автоматизована лінія для виробництва тонкого вірменського лаваша</a>
Автоматизована лінія визначення цукристості
Номер патенту: 73463
Опубліковано: 15.07.2005
Автори: Зеленський Віктор Юрійович, Прохоров Леонід Михайлович, Рак Віктор Іванович
МПК: C13F 3/00, G01N 33/02, G01J 4/00
Мітки: лінія, цукристості, автоматизована, визначення
Формула / Реферат:
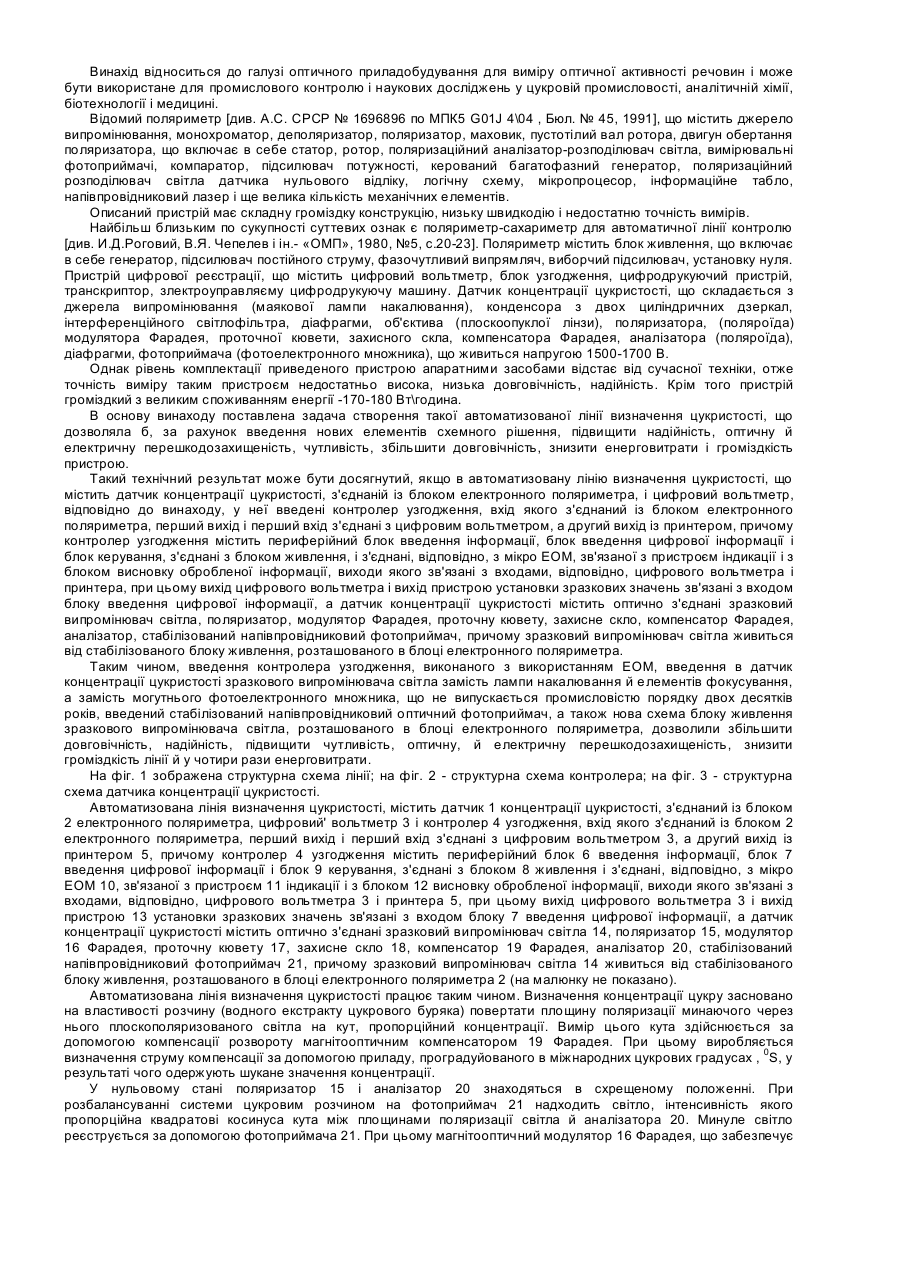
Автоматизована лінія визначення цукристості, що містить датчик концентрації цукристості, з'єднаний із блоком електронного поляриметра, і цифровий вольтметр, яка відрізняється тим, що в неї введені контролер узгодження, вхід якого з'єднаний із блоком електронного поляриметра, перший вихід і перший вхід з'єднані з цифровим вольтметром, а другий вихід - із принтером, причому контролер узгодження містить периферійний блок введення інформації,...
Пристрій для випікання лаваша
Номер патенту: 57998
Опубліковано: 15.07.2003
Автор: Манукян Герасим Ігнатевосович
МПК: A21B 5/00
Мітки: лаваша, пристрій, випікання
Формула / Реферат:
Пристрій для випікання лаваша, що містить циліндричний під з можливістю обертання навколо осі, ТЕНи та притискний ролик, встановлений з можливістю вимушеного обертання з лінійною швидкістю, рівною швидкості обертання циліндричного поду, який відрізняється тим, що циліндричний під і великий барабан виготовлені із кераміки і встановлені так, що між ними утворюється пекарна камера, у якій розміщені ТЕНи для нагрівання циліндричного поду і...
Лінія для виробництва рослинної олії
Номер патенту: 36159
Опубліковано: 16.04.2001
Автори: Резнік Віктор Миколайович, Єжелєв Володимир Олександрович, Данукалов Олександр Кузьмич
МПК: C11B 1/06
Мітки: лінія, рослинної, виробництва, олії
Текст:
...пристрій для шеретування насіння 5, під яким розміщений аспіратор 6. До аспіратора 6 приєднаний рукав (окремою позицією не виділено) вентилятора 7. Лінія також забезпечена похилим шнеком з підігрівом 8, який має магнітну пастку 9. За похилим шнеком з підігрівом 8 розміщений пристрій для подрібнення насіння 10, який виконано у виді шнекового преса. Пристрій дня подрібнення насіння 10 з'єднаний з пресом віджиму олії 11, який має ємкість 12...
Лінія виробництва пектинового концентрату
Номер патенту: 19137
Опубліковано: 15.12.2006
Автори: Федькін Анатолій Сергійович, Воінова Світлана Миколаївна, Хачко Володимир Іванович, Омельчук Євген Олександрович, Крапивницька Ірина Олексіївна
МПК: C08B 37/06
Мітки: концентрату, лінія, пектинового, виробництва
Формула / Реферат:
1. Лінія виробництва пектинового концентрату, що містить послідовно з'єднані транспортер, прес, гідролізатор, фільтр, яка відрізняється тим, що лінія містить між транспортером і пресом послідовно з'єднані ємність з перемішуючим пристроєм, прес, ємність з перемішуючим пристроєм, потім ємність для підготовки сировини, між гідролізатором і фільтром послідовно з'єднані апарат для розділення гідролізної маси в полі відцентрових сил, ємність, а...
Лінія виробництва пектинового концентрату
Номер патенту: 81346
Опубліковано: 25.12.2007
Автори: Омельчук Євген Олександрович, Воінова Світлана Миколаївна, Федькін Анатолій Сергійович, Крапивницька Ірина Олексіївна, Хачко Володимир Іванович
МПК: A23N 15/00, C08B 37/06
Мітки: виробництва, лінія, концентрату, пектинового
Формула / Реферат:
1. Лінія виробництва пектинового концентрату, що складається з послідовно з'єднаних транспортера, преса, гідролізатора, фільтра, яка відрізняється тим, що між транспортером і пресом додатково введені послідовно з'єднані ємність з перемішуючим пристроєм, прес та ємність з перемішуючим пристроєм, між пресом та гідролізатором - ємність для підготовки сировини, між гідролізатором і фільтром - послідовно з'єднані апарат для розділення...
Попередній патент: Ядерна установка і спосіб зниження тиску у ядерній установці
Наступний патент: Спосіб, система та пристрій для отримання послуг (варіанти) та мережа для передачі послуг
Випадковий патент: Пристрій для вимірювання в'язкості рідини