Спосіб відновлення тиглів з коштовних металів для вирошування монокристалів
Номер патенту: 6395
Опубліковано: 29.12.1994
Автори: Бурачас Станіслав Феліксович, Мартинов Валерій Павлович, Пирогов Євген Миколайович, Бондаренко Станіслав Костянтинович, Бондар Валерій Григорович, Кривошеін Вадим Іванович
Формула / Реферат
(57) Способ восстановления тиглей из драгоценных металлов для выращивания монокристаллов, включающий прокатку тигля и сварку трещин, отличающийся тем, что перед прокаткой тигель отжигают при 1200-1400°С и давлении 101-10-3 торр в течение 0,5-5,0 часов.
Текст
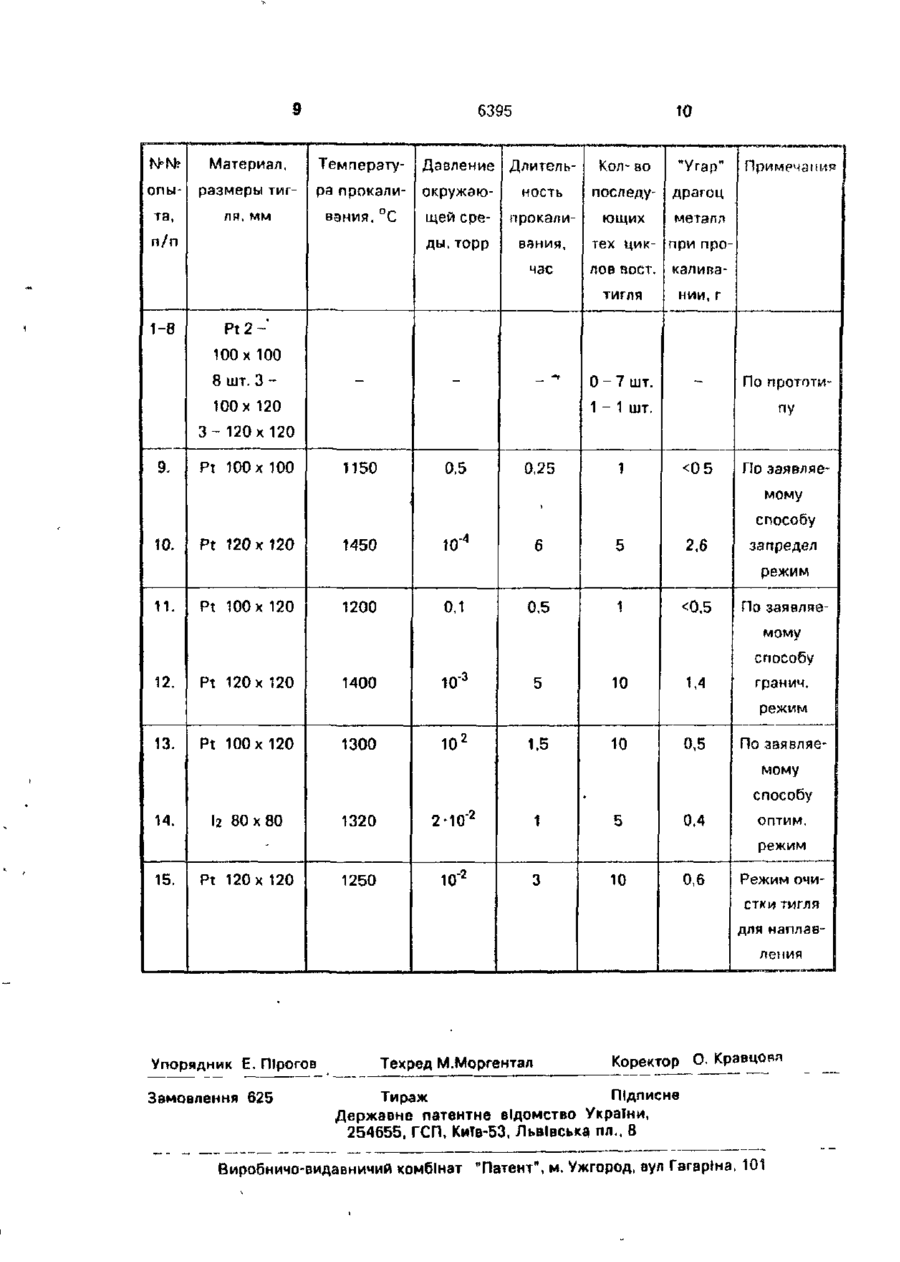
Способ восстановления тиглей из драгоценных металлов для выращивания монокристаллов, включающий прокатку тигля и сварку трещин, о т л и ч а ю щ и й с я тем, что перед прокаткой тигель отжигают при 1200— 1400°С и давлении 10 1~10 -з торр в течение 0,5-5,0 часов. разуется ряд смешанных оксидных соединений: PtO, Pt3O4, PtO2, ВІ2РЮ4, Bl2Pt2O7, KOТОрЫе повышают хрупкость платины, т.е. способствуют образованию трещин в стенках и дне тигля. 2. Вследствие неравномерного в т.ч. дендритного затвердевания расплава находящемся в кристаллизационном узле (в основном с верхнего зеркала расплава) и различия термических коэффициентов расширения платины (иридия, платинородия) и расплава происходит деформация тигля с последующим появлением в нем глубоких и сквозных трещин (несплошностей). Такой режим затвердевания характерен для аварийного отключения ростовой установки. Деформация тигля приводит либо к разрушению керамических деталей кристаллизационного узла, и невозможности использования совместно с деформированным тиглем таких деталей, изготавливаемых из стандартных изделий, а также искажению теплового поля и нормальной циркуляции расплава в тигле при росте кристалла. Появ С > о w о ел О 6395 ление несплошностей (сквозных и. глубоких Достоинством этого способа является трсіцин) приводит к вытеканию расплава из его сравнительная техническая простота и тигля. Эти факторы ограничивают рабочий короткие сроки реализации (в пределах нересурс тиглей и делают невозможной их скольких часов) Как вспомогательный он исдальнейшую эксплуатацию. Практически 5 пользуется на предприятиях по получению это приводит к сдаче тиглей из драгоценных кристаллов. металлов в лом и отправке их на переработНедостатком же является то, что остаюку на специализированное промышленное щиеся в трещинах остатки застывшего распредприятие (возврат тиглей оттуда в эксплава гермэната висмута и продуктов плуатацию происходит не мене чем через 10 взаимодействия его с платиной не позволя4-6 и более месяцев). ют в полной мере устранить их прокаткой (из-за повышенной хрупкости платины) и Следует отметить, что существенное проваркой (из-за интенсивной сублимации увеличение срока службы за счет увеличения расплава в плазме дуги). В результате толщины стенки (и дна) тиглей при очевидной 15 трещины в ходе проварки или в течение блипростоте достижения цели требует слишком жайших технологических циклов вновь большого удельного расхода дефицитного вскрываются, что приводит к течи тигля и драгоценного металла на единицу изделия и выходу его из строя. Таким образом описанпоэтому практически не осуществимо. ный способ по прототипу не дает существенПереработка (восстановление) вышедших из строя тиглей осуществляется специ- 20 ного увеличения рабочего ресурса тиглей из драгоценных металлов для выращивания ализированным предприятием путем монокристаллов германата висмута. растворения их в расплавах солей и последующего выращивания тиглей на форЗадачей изобретения является разрамообразующих поверхностях способом ботка способа восстановления тиглей из электрохимического осаждения. 25 драгоценных металлов для выращивания монокристаллов, который обеспечивал бы Достоинством этого способа является увеличение их срока службы. то, что тигли "выращивают" заданной формы, без несплошностей. В процессе электПоставленная задача решается тем, что рохимического осаждения иридия (платины) а способе восстановления тиглей из дрэгона формообразователь происходит очистка 30 ценных металлов для выращивания монометалла от оксидов кристаллообразующих кристаллов, включающем прокатку тигля и веществ, попавших в тигли при выращивзсварку трещин, согласно изобретению, пеним из них кристаллов германатэ висмута. ред прокаткой тигель отжигают при 12001400°С и давлении 10"1-1СГ3 торр в течение К недостаткам способа электрохимиче35 0,5-5 часов. ского осаждения необходимо отнести: - сложность и дороговизна процесса, Прокаливание тигля при температуре тоебующего использование оборудования 1200-1400°С позволяет испарить остатки по классу сравнимому с ростовым оборудорасплава и лигатуру в трещинах, и очистить ванием, применяемым для выращивания поверхность тигля и в последующем снять кристаллов; 40 механические напряжения. Понижение дав- большая длительность процесса (неления окружающей газовой среды до 10 сколько суток или недель); 10 торр {форвакуумной откачкой) позволяет большая энергоемкость; ускорить испарение остатков расплава и со- при реализации электрохимического кратить длительность процесса. способа восстановления тиглей возникают 45 Ниже минимальной температуры трудности соблюдения экологической чисто1200°С, согласно изобретению, процесс исты процесса, поскольку используются распарения остатков расплава идет слишком плавы летучих хлоридов металлов со всеми медленно и длительность процесса неопвытекающими проблемами. равданно удлиняется, неоправданно увеПоэтому использовать этот способ целе- 50 личиваются также энергозатраты, Свыше сообразно тогда, когда другие способы восмаксимальной температуры 1400°С начистановления тиглей уже не дают эффекта нают играть заметную роль процессы испа(при очень больших разрушениях), рения драгметаллов, т.е. растут их потери на "угар", что экономически нецелесообразЯаиболее близким по технической сущности и выбранным в качестве прототипа 55 но. является способ восстановления тиглей, Превышение максимального предела включающий прокатку (для восстановления давления окружающей газовой среды свыформы тиглей) и проварку тиглей (аргонодуше 10"1 торр тзкже приводит к неоправдан-, говой сваркой ~ для устранения несплошноному увеличению длительности и росту стей) [1] энергозатрат. Увеличение глубины вакуума 63P5 до давления менее 10 торр также неоправющихся в проварке) Охлаждение со скоростио данно, так как не приводит к дальнейшему менее 400 грзд/чяс лишь неоправданно увеускорению испарения расплава (поскольку личивает продолжительность технологиче лимитирующим фактором этого процесса ского процесса является не столько скорость испарения 5 После проведения таким образом прорасплава, а сколько отношение площади покаливания при указанных режимах тигли верхности испарения к объему расплава в прокатывают (для восстановления формы) и трещине). проваривают, например, аргоно-дуговой Минимально необходимое время прокасваркой В результате тигли вновь пригодны ливания t (в часах) можно оценить по нашей 10 к длительнойэксплуатации(обычнотакже не эмпирической формуле менее 3-Ю технологических циклов), т.е. рабочий ресурс тиглей после восстановления т.(час) ~ 0,5пт(1 согласно изобретению, увеличивается в 1,53,5 раза Кроме того, как показал наш опыт где hT - толщина стенки (дна) тигля в мм; h o - толщина неразрушенного слоя тигля в 15 эксплуатации некоторых отдельных платиновых и иридиевых тиглей, подобное восстановобласти несплошности. ление их работоспособности возможно В соответствии с этим длительность мепроизводить трижды, т е. рабочий ресурс нее 0,5 часа не обеспечивает эффективности возможно увеличить до 3,5-8 раз процесса даже при максимальной температуре и минимальном давлении. Длительность 20 Таким образом, совокупность всех пене более 5 часов не приводит к дальнейшему речисленных признаков в предлагаемом увеличению эффективности процесса, но способе обеспечивает существенное увелилишь увеличивает энерго- и трудозатраты, чение рабочего ресурса тиглей из драгоценснижает производительность. ных металлов при сравнительно небольших Существенную роль играет также поря- 25 затратах (существенно дешевле, чем электрохимическим способом) и восстановление док следования технологических переходов их работоспособности в течение нескольких при прокалке тиглей. Предпочтительней часов. вначале провести вакуумирование (откачку) до определенного давления, а затем Все перечисленные признаки являются осуществить нагрев до заданной температу 30 новыми и существенными, так как только /ры. таким образом эффективно удаляются остатками застывшего расплава мз трещин и Такая последовательность переходов обеспечиваются условия для эффективной способствует более эффективному удалепроварки и прокатки, гарантирующие невонию вещества из трещин и пор металла, а также постоянного теплопереноса в системе 35 зобновление старых трещин, и тем самым существенное увеличение рабочего ресурса тигель - окружающая среда, что предотвратиглей. щает перегрев - выход за температурный интервал термообработки. То есть предлагаемый способ имеет новизну и существенные отличия от прототипа В целом прокаливание тиглей при указанных режимах с последующим сравни- АО и позволяет получить положительный эффект. тельно плавным снижением температуры Кроме того, заявляемые режимы прокапозволяет кроме того отжечь тигель (снять в ливания дают дополнительный эффект, занем механические напряжения) и обеспеключающийся в эффективной очистке чить высокое качество прокатки тиглей. Наиболее эффективно прокаливание 45 поверхности тигля от остатков использованного расплава, оставшихся после выплавлепроизводить в индукционной установке (нания, и могут использоваться при подготовке пример, типа "Донец" или "Кристалл"), где тиглей к наплавленню шихты. Очистка пообеспечивается откачка паров расплава и верхности тиглей механическим способом тем самым исключается их конденсация на поверхности тигля и, соответственно, ее за- 50 может приводить к появлению трещин, а отмывка тигля в горячей соляной кислоте грязнение. осложняет экологическую обстановку на Нагрев возможно производить со скопроизводстве и занимает время более суток. ростью, обеспечивающей достаточно быстТаким образом, заявляемые операции и рый нагрев тигля (~ 80-150 град/мин). Охлаждение же со средней скоростью более 55 режимы в совокупности с известными операциями позволяют решить крайне важную 800-600 град/ч приводит к местной закалке задачу оперативного восстановления работигля и предыдущий отжиг (прокаливание) тоспособности тиглей и продления их рабостановится мало эффективен, (при прокатке чего ресурса. возможно появление микротрещин, нужда 6395 8 Заявляемый способ включает следуюредают в эксплуатацию (для направления шихты германата висмута). щие технологические операции: 1. Вэкуумирование (откачка) рабочего После такого ремонта тигель работоспообъема вместе с тиглем до давления 10" собен и эксплуатируется до следующего авэ5 рийного отключения установки (в среднем те 10"3торр. же 8-10 технологических циклов). 2. Нагрев тигля при пониженном давлеП р и м е р 2. нии до 1200-1400°С, выдержка при этой Иридиевый тигель диаметром 80 мм и температуре в течение 0,5-5 часов (прокаливысотой 80 мм с толщиной стенок 1,5 мм вание) с последующим охлаждением. 10 использовался для выращивания кристаллов 3. Прокатка тигля. германата висмута с легирующими добавка4. Проварка тигля. ми и по причине, указанной в предыдущем Примеры осуществления и результаты примере пришел в негодность в ходе пятого испытаний. технологического цикла. Прокаливание с ва15 куумированием производят в ростовой устаПримері. новке "Донец-1М". Режимы те же, но время Платиновый тигель диаметром 120 мм и прокаливания меньше - 2 часа. высотой 120 мм с толщиной стенок 2 мм после аварийного отключения ростовой усПо окончании всех аналогичных оператановки "Кристалл 617" в восьмом технолоций иридиевый тигель также после контроля гическом цикле деформировался и в нем 20 передают в эксплуатацию. появились трещины. Были проведены испытания: 9 опытов в соответствии с формулой изобретения (8 После выплавления наплава германата платиновых тиглей и 1 иридиевый) и 27 - по висмута из тигля, последний устанавливают аналогами прототипу (данные позапредельв индуктор ростовой камеры "Кристалл 617". Камеру герметично закрывают и включают 25 ным, граничным и оптимальным режимам приведены в таблице) установку. Рабочий объем камеры вакуумируют (откачивают) до давления 10"2торр. ПоВсего на восстановление электрохимидачей высокочастотной мощности на ческим способом было направлено 13 платииндуктор производят индукционный нагрев новых и 2 иридиевых тиглей. Качество тигля до температуры 1300°С (контроль ве- 30 восстановления тиглей высокое, однако воздется по термопаре, установленной на вращены они были в эксплуатацию только стенке тигля) в течение 15 минут, затем вычерез 4-5 месяцев, цена восстановления оддерживают при температуре 1300+10°С в теного тигля около 5 т.р. чение 2,5 часов, при этом продолжают По прототипу восстановлению подвероткачку рабочего объема для удаления паров 35 галось 9 платиновых и 3 иридиевых тиглей. расплава германата висмута из рабочей каВ результате для 8 платиновых и 2 иридиемеры. вых тиглей работоспособность вообще не была восстановлена (трещины вскрывались Далее откачку прекращают и охлаждают при проварке). 1 платиновый и 1 иридиевый тигель при снижении мощности в течение 3 часов. После охлаждения тигля до Т ~ 50°С 40 тигли были восстановлены, однако вновь вышли из строя после одного технологического его извлекают из ростовой камеры и провоцикла (вскрылись трещины и открылась дят визуальную оценку качества очистки. течь). Данные сведены в таблицу. Затем тигель прокатывают для восстановления формы с помощью специального Все тигли, восстановленные по формуле приспособления на токарном станке. 45 изобретения, были пригодны к эксплуатаДалее тигель (участки с трещинами) проции и выдержали по 3-10 новых технологиваривают аргоно-дуговой сваркой, Качество ческих циклов до аварийного отключения восстановления (ремонта) тигля - отсутствие установки. 2 платиновых тигля восстанавлитрещин - проверяют визуально с помощью вались дважды, 1 - трижды. Время воссталупы и люминесцентного пенетранта. Про- 50 новления тиглей не превышали двух рабочих верив качество восстановления, тигель песмен (т.е. не более 15 часов). to 6395 Материал. опы Температу Давление та, размеры тиг- ра прокали- окружаюля, мм вания, °С щей сре п/п ды, торр Длитель Кол-во "Угар" ность последу драгоц прокали ющих металл вания, час тех цик- при пролов вост. калипэтигля 1-8 Примечания НИИ, Г Р\2~ 100x100 8 шт. 3 ~ -і " 100х 120 0 - 7 шт. По прототи 1 - 1 шт. пу 3 - 120 х 120 9. Pt 100х100 1150 0.5 0,25 1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of crucibles from precious metals for growth of monocrystals
Автори англійськоюBondar Valerii Hryhorovych, Martynov Valerii Pavlovych, Burachas Stanislav Feliksovych, Pyrohov Yevhen Mykolaiovych, Bondarenko Stanislav Kostiantynovych, Kryvoshein Vadym Ivanovych
Назва патенту російськоюСпособ восстановления тиглей из драгоценных металлв для выращивания монокристаллов
Автори російськоюБондар Валерий Григорьевич, Мартынов Валерий Павлович, Бурачас Станислав Феликсович, Пирогов Евгений Николаевич, Бондаренко Станислав Константинович, Кривошеин Вадим Иванович
МПК / Мітки
МПК: C30B 33/02, C30B 29/02
Мітки: спосіб, вирошування, відновлення, металів, тиглів, коштовних, монокристалів
Код посилання
<a href="https://ua.patents.su/6-6395-sposib-vidnovlennya-tigliv-z-koshtovnikh-metaliv-dlya-viroshuvannya-monokristaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення тиглів з коштовних металів для вирошування монокристалів</a>
Спосіб вирощування монокристалів германату вісмуту
Номер патенту: 3391
Опубліковано: 27.12.1994
Автори: Бондаренко Станіслав Костянтинович, Бондар Валерій Григорович, Загвоздкін Борис Васильович, Мартинов Валерій Павлович, Пирогов Євген Миколайович, Кривошеін Вадим Іванович, Бурачас Станіслав Феліксович
Мітки: монокристалів, германату, вісмуту, вирощування, спосіб
Формула / Реферат:
(57) Способ выращивания монокристаллов германата висмута, включающий расплавление исходного материала в платиновом тигле с помощью высокочастотного индуктора, затравление на вращающуюся затравку, разращивание конусной части кристалла, вытягивание его цилиндрической части, отделение кристалла от расплава и его охлаждение, о т л и ч а ю щ и й с я тем, что после отделения кристалла мощность индуктора уменьшают в 1,5-2,5 раза в течение 2...
Спосіб вирощування монокристалів германату вісмуту
Номер патенту: 5386
Опубліковано: 28.12.1994
Автори: Бондаренко Станіслав Костянтинович, Пирогов Євген Миколайович, Кривошеін Вадим Іванович, Бондар Валерій Григорович, Бурачас Станіслав Феліксович, Мартинов Валерій Павлович
МПК: C30B 15/00, C30B 29/32
Мітки: вирощування, спосіб, германату, вісмуту, монокристалів
Формула / Реферат:
Способ выращивания монокристаллов германата висмута, включающий затравление на вращающуюся затравку, разращивание верхней конусной части монокристалла с заданным телесным углом и вытягивание цилиндрической части, отделение кристалла от расплава и его охлаждение, отличающийся тем, что разращивание верхней конусной части осуществляют в пределах телесного угла 130-160 град.
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1211
Опубліковано: 30.12.1993
Автори: Шейко Іван Васильович, Баглай Віталій Михайлович, Латаш Юрій Вадімович, Кочетов Анатолій Андрійович, Григоренко Георгій Михайлович, Яворський Юрій Денисович, Письмений Олександр Семенович, Висоцький Геннадій Андрійович
МПК: C21C 5/56
Мітки: індукційного, спосіб, металів, переплаву, сплавів
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательное оплавление металлической заготовки в электромагнитном высокочастотном поле и формирование слитка в охлаждаемом секционном кристаллизаторе, отличающийся тем, что, с целью интенсификации процесса переплава, повышения КПД и снижения удельных энергозатрат на переплав металла, в процессе плавки осуществляют реверсивное вращение заготовки вокруг...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1259
Опубліковано: 30.12.1993
Автори: Латаш Юрій Вадімович, Шейко Іван Васильович, Григоренко Георгій Михайлович, Висоцький Геннадій Андрійович, Баглай Віталій Михайлович
МПК: C21C 5/56
Мітки: сплавів, металів, переплаву, індукційного, спосіб
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательно оплавление металлической расходуемой заготовки, или порционное плавление кусковой шихты в электромагнитном поле повышенной частоты, формирование слитка в охлаждаемом кристаллизаторе и вытягивание слитка из кристаллизатора по ходу плавки, отличающийся тем, что, с целью повышения качества поверхности слитка, повышения КПД процесса, снижения...
Спосіб синтезу монокристалів алмазу на затравці
Номер патенту: 2
Опубліковано: 30.04.1993
Автори: Івахненко Сергій Олексійович, Будяк Олександр Ананійович, Новіков Микола Васильович, Чіпенко Георгій Володимирович
МПК: C30B 1/00, C01B 31/06, B01J 3/00
Мітки: затравці, алмазу, спосіб, монокристалів, синтезу
Формула / Реферат:
Способ синтеза монокристаллов алмаза на затравке, включающий создание начального перепада температуры между алмазной затравкой и источником углерода, которые разделены расположенной между ними массой металлического катализатора-растворителя, заключающийся в приложении высокого давления и температуры к размещенным послойно в реакционной зоне источнику углерода, металлическому катализатору-растворителю и кристаллу-затравке, причем алмазную...
Попередній патент: Зубний імплантат
Наступний патент: Лопасть вітроколеса
Випадковий патент: Гідроструминна установка з регулюванням витрати повітря