Спосіб відновлення тиглів з коштовних металів, зокрема з іридію
Номер патенту: 86154
Опубліковано: 25.03.2009
Формула / Реферат
Спосіб відновлення тигля з коштовного металу, зокрема з іридію, що містить його попередній відпал при тиску 10-1 – 10-3 торр з подальшим зварюванням тріщин, який відрізняється тим, що відпал здійснюють при 2000-2200 °С протягом 0,5-1,0 години з подальшим охолодженням зі швидкістю 400-700 град/год.
Текст
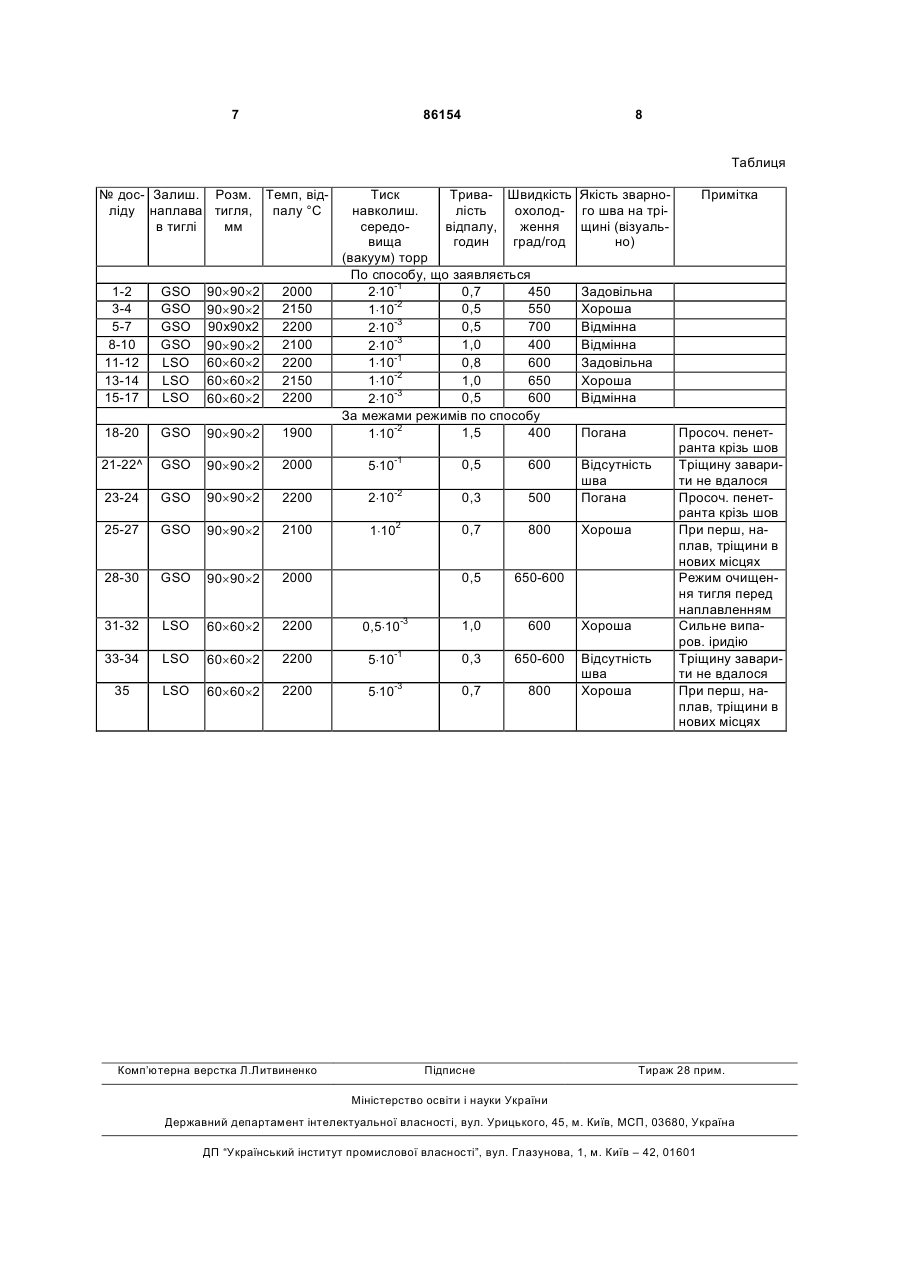
Спосіб відновлення тигля з коштовного металу, зокрема з іридію, що містить його попередній відпал при тиску 10-1–10-3 торр з подальшим зварюванням тріщин, який відрізняється тим, що відпал здійснюють при 2000-2200°С протягом 0,51,0 години з подальшим охолодженням зі швидкістю 400-700 град/год. Наведений винахід відноситься до технології отримання монокристалів і може бути використаний при підготовці тиглів з іридію для вирощування монокристалів з температурами плавлення більше 1700°С, де застосування тиглів з платини вже неможливе, таких як: гадоліній - галієвий гранат (Gd3Ga5O12 - Тпл = 1725°С), ортоалюмінат ітрію (YAlO3 - Тпл =1875°С), ортосилікат гадолінію (Gd2SiO5 - Тпл = 1950°С), ітрій - алюмінієвий гранат (Y3Al5O12-Тпл=1970°С), сапфір (Аl2О3-Тпл=2050°С), шпінель (MgAl2O4 -Тпл=2105°С), ортосилікат лютецію (Lu2SiO5 - Тпл =2150°С). Ресурс іридієвих тиглів залежно від варіантів технології вирощування і товщини стінок досить обмежений (3-10 технологічних циклів) з огляду на те, що при проведенні технологічного процесу отримання високотемпературних монокристалів, зокрема, гадоліній - галієвих гранатів (з системи Ga2O3 - Gd2O3) - при наплавленні шихти, безпосередньо при вирощуванні і по його закінченні, на тигель впливають різні несприятливі чинники: 1. При взаємодії хімічно агресивного гарячого кисень- і галій -вміщуючого розплаву з матеріалом тигля (іридієм) утворюється низка змішаних оксидних сполук, зокрема, IrO2, IrGaO3, IrGa2O5, які під вищують крихкість іридію і сприяють утворенню тріщин в стінках і дні тигля. 2. Внаслідок нерівномірного, у тому числі дендритного, затвердіння розплаву, що знаходиться в тиглі, і відмінності термічних коефіцієнтів розширення іридію і розплаву відбувається деформація тигля з подальшою появою в ньому глибоких і крізних тріщин (несуцільностей). Такий режим затвердіння притаманний для охолодження тигля при аварійному відключенні ростової установки в процесі вирощування монокристала. Поява несуцільностей призводить до витікання коштовного розплаву з тигля. Окрім цього, деформація тигля призводить до руйнування частини керамічних деталей вузла кристалізації і неможливості використовування спільно з деформованим тиглем таких деталей. Ці чинники обмежують робочий ресурс тиглів і роблять неможливою їх подальшу експлуатацію. Практично це призводить до здачі тиглів з іридію в лом і відправки їх на переробку на зарубіжне спеціалізоване промислове підприємство (Україна таких підприємств не має). Повернення тиглів в експлуатацію відбувається через 8-10 і більше місяців, а, враховуючи той факт, що вказане підп (19) UA (11) 86154 (13) C2 (21) a200710059 (22) 10.09.2007 (24) 25.03.2009 (46) 25.03.2009, Бюл.№ 6, 2009 р. (72) БОНДАР ВАЛЕРІЙ ГРИГОРОВИЧ, UA, КРИВОШЕІН ВАДИМ ІВАНОВИЧ, UA (73) ІНСТИТУТ СЦИНТИЛЯЦІЙНИХ МАТЕРІАЛІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA (56) UA 6395 C1, 29.12.1994 UA 35341 C2, 15.03.2001 JP 03295890 A, 26.12.1991 JP 4083798 A, 17.03.1992 3 риємство знаходиться в Росії, потрібні і додаткові митні витрати. Необхідно відзначити, що при очевидній простоті досягнення мети істотне збільшення терміну служби за рахунок збільшення товщини стінок і дна тиглів вимагає дуже великої питомої витрати дефіцитного коштовного металу на одиницю виробу і тому практично не застосовується. Переробка (відновлення) тиглів, що вийшли з ладу, здійснюється спеціалізованим підприємством шляхом розчинення лому іридію в розплавах солей і подальшого вирощування тиглів на формоутворювальних поверхнях способом електрохімічного осадження [а.с СРСР №1277642, С25С7/00, C25D1/02]. Позитивною якістю цього способу є те, що тиглі "вирощують" заданої форми, без несуцільностей. В процесі електрохімічного осадження іридію на формоутворювач відбувається очищення металу від оксидів кристалоутворюючих речовин, що потрапили в тиглі при вирощуванні з них кристалів. До недоліків способу електрохімічного осадження необхідно віднести: - складність і дорожнечу процесу, вимагаючого використання устаткування, за класом порівняного з ростовим устаткуванням, яке застосовується для вирощування кристалів; - велику тривалість процесу (декілька діб або тижнів); - велику енергоємність; - труднощі дотримання екологічної чистоти процесу, що виникають при реалізації електрохімічного способу відновлення тиглів, оскільки використовуються розплави летючих хлоридів металів зі всіма витікаючими проблемами. Тому використовувати цей спосіб доцільно тоді, коли інші способи відновлення тиглів вже не дають ефекту (при дуже великих руйнуваннях). Відомий спосіб виготовлення тиглів шляхом зварки іридієвих листів, заздалегідь підданих гарячому плющенню, а також відновлення іридієвих тиглів, що містить їх проварювання аргонодуговою зваркою (для усунення несуцільностей) [Cockayne В., Czochralski growth oxide single crystals. Iridium crucibles and their use. Platinum Metals Revew, 1974, v.12 №3, p.86-91]. Позитивною якістю цього способу є його порівняльна технічна простота і короткі терміни реалізації (в межах декількох годин), що дозволяє використовувати його на підприємствах по отриманню кристалів. Недоліком є неможливість усунення залишків застиглого розплаву, зокрема, ортосилікату гадолінію і продуктів взаємодії його з іридієм, з тріщин проварюванням через інтенсивну сублімацію розплаву в плазмі дуги. В результаті тріщини в ході проварювання або протягом найближчих технологічних циклів знов розкриваються, що призводить до виходу тигля з ладу. Таким чином, описаний спосіб не дає істотного збільшення робочого ресурсу тиглів з коштовних металів для вирощування монокристалів з температурами плавлення більше 1700°С, наприклад, ортосилікату гадолінію. 86154 4 Після відновлення тиглів за даним способом вони працездатні протягом не більше 2-4 циклів вирощування. Відомий спосіб відновлення тиглів з коштовних металів, що містить плющення тигля (з платини) і зварку тріщин. При цьому, перед плющенням тигель відпалюють при 1200-1400°С і тиску 10-1-10-3 торр протягом 0,5-5 годин [пат. України №6395, С30В33/02]. Даний спосіб використовується для відновлення, у тому числі і іридієвих тиглів, але при вирощуванні низькотемпературних монокристалів (при температурі менше 1400°С). При вирощуванні високотемпературних монокристалів температури, що заявляються, не забезпечують видалення залишків застиглого розплаву, який має температуру плавлення більше 1700°С, з тріщин. В результаті, тріщини в іридієвому тиглі при проварюванні або протягом найближчих технологічних циклів знов розкриваються, що призводить до порушення суцільності тигля і виходу його з ладу. Тиглі з іридію виключають їх плющення через крихкість іридію, тому даний спосіб не може бути використаний для їх відновлення при вирощуванні високотемпературних монокристалів. Задачею наведеного винаходу є розробка способу відновлення тиглів з коштовних металів, зокрема, з іридію для вирощування високотемпературних оксидних монокристалів з температурами плавлення більше 1700°С, який забезпечив би збільшення терміну служби цих тиглів і знизив би часові і матеріальні витрати. Як прототип по кількості загальних ознак нами обраний останній з аналогів. Рішення поставленої задачі забезпечується тим, що в способі відновлення тиглів з коштовних металів, зокрема, з іридію, що містить його попередній відпал при тиску 10-1-10-3 торр з подальшою зваркою тріщин, згідно винаходу, відпал здійснюють при 2000-2200°С протягом 0,5-1,0 години з подальшим охолодженням зі швидкістю 400700град/год. Відпал тигля з іридію при температурі 20002200°С дозволяє випарувати залишки високотемпературного розплаву і лігатуру в тріщинах, очистити поверхню тигля і, в подальшому, зняти механічні напруги. Нижче за мінімальну температуру 2000°С процес випаровування залишків високотемпературного розплаву йде дуже повільно і тривалість процесу невиправдано подовжується, невиправдано збільшуються також енерговитрати. Більше максимальної температури 2200°С - починає відігравати значну роль процес випаровування іридію, тобто збільшуються його безповоротні втрати ("чад"), що економічно недоцільно. Час відпалу менше 0,5 години не забезпечує ефективності процесу навіть при максимальній температурі і мінімальному тиску. Тривалість більше 1,0 години не призводить до подальшого збільшення ефективності процесу, лише збільшує енерго - і трудовитрати, а також знижує продуктивність. Швидкості, що заявляються, охолодження іридієвих тиглів забезпечує можливість виключення 5 деформації тиглів і зняття подальших механічних напруг. Нагрів можливо проводити зі швидкістю, що забезпечує достатньо швидке розігрівання тигля. Охолодження ж, з середньою швидкістю більше 700град/год, призводить до місцевого гартування тигля і попередній відпал (прожарення) стає малоефективним. Охолодження зі швидкістю менше 400град/год лише невиправдано збільшує тривалість технологічного процесу. Таким чином, запропонований спосіб забезпечує можливість відновлення тиглів з іридію при вирощуванні високотемпературних монокристалів в порівнянні з прототипом, а в порівнянні з другим аналогом - збільшити термін їх служби до 7-10 технологічних циклів. В таблиці наведено приклади реалізації способу для ортосилікату гадолінію Gd2SiO5 (GSO) та ортосилікату лютецію Lu2SiO5 (LSO) при різних режимах параметрів, що заявляються. Запропонований спосіб реалізують таким чином. Іридієвий тигель діаметром 90мм і заввишки 90мм з товщиною стінок 2,0мм після аварійного відключення ростової установки "Кристал - ЗМ" в п'ятому технологічному циклі вирощування монокристалів ортосилікату гадолінію деформувався, і в ньому з'явилися тріщини. Після виплавки наплава ортосилікату гадолінію з тигля, останній встановлюють в індуктор ростової камери "Кристал - ЗМ". Камеру герметично закривають і включають установку. Робочий об'єм камери вакуумують до тиску 10-2торр. Подачею високочастотної потужності на індуктор проводять індукційний нагрів тигля до температури 2020°С (контроль проводиться за допомогою пірометра) протягом 20 хвилин, потім витримують при температурі 2020±10°С протягом 0,7 години, при цьому, продовжують відкачування робочого об'єму для видалення пари розплаву ортосилікату гадолінію з робочої камери. Далі відкачування припиняють і охолоджують тигель при зниженні потужності зі 86154 6 швидкістю 500град/год. Після охолодження тигля до ~ 50°С його витягують з ростової камери і проводять візуальну оцінку якості очищення. Далі ділянки тигля з тріщинами проварюють аргоно-дуговим зварюванням. Якість відновлення (ремонту) тигля - відсутність тріщин - перевіряють візуально за допомогою лупи і люмінесцентного пенетранта. Перевіривши якість відновлення, тигель передають в експлуатацію (для наплавлення шихти ортосилікату гадолінію). Після такого ремонту тигель працездатний і експлуатується до наступного аварійного відключення установки. Було проведено випробування: 17 дослідів відповідно до формули винаходу і 18 - за межами режимів за способом (дані для позамежних, граничних і оптимальних режимах наведено в таблиці). При позамежних режимах відновленню піддавалося 18 іридієвих тиглів. В результаті працездатність цих тиглів взагалі не була відновлена - тріщини розкривалися при проварюванні (приклади 18-24, 33-34), або з'являлися після наплавлення шихти. Всі тиглі, відновлені у відповідність зі способом, що заявляється, були придатні до експлуатації і витримали по 7-10 нових технологічних циклів до аварійного відключення установки. Крім того, подібне відновлення деяких іридієвих тиглів нам вдавалося проводити тричі, тобто робочий ресурс тигля можливо збільшити в середньому до 20-30 технологічних циклів в порівнянні з другим аналогом. Час відновлення тиглів не перевищувало двох робочих змін, тобто не більше 15 годин. На відновлення способом електрохімічного осадження було направлено 3 іридієвих тигля (перший аналог). Якість відновлення тиглів висока, проте, повернені вони були в експлуатацію тільки після 5-6 місяців, ціна відновлення одного тигля близько 12000дол. США, що значно перевищує часові і матеріальні витрати на відновлення за способом, що заявляється. 7 86154 8 Таблиця № дос- Залиш. Розм. Темп, відліду наплава тигля, палу °С в тиглі мм Тиск Трива- Швидкість охолоднавколиш. лість ження середовідпалу, годин град/год вища (вакуум) торр По способу, що заявляється 0,7 450 2×10-1 -2 0,5 550 1×10 0,5 700 2×10-3 1,0 400 2×10-3 0,8 600 1×10-1 1,0 650 1×10-2 0,5 600 2×10-3 За межами режимів по способу 1,5 400 1×10-2 Якість зварного шва на тріщині (візуально) 1-2 3-4 5-7 8-10 11-12 13-14 15-17 GSO GSO GSO GSO LSO LSO LSO 90´90´2 90´90´2 90x90x2 90´90´2 60´60´2 60´60´2 60´60´2 2000 2150 2200 2100 2200 2150 2200 18-20 GSO 90´90´2 1900 21-22^ GSO 90´90´2 2000 5×10-1 0,5 600 23-24 GSO 90´90´2 2200 2×10-2 0,3 500 Відсутність шва Погана 25-27 GSO 90´90´2 2100 1×102 0,7 800 Хороша 28-30 GSO 90´90´2 2000 0,5 650-600 31-32 LSO 60´60´2 2200 0,5×10-3 1,0 600 33-34 LSO 60´60´2 2200 5×10-1 0,3 650-600 35 LSO 60´60´2 2200 5×10-3 0,7 800 Комп’ютерна верстка Л.Литвиненко Підписне Примітка Задовільна Хороша Відмінна Відмінна Задовільна Хороша Відмінна Погана Хороша Відсутність шва Хороша Просоч. пенетранта крізь шов Тріщину заварити не вдалося Просоч. пенетранта крізь шов При перш, наплав, тріщини в нових місцях Режим очищення тигля перед наплавленням Сильне випаров. іридію Тріщину заварити не вдалося При перш, наплав, тріщини в нових місцях Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of crucibles from precious metals, in particular from iridium
Автори англійськоюBondar Valerii Hryhorovych, Kryvoshein Vadym Ivanovych
Назва патенту російськоюСпособ восстановления тиглей из драгоценных металлов, в частности из иридия
Автори російськоюБондарь Валерий Григорьевич, Кривошеин Вадим Иванович
МПК / Мітки
МПК: C30B 15/10, C30B 35/00
Мітки: коштовних, зокрема, іридію, тиглів, відновлення, металів, спосіб
Код посилання
<a href="https://ua.patents.su/4-86154-sposib-vidnovlennya-tigliv-z-koshtovnikh-metaliv-zokrema-z-iridiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення тиглів з коштовних металів, зокрема з іридію</a>
Спосіб відновлення тиглів з коштовних металів для вирошування монокристалів
Номер патенту: 6395
Опубліковано: 29.12.1994
Автори: Кривошеін Вадим Іванович, Бондар Валерій Григорович, Бондаренко Станіслав Костянтинович, Пирогов Євген Миколайович, Мартинов Валерій Павлович, Бурачас Станіслав Феліксович
МПК: C30B 33/02, C30B 29/02
Мітки: монокристалів, металів, спосіб, коштовних, тиглів, вирошування, відновлення
Формула / Реферат:
(57) Способ восстановления тиглей из драгоценных металлов для выращивания монокристаллов, включающий прокатку тигля и сварку трещин, отличающийся тем, что перед прокаткой тигель отжигают при 1200-1400°С и давлении 101-10-3 торр в течение 0,5-5,0 часов.
Спосіб екстракційно-фотометричного визначення родію та іридію в сумісній іх присутності та комплексні сполуки родію та іридію з гідразонами саліцилового альдегіду у формі іонних асоціатів з основними барвниками
Номер патенту: 42451
Опубліковано: 15.10.2001
Автори: Чундак Степан Юрійович, Волков Сергій Васильович, Пехньо Василь Іванович, Лисенко Анатолій Григорович, Харькова Людмила Борисівна, Орисик Світлана Іванівна, Бабиченко Владислав Михайлович
МПК: C01G 55/00, G01N 31/22
Мітки: екстракційно-фотометричного, присутності, форми, саліцилового, родію, сполуки, гідразонами, основними, барвниками, комплексні, визначення, іонних, спосіб, сумісній, альдегіду, асоціатів, іридію
Формула / Реферат:
1. Спосіб екстракційно-фотометричного визначення родію та іридію в сумісній їх присутності, який включає утворення комплексних сполук цих металів з органічними реагентами, послідовне вилучення екстрагуванням органічним розчинником спочатку сполук родію, а потім іридію, вимірювання оптичної густини екстрактів, по яких визначають вміст родію та іридію, який відрізняється тим, що як органічний реагент на родій та іридій використовують гідразони...
Спосіб видобування металевих елементів, зокрема металевого хрому, зі шлаків, що містять оксиди металів (варіанти)
Номер патенту: 82239
Опубліковано: 25.03.2008
Автори: Роллінгер Бернт, Райхель Йоханн
МПК: C21C 5/52, C21C 5/56, C22B 34/32, C21C 7/00
Мітки: видобування, елементів, хрому, варіанти, зокрема, оксиди, шлаків, металів, металевого, спосіб, металевих, містять
Формула / Реферат:
1. Спосіб видобування металевих елементів, зокрема металевого хрому, зі шлаків, які містять оксиди металів, зокрема оксид хрому, в дуговій електропечі, що включає наступні етапи:a) подачу першої частини шихти в дугову електропіч,b) розплавлення цієї шихти з утворенням металевого розплаву і шлаку,c) випуск розплаву, залишаючи невідновлений шлак в печі,d) подачу наступної частини шихти, яка містить лом, а також...
Тигель для вирощування монокристалів корунду у вуглецевому середовищі
Номер патенту: 24129
Опубліковано: 25.06.2007
Автори: Литвинов Леонід Аркадійович, Кривоносов Євгеній Володимирович, Вишневський Сергій Дмитрович
МПК: C30B 15/10
Мітки: корунду, тигель, вирощування, середовищі, монокристалів, вуглецевому
Формула / Реферат:
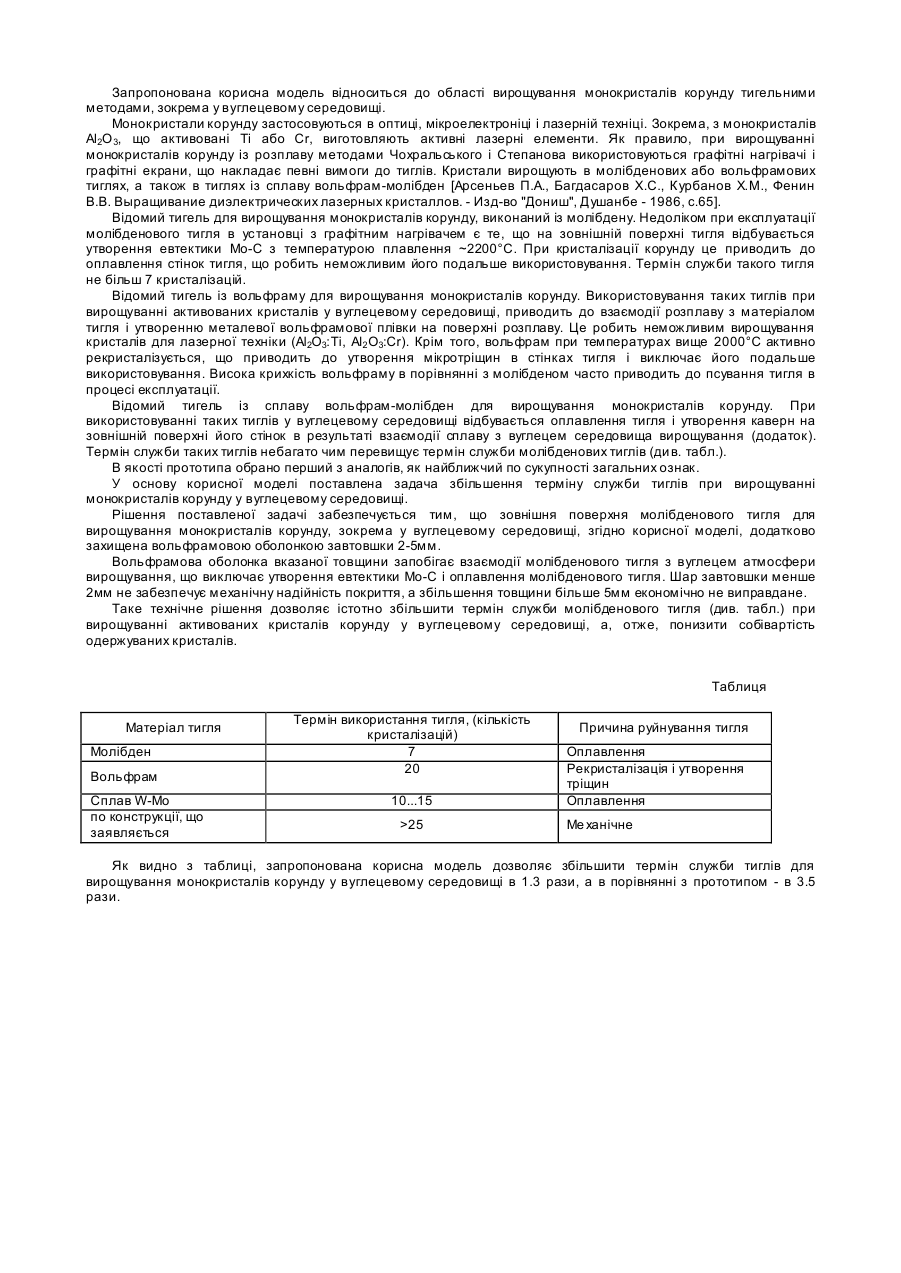
Молібденовий тигель для вирощування монокристалів корунду у вуглецевому середовищі, що виконаний з молібдену у вигляді циліндричного стакана, який відрізняється тим, що додатково містить вольфрамове покриття у вигляді шару на зовнішній поверхні завтовшки 2-5 мм.
Сополімер на основі стирола,хлорметилстирола та дівінілбензола,вміщуючий диметилпіразольні групи, для сорбционого концентрування та витягання коштовних металів
Номер патенту: 7113
Опубліковано: 30.06.1995
Автори: Крилова Ірина Львівна, М'ясоідова Галина Володимирівна, Антокольська Іда Ігнатівна, Саввін Сергій Борисович, Сіра Віра Іванівна, Мушій Роман Якович, Большакова Людмила Іванівна
МПК: C08F 212/00
Мітки: концентрування, групи, основі, стирола,хлорметилстирола, коштовних, витягання, сополімер, металів, дівінілбензола,вміщуючий, диметилпіразольні, сорбционого
Формула / Реферат:
Сополимер на основе стирола, хлорметилстирола и дивинилбензола, содержащий диметилпиразольные группы, формулыгде n, m, 1 и q составляют соответственно 10, 36-38, 28-30 и 100-(n+m+1) мол.%, для сорбционного концентрированна и извлечения благородных металлов.